Influence of the Casting Concentration on the Mechanical and Optical Properties of FA/CaCl2-Derived Silk Fibroin Membranes

 ,
,
Abstract
:1. Introduction
2. Results
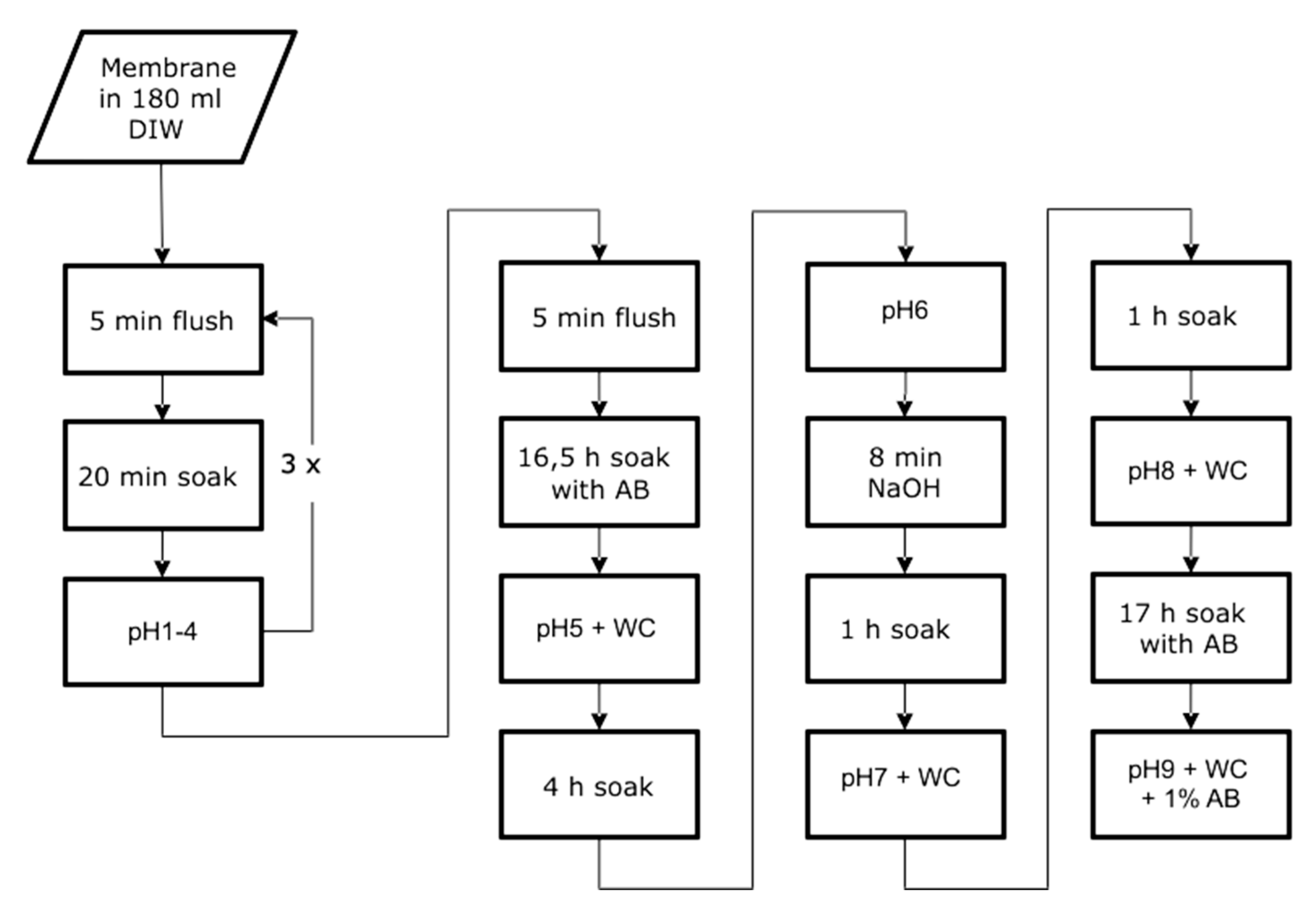
2.1. Washing Process and pH Neutralization
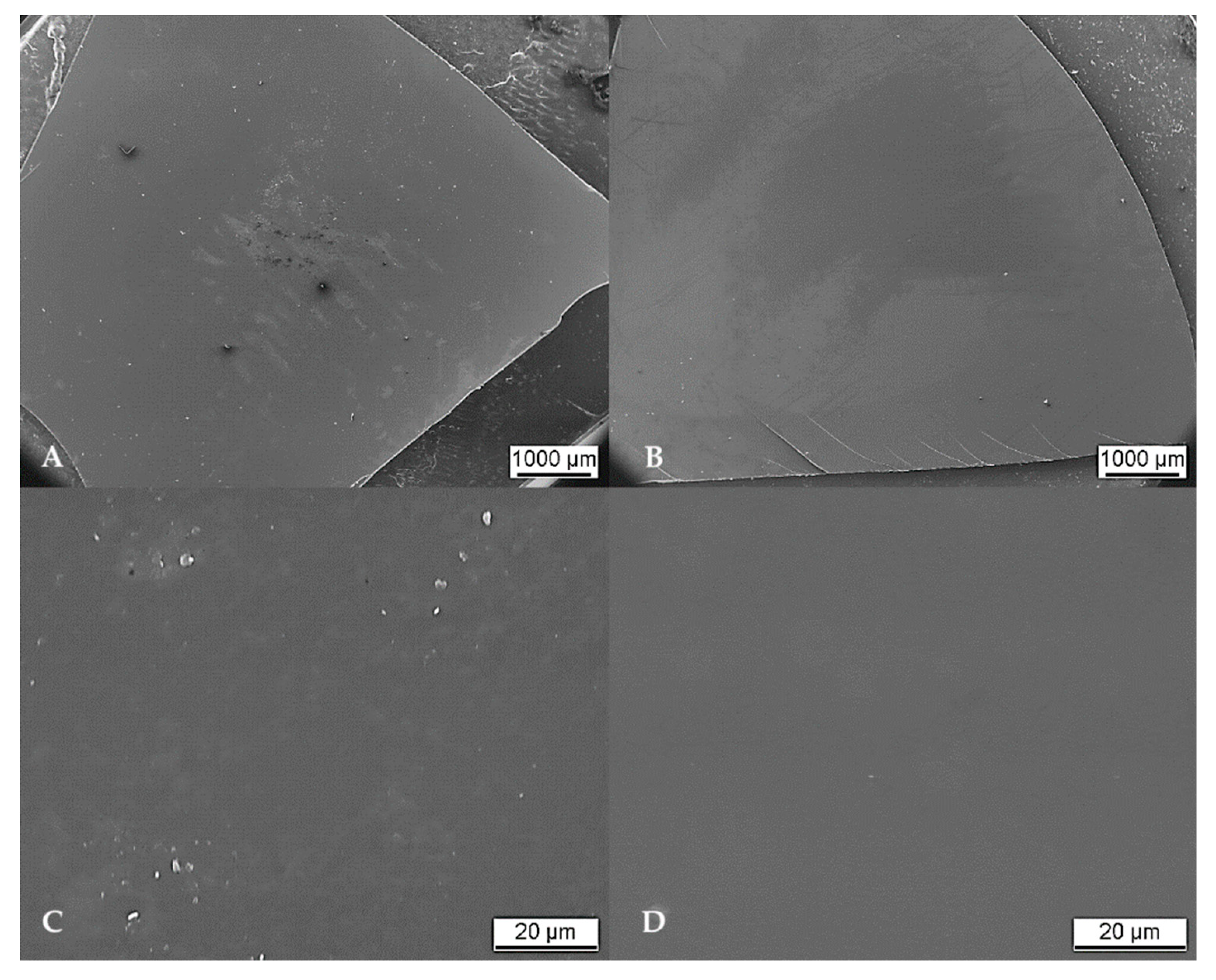
2.2. Characterization of Surface and Structure
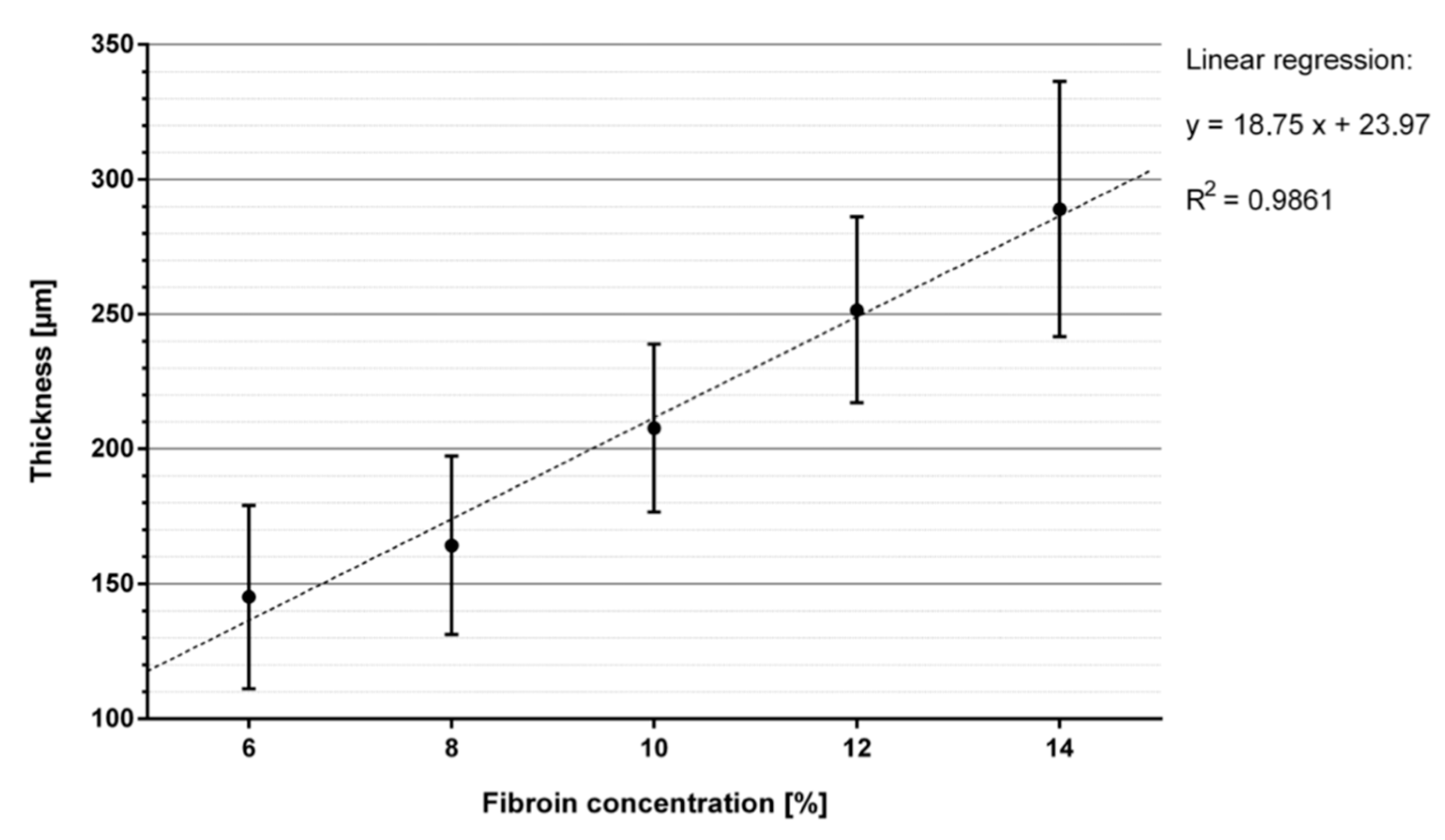
2.3. Determination of Membrane Thickness
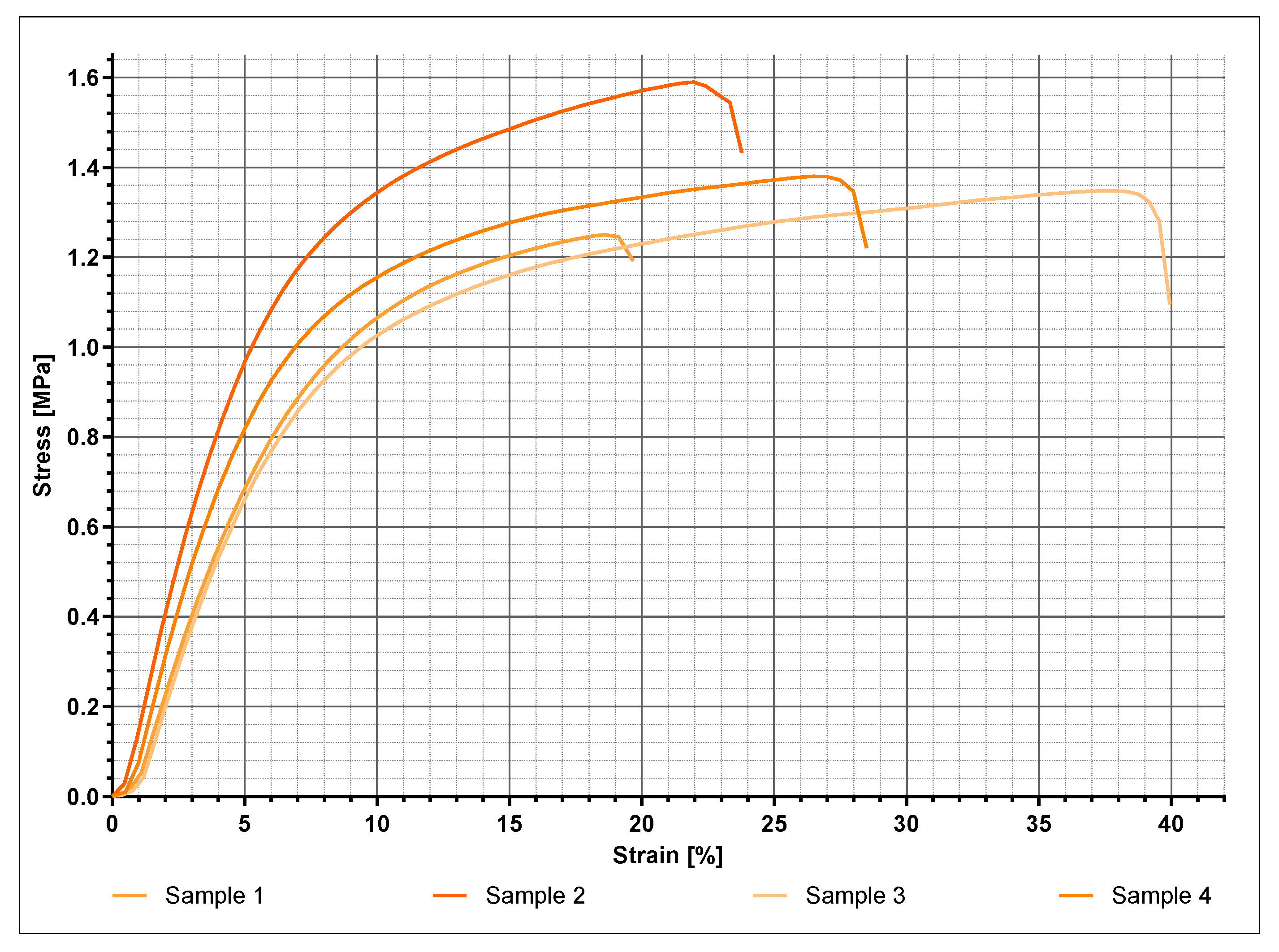
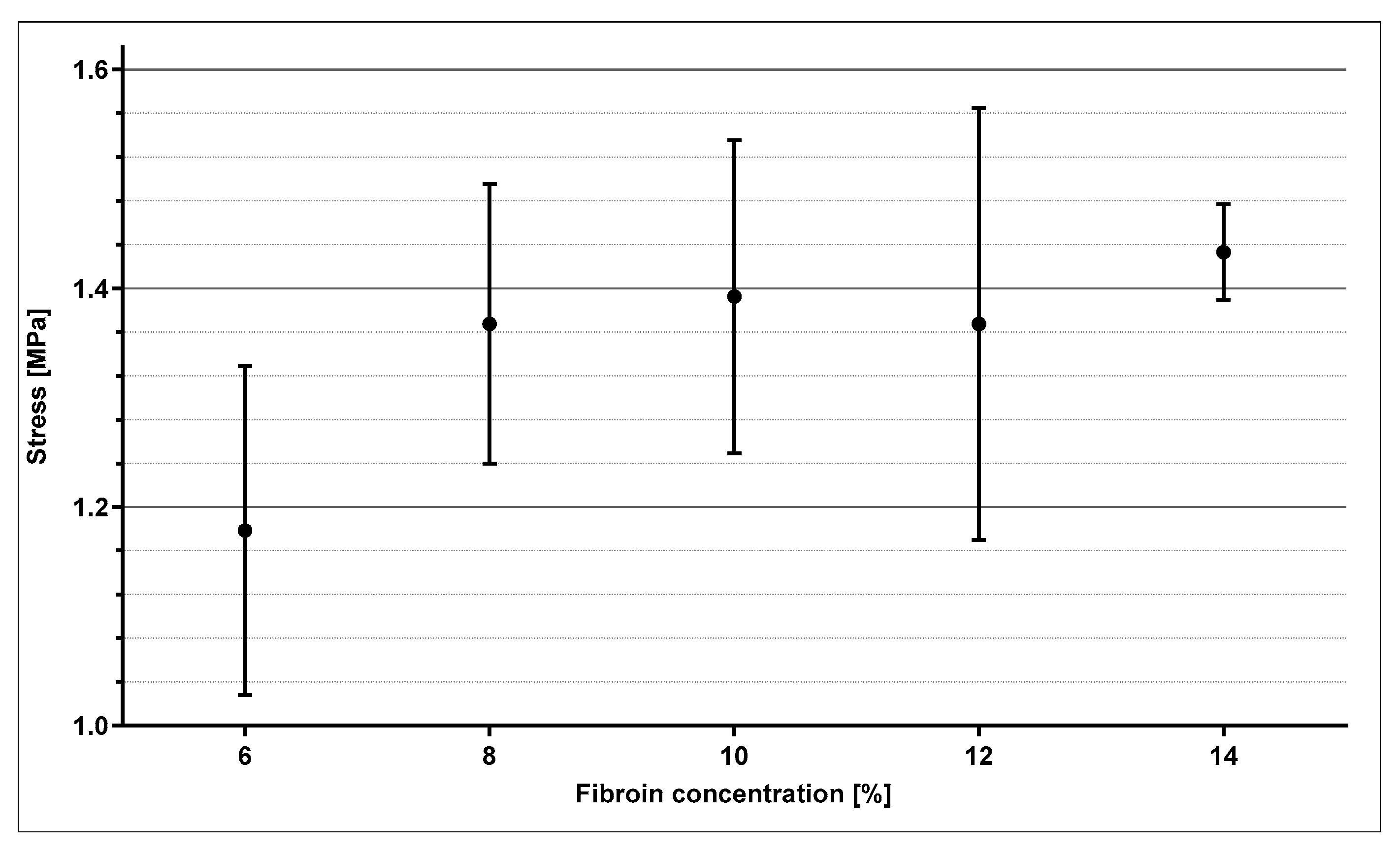
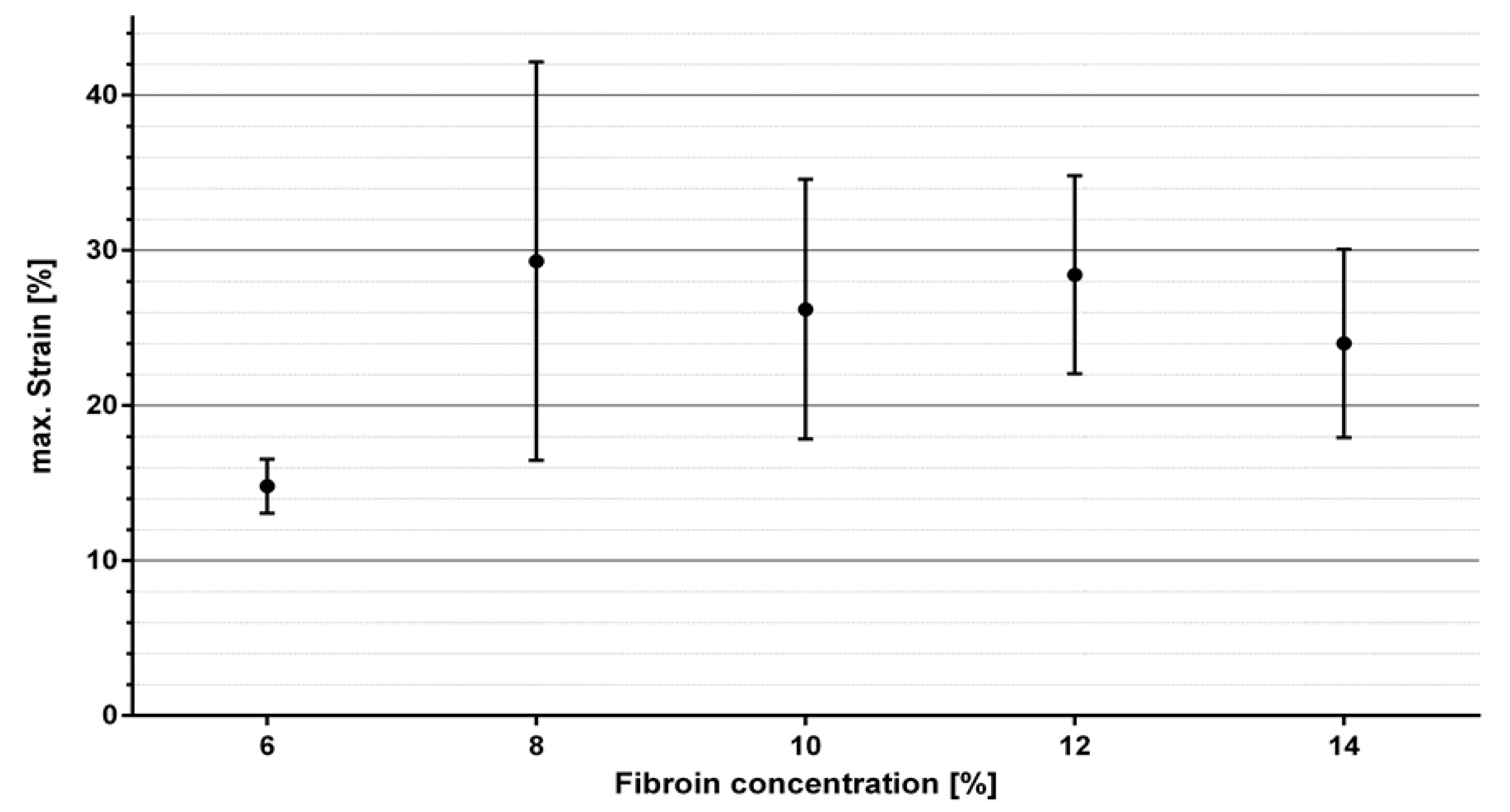
2.4. Mechanical Characterization
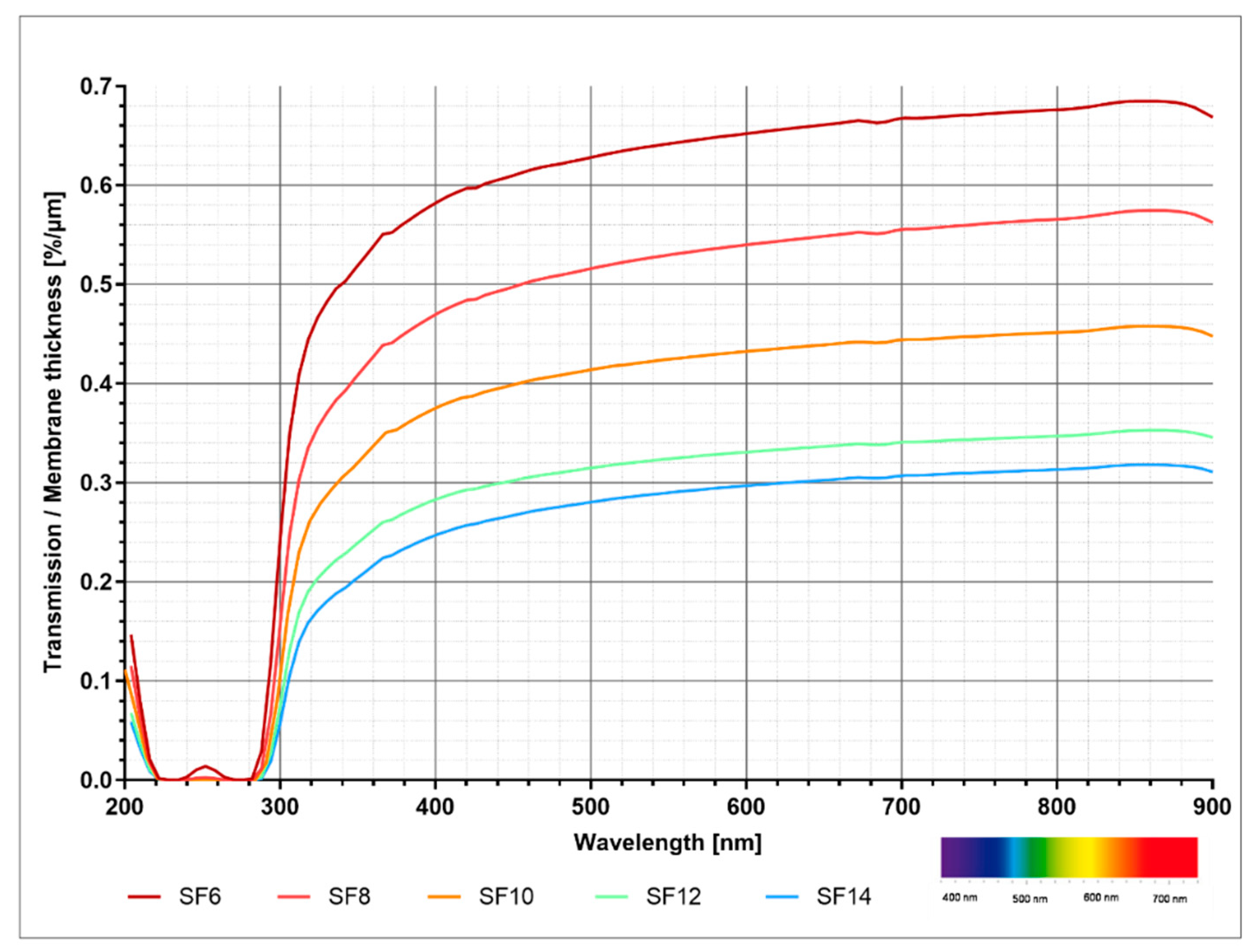
2.5. Analysis of Transparency
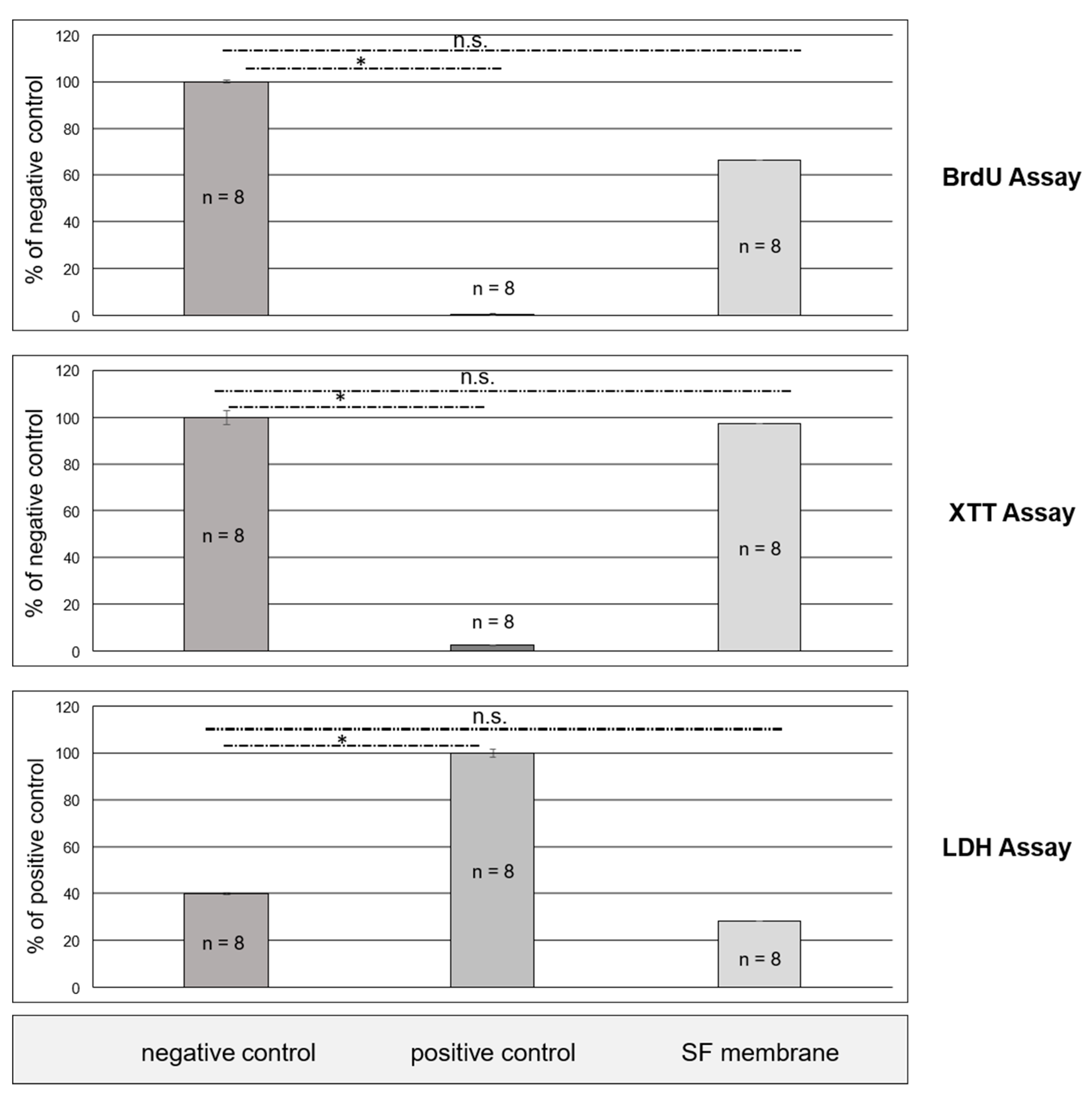
2.6. In Vitro Indirect Cytotoxicity
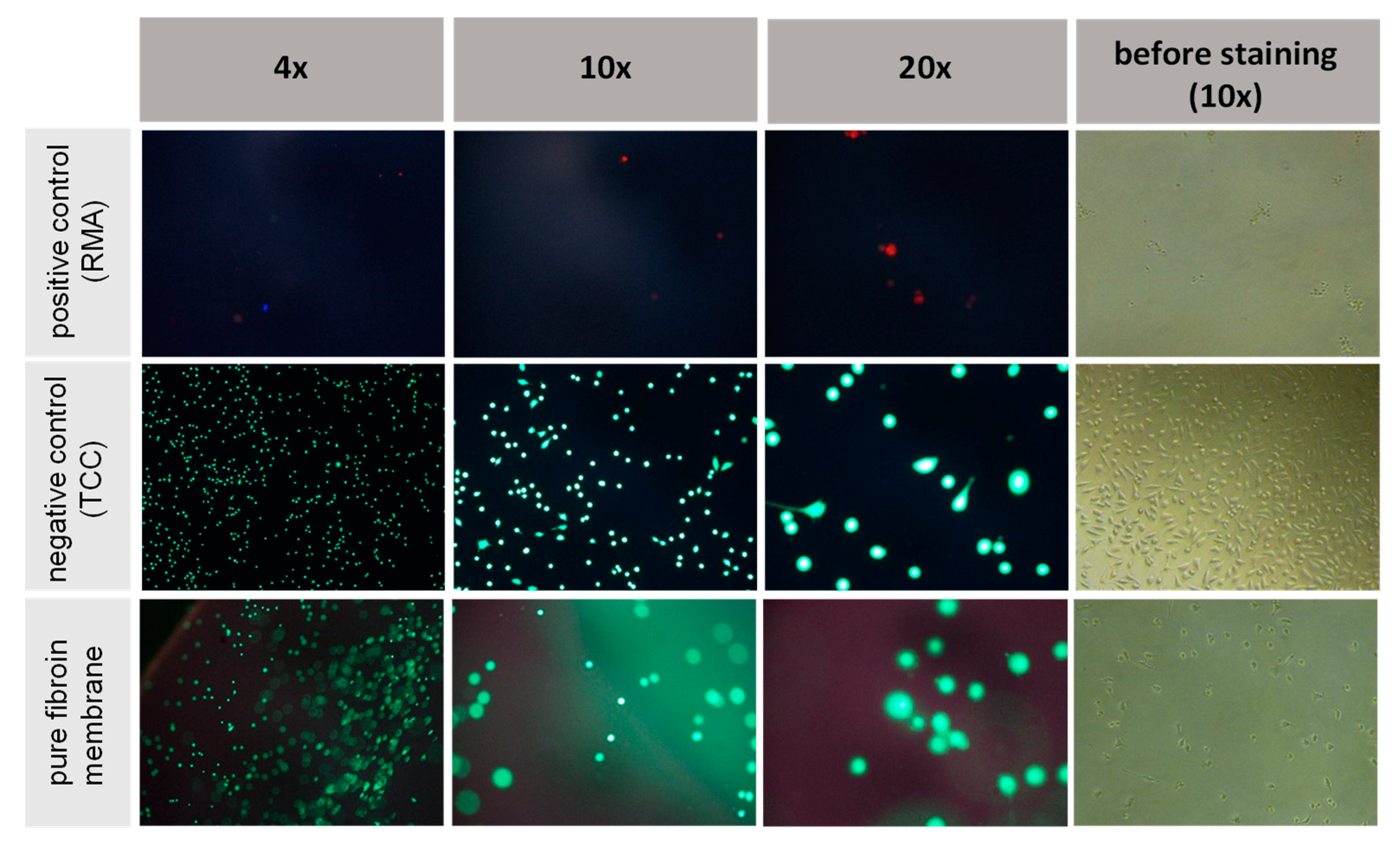
2.7. In Vitro Direct Cytotoxicity Testing
3. Discussion
4. Materials and Methods
4.1. Manufacture of Membranes
4.2. Characterization of Membranes
4.2.1. Characterization of Surface and Structure
4.2.2. Determination of Membrane Thickness
4.2.3. Mechanical Characterization
4.2.4. Analysis of Transparency
4.2.5. In Vitro Indirect Cytotoxicity Testing
Bromodeoxyuridine/5-Bromo-20-Deoxyuridine (BrdU)-Assay
Sodium 3,30-[1(Phenylamino)Carbonyl]-3,4-Tetrazolium]-3is(4-Methoxy-6-Nitro) Benzene Sulfonic acid Hydrate (XTT)-Assay
Lactate Dehydrogenase (LDH) Assay
4.2.6. In Vitro Direct Cytotoxicity Testing
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| FA | Formic acid |
| CaCl2 | Calcium chloride |
| SEM | Scanning electron microscopy |
| UV | Ultraviolet |
References
- Langer, R.; Tirrell, D.A. Designing materials for biology and medicine. Nature 2004, 428, 487–492. [Google Scholar] [CrossRef] [PubMed]
- Altman, G.H.; Diaz, F.; Jakuba, C.; Calabro, T.; Horan, R.L.; Chen, J.; Richmond, J.; Kaplan, D.L. Silk-based biomaterials. Biomaterials 2003, 24, 401–416. [Google Scholar] [CrossRef] [Green Version]
- Jin, H.J.; Kaplan, D.L. Mechanism of silk processing in insects and spiders. Nature 2003, 424, 1057–1061. [Google Scholar] [CrossRef]
- Zhou, C.Z.; Confalonieri, F.; Jacquet, M.; Perasso, R.; Li, Z.G.; Janin, J. Silk fibroin: Structural implications of a remarkable amino acidsequence. Protein Struct. Funct. Bioinform. 2001, 44, 119–122. [Google Scholar] [CrossRef]
- Shao, Z.; Vollrath, F. Surprising strength of silkworm silk. Nature 2002, 418, 741. [Google Scholar] [CrossRef] [PubMed]
- Gosline, J.M.; Guerette, P.A.; Ortlepp, C.S.; Savage, K.N. The mechanical design of spider silks: From fibroin sequence to mechanical function. J. Exp. Biol. 1999, 202, 3295–3303. [Google Scholar]
- Zuo, B.; Dai, L.; Wu, Z. Analysis of structure and properties of biodegradable regenerated silk fibroin fibers. J. Mater. Sci. 2006, 41, 3357–3361. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Cho, C.-S.; Kang, I.-K.; Kim, S.Y.; Kwon, O.H. The Biocompatibility of Silk Scaffold for Tissue Engineered Ligaments. In Key Engineering Materials; Trans Tech Publications Ltd.: Zurich, Switzerland, 2007; Volume 342, pp. 73–76. [Google Scholar]
- Santin, M.; Motta, A.; Freddi, G.; Cannas, M. In vitro evaluation of the inflammatory potential of the silk fibroin. J. Biomed. Mater. Res. 1999, 46, 382–389. [Google Scholar] [CrossRef]
- Horan, R.L.; Antle, K.; Collette, A.L.; Wang, Y.; Huang, J.; Moreau, J.E.; Volloch, V.; Kaplan, D.L.; Altman, G.H. In vitro degradation of silk fibroin. Biomaterials 2005, 26, 3385–3393. [Google Scholar] [CrossRef]
- Lu, Q.; Zhang, B.; Li, M.; Zuo, B.; Kaplan, D.L.; Huang, Y.; Zhu, H. Degradation mechanism and control of silk fibroin. Biomacromolecules 2011, 12, 1080–1086. [Google Scholar] [CrossRef] [Green Version]
- Kuboyama, N.; Kiba, H.; Arai, K.; Uchida, R.; Tanimoto, Y.; Bhawal, U.K.; Abiko, Y.; Miyamoto, S.; Knight, D.; Asakura, T.; et al. Silk fibroin-based scaffolds for bone regeneration. J. Biomed. Mater. Res. Part B 2013, 101, 295–302. [Google Scholar] [CrossRef] [PubMed]
- Fare, S.; Torricello, P.; Giavaresi, G.; Bertoldi, S.; Alessandrino, A.; Villa, T.; Fini, M.; Tanzi, M.C.; Freddi, G. In vitro study on silk fibroin textile structure for anterior cruciate ligament regeneration. Mater. Sci. Eng. C 2013, 7, 3601–3608. [Google Scholar] [CrossRef] [PubMed]
- Wray, L.S.; Hu, X.; Gallego, J.; Georgakoudi, I.; Omenetto, F.G.; Schmidt, D.; Kaplan, D.L. Effect of processing on silk-based biomaterials: Reproducibility and biocompatibility. J. Biomed. Mater. Res. Part B 2011, 99, 89–101. [Google Scholar] [CrossRef] [PubMed]
- Koh, L.D.; Cheng, Y.; Teng, C.P.; Khin, Y.W.; Loh, X.J.; Tee, S.Y.; Low, M.; Ye, E.; Yu, H.D.; Zhang, Y.W.; et al. Structures, mechanical properties and applications of silk fibroin materials. Prog. Polym. Sci. 2015, 46, 86–110. [Google Scholar] [CrossRef]
- Cai, Z.X.; Mo, X.M.; Zhang, K.H.; Fan, L.P.; Yin, A.L.; He, C.L.; Wang, H.S. Fabrication of chitosan/silk fibroin composite nanofibers for wound-dressing applications. Int. J. Mol. Sci. 2010, 11, 3529–3539. [Google Scholar] [CrossRef] [PubMed]
- Kasoju, N.; Bora, U. Fabrication and characterization of curcumin-releasing silk fibroin scaffold. J. Biomed. Mater. Res. Part B 2012, 100, 1854–1866. [Google Scholar] [CrossRef]
- Zhu, H.; Wu, B.; Feng, X.; Chen, J. Preparation and characterization of bioactive mesoporous calcium silicate–silk fibroin composite films. J. Biomed. Mater. Res. Part B 2011, 98, 330–341. [Google Scholar] [CrossRef]
- Kundu, J.; Chung, Y.I.; Kim, Y.H.; Tae, G.; Kundu, S.C. Silk fibroin nanoparticles for cellular uptake and control release. Int. J. Pharm. 2010, 388, 242–250. [Google Scholar] [CrossRef]
- Zhu, M.; Wang, K.; Mei, J.; Li, C.; Zhang, J.; Zheng, W.; An, D.; Xiao, N.; Zhao, Q.; Kong, D.; et al. Fabrication of highly interconnected porous silk fibroin scaffolds for potential use as vascular grafts. Acta Biomater. 2014, 5, 2014–2023. [Google Scholar] [CrossRef]
- Yang, Y.; Ding, F.; Wu, J.; Hu, W.; Liu, W.; Liu, J.; Gu, X. Development and evaluation of silk fibroin-based nerve grafts used for peripheral nerve regeneration. Biomaterials 2007, 28, 5526–5535. [Google Scholar] [CrossRef]
- Chao, P.H.G.; Yodmuang, S.; Wang, X.; Sun, L.; Kaplan, D.L.; Vunjak-Novakovic, G. Silk hydrogel for cartilage tissue engineering. J. Biomed. Mater. Res. Part B 2010, 95, 84–90. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nazarov, R.; Jin, H.J.; Kaplan, D.L. Porous 3-D scaffolds from regenerated silk fibroin. Biomacromolecules 2004, 5, 718–726. [Google Scholar] [CrossRef] [PubMed]
- Harkin, D.G.; George, K.A.; Madden, P.W.; Schwab, I.R.; Hutmacher, D.W.; Chirila, T.V. Silk fibroin in ocular tissue reconstruction. Biomaterials 2011, 32, 2445–2458. [Google Scholar] [CrossRef] [PubMed]
- Bhardwaj, N.; Sow, W.T.; Devi, D.; Ng, K.W.; Mandal, B.B.; Cho, N.J. Silk fibroin–keratin based 3D scaffolds as a dermal substitute for skin tissue engineering. Integr. Biol. 2014, 7, 53–63. [Google Scholar] [CrossRef] [PubMed]
- Freddi, G.; Mossotti, R.; Innocenti, R. Degumming of silk fabric with several proteases. J. Biotechnol. 2003, 106, 101–112. [Google Scholar] [CrossRef] [PubMed]
- Mahmoodi, N.M.; Arami, M.; Mazaheri, F.; Rahimi, S. Degradation of sericin (degumming) of Persian silk by ultrasound and enzymes as a cleaner and environmentally friendly process. J. Clean. Prod. 2010, 18, 146–151. [Google Scholar] [CrossRef]
- Aznar-Cervantes, S.D.; Vicente-Cervantes, D.; Meseguer-Olmo, L.; Cenis, J.L.; Lozano-Perez, A. Influence of the protocol used for fibroin extraction on the mechanical properties and fiber sizes of electrospun silk mats. Mater. Sci. Eng. C 2013, 33, 1945–1950. [Google Scholar] [CrossRef]
- Rockwood, D.N.; Preda, R.C.; Yucel, T.; Wang, X.; Lovett, M.L.; Kaplan, D.L. Materials fabrication from Bombyx mori silk fibroin. Nat. Protoc. 2011, 10, 1612–1631. [Google Scholar] [CrossRef]
- Bressner, J.E.; Marelli, B.; Qin, G.; Klinker, L.E.; Zhang, Y.; Kaplan, D.L.; Omenetto, F.G. Rapid fabrication of silk films with controlled architectures via electrogelation. J. Mater. Chem. 2014, 31, 4983–4987. [Google Scholar] [CrossRef]
- Khan, M.R.; Tsukada, M.; Gotoh, Y.; Morikawa, H.; Freddi, G.; Shiozaki, H. Physical properties and dyeability of silk fibers degummed with citric acid. Bioresour. Technol. 2010, 21, 8439–8445. [Google Scholar] [CrossRef]
- Ho, M.P.; Wang, H.; Lau, K.T. Effect of degumming time on silkworm silk fibre for biodegradable polymer composites. Appl. Surf. Sci. 2012, 258, 3948–3955. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, F.; Gu, Z.; Ma, Q.; Hu, X. Exploring the Structural Transformation Mechanism of Chinese and Thailand Silk Fibroin Fibers and Formic-Acid Fabricated Silk Films. Int. J. Mol. Sci. 2018, 19, 3309. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, F.; Yu, H.; Gu, Z.; Si, L.; Liu, Q.; Hu, X. Impact of calcium chloride concentration on structure and thermal property of Thai silk fibroin films. J. Therm. Anal. Calorim. 2017, 130, 851–859. [Google Scholar] [CrossRef]
- Xue, Y.; Wang, F.; Torculas, M.; Lofland, S.; Hu, X. Formic Acid Regenerated Mori, Tussah, Eri, Thai, and Muga Silk Materials: Mechanism of Self-Assembly. ACS Biomater. Sci. Eng. 2019, 5, 6361–6373. [Google Scholar] [CrossRef]
- Yang, R.; Wu, P.; Wang, X.; Liu, Z.; Zhang, C.; Shi, Y.; Zhang, F.; Zuo, B. A novel method to prepare tussah/ Bombyx mori silk fibroin-based films. RSC Adv. 2018, 8, 22069–22077. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Xinran, Y.; Dou, H.; Liu, Z.; Zuo, B.; Zhang, X. Facile Fabrication of Robust Silk Nanofibril Films via Direct Dissolution of Silk in CaCl2–Formic Acid Solution. ACS Appl. Mater. Interfaces 2015, 7, 3352–3361. [Google Scholar] [CrossRef]
- Wang, Q.S.; Han, G.C.; Yan, S.Q.; You, R.C.; Zhang, Q. Facile Preparation of Silk Fibroin Scaffold via Direct Solvent Exchange. J. Fiber Bioeng. Inform. 2020, 13, 13–21. [Google Scholar]
- Bie, S.; Ming, J.; Zhou, Y.; Zhong, T.; Zhang, F.; Zuo, B. Rapid formation of flexible silk fibroin gel-like films. J. Appl. Polym. Sci. 2015, 132, 41842. [Google Scholar] [CrossRef]
- Hwang, T.I.; Maharjan, B.; Tiwari, A.P.; Lee, S.; Joshi, M.K.; Park, C.H.; Kim, C.S. Facile fabrication of spongy nanofibrous scaffold for tissue engineering applications. Mater. Lett. 2018, 219, 119–122. [Google Scholar] [CrossRef]
- Yue, X.; Zhang, F.; Wu, H.; Ming, J.; Fan, Z.; Zuo, B. A novel route to prepare dry-spun silk fibers from CaCl2-formic acid solution. Mater. Lett. 2014, 128, 175–178. [Google Scholar] [CrossRef]
- Earland, C.; Raven, D.J. A new solvent for silk. Nature 1954, 174, 461. [Google Scholar] [CrossRef]
- Matsumoto, A.; Lindsay, A.; Abedian, B.; Kaplan, D.L. Silk fibroin solution properties related to assembly and structure. Macromol. Biosci. 2008, 8, 1006–1018. [Google Scholar] [CrossRef] [PubMed]
- Um, I.C.; Kweon, H.Y.; Park, Y.H.; Hudson, S. Structural characteristics and properties of the regenerated silk fibroin prepared from formic acid. Int. J. Biol. Macromol. 2001, 29, 91–97. [Google Scholar] [CrossRef]
- Zhang, F.; Lu, Q.; Yue, X.; Zuo, B.; Qin, M.; Li, F.; Kaplan, D.L.; Zhang, X. Regeneration of high-quality silk fibroin fiber by wet spinning from CaCl2–formic acid solvent. Acta Biomater. 2015, 12, 139–145. [Google Scholar] [CrossRef] [PubMed]
- Ghezzi, C.E.; Marelli, B.; Omenetto, F.G.; Funderburgh, J.L.; Kaplan, D.L. 3D functional corneal stromal tissue equivalent based on corneal stromal stem cells and multi-layered silk film architecture. PLoS ONE 2017, 12, e0169504. [Google Scholar] [CrossRef] [Green Version]
- Cai, Y.; Guo, J.; Chen, C.; Yao, C.; Chung, S.M.; Yao, J.; Lee, I.S.; Kong, X. Silk Fibroin-Membrane used for guided bone tissue regeneration. Mater. Sci. Eng. C 2017, 70, 148–154. [Google Scholar] [CrossRef]
- Lee, M.C.; Kim, D.K.; Lee, O.J.; Kim, J.H.; Ju, H.W.; Lee, J.M.; Moon, B.M.; Park, H.J.; Kim, D.W.; Kim, S.H.; et al. Fabrication of silk fibroin film using centrifugal casting technique for corneal tissue engineering. J. Biomed. Mater. Res. B 2016, 3, 508–514. [Google Scholar] [CrossRef]
- Kim, E.Y.; Tripathy, N.; Cho, S.A.; Joo, C.-K.; Lee, D.; Khang, G. Bioengineered neo-corneal endothelium using collagen type-I coated silk fibroin film. Coll. Surf. B Biointerfaces 2015, 136, 394–401. [Google Scholar] [CrossRef]
- Wang, J.; Gao, C.; Zhang, Y.; Wan, Y. Preparation and in vitro characterization of BC/PVA hydrogel composite for its potential use as artificial cornea biomaterial. Mater. Sci. Eng. C 2010, 30, 214–218. [Google Scholar] [CrossRef]
- Kopp, A.; Smeets, R.; Gosau, M.; Kröger, N.; Fuest, S.; Köpf, M.; Kruse, M.; Krieger, J.; Henningsen, A.; Burg, S. Effect of process parameters on additive-free electrospinning of regenerated silk fibroin nonwovens. Bioact. Mater. 2020, 5, 241–252. [Google Scholar] [CrossRef]
- Gholipourmalekabadi, M.; Mozafari, M.; Bandehpour, M.; Salehi, M.; Sameni, M.; Caicedo, H.H.; Mehdipour, A.; Hamidabadi, H.G.; Samadikuchaksaraei, A.; Ghanbarian, H. Optimization of nanofibrous silk fibroin scaffold as a delivery system for bone marrow adherent cells: In vitro and in vivo studies. Biotechnol. Appl. Biochem. 2015, 62, 785–794. [Google Scholar] [CrossRef] [PubMed]
- Sasithorn, N.; Martinová, L.; Horáková, J.; Mongkholrattanasit, R. Fabrication of Silk Fibroin Nanofibres by Needleless Electrospinning. In Electrospinning-Material, Techniques, and Biomedical Applications; Haider, S., Haider, A., Eds.; InTech: London, UK, 2003; pp. 95–113. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | pH 1 | pH 4 after Washing Process | pH 5 after 16.5 h in 1% AB Water | pH 7 after Neutralization | pH 9 after 17 h in 1% AB Water |
|---|---|---|---|---|---|
| SF6 | 6.67 | 6.81 | 5.32 | 7.30 | 6.13 |
| SF8 | 6.51 | 6.75 | 5.16 | 7.02 | 5.69 |
| SF10 | 5.92 | 6.73 | 5.04 | 7.08 | 6.08 |
| SF12 | 4.46 | 6.70 | 4.95 | 7.52 | 6.00 |
| SF14 | 4.50 | 6.72 | 4.89 | 7.40 | 6.12 |
| Sample | Thickness Measurement Mean Value (µm) | Standard Deviation (± µm) |
|---|---|---|
| SF6 | 145.12 | 32.8294 |
| SF8 | 164.209 | 31.5686 |
| SF10 | 207.63 | 30.1487 |
| SF12 | 251.558 | 33.7116 |
| SF14 | 288.974 | 45.3632 |
| Name | Fibroin Concentration [%] (w/v) | CaCl2 Concentration in Formic Acid [%] (w/v) |
|---|---|---|
| SF6 | 6 | 4 |
| SF8 | 8 | 4 |
| SF10 | 10 | 4 |
| SF12 | 12 | 4 |
| SF14 | 14 | 4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kopp, A.; Schunck, L.; Gosau, M.; Smeets, R.; Burg, S.; Fuest, S.; Kröger, N.; Zinser, M.; Krohn, S.; Behbahani, M.; et al. Influence of the Casting Concentration on the Mechanical and Optical Properties of FA/CaCl2-Derived Silk Fibroin Membranes. Int. J. Mol. Sci. 2020, 21, 6704. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms21186704
Kopp A, Schunck L, Gosau M, Smeets R, Burg S, Fuest S, Kröger N, Zinser M, Krohn S, Behbahani M, et al. Influence of the Casting Concentration on the Mechanical and Optical Properties of FA/CaCl2-Derived Silk Fibroin Membranes. International Journal of Molecular Sciences. 2020; 21(18):6704. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms21186704
Chicago/Turabian StyleKopp, Alexander, Laura Schunck, Martin Gosau, Ralf Smeets, Simon Burg, Sandra Fuest, Nadja Kröger, Max Zinser, Sebastian Krohn, Mehdi Behbahani, and et al. 2020. "Influence of the Casting Concentration on the Mechanical and Optical Properties of FA/CaCl2-Derived Silk Fibroin Membranes" International Journal of Molecular Sciences 21, no. 18: 6704. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms21186704