Combinatorial Techniques to Efficiently Investigate and Optimize Organic Thin Film Processing and Properties

Abstract
:1. Introduction
2. Results and Discussion
2.1. Combinatorial Techniques
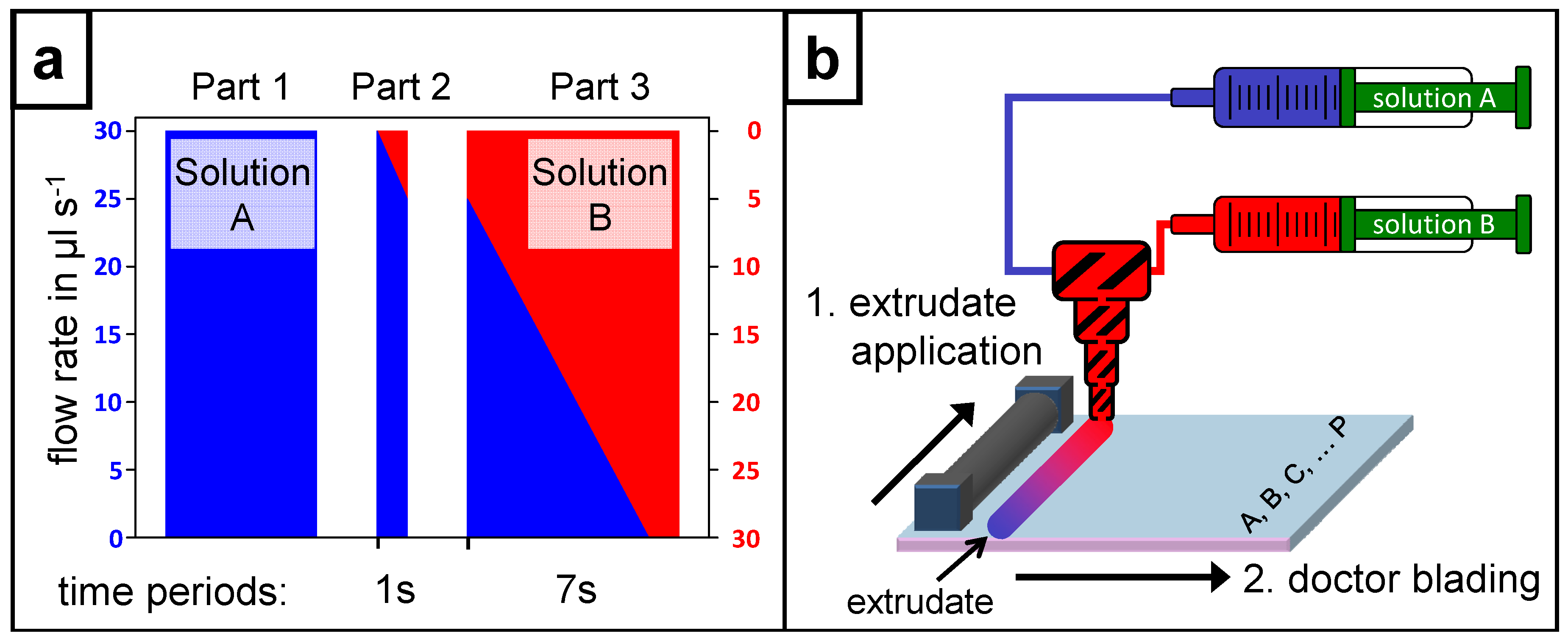
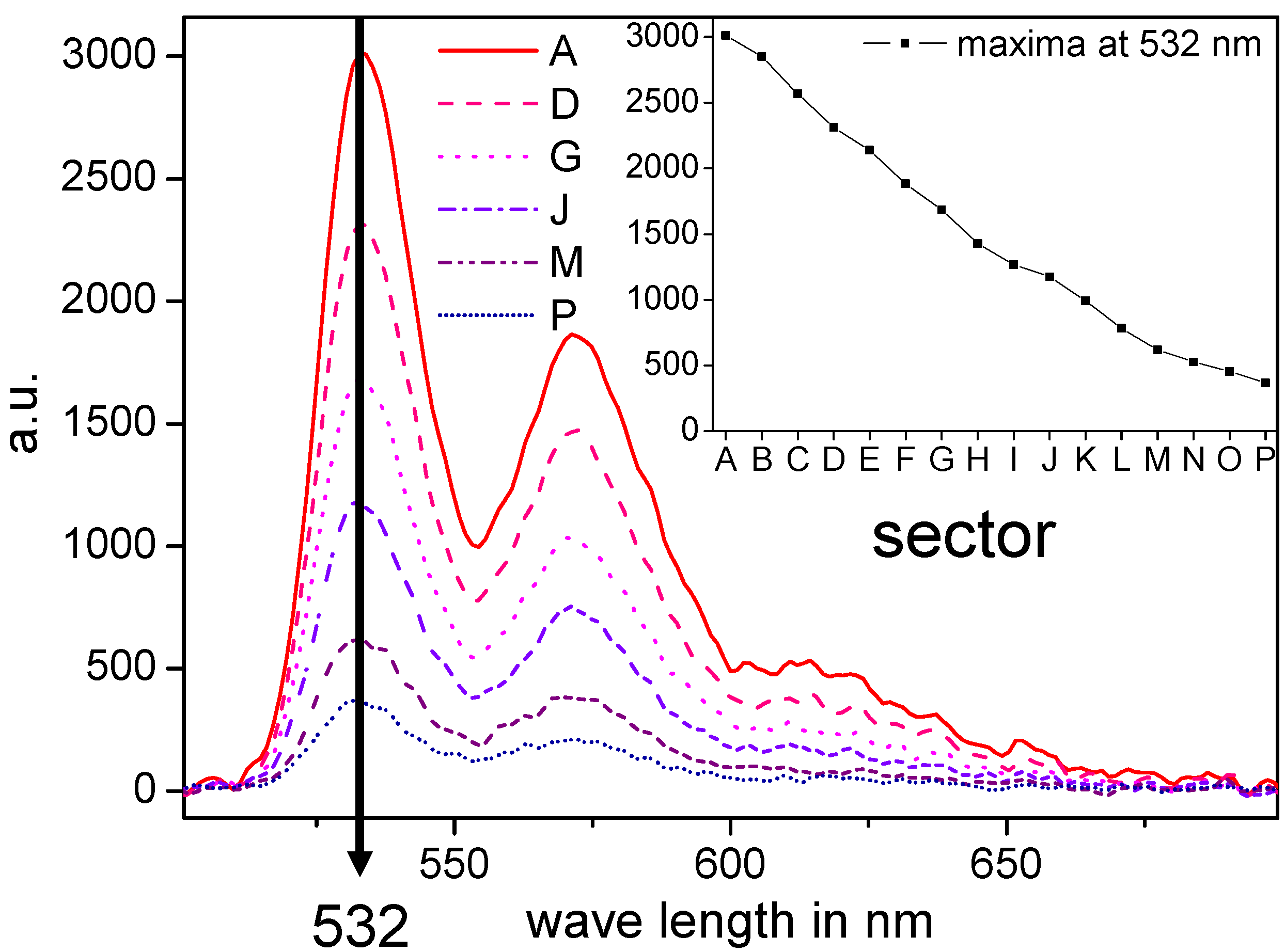
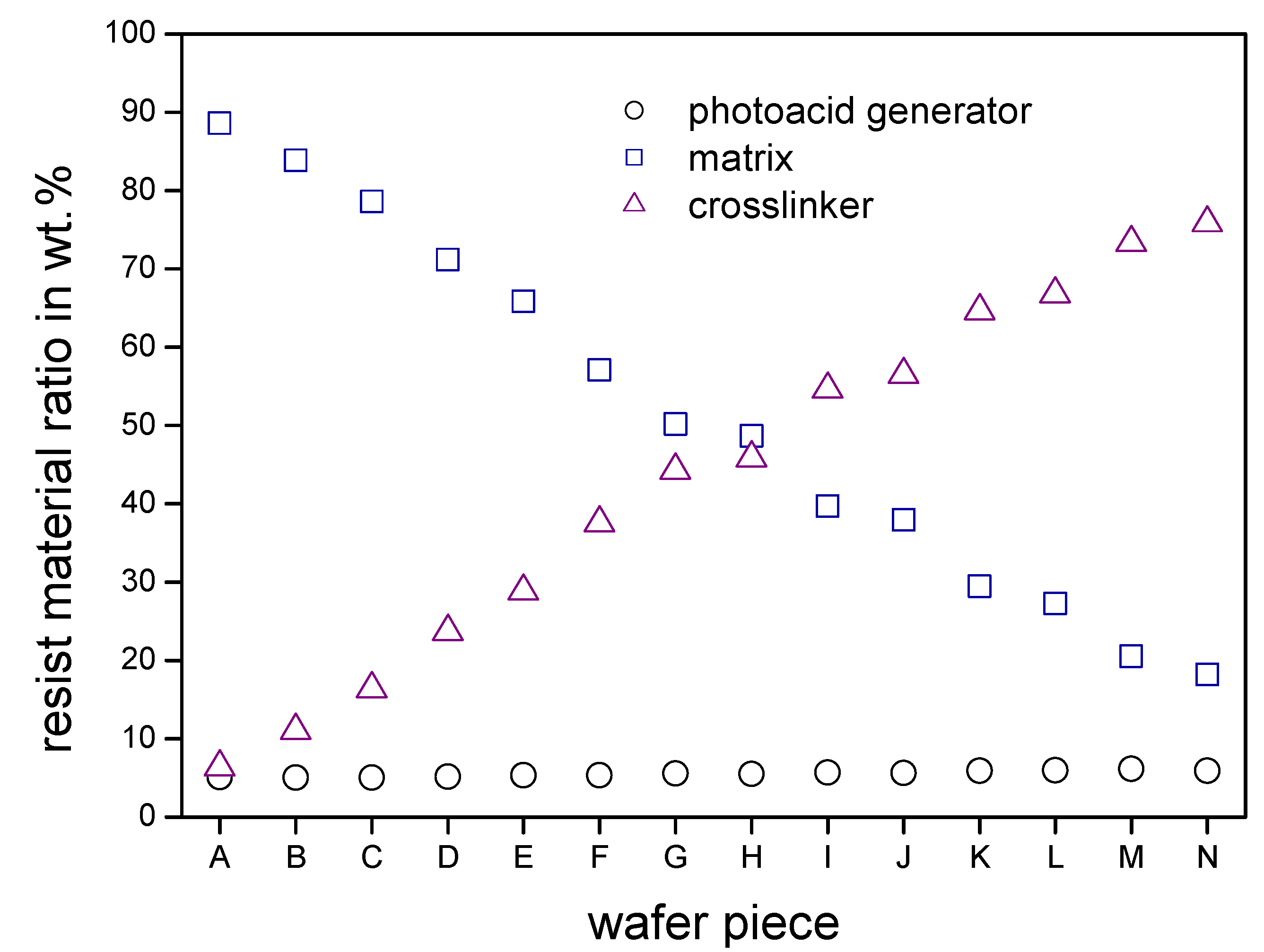
2.1.1. Internal Material Composition Gradient


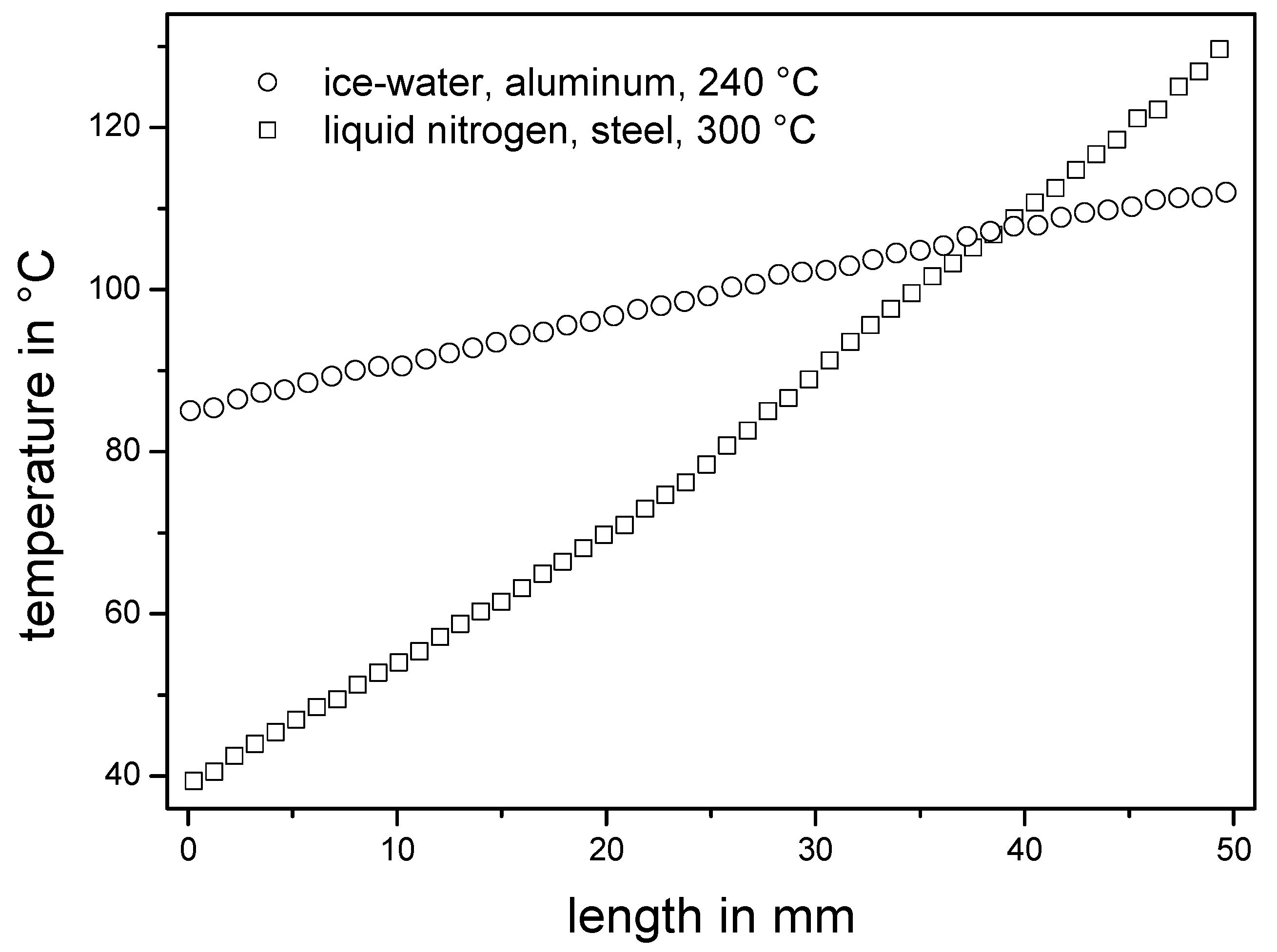
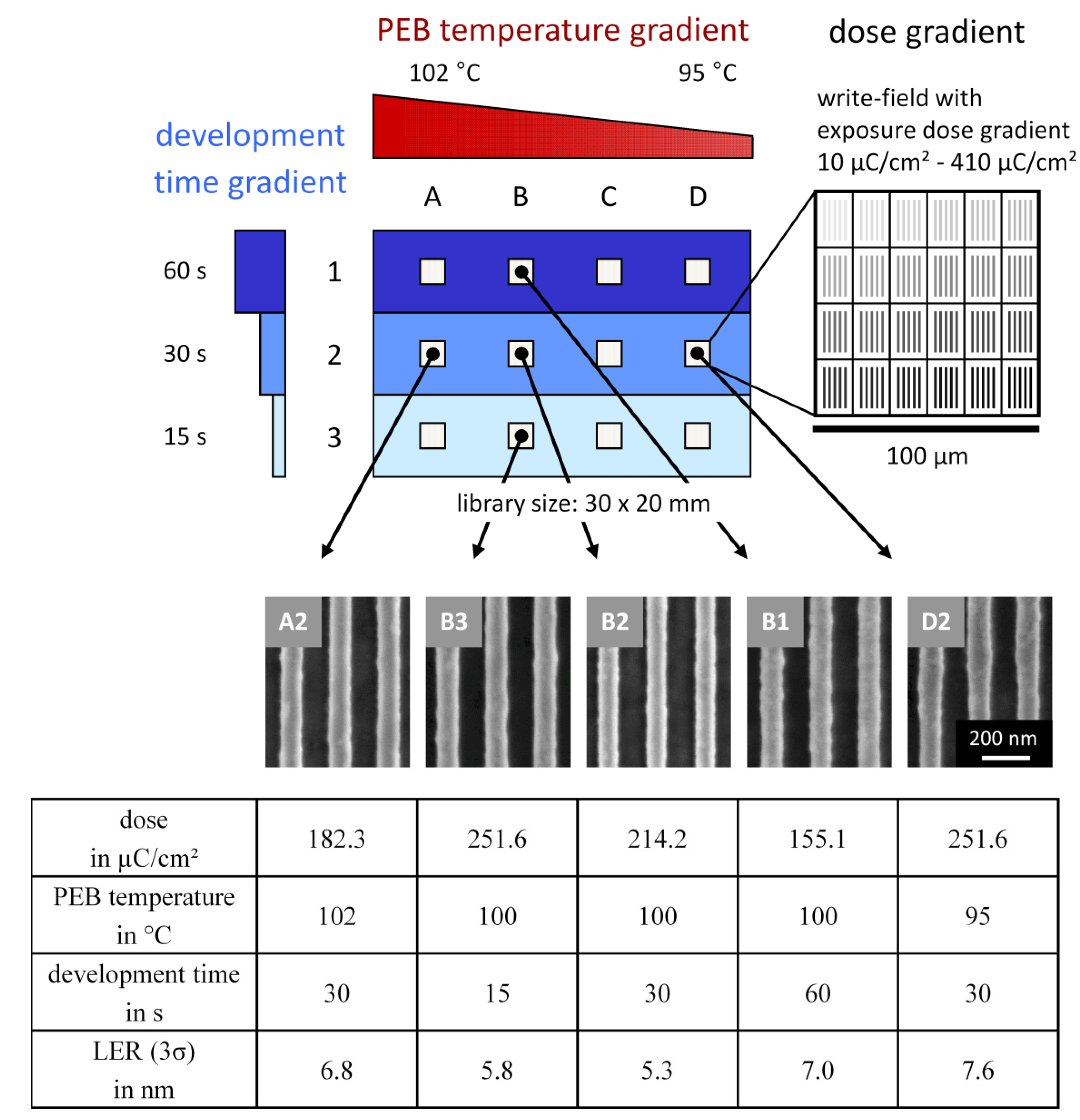
2.1.2. Temperature Gradient

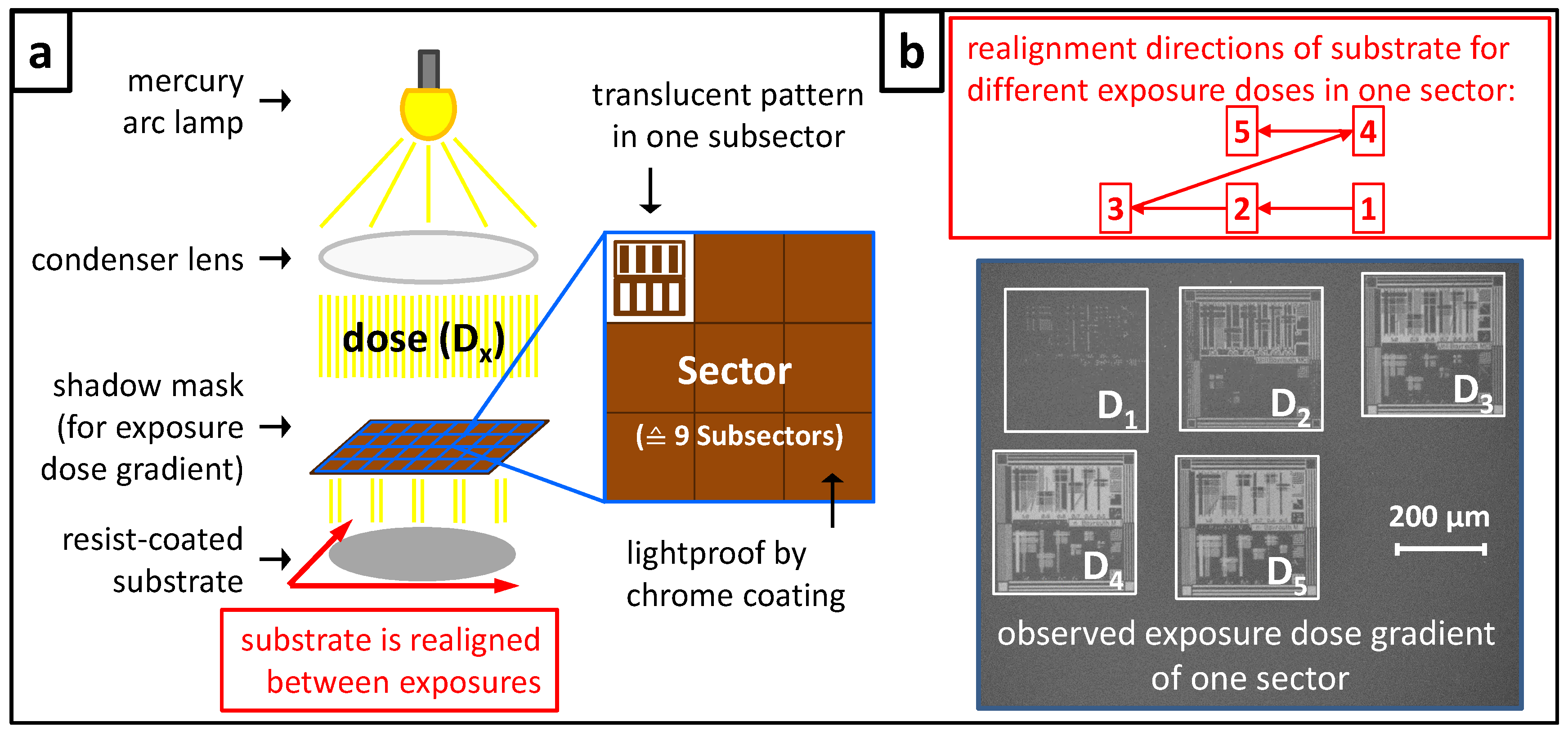
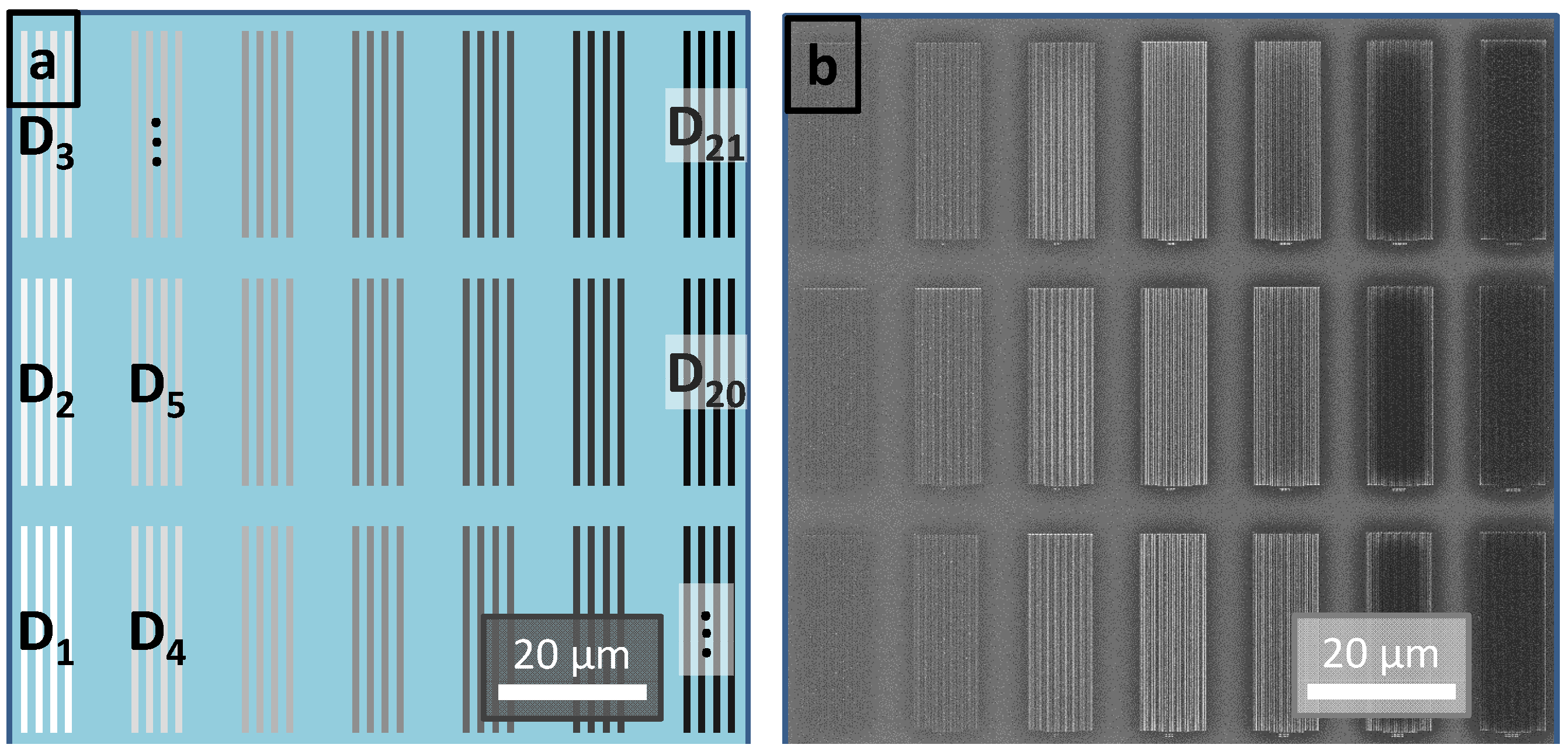
2.1.3. Exposure Dose Gradient


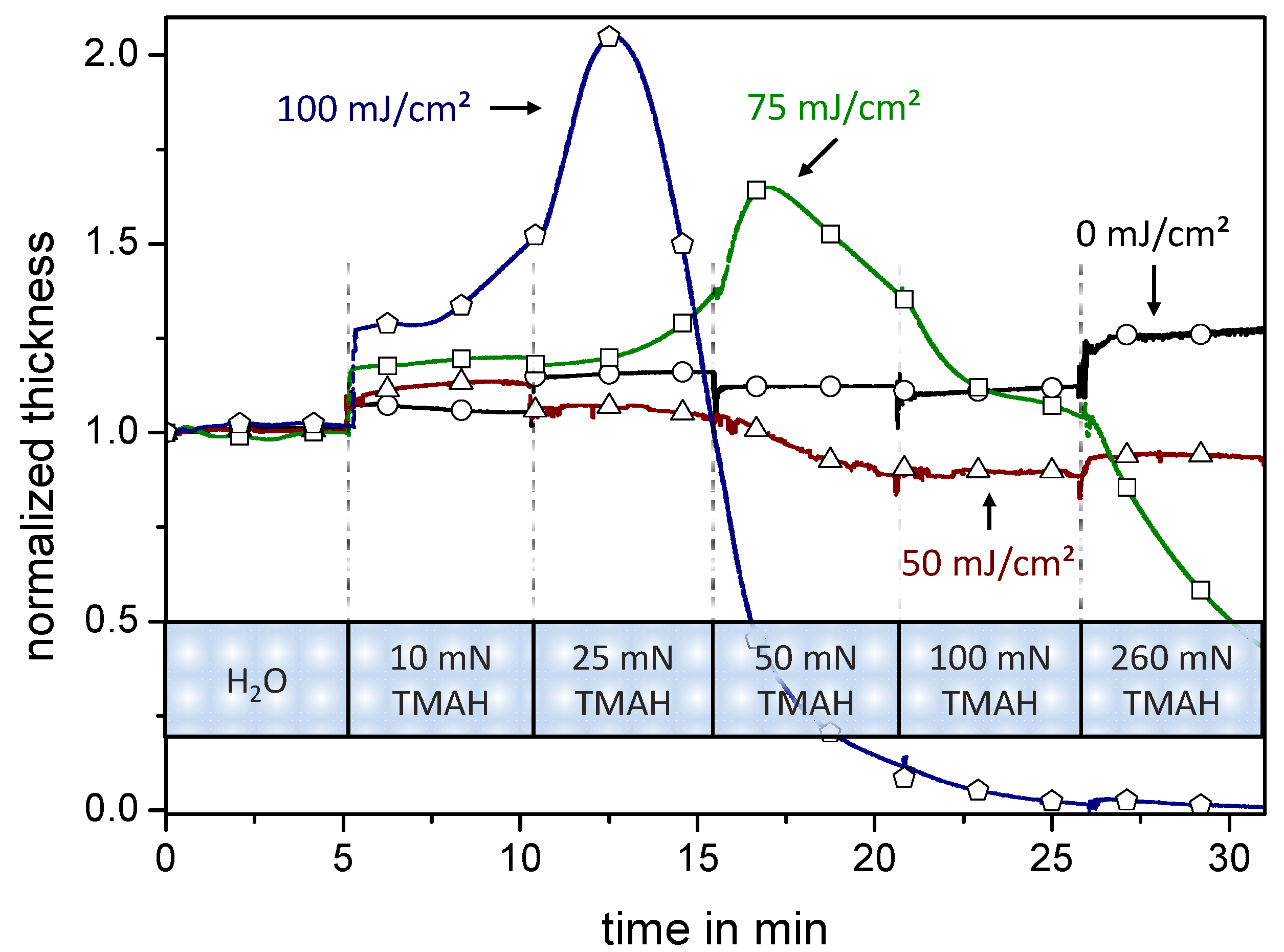
2.1.4. Dissolution Investigation

2.2. Combinatorial Libraries
2.2.1. Binary Combinatorial Library


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wafer piece | A | B | C | D | E | F | G | H | I | J | K | L | M | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Wafer segment (mm) | 0–5 | 5–10 | 10–15 | 15–20 | 20–25 | 25–30 | 30–35 | 35–40 | 40–45 | 45–50 | 50–55 | 55–60 | 60–65 | 65–70 |

2.2.2. Ternary Combinatorial Library

3. Experimental
3.1. Chemicals and Materials
3.2. Internal Material Composition Gradient
3.3. Temperature Gradient
3.4. Exposure Dose Gradient
3.5. Dissolution Investigation
4. Conclusions
Acknowledgments
References
- Drews, J. Drug discovery: A historical perspective. Science 2000, 287, 1960–1964. [Google Scholar] [CrossRef]
- Newman, D.J.; Cragg, G.M. Natural Products as Sources of New Drugs over the Last 25 Years. J. Nat. Prod. 2007, 70, 461–477. [Google Scholar] [CrossRef]
- Kennedy, J.P.; Williams, L.; Bridges, T.M.; Daniels, R.N.; Weaver, D.; Lindsley, C.W. Application of Combinatorial Chemistry Science on Modern Drug Discovery. J. Comb. Chem. 2008, 10, 345–354. [Google Scholar] [CrossRef]
- Jorgensen, W.L. Efficient Drug Lead Discovery and Optimization. Acc. Chem. Res. 2009, 42, 724–733. [Google Scholar]
- Maier, W.F.; Stowe, K.; Sieg, S. Combinatorial and High-Throughput Materials Science. Angew. Chem. Int. Ed. Engl. 2007, 46, 6016–6067. [Google Scholar] [CrossRef]
- Thompson, L.A.; Ellman, J.A. Synthesis and Applications of Small Molecule Libraries. Chem. Rev. 1996, 96, 555–600. [Google Scholar] [CrossRef]
- Jandeleit, B.; Schaefer, D.J.; Powers, T.S.; Turner, H.W.; Weinberg, W.H. Combinatorial materials science and catalysis. Angew. Chem. Int. Ed. Engl. 1999, 38, 2494–2532. [Google Scholar] [CrossRef]
- Buenconsejo, P.J.S.; Siegel, A.; Savan, A.; Thienhaus, S.; Ludwig, A. Preparation of 24 ternary thin film materials libraries on a single substrate in one experiment for irreversible high-throughput studies. ACS Comb. Sci. 2012, 14, 25–30. [Google Scholar] [CrossRef]
- Potyrailo, R.; Rajan, K.; Stoewe, K.; Takeuchi, I.; Chisholm, B.; Lam, H. Combinatorial and High-Throughput Screening of Materials Libraries: Review of State of the Art. ACS Comb. Sci. 2011, 13, 579–633. [Google Scholar] [CrossRef]
- Barber, Z.H.; Blamire, M.G. High throughput thin film materials science. Mater. Sci. Technol. 2008, 24, 757–770. [Google Scholar] [CrossRef]
- Stafford, C.M.; Roskov, K.E.; Epps, T.H.; Fasolka, M.J. Generating thickness gradients of thin polymer films via flow coating. Rev. Sci. Instrum. 2006, 77, 23908/1–23908/7. [Google Scholar]
- Meredith, J.C.; Smith, A.P.; Karim, A.; Amis, E.J. Combinatorial Materials Science for Polymer Thin-Film Dewetting. Macromolecules 2000, 33, 9747–9756. [Google Scholar] [CrossRef]
- Meredith, J.C.; Karim, A.; Amis, E.J. High-Throughput Measurement of Polymer Blend Phase Behavior. Macromolecules 2000, 33, 5760–5762. [Google Scholar] [CrossRef]
- Neuber, C.; Bäte, M.; Thelakkat, M.; Schmidt, H.-W.; Hänsel, H.; Zettl, H.; Krausch, G. Combinatorial preparation and characterization of thin-film multilayer electro-optical devices. Rev. Sci. Instrum. 2007, 78, 72216/1–72216/11. [Google Scholar]
- Burkert, S.; Kuntzsch, M.; Bellmann, C.; Uhlmann, P.; Stamm, M. Tuning of surface properties of thin polymer films by electron beam treatment. Appl. Surf. Sci. 2009, 255, 6256–6261. [Google Scholar] [CrossRef]
- Ueda-Yukoshi, T.; Matsuda, T. Cellular Responses on a Wettability Gradient Surface with Continuous Variations in Surface Compositions of Carbonate and Hydroxyl Groups. Langmuir 1995, 11, 4135–4140. [Google Scholar] [CrossRef]
- International Technology Roadmap for Semiconductors. Available online: http://www.itrs.net/ (accessed on 4 December 2012).
- De Silva, A.; Felix, N.M.; Ober, C.K. Molecular glass resists as high-resolution patterning materials. Adv. Mater. 2008, 20, 3355–3361. [Google Scholar] [CrossRef]
- Ito, H. Chemical amplification resists: Inception, implementation in device manufacture, and new developments. J. Polym. Sci. Part A Polym. Chem. 2003, 41, 3863–3870. [Google Scholar] [CrossRef]
- Pfeiffer, F.; Felix, N.M.; Neuber, C.; Ober, C.K.; Schmidt, H.-W. Physical vapor deposition of molecular glass photoresists: A new route to chemically amplified patterning. Adv. Funct. Mater. 2007, 17, 2336–2342. [Google Scholar] [CrossRef]
- Lenhart, J.L.; Jones, R.L.; Lin, E.K.; Soles, C.L.; Wu, W.-L.; Goldfarb, D.L.; Angelopoulos, M. Combinatorial methodologies offer potential for rapid research of photoresist materials and formulations. J. Vac. Sci. Technol. B 2002, 20, 704–709. [Google Scholar] [CrossRef]
- Dam, T.H.; Jamieson, A.; Lu, M.; Baik, K.-H. PAB and PEB temperature gradient methodology for CAR optimization. Proc. SPIE Int. Soc. Opt. Eng. 2006, 6349, 634906:1–634906:11. [Google Scholar]
- Bauer, W.-A.C.; Neuber, C.; Ober, C.K.; Schmidt, H.-W. Combinatorial optimization of a molecular glass photoresist system for electron beam lithography. Adv. Mater. 2011, 23, 5404–5408. [Google Scholar] [CrossRef]
- Wieberger, F.; Forman, D.C.; Neuber, C.; Gröschel, A.H.; Böhm, M.; Müller, A.H.E.; Schmidt, H.-W.; Ober, C.K. Tailored star-shaped statistical teroligomers via ATRP for lithographic applications. J. Mater. Chem. 2011, 22, 73–76. [Google Scholar]
- Wieberger, F.; Neuber, C.; Ober, C.K.; Schmidt, H.-W. Tailored Star Block Copolymer Architecture for High Performance Chemically Amplified Resists. Adv. Mater. 2012, 44, 5939–5944. [Google Scholar]
- Sauerbrey, G. The use of quartz oscillators for weighing thin layers and for microweighing. Z. Phys. 1959, 155, 206–222. [Google Scholar] [CrossRef]
- Dai, J.; Chang, S.W.; Hamad, A.; Yang, D.; Felix, N.; Ober, C.K. Molecular Glass Resists for High-Resolution Patterning. Chem. Mater. 2006, 18, 3404–3411. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 88th ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2008; pp. 3–462. [Google Scholar]
- Sample Availability: Samples of the compounds are available from the authors.
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Wieberger, F.; Kolb, T.; Neuber, C.; Ober, C.K.; Schmidt, H.-W. Combinatorial Techniques to Efficiently Investigate and Optimize Organic Thin Film Processing and Properties. Molecules 2013, 18, 4120-4139. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules18044120
Wieberger F, Kolb T, Neuber C, Ober CK, Schmidt H-W. Combinatorial Techniques to Efficiently Investigate and Optimize Organic Thin Film Processing and Properties. Molecules. 2013; 18(4):4120-4139. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules18044120
Chicago/Turabian StyleWieberger, Florian, Tristan Kolb, Christian Neuber, Christopher K. Ober, and Hans-Werner Schmidt. 2013. "Combinatorial Techniques to Efficiently Investigate and Optimize Organic Thin Film Processing and Properties" Molecules 18, no. 4: 4120-4139. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules18044120