
The Utilization of Alkali-Activated Lead–Zinc Smelting Slag for Chromite Ore Processing Residue Solidification/Stabilization

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Methods
2.2.1. Preparation of Alkali-Activated LZSS Samples
2.2.2. Stabilization/Solidification of COPR
2.2.3. Compressive Strength Tests
2.2.4. Determination of Leaching Toxicity
2.2.5. Characterization Analysis
3. Results and Discussion
3.1. Compressive Strength Analysis
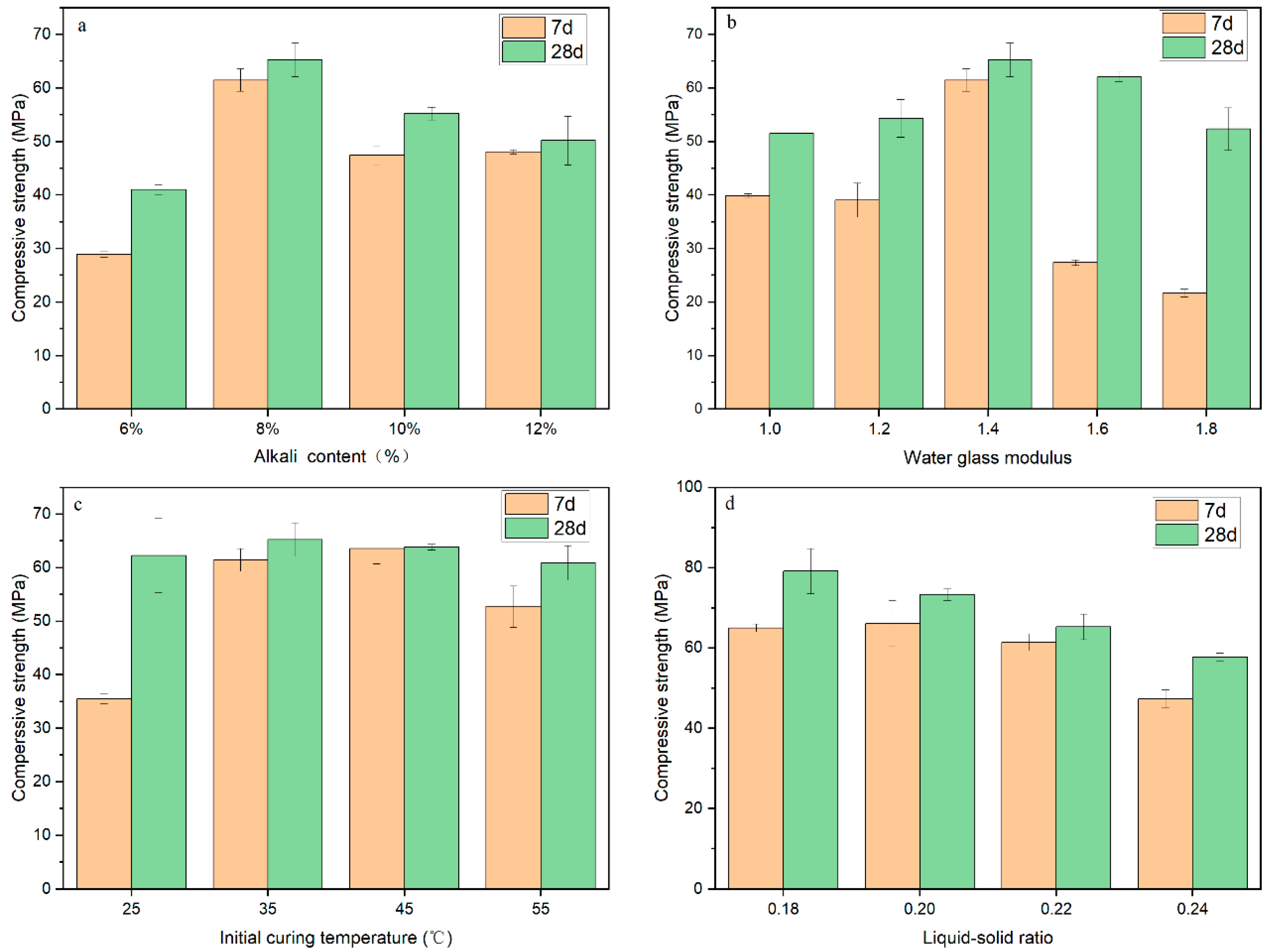
3.1.1. Single-Factor Experiment
- (1)
- Alkali solid content
- (2)
- Water glass modulus
- (3)
- Initial curing temperature
- (4)
- Liquid–solid ratio
3.1.2. Orthogonal Experiment
3.2. Stabilization/Solidification of COPR
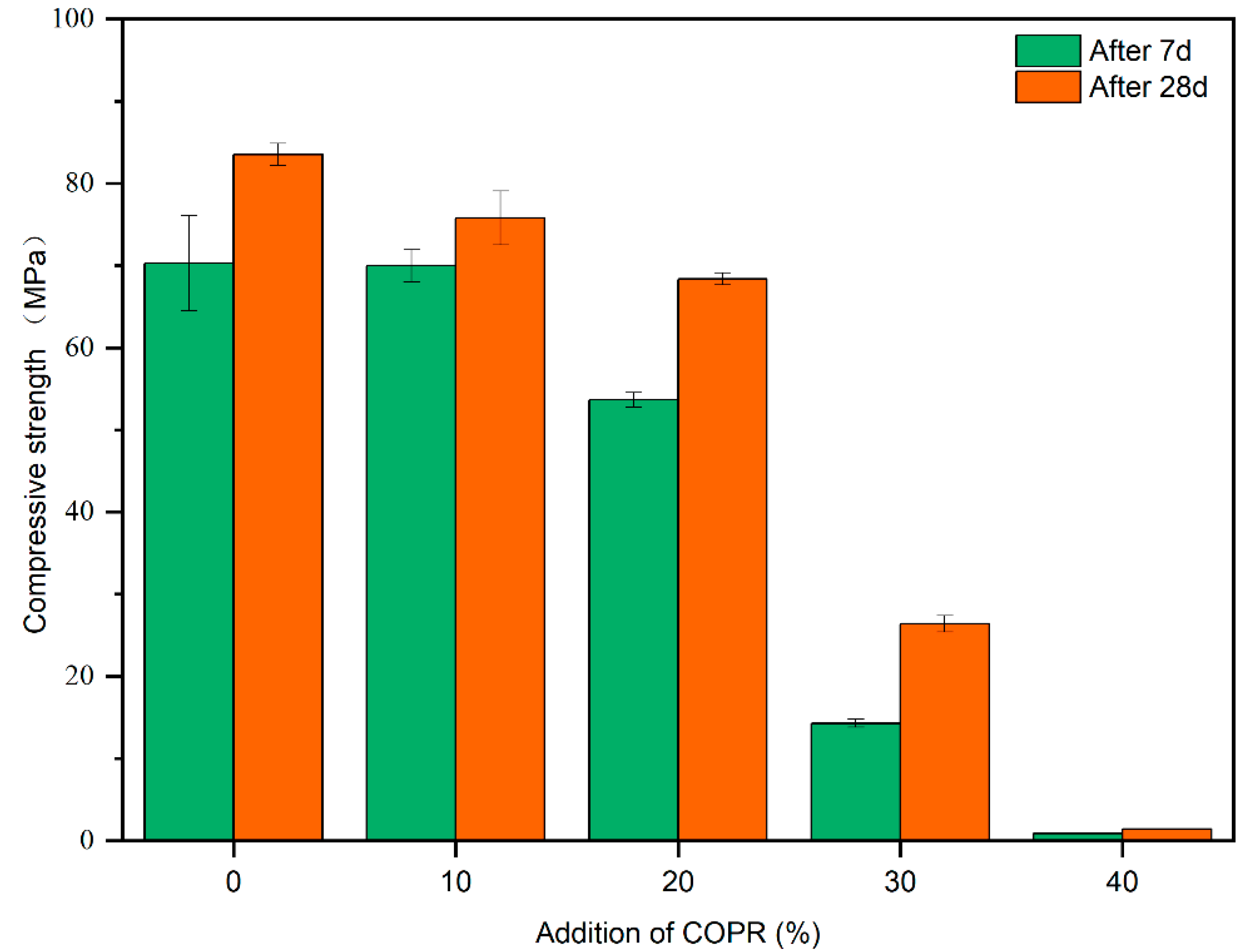
3.2.1. Sample Strengths
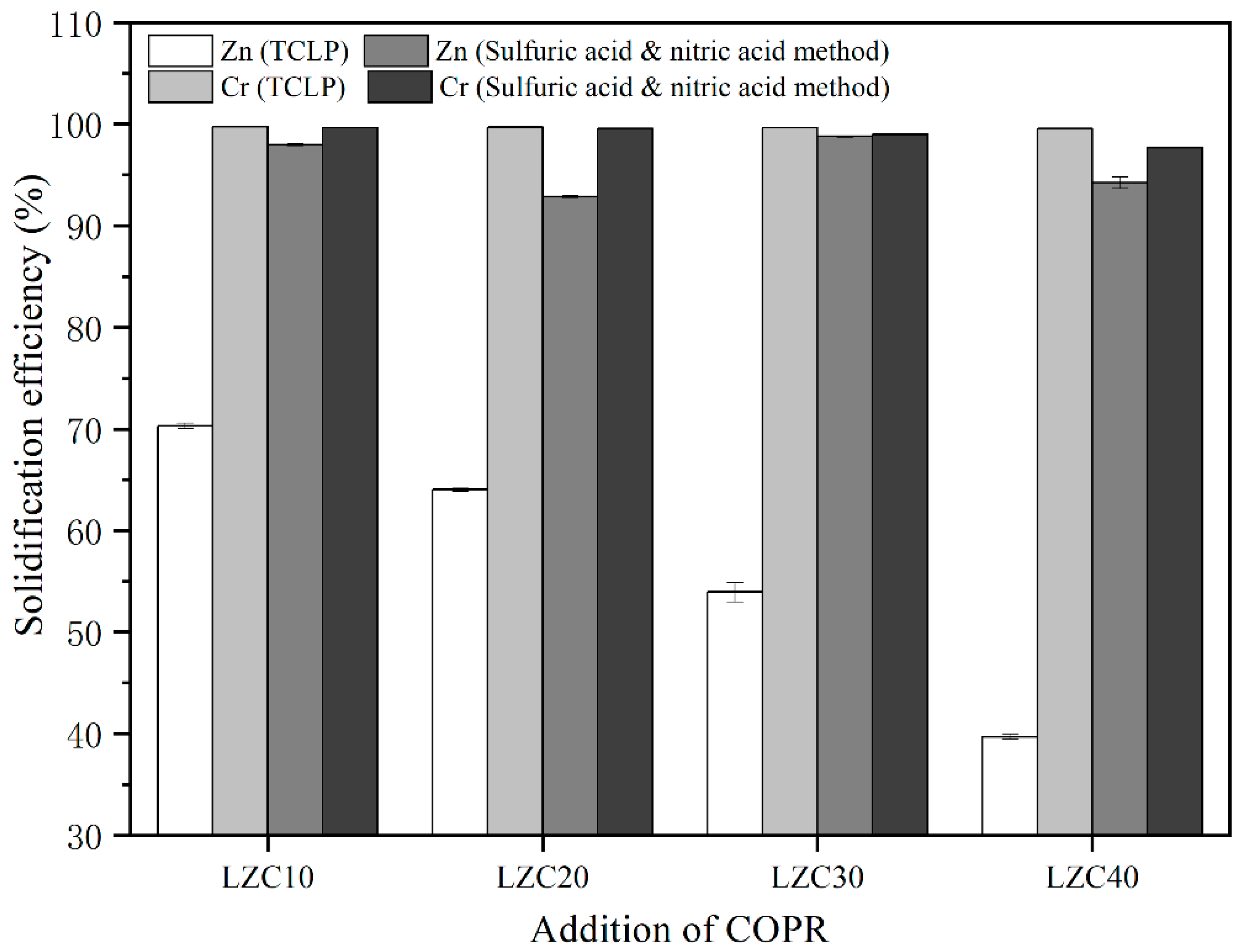
3.2.2. Leaching Toxicity Analysis
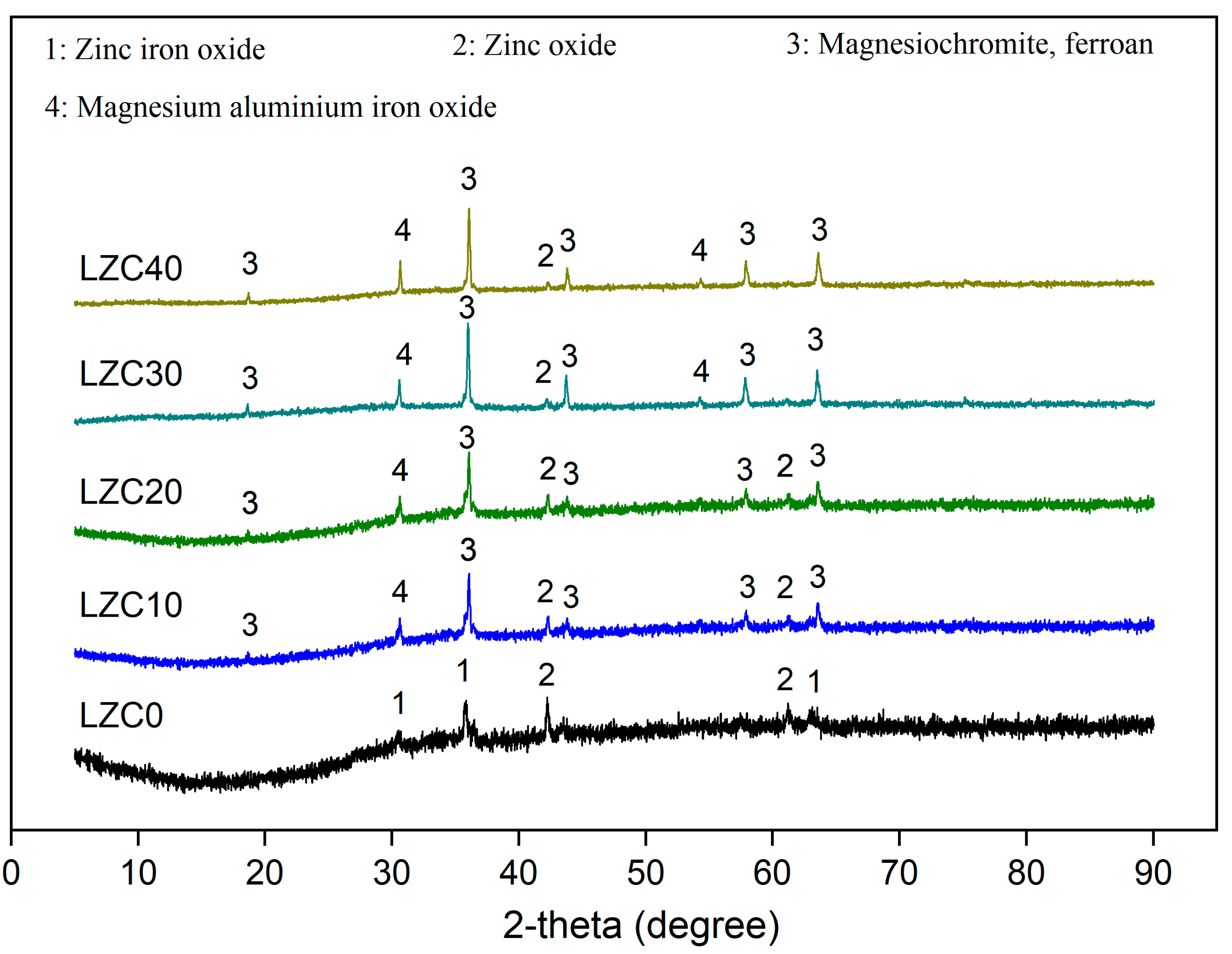
3.3. XRD
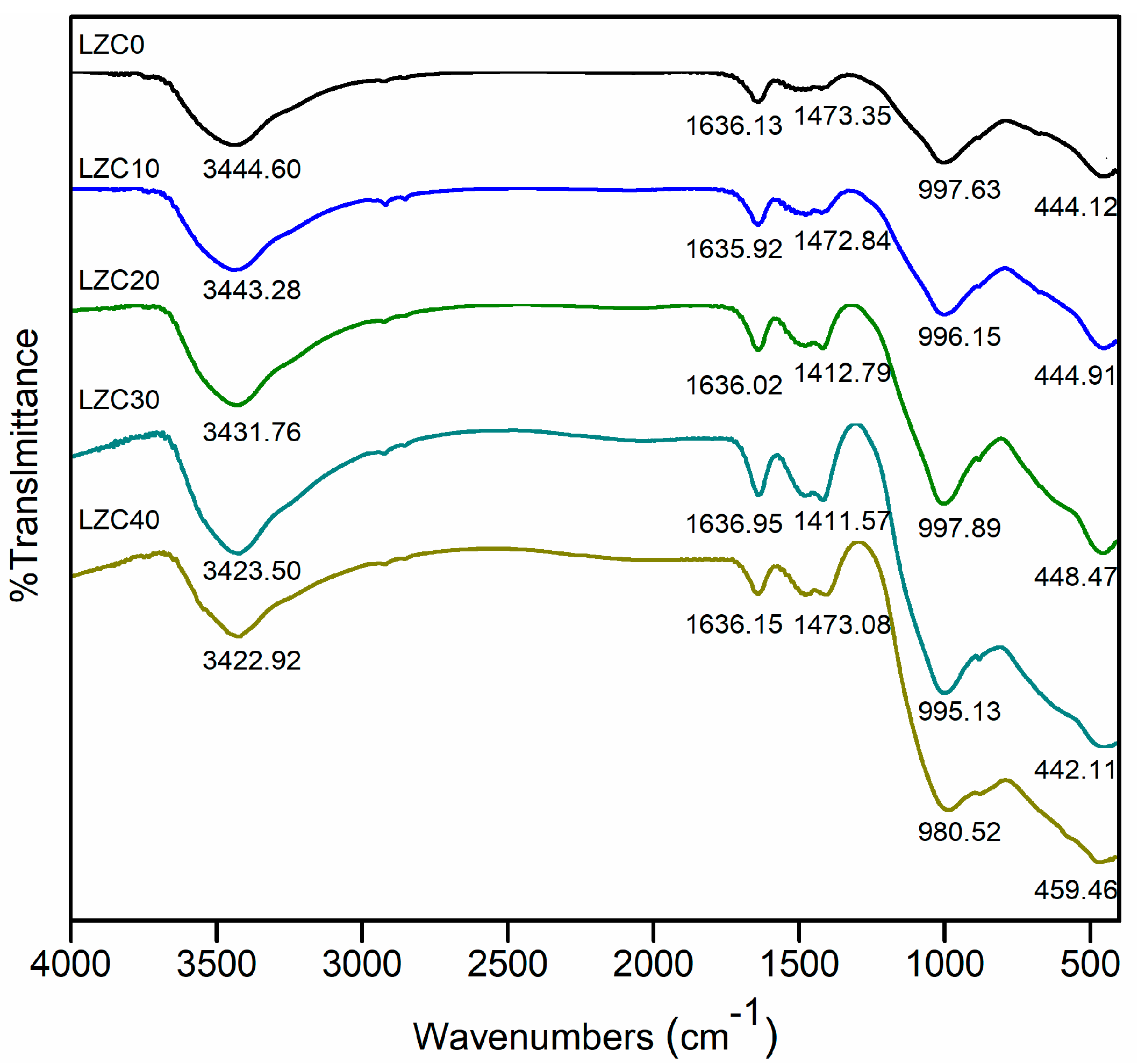
3.4. FTIR
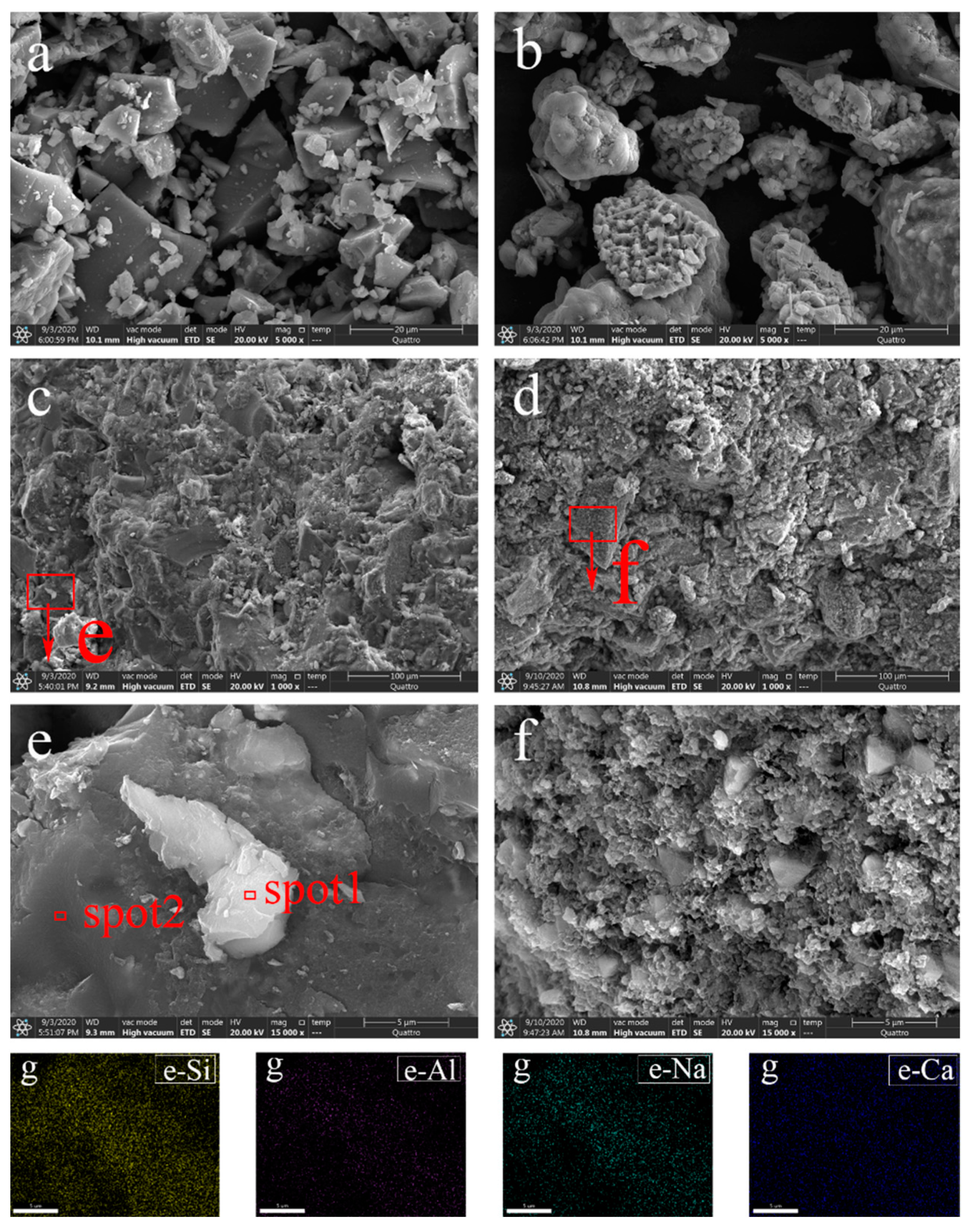
3.5. ESEM-EDS
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, J.; Singh, S.P. Geopolymerization of solid waste of non-ferrous metallurgy—A review. J. Environ. Manag. 2019, 251, 109571. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Liu, Z.; Liu, H.; Peng, B. Clean strengthening reduction of lead and zinc from smelting waste slag by iron oxide. J. Clean. Prod. 2017, 143, 311–318. [Google Scholar] [CrossRef]
- Hu, H.; Deng, Q.; Li, C.; Xie, Y.; Dong, Z.; Zhang, W. The recovery of Zn and Pb and the manufacture of lightweight bricks from zinc smelting slag and clay. J. Hazard. Mater. 2014, 271, 220–227. [Google Scholar] [CrossRef] [PubMed]
- Mao, Y.; Muhammad, F.; Yu, L.; Xia, M.; Huang, X.; Jiao, B.; Shiau, Y.; Li, D. The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material. Int. J. Environ. Res. Public Health 2019, 16, 1121. [Google Scholar] [CrossRef] [Green Version]
- Song, S.; Sun, W.; Wang, L.; Liu, R.; Han, H.; Hu, Y.; Yang, Y. Recovery of cobalt and zinc from the leaching solution of zinc smelting slag. J. Environ. Chem. Eng. 2019, 7, 102777. [Google Scholar] [CrossRef]
- Xia, M.; Muhammad, F.; Zeng, L.; Li, S.; Huang, X.; Jiao, B.; Shiau, Y.; Li, D. Solidification/stabilization of lead-zinc smelting slag in composite based geopolymer. J. Clean. Prod. 2019, 209, 1206–1215. [Google Scholar] [CrossRef]
- Nath, S.K. Fly ash and zinc slag blended geopolymer: Immobilization of hazardous materials and development of paving blocks. J. Hazard. Mater. 2020, 387, 121673. [Google Scholar] [CrossRef] [Green Version]
- Malviya, R.; Chaudhary, R. Factors affecting hazardous waste solidification/stabilization: A review. J. Hazard. Mater. 2006, 137, 267–276. [Google Scholar] [CrossRef]
- Hashemi, S.S.G.; Mahmud, H.B.; Ghuan, T.C.; Chin, A.B.; Kuenzel, C.; Ranjbar, N. Safe disposal of coal bottom ash by solidification and stabilization techniques. Constr. Build. Mater. 2019, 197, 705–715. [Google Scholar] [CrossRef]
- Muhammad, F.; Huang, X.; Li, S.; Xia, M.; Zhang, M.; Liu, Q.; Shehzad Hassan, M.A.; Jiao, B.; Yu, L.; Li, D. Strength evaluation by using polycarboxylate superplasticizer and solidification efficiency of Cr 6+, Pb 2+ and Cd 2+ in composite based geopolymer. J. Clean. Prod. 2018, 188, 807–815. [Google Scholar] [CrossRef]
- Hunce, S.Y.; Akgul, D.; Demir, G.; Mertoglu, B. Solidification/stabilization of landfill leachate concentrate using different aggregate materials. Waste Manage. 2012, 32, 1394–1400. [Google Scholar] [CrossRef] [PubMed]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2006, 42, 2917–2933. [Google Scholar] [CrossRef]
- Singh, J.; Singh, S.P. Development of Alkali-activated Cementitious Material using Copper Slag. Constr. Build. Mater. 2019, 211, 73–79. [Google Scholar] [CrossRef]
- Li, Y.C.; Min, X.B.; Chai, L.Y.; Shi, M.Q.; Tang, C.J.; Wang, Q.W.; Liang, Y.J.; Lei, J.; Liyang, W.J. Co-treatment of gypsum sludge and Pb/Zn smelting slag for the solidification of sludge containing arsenic and heavy metals. J. Environ. Manag. 2016, 181, 756–761. [Google Scholar] [CrossRef]
- Alex, T.C.; Kalinkin, A.M.; Nath, S.K.; Gurevich, B.I.; Kalinkina, E.V.; Tyukavkina, V.V.; Kumar, S. Utilization of zinc slag through geopolymerization: Influence of milling atmosphere. Int. J. Miner. Process. 2013, 123, 102–107. [Google Scholar] [CrossRef]
- Albitar, M.; Mohamed Ali, M.S.; Visintin, P.; Drechsler, M. Effect of granulated lead smelter slag on strength of fly ash-based geopolymer concrete. Constr. Build. Mater. 2015, 83, 128–135. [Google Scholar] [CrossRef]
- Zhang, P.; Muhammad, F.; Yu, L.; Xia, M.; Lin, H.; Huang, X.; Jiao, B.; Shiau, Y.; Li, D. Self-cementation solidification of heavy metals in lead-zinc smelting slag through alkali-activated materials. Constr. Build. Mater. 2020, 249, 118756. [Google Scholar] [CrossRef]
- Dhal, B.; Thatoi, H.N.; Das, N.N.; Pandey, B.D. Chemical and microbial remediation of hexavalent chromium from contaminated soil and mining/metallurgical solid waste: A review. J. Hazard. Mater. 2013, 250, 272–291. [Google Scholar] [CrossRef]
- Agrawal, A.; Kumar, V.; Pandey, B.D. Remediation options for the treatment of electroplating and leather tanning effluent containing chromium—A review. Miner. Process. Extr. Metall. Rev. 2006, 27, 99–130. [Google Scholar] [CrossRef]
- Hausladen, D.M.; Alexander-Ozinskas, A.; McClain, C.; Fendorf, S. Hexavalent Chromium Sources and Distribution in California Groundwater. Environ. Sci. Technol. 2018, 52, 8242–8251. [Google Scholar] [CrossRef]
- Shankar, A.K.; Venkateswarlu, B. Chromium: Environmental Pollution, Health Effects and Mode of Action. Encycl. Environ. Health 2011, 650–659. [Google Scholar] [CrossRef]
- Du, Y.; Chrysochoou, M. Microstructural analyses of Cr(VI) speciation in chromite ore processing residue from the soda ash process. J. Hazard. Mater. 2020, 393, 122385. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Li, Z.-H.; Qi, T.; Zheng, S.-L.; Li, H.-Q.; Xu, H.-B. Green manufacturing process of chromium compounds. Environ. Prog. 2005, 24, 44–50. [Google Scholar] [CrossRef]
- Xia, M.; Muhammad, F.; Zhao, S.; Yu, L.; Lin, H.; Huang, X.; Jiao, B.; Shiau, Y.C.; Li, D. Detoxification and immobilization of chromite ore processing residue using the alkali-activated cementitious materials mixed with ascorbic acid. J. Environ. Manag. 2020, 265, 110350. [Google Scholar] [CrossRef]
- Huang, X.; Huang, T.; Li, S.; Muhammad, F.; Xu, G.; Zhao, Z.; Yu, L.; Yan, Y.; Li, D.; Jiao, B. Immobilization of chromite ore processing residue with alkali-activated blast furnace slag-based geopolymer. Ceram. Int. 2016, 42, 9538–9549. [Google Scholar] [CrossRef]
- Sun, T.; Chen, J.; Lei, X.; Zhou, C. Detoxification and immobilization of chromite ore processing residue with metakaolin-based geopolymer. J. Environ. Chem. Eng. 2014, 2, 304–309. [Google Scholar] [CrossRef]
- Fang, S.; Lam, E.S.S.; Li, B.; Wu, B. Effect of alkali contents, moduli and curing time on engineering properties of alkali activated slag. Constr. Build. Mater. 2020, 249, 118799. [Google Scholar] [CrossRef]
- Singh, J.; Singh, S.P. Evaluating the alkali-silica reaction in alkali-activated copper slag mortars. Constr. Build. Mater. 2020, 253, 119189. [Google Scholar] [CrossRef]
- Barbosa, V.F.F.; MacKenzie, K.J.D.; Thaumaturgo, C. Synthesis and characterisation of materials based on inorganic polymers of alumina and silica: Sodium polysialate polymers. Int. J. Inorg. Mater. 2000, 2, 309–317. [Google Scholar] [CrossRef]
- Huang, G.; Yang, K.; Sun, Y.; Lu, Z.; Zhang, X.; Zuo, L.; Feng, Y.; Qian, R.; Qi, Y.; Ji, Y.; et al. Influence of NaOH content on the alkali conversion mechanism in MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2020, 248, 118582. [Google Scholar] [CrossRef]
- Dimas, D.; Giannopoulou, I.; Panias, D. Polymerization in sodium silicate solutions: A fundamental process in geopolymerization technology. J. Mater. Sci. 2009, 44, 3719–3730. [Google Scholar] [CrossRef]
- Cho, Y.-K.; Yoo, S.-W.; Jung, S.-H.; Lee, K.-M.; Kwon, S.-J. Effect of Na2O content, SiO2/Na2O molar ratio, and curing conditions on the compressive strength of FA-based geopolymer. Constr. Build. Mater. 2017, 145, 253–260. [Google Scholar] [CrossRef]
- Tian, X.; Xu, W.; Song, S.; Rao, F.; Xia, L. Effects of curing temperature on the compressive strength and microstructure of copper tailing-based geopolymers. Chemosphere 2020, 253, 126754. [Google Scholar] [CrossRef] [PubMed]
- Rovnaník, P. Effect of curing temperature on the development of hard structure of metakaolin-based geopolymer. Constr. Build. Mater. 2010, 24, 1176–1183. [Google Scholar] [CrossRef]
- Zuhua, Z.; Xiao, Y.; Huajun, Z.; Yue, C. Role of water in the synthesis of calcined kaolin-based geopolymer. Appl. Clay Sci. 2009, 43, 218–223. [Google Scholar] [CrossRef]
- Yahya, Z.; Abdullah, M.; Hussin, K.; Ismail, K.; Razak, R.; Sandu, A. Effect of Solids-To-Liquids, Na2SiO3-To-NaOH and Curing Temperature on the Palm Oil Boiler Ash (Si + Ca) Geopolymerisation System. Materials 2015, 8, 2227–2242. [Google Scholar] [CrossRef]
- Tian, X.; Zhang, H.; Zhang, T.; Fernández, C.A. Alkali-activated copper tailings-based pastes: Compressive strength and microstructural characterization. J. Mater. Res. Technol. 2020, 9, 6557–6567. [Google Scholar] [CrossRef]
- Li, J.; Sun, P.; Li, J.; Lv, Y.; Ye, H.; Shao, L.; Du, D. Synthesis of electrolytic manganese residue-fly ash based geopolymers with high compressive strength. Constr. Build. Mater. 2020, 248, 118489. [Google Scholar] [CrossRef]
- Zhao, S.; Muhammad, F.; Yu, L.; Xia, M.; Huang, X.; Jiao, B.; Lu, N.; Li, D. Solidification/stabilization of municipal solid waste incineration fly ash using uncalcined coal gangue-based alkali-activated cementitious materials. Environ. Sci. Pollut. Res. Int. 2019, 26, 25609–25620. [Google Scholar] [CrossRef]
- Solo-Gabriele, H.M.; Townsend, T.G.; Messick, B.; Calitu, V. Characteristics of chromated copper arsenate-treated wood ash. J. Hazard. Mater. 2002, 89, 213–232. [Google Scholar] [CrossRef]
- Su, P.D.; Zhang, J.K.; Yang, B. The Current Status of Hazardous Waste Management in China: Identification, Distribution, and Treatment. Environ. Eng. Sci. 2021. [Google Scholar] [CrossRef]
- Heah, C.Y.; Kamarudin, H.; Mustafa Al Bakri, A.M.; Bnhussain, M.; Luqman, M.; Khairul Nizar, I.; Ruzaidi, C.M.; Liew, Y.M. Study on solids-to-liquid and alkaline activator ratios on kaolin-based geopolymers. Constr. Build. Mater. 2012, 35, 912–922. [Google Scholar] [CrossRef]
- Chen, H.; Yuan, H.; Mao, L.; Hashmi, M.Z.; Xu, F.; Tang, X. Stabilization/solidification of chromium-bearing electroplating sludge with alkali-activated slag binders. Chemosphere 2020, 240, 124885. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Han, F.; Mu, J. Solidification/stabilization mechanism of Pb(II), Cd(II), Mn(II) and Cr(III) in fly ash based geopolymers. Constr. Build. Mater. 2018, 160, 818–827. [Google Scholar] [CrossRef]
- Antunes Boca Santa, R.A.; Bernardin, A.M.; Riella, H.G.; Kuhnen, N.C. Geopolymer synthetized from bottom coal ash and calcined paper sludge. J. Clean. Prod. 2013, 57, 302–307. [Google Scholar] [CrossRef]
- Ayeni, O.; Onwualu, A.P.; Boakye, E. Characterization and mechanical performance of metakaolin-based geopolymer for sustainable building applications. Constr. Build. Mater. 2021, 272, 121938. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, X.; Zhang, W.; Li, Z.; Zhang, Y.; Li, Y.; Ren, Y. Effects of Si/Al ratio on the efflorescence and properties of fly ash based geopolymer. J. Clean. Prod. 2020, 244, 118852. [Google Scholar] [CrossRef]
- Ei-Eswed, B.I.; Aldagag, O.M.; Khalili, F.I. Efficiency and mechanism of stabilization/solidification of Pb(II), Cd(II), Cu(II), Th(IV) and U(VI) in metakaolin based geopolymers. Appl. Clay Sci. 2017, 140, 148–156. [Google Scholar] [CrossRef]
- Bohra, V.K.J.; Nerella, R.; Madduru, S.R.C.; Rohith, P. Microstructural characterization of fly ash based geopolymer. Mater. Today Proc. 2020, 27, 1625–1629. [Google Scholar] [CrossRef]
- Hu, S.; Zhong, L.; Yang, X.; Bai, H.; Ren, B.; Zhao, Y.; Zhang, W.; Ju, X.; Wen, H.; Mao, S.; et al. Synthesis of rare earth tailing-based geopolymer for efficiently immobilizing heavy metals. Constr. Build. Mater. 2020, 254, 119273. [Google Scholar] [CrossRef]
- Ahmari, S.; Parameswaran, K.; Zhang, L. Alkali Activation of Copper Mine Tailings and Low-Calcium Flash-Furnace Copper Smelter Slag. J. Mater. Civ. Eng. 2015, 27, 04014193. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | SiO2 | Fe2O3 | CaO | Al2O3 | ZnO | MgO | SO3 | Na2O | Cr2O3 | TiO2 | MnO | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| LZSS | 32.78 | 35.69 | 10.03 | 8.17 | 2.19 | 2.58 | 2.24 | 0.76 | 0.12 | 0.74 | 3.12 | 1.58 |
| COPR | 2.99 | 37.82 | 0.13 | 29.88 | 0.13 | 11.97 | 0.11 | 4.13 | 10.83 | 1.33 | - | 0.68 |
| ID | Alkali Solid Content (%) | Water Glass Modulus | Initial Curing Temperature (°C) | Liquid–Solid Ratio |
|---|---|---|---|---|
| A1 | 6 | 1.4 | 35 | 0.22 |
| A2 | 8 | |||
| A3 | 10 | |||
| A4 | 12 | |||
| M1 | 8 | 1.0 | 35 | 0.22 |
| M2 | 1.2 | |||
| M3 | 1.4 | |||
| M4 | 1.6 | |||
| M5 | 1.8 | |||
| T1 | 8 | 1.4 | 25 | 0.22 |
| T2 | 35 | |||
| T3 | 45 | |||
| T4 | 55 | |||
| L1 | 8 | 1.4 | 35 | 0.18 |
| L2 | 0.20 | |||
| L3 | 0.22 | |||
| L4 | 0.24 |
| Test No. | A (Alkali Solid Content) | B (Water Glass Modulus) | C (Liquid–Solid Ratio) | 28 d Compressive Strength (MPa) |
|---|---|---|---|---|
| 1 | 1 (7%) | 1 (1.3) | 1 (0.18) | 82.11 |
| 2 | 1 | 2 (1.4) | 2 (0.19) | 83.68 |
| 3 | 1 | 3 (1.5) | 3 (0.20) | 83.48 |
| 4 | 2 (8%) | 1 | 2 | 75.70 |
| 5 | 2 | 2 | 3 | 73.36 |
| 6 | 2 | 3 | 1 | 82.42 |
| 7 | 3 (9%) | 1 | 3 | 74.46 |
| 8 | 3 | 2 | 1 | 75.15 |
| 9 | 3 | 3 | 2 | 82.24 |
| Kj1 | 249.28 | 232.28 | 239.69 | |
| Kj2 | 231.48 | 232.19 | 241.62 | |
| Kj3 | 231.86 | 248.15 | 231.31 | |
| kj1 | 83.09 | 77.43 | 79.90 | |
| kj2 | 77.16 | 77.40 | 80.54 | |
| kj3 | 77.29 | 82.72 | 77.10 | |
| R | 5.93 | 5.32 | 3.44 | |
| Optimal level | A1 | B3 | C2 | |
| Order | A > B > C | |||
| Leaching Protocol | Heavy Metals | Samples | Critical Limits | ||||||
|---|---|---|---|---|---|---|---|---|---|
| LZSS | COPR | LZC0 | LZC10 | LZC20 | LZC30 | LZC40 | |||
| TCLP | Zn (mg/L) | 124.63 | 0.34 | 40.30 | 37.01 | 44.84 | 57.41 | 75.17 | / |
| Cr (mg/L) | 0.71 | 54.57 | 0.13 | 0.15 | 0.18 | 0.19 | 0.24 | 5 | |
| Sulfuric acid and nitric acid method | Zn (mg/L) | 18.09 | 0.17 | 0.92 | 0.37 | 1.29 | 1.09 | 1.05 | 100 |
| Cr (mg/L) | 0.75 | 96.97 | 0.72 | 0.36 | 0.44 | 0.97 | 2.25 | 15 | |
| Samples | Elemental Composition (Atomic %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | O | Si | Al | Ca | Na | Fe | Zn | Cr | |
| Spot 1 | 18.7 | 56.4 | 8.8 | 2.4 | 2.1 | 4.9 | 4.4 | 0.4 | 0.1 |
| Spot 2 | 13.7 | 38.9 | 13.3 | 3.1 | 6 | 3.5 | 17 | 0.8 | 0.7 |
| Area e | 14.1 | 51.0 | 10.5 | 2.9 | 3.8 | 5.2 | 9.5 | 0.6 | 0.2 |
| Area f | 9.1 | 30.6 | 6.6 | 8.9 | 1.6 | 6.3 | 25.3 | 0.5 | 5.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, L.; Fang, L.; Zhang, P.; Zhao, S.; Jiao, B.; Li, D. The Utilization of Alkali-Activated Lead–Zinc Smelting Slag for Chromite Ore Processing Residue Solidification/Stabilization. Int. J. Environ. Res. Public Health 2021, 18, 9960. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph18199960
Yu L, Fang L, Zhang P, Zhao S, Jiao B, Li D. The Utilization of Alkali-Activated Lead–Zinc Smelting Slag for Chromite Ore Processing Residue Solidification/Stabilization. International Journal of Environmental Research and Public Health. 2021; 18(19):9960. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph18199960
Chicago/Turabian StyleYu, Lin, Lu Fang, Pengpeng Zhang, Shujie Zhao, Binquan Jiao, and Dongwei Li. 2021. "The Utilization of Alkali-Activated Lead–Zinc Smelting Slag for Chromite Ore Processing Residue Solidification/Stabilization" International Journal of Environmental Research and Public Health 18, no. 19: 9960. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph18199960