
Continuous Polyol Synthesis of Metal and Metal Oxide Nanoparticles Using a Segmented Flow Tubular Reactor (SFTR)

Abstract
:1. Introduction

2. Results and Discussion
2.1. SFTR Polyol Synthesis of CeO2 NPs


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SSA (BET) (m2·g−1) | Lattice Parameter a (Å) | dXRD (nm) | dBET (nm) | dTEM (nm) |
|---|---|---|---|---|---|
| as-prepared | 169 (±5) | 5.4410 | 4.7 (±1) | 5.0 (±0.5) | 5 (±2) |
| thermally treated (500 °C/1 h) | 123 (±5) | 5.4139 | 14 (±2) | 6.9 (±0.5) | 5–10 |

2.2. Polyol Synthesis of Ni NPs

| Synthesis Paramaters | ||||||||||
| Temp [K] | Concentration after Mixing [M] | Reactant Ratio | Aging Time [min] | Production [g·h−1] | ||||||
| TR | CNi | CN2H2 | CNaOH | N2H4/Ni | N2H4/OH | tA | ||||
| S1 | 343 | 0.05 | 1 | 0.075 | 20 | 13.3 | 2.9 | 2.1 | ||
| S2 | 333 | 0.2 | 0.6 | 0.4 | 3 | 1.5 | 11.8 | 2.1 | ||
| S3 | 333 | 0.05 | 0.15 | 0.1 | 3 | 1.5 | 5.3 | 2.1 | ||
| S4 | 368 | 0.05 | 1 | 0.075 | 20 | 13.3 | 1.9 | 3.2 | ||
| Sample Properties | ||||||||||
| dSEM (SD) [nm] | CV % | dXRD [nm] | ABET [m2·g−1] | Morph | Magnetic Behaviour | |||||
| S1 | 60 (8) | 13.3 | 10.90 | 51.7 | Spiky | SPM | ||||
| S2 | 191 (28) | 14.2 | 6.89 | 5.7 | Raspberry | FM | ||||
| S3 | 167 (16) | 11.5 | 6.85 | 9.9 | Raspberry | FM | ||||
| S4 | 183 (21) | 12.7 | 11.91 | 30.6 | Spiky | FM | ||||
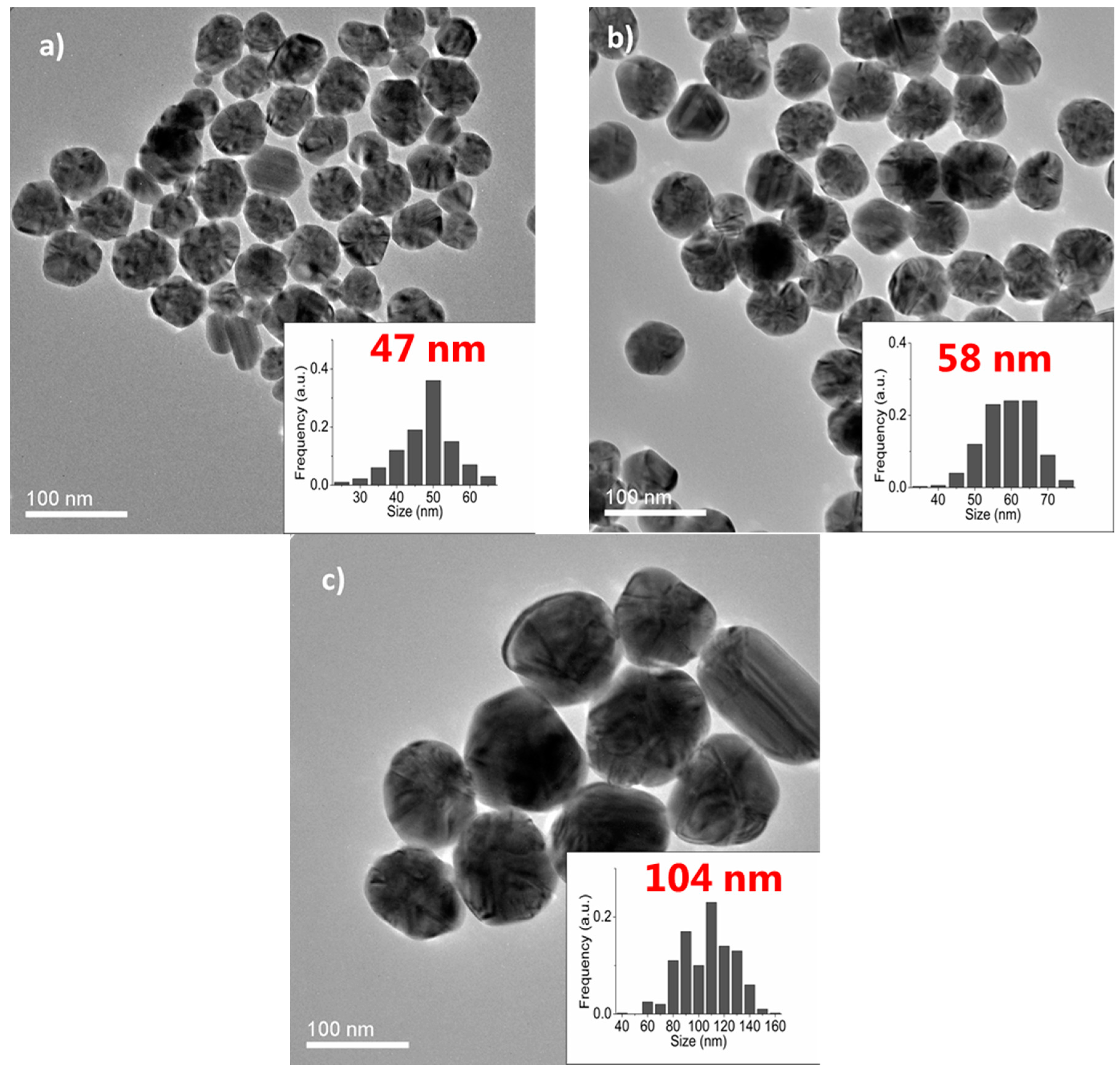
2.3. SFTR Polyol Synthesis of Ag NPs
| Entry | Temperature (°C) | PVP Mw (g∙mol−1) | TEM size (nm) | DLS * size (nm) |
|---|---|---|---|---|
| S1 | 130 | 10,000 | 25 ± 4 | 20 ± 8 |
| S2 | 140 | 10,000 | 47 ± 8 | 33 ± 12 |
| S3 | 150 | 10,000 | 58 ± 7 | 56 ± 17 |
| S4 | 130 | 40,000 | 7 ± 2 | 9 ± 2 |
| S5 | 140 | 40,000 | 79 ± 15 | 107 ± 30 |
| S6 | 150 | 40,000 | 104 ± 20 | 123 ± 32 |

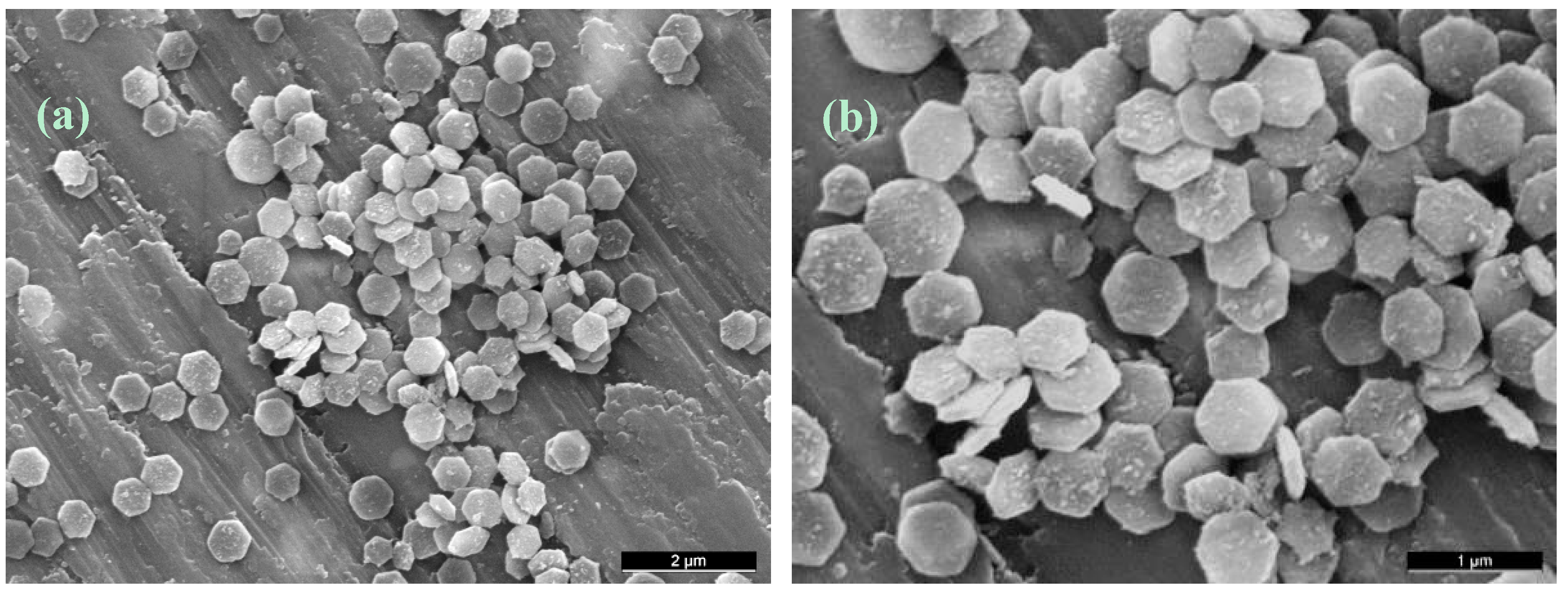
2.4. SFTR Polyol Synthesis of β-tricalcium Phosphate (β-TCP), Ca3(PO4)2 Nanoplatelets

3. Experimental Section
3.1. CeO2 NPs
3.2. Ni NPs
3.3. Ag NPs
3.4. Ca3(PO4)2 Nanoplatelets
4. Overall Conclusions
- (i)
- Due to the polarity of the polyols (ε > 30), inorganic precursor salts are often very soluble [41];
- (ii)
- It is possible to apply relatively high temperatures at ambient pressure simplifying the equipment used for the synthesis;
- (iii)
- (iv)
- (v)
- (vi)
- The synthesis protocols can be extended to water free systems;
- (vii)
- Polyol ensure a reducing chemical environment, allowing the synthesis of materials sensitive to oxidation [12];
- (viii)
- Density and viscosity of ethylene glycol are fully compatible with SFTR plants designed for water based synthesis;
- (ix)
- The organic solvent may be recovered by distillation and re-used;
- (x)
- The SFTR concept can be easily applied for the synthesis of organic compounds and pharmaceutical products.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lemaître, J.; Jongen, N.; Vacassy, R.; Bowen, P. Production of Powders. International Patent WO 98/02237, 15 July 1997. [Google Scholar]
- Kashid, M.N.; Agar, D.W. Hydrodynamics of liquid-liquid slug flow capillary microreactor: Flow regimes, slug size and pressure drop. Chem. Eng. J. 2007, 131, 1–13. [Google Scholar] [CrossRef]
- Testino, A. Aqueous Synthesis of BaTiO3 Nanopowders. Experimental Study and Kinetic Modelling. Ph.D. Thesis, University of Genoa, Genoa, Italy, 15 April 2004. [Google Scholar]
- Aimable, A.; Jongen, N.; Testino, A.; Donnet, M.; Lemaître, J.; Hofmann, H.; Bowen, P. Precipitation of Nanosized and Nanostructured Powders: Process Intensification and Scale-Out Using a Segmented Flow Tubular Reactor (SFTR). Chem. Eng. Technol. 2011, 34, 344–352. [Google Scholar] [CrossRef]
- Donnet, M.; Jongen, N.; Lemaître, J.; Bowen, P. New morphology of calcium oxalate trihydrate precipitated in a segmented flow tubular reactor. J. Mater. Sci. Lett. 2000, 19, 749–750. [Google Scholar] [CrossRef]
- Jongen, N.; Donnet, M.; Bowen, P.; Lemaitre, J.; Hofmann, H.; Schenk, R.; Hofmann, C.; Auon-Habbache, M.; Guillemet-Fritsch, S.; Sarrias, J.; et al. Development of a Continuous Segmented Flow Tubular Reactor and the “Scale-out” concept-In Search of Perfect Powders. Chem. Eng. Technol. 2003, 26, 303–305. [Google Scholar] [CrossRef]
- Guillemet-Fritsch, M.; Aoun-Habbache, M.; Sarrias, J.; Rousset, A.; Jongen, N.; Donnet, M.; Bowen, P.; Lemaître, J. High-quality nickel manganese oxalate powders synthesized in a new segmented flow tubular reactor. Solid State Ionics 2004, 171, 135–140. [Google Scholar] [CrossRef]
- Grodrian, A.; Metze, J.; Henkel, T.; Roth, M.; Köhler, J.M. Segmented flow generation by chip reactors for highly parallelized cell cultivation. Biosens. Bioelectron. 2004, 19, 1421–1428. [Google Scholar] [CrossRef] [PubMed]
- Accendo Corporation. Available online: http://www.accendocorporation.com/ (accessed on 11 May 2015).
- Orbis Bioscience. Available online: http://www.orbisbio.com/ (accessed on 11 May 2015).
- Pilger, F.; Testino, A.; Lucchini, M.A.; Kambolis, A.; Tarik, M.; El Kazzi, M.; Arroyo, Y.; Rossell, M.D.; Ludwig, C. One-Pot Polyol Synthesis of Pt/CeO2 and Au/CeO2 Nanopowders as Catalysts for CO Oxidation. J. Nanosci. Nanotechnol. 2015, 1, 3530–3539. [Google Scholar] [CrossRef]
- Feldmann, C. Polyol-mediated synthesis of nanoscale functional materials. Solid State Sci. 2005, 7, 868–873. [Google Scholar] [CrossRef]
- Ksapabutr, B.; Gulari, E.; Wongkasemit, S. One-pot synthesis and characterization of novel sodium tris(glycozirconate) and cerium glycolate precursors and their pyrolysis. Mater. Chem. Phys. 2004, 83, 34–42. [Google Scholar] [CrossRef]
- Stamenkovic, V.R.; Fowler, B.; Mun, B.S.; Wang, G.; Ross, P.N.; Lucas, C.A.; Marković, N.M. Improved oxygen reduction activity on Pt3Ni(111) via increased surface site availability. Science 2007, 315, 493–497. [Google Scholar] [CrossRef] [PubMed]
- Upham, D.C.; Derk, A.R.; Sharma, S.; Metiu, H.; McFarland, E.W. CO2 methanation by Ru-doped ceria: The role of the oxidation state of the surface. Catal. Sci. Technol. 2015, 5, 1783–1791. [Google Scholar] [CrossRef]
- Riani, P.; Garbarino, G.; Lucchini, M.A.; Canepa, F.; Busca, G. Unsupported versus alumina-supported Ni nanoparticles as catalysts for steam/ethanol conversion and CO2 methanation. J. Mol. Catal. A Chem. 2014, 383–384, 10–16. [Google Scholar] [CrossRef]
- Garbarino, G.; Riani, P.; Lucchini, M.A.; Canepa, F.; Kawale, S.; Busca, G. Cobalt-based nanoparticles as catalysts for low temperature hydrogen production by ethanol steam reforming. Int. J. Hydrog. Energy 2013, 38, 82–91. [Google Scholar] [CrossRef]
- Kopyscinski, J.; Schildhauer, T.J.; Biollaz, S.M.A. Production of synthetic natural gas (SNG) from coal and dry biomass—A technology review from 1950 to 2009. Fuel 2010, 89, 1763–1783. [Google Scholar] [CrossRef]
- Takenaka, S.; Shimizu, T.; Otsuka, K. Complete removal of carbon monoxide in hydrogen-rich gas stream through methanation over supported metal catalysts. Int. J. Hydrog. Energy 2004, 29, 1065–1073. [Google Scholar] [CrossRef]
- Lucchini, M.A.; Testino, A.; Ludwig, C.; Kambolis, A.; El-Kazzi, M.; Cervellino, A.; Riani, P.; Canepa, F. Continuous synthesis of nickel nanopowders: Characterization, process optimization, and catalytic properties. Appl. Catal. B Environ. 2014, 156, 404–415. [Google Scholar] [CrossRef]
- Xu, R.; Wang, D.; Zhang, J.; Li, Y. Shape-Dependent Catalytic Activity of Silver Nanoparticles for the Oxidation of Styrene. Chem. -An Asian J. 2006, 1, 888–893. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Tao, H.; Zeng, M.; Tao, J.; Zhang, S.; Yan, Z.; Wang, W.; Wang, J. PVP-Capped Silver Nanoparticles as Catalyst for Oxidative Coupling of Thiols to Disulfides. Chin. J. Catal. 2009, 30, 856–858. [Google Scholar] [CrossRef]
- Sharma, V.K.; Yngard, R.A.; Lin, Y. Silver Nanoparticles: Green Synthesis and Their Antimicrobial Activities. Adv. Colloid Interface Sci. 2009, 145, 83–96. [Google Scholar] [CrossRef] [PubMed]
- Evanoff, D.D.; Chumanov, G. Synthesis and Optical Properties of Silver Nanoparticles and Arrays. Chemphyschem 2005, 6, 1221–1231. [Google Scholar] [CrossRef] [PubMed]
- Qi, L.; Lee, B.I.; Chen, S.; Samuels, W.D.; Exarhos, G.J. High-Dielectric-Constant Silver-Epoxy Composites as Embedded Dielectrics. Adv. Mater. 2005, 17, 1777–1781. [Google Scholar] [CrossRef]
- Shen, Y.; Lin, Y.; Li, M.; Nan, C.-W. High Dielectric Performance of Polymer Composite Films Induced by a Percolating Interparticle Barrier Layer. Adv. Mater. 2007, 19, 1418–1422. [Google Scholar] [CrossRef]
- Lance Kelly, K.; Coronado, E.; Zhao, L.L.; Schatz, G.C. The Optical Properties of Metal Nanoparticles: The Influence of Size, Shape, and Dielectric Environment. J. Phys. Chem. B 1992, 107, 7178–7186. [Google Scholar]
- Quinsaat, J.E.Q.; Testino, A.; Pin, S.; Huthwelker, T.; Bowen, P.; Hofmann, H.; Ludwig, C.; Opris, D.M. Continuous Production of Tailored Silver Nanoparticles by Polyol Synthesis and Reaction Yield Measured by X-ray Absorption Spectroscopy: Towards a Growth. J. Phys. Chem. C 2014, 118, 11093–11103. [Google Scholar] [CrossRef]
- Quinsaat, J.E.Q.; Nüesch, F.A.; Hofmann, H.; Opris, D.M. Dielectric Properties of Silver Nanoparticles Coated with Silica Shells of Different Thicknesses. RSC Adv. 2013, 3, 6964–6971. [Google Scholar] [CrossRef]
- Opris, D.M.; Quinsaat, J.E.Q.; Dünki, S.; Ko, Y.S.; Alexandru, M.; Racles, C.; Nüesch, F.A. Dielectric Materials, Design and Realization. In Proceedings of SPIE, Electroactive Polymer Actuators and Devices (EAPAD), SPIE Proceedings, San Diego, CA, USA, 8 March 2015; Volume 9430, p. 94300A.
- Wiley, B.J.; Im, S.H.; Li, Z.Y.; McLellen, J.; Siekkinen, A.; Xia, Y. Maneuvering the Surface Plasmon Resonance of Silver Nanostructures through Shape-Controlled Synthesis. J. Phys. Chem. B 2006, 110, 15666–15675. [Google Scholar] [CrossRef] [PubMed]
- Meshesha, B.T.; Barrabés, N.; Medina, F.; Sueiras, J.E. Polyol Mediated Synthesis & Characterization of Cu Nanoparticles: Effect of 1-Hexadecylamine as Stabilizing Agent. Nanotechnology 2009, 87–91. [Google Scholar]
- Bohner, M. Resorbable biomaterials as bone graft substitutes. Mater. Today 2010, 13, 24–30. [Google Scholar] [CrossRef]
- Eggli, P.S.; Muller, W.; Schenk, R.K. Porous hydroxyapatite and tricalcium phosphate cylinders with two different pore size ranges implanted in the cancellous bone of rabbits. A comparative histomorphometric and histologic study of bony ingrowth and implant substitution. Clin. Orthop. 1988, 232, 127–138. [Google Scholar] [PubMed]
- Johnson, A.J.W.; Herschler, B.A. A review of the mechanical behavior of CaP and CaP/polymer composites for applications in bone replacement and repair. Acta Biomater. 2011, 7, 16–30. [Google Scholar] [CrossRef] [PubMed]
- Tang, Z.; Kotov, N.A.; Magonov, S.; Ozturk, B. Nanostructured artificial nacre. Nat Mater. 2003, 2, 413–418. [Google Scholar]
- Tao, J.; Jiang, W.; Zhai, H.; Pan, H.; Xu, R.; Tang, R. Structural components and anisotropic dissolution behaviors in one hexagonal single crystal of b-tricalcium phosphate. Cryst. Growth Des. 2008, 8, 2227–2234. [Google Scholar] [CrossRef]
- Tao, J.; Pan, H.; Zhai, H.; Wang, J.; Li, L.; Wu, J.; Jiang, W.; Xu, X.; Tang, R. Controls of tricalcium phosphate single-crystal formation from its amorphous precursor by interfacial energy. Cryst. Growth Des. 2009, 9, 3154–3160. [Google Scholar] [CrossRef]
- Galea, L.; Bohner, M.; Thuering, J.; Doebelin, N.; Aneziris, C.G.; Graule, T. Control of the size, shape and composition of highly uniform, non-agglomerated, sub-micrometer β-tricalcium phosphate and dicalcium phosphate platelets. Biomaterials 2013, 34, 6388–6401. [Google Scholar] [CrossRef] [PubMed]
- Galea, L.; Bohner, M.; Thuering, J.; Doebelin, N.; Ring, T.A.; Aneziris, C.G.; Graule, T. Growth kinetics of hexagonal sub-micrometric β-tricalcium phosphate particles in ethylene glycol. Acta Biomater. 2014, 10, 3922–3930. [Google Scholar] [CrossRef] [PubMed]
- Haynes, W.M. (Ed.) CRC Handbook of Chemistry and Physics; CRC Press: Boca Raton, FL, USA, 2011.
- Toneguzzo, P.; Viau, G.; Acher, O.; Guillet, F.; Bruneton, E.; Fievet, F. CoNi and FeCoNi fine particles prepared by the polyol process: Physico-chemical characterization and dynamic magnetic properties. J. Mater. Sci. 2000, 35, 3767–3784. [Google Scholar] [CrossRef]
- Feldmann, C.; Jungk, H.O. Polyol-vermittelte Präparation nanoskaliger Oxidpartikel. Angew. Chem. 2001, 113, 372–374. [Google Scholar] [CrossRef]
- Feldmann, C. Polyol-mediated synthesis of Nanoscale Functional Materials. Adv. Funct. Mater. 2003, 13, 101–107. [Google Scholar] [CrossRef]
- Feldmann, C. Darstellung und Charakterisierung der nanoskaligen Vb-Metalloxide M2O5 (M = V, Nb, Ta). Z. Anorg. Allg. Chem. 2004, 13–14, 2473–2477. [Google Scholar] [CrossRef]
- Sample Availability: Samples of all the compounds are available from the authors.
© 2015 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Testino, A.; Pilger, F.; Lucchini, M.A.; Quinsaat, J.E.Q.; Stähli, C.; Bowen, P. Continuous Polyol Synthesis of Metal and Metal Oxide Nanoparticles Using a Segmented Flow Tubular Reactor (SFTR). Molecules 2015, 20, 10566-10581. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules200610566
Testino A, Pilger F, Lucchini MA, Quinsaat JEQ, Stähli C, Bowen P. Continuous Polyol Synthesis of Metal and Metal Oxide Nanoparticles Using a Segmented Flow Tubular Reactor (SFTR). Molecules. 2015; 20(6):10566-10581. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules200610566
Chicago/Turabian StyleTestino, Andrea, Frank Pilger, Mattia Alberto Lucchini, Jose Enrico Q. Quinsaat, Christoph Stähli, and Paul Bowen. 2015. "Continuous Polyol Synthesis of Metal and Metal Oxide Nanoparticles Using a Segmented Flow Tubular Reactor (SFTR)" Molecules 20, no. 6: 10566-10581. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules200610566