An Overview of Recent Developments in Biomass Pyrolysis Technologies

 , and
, and
Abstract
:1. Introduction
2. Biomass Pyrolysis
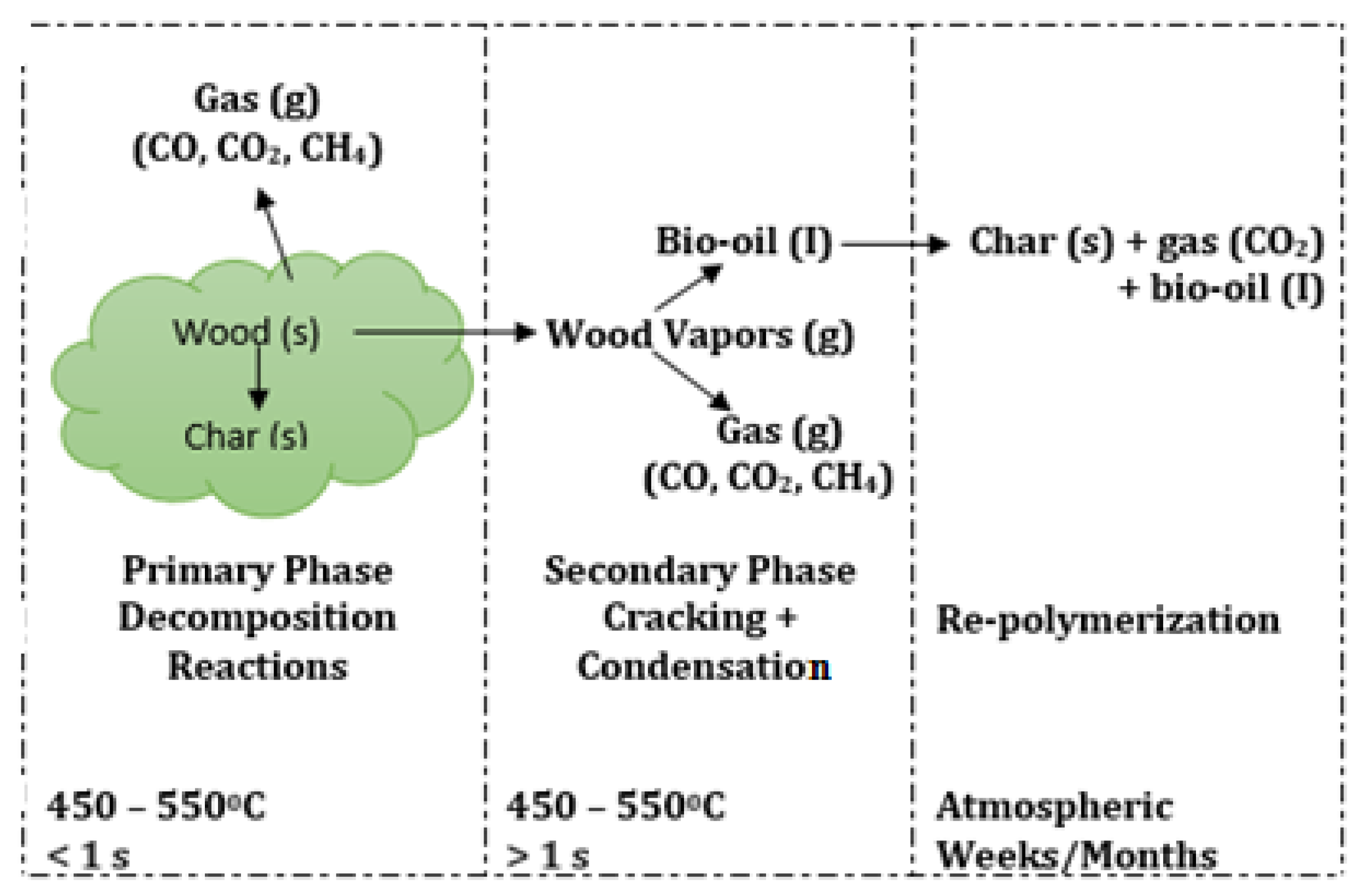
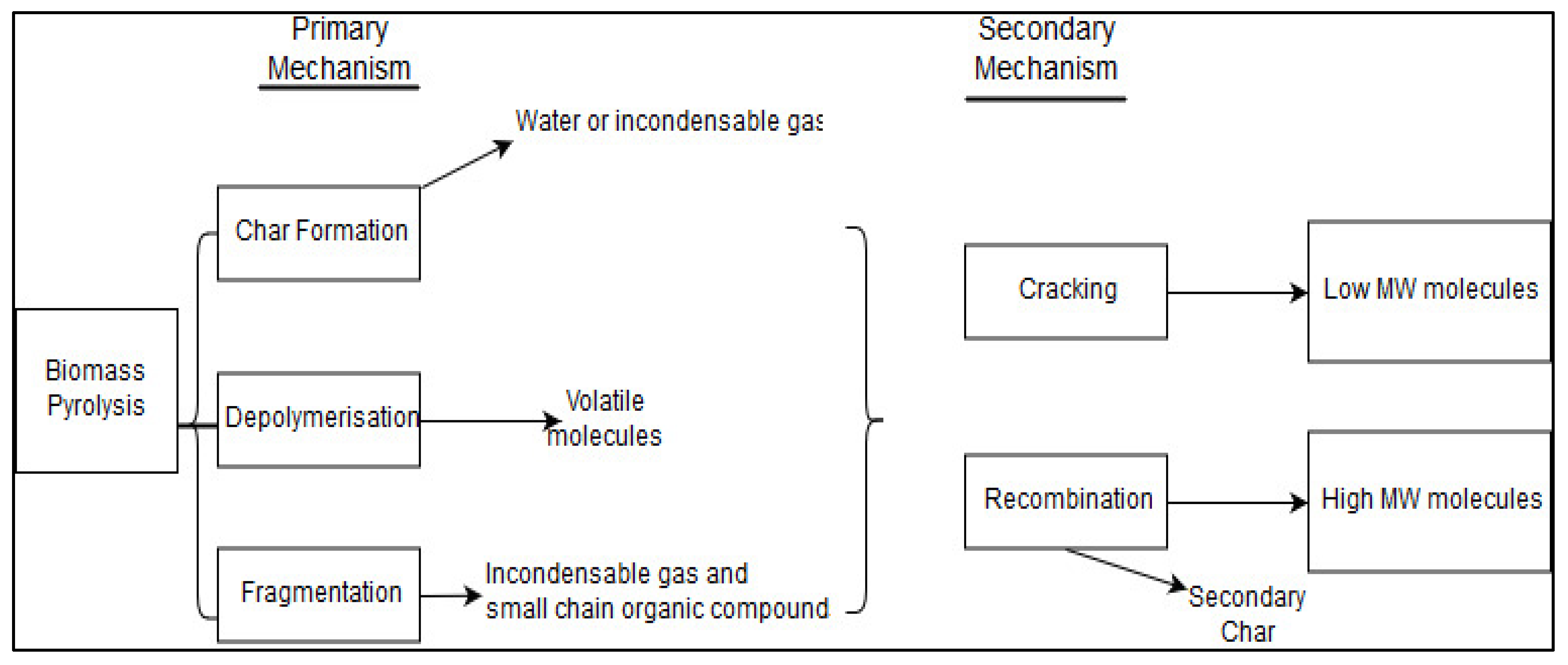
3. Mechanism of Pyrolysis Process
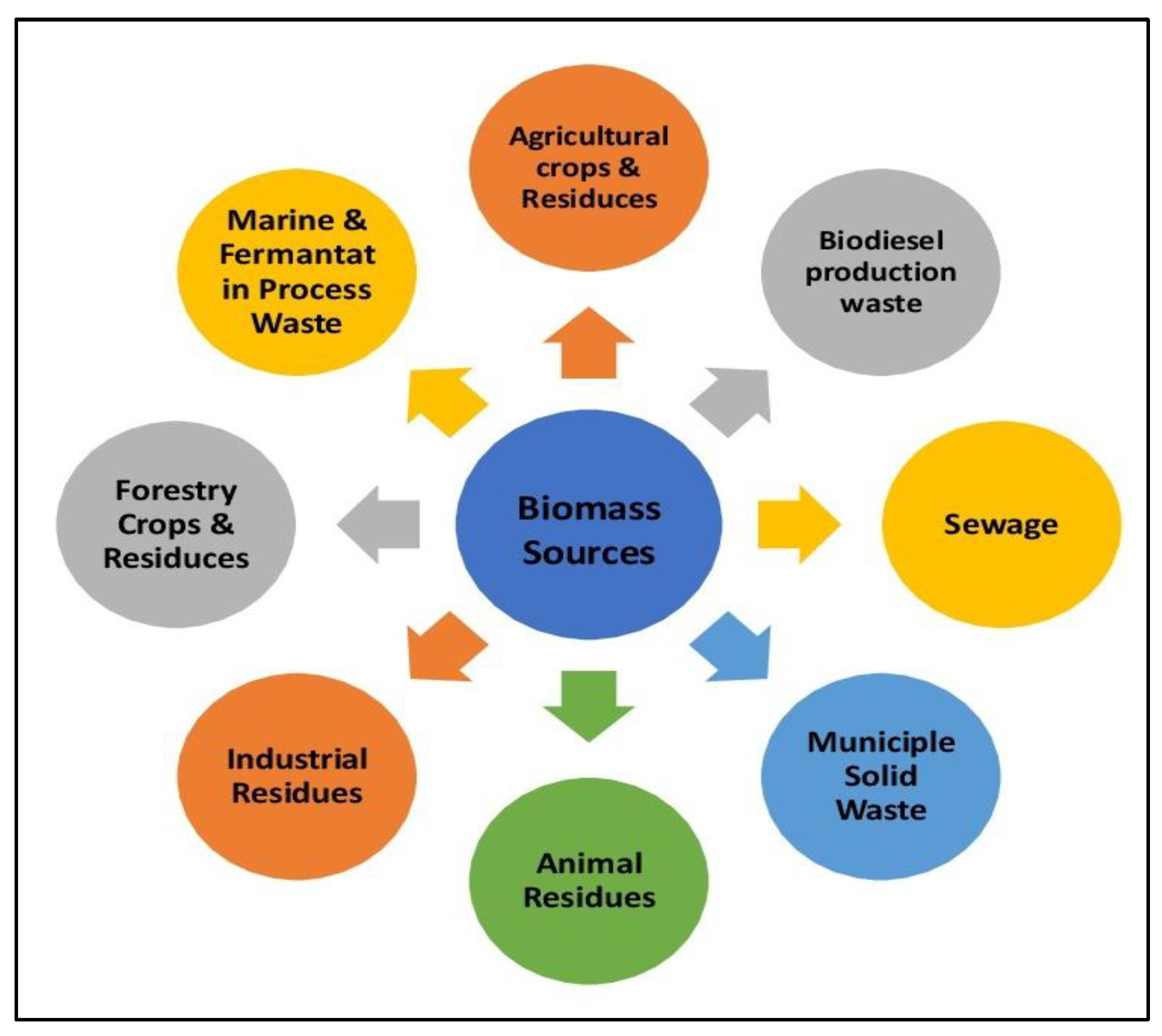
4. Sources of Biomass and Their Properties
5. Pyrolysis Technology
5.1. Slow Pyrolysis
5.2. Rapid Pyrolysis
5.3. Ultrafast Pyrolysis
5.4. Flash Pyrolysis
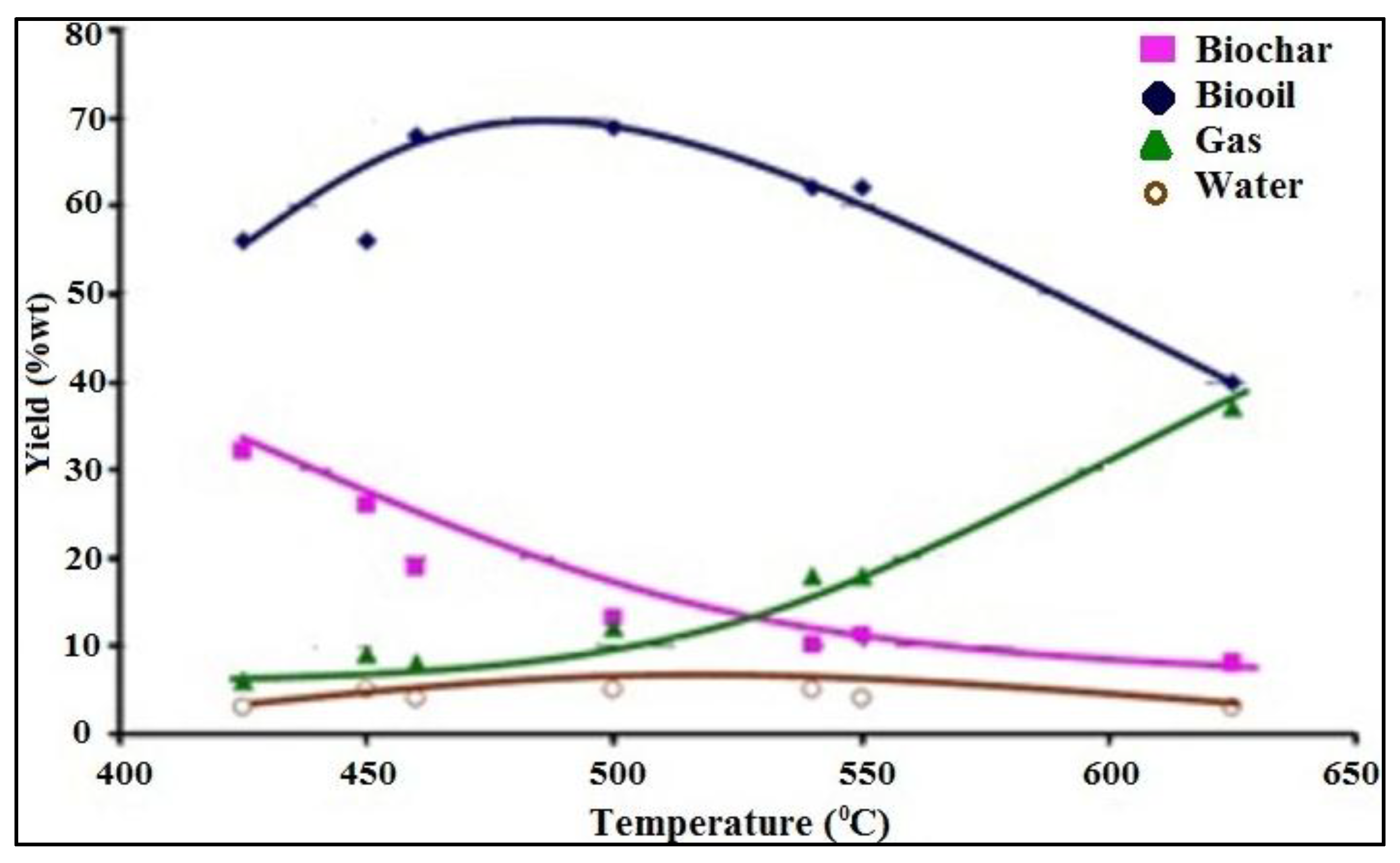
6. The Products of Pyrolysis Process
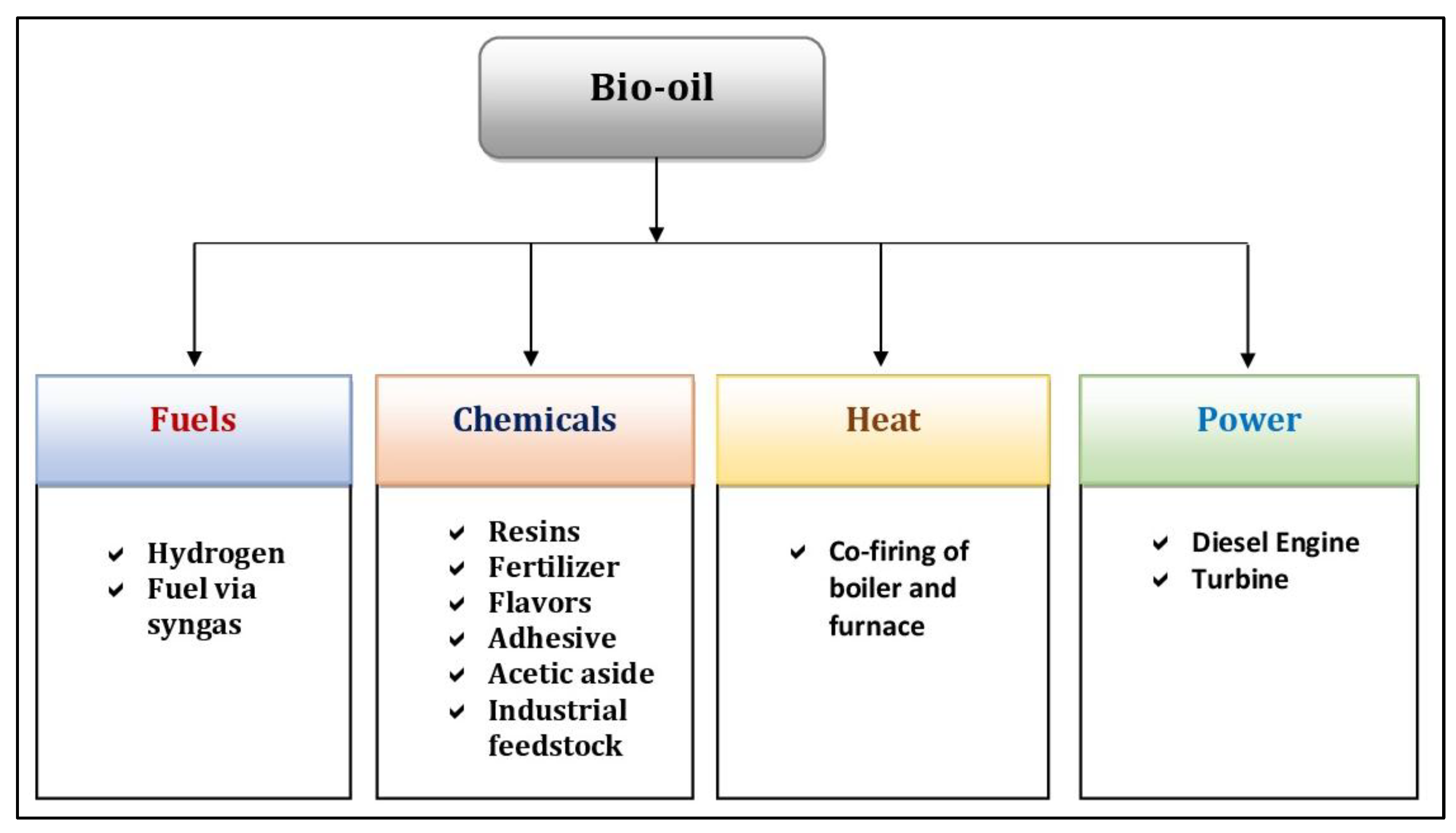
6.1. Bio-Oil
6.2. Biochar
- Reduced nitrogen leaching in groundwater
- Possible reduced emissions of nitrous oxide
- Increased cation exchange capacity resulting in better soil fertility
- Moderation of soil acidity
- Greater water retention
- Increase in the number of beneficial soil microbes
6.3. Syngas
7. Reactors Employed in the Pyrolysis Process
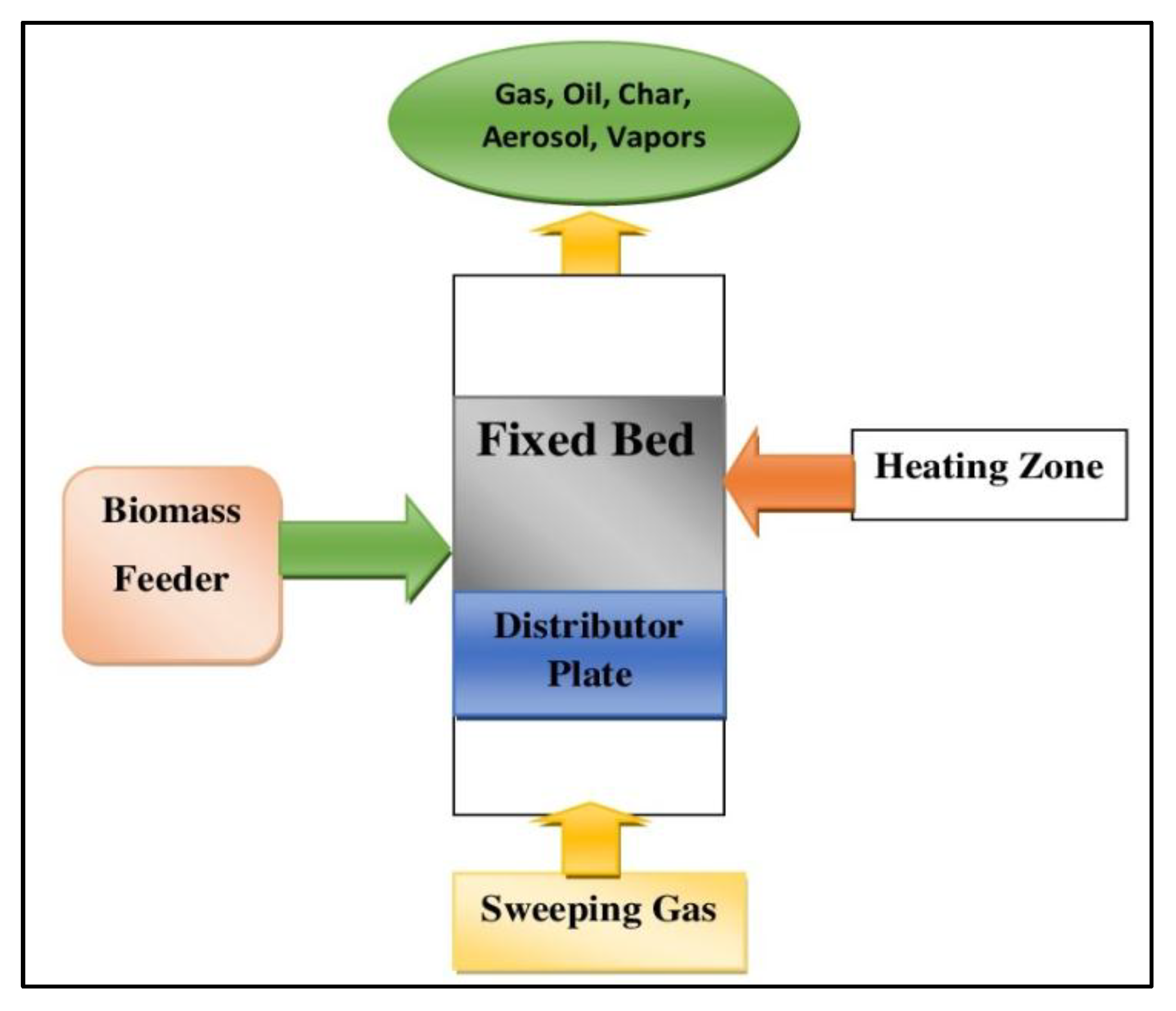
7.1. Fixed Bed Reactor
7.2. Fluidised Bed Reactor
7.2.1. Bubbling Fluidised Beds
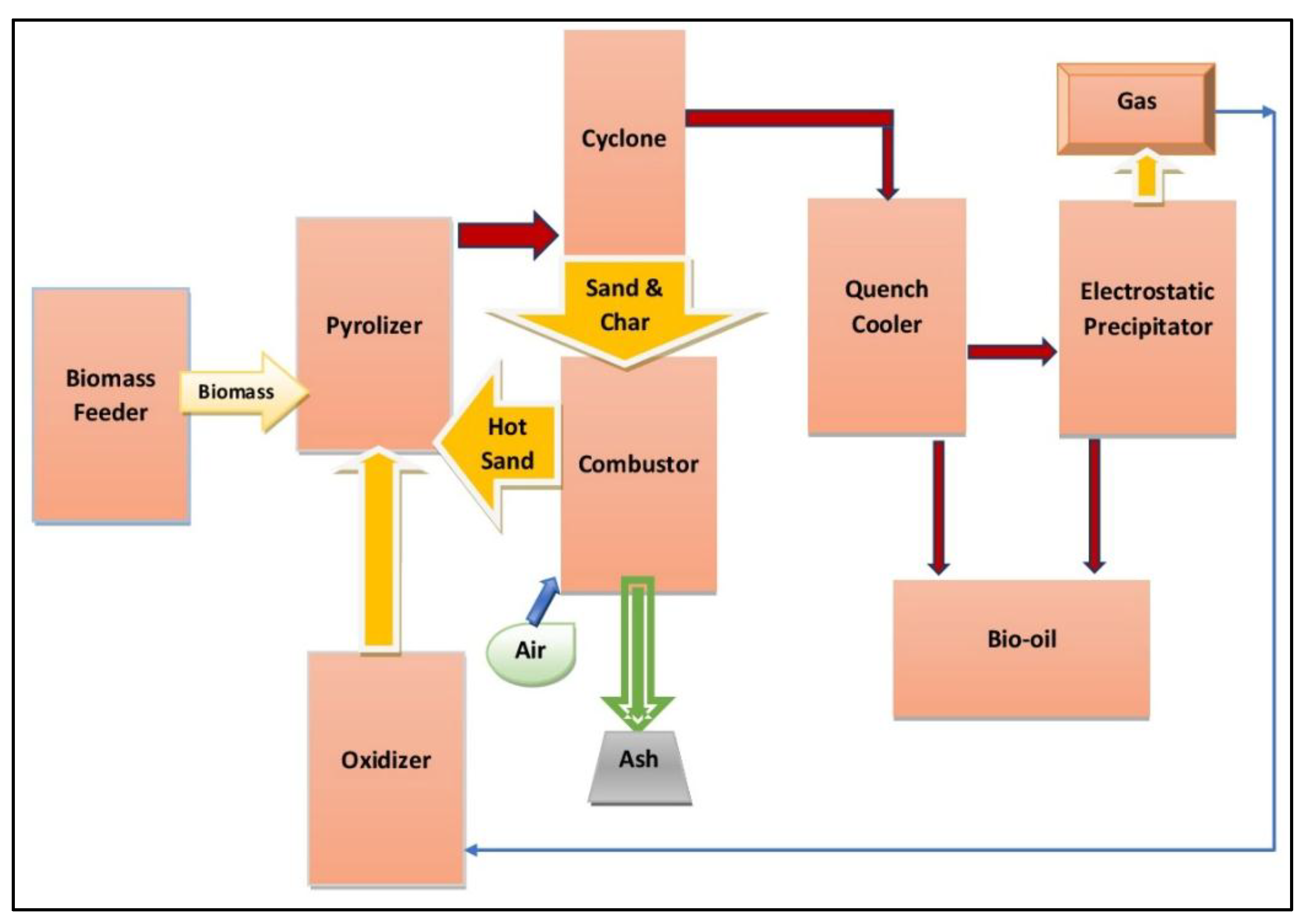
7.2.2. Circulating Fluidised Bed (CFB) Reactors
7.3. Ablative Reactor
7.4. Vacuum Pyrolysis Reactor
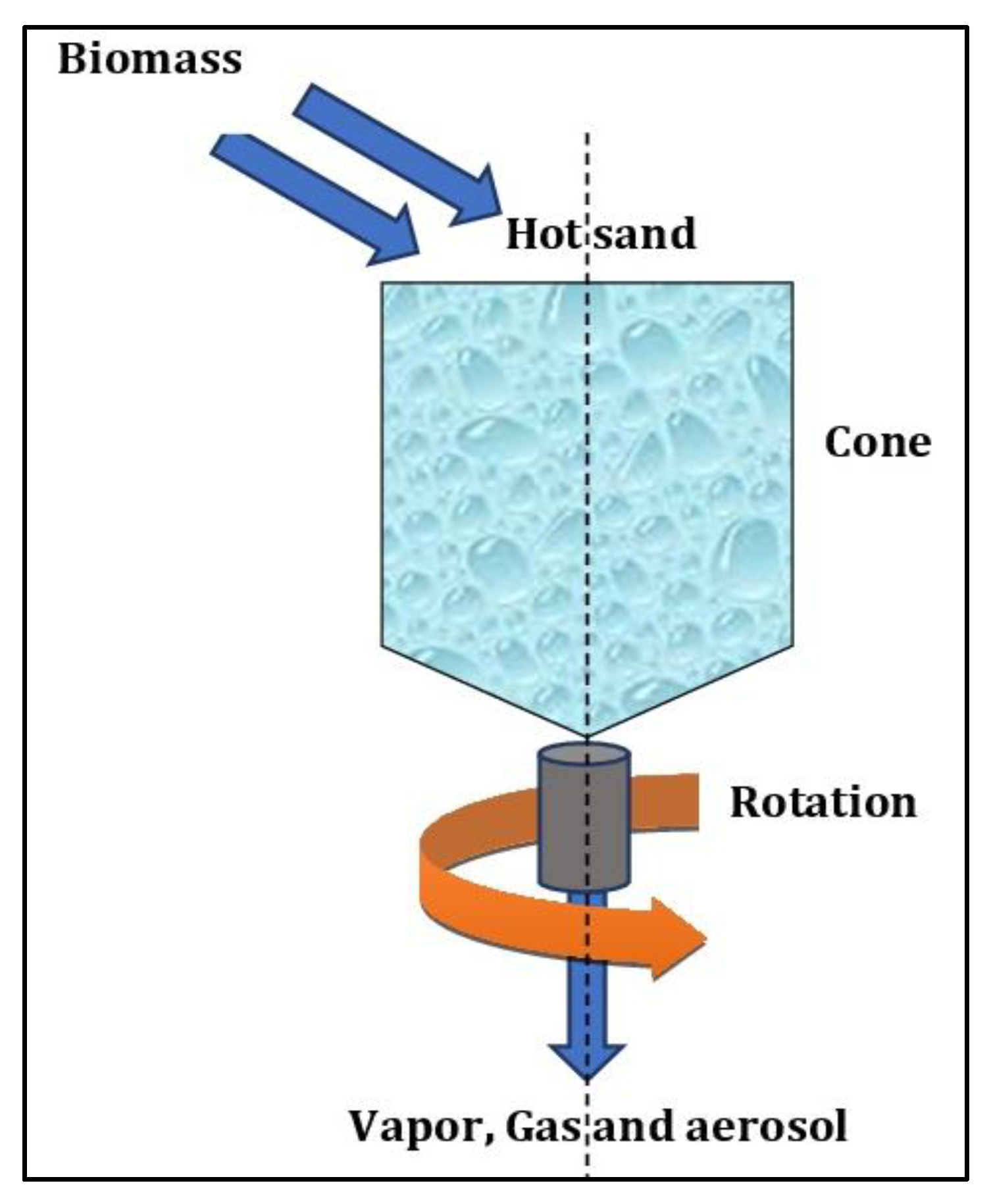
7.5. Rotating Cone Reactor
7.6. Auger Reactor
8. Current Status of Pyrolysis Technology
9. Future Challenges
- Understanding the proper working of pyrolysis reactors and processes
- Development of a new reactor that is cost-effective and highly efficient
- Development of catalysts for bio-oil upgrading
- Development of proper solar system reactors
- Post-pyrolysis processing to improve product bio-oil properties
- Understanding the limitations and potential for improvements of the quality of products obtained by biomass pyrolysis
- Development of both fast pyrolysis and bio-oil upgrading, ensuring these are focused on delivering useful and valuable products
10. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mofijur, M.; Masjuki, H.; Kalam, M.; Atabani, A.; Shahabuddin, M.; Palash, S.; Hazrat, M. Effect of biodiesel from various feedstocks on combustion characteristics, engine durability and materials compatibility: A review. Renew. Sustain. Energy Rev. 2013, 28, 441–455. [Google Scholar] [CrossRef]
- Kusumo, F.; Silitonga, A.S.; Ong, H.C.; Masjuki, H.H.; Mahlia, T.M.I. A comparative study of ultrasound and infrared transesterification of sterculia foetida oil for biodiesel production. Energy Sources Part A Recovery Util. Environ. Effects 2017, 39, 1339–1346. [Google Scholar] [CrossRef]
- Islam, M. Challenges of Adopting Strategic Procurement Policies: A Case Study of Infrastructure Development Company Limited. Ph.D. Thesis, BRAC University, Dhaka, Bangladesh, 2017. [Google Scholar]
- Bass, S.; Dalal-Clayton, B. Sustainable Development Strategies: A Resource Book; Routledge: Abingdon-on-Thames, UK, 2012. [Google Scholar]
- Habibullah, M.; Masjuki, H.; Kalam, M.; Rahman, S.A.; Mofijur, M.; Mobarak, H.; Ashraful, A. Potential of biodiesel as a renewable energy source in Bangladesh. Renew. Sustain. Energy Rev. 2015, 50, 819–834. [Google Scholar] [CrossRef]
- Rahman, M.; Rasul, M.; Hassan, N. Study on the tribological characteristics of Australian native first generation and second generation biodiesel fuel. Energies 2017, 10, 55. [Google Scholar] [CrossRef]
- Rahman, M.; Rasul, M.; Hassan, N.; Hyde, J. Prospects of biodiesel production from macadamia oil as an alternative fuel for diesel engines. Energies 2016, 9, 403. [Google Scholar] [CrossRef]
- Damanik, N.; Ong, H.C.; Tong, C.W.; Mahlia, T.M.I.; Silitonga, A.S. A review on the engine performance and exhaust emission characteristics of diesel engines fueled with biodiesel blends. Environ. Sci. Pollut. Res. 2018, 25, 15307–15325. [Google Scholar] [CrossRef] [PubMed]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—A technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Dharma, S.; Masjuki, H.H.; Ong, H.C.; Sebayang, A.H.; Silitonga, A.S.; Kusumo, F.; Mahlia, T.M.I. Optimization of biodiesel production process for mixed jatropha curcas-ceiba pentandra biodiesel using response surface methodology. Energy Convers. Manag. 2016, 115, 178–190. [Google Scholar] [CrossRef]
- Kusumo, F.; Silitonga, A.S.; Masjuki, H.H.; Ong, H.C.; Siswantoro, J.; Mahlia, T.M.I. Optimization of transesterification process for ceiba pentandra oil: A comparative study between kernel-based extreme learning machine and artificial neural networks. Energy 2017, 134, 24–34. [Google Scholar] [CrossRef]
- Gordon, I.E.; Rothman, L.S.; Hill, C.; Kochanov, R.V.; Tan, Y.; Bernath, P.F.; Birk, M.; Boudon, V.; Campargue, A.; Chance, K. The hitran 2016 molecular spectroscopic database. J. Quant. Spectrosc. Radiat. Transf. 2017, 203, 3–69. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory; Academic Press: Cambridge, MA, USA, 2010. [Google Scholar]
- Basu, P. Combustion and Gasification in Fluidized Beds; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Forero Núñez, C.A.; Castellanos Contreras, J.U.; Sierra Vargas, F.E. Control de una planta prototipo de gasificación de biomasa mediante redes neuronales. Ingeniería Mecánica, Tecnología y Desarroll 2013, 4, 161–168. [Google Scholar]
- Antonio, P.; Alejandra, J.; Martinez Guerrero, P.A.; Cortés Rodriguez, M.F.; Chiviri Torres, N.; Mendoza Geney, L. Uso energético de la biomasa a través del proceso de gasificación. Rev. Investig. 2017, 10, 165–181. [Google Scholar]
- Rincón, J.G.G.; Toscano, J.A.; Gómez, G.G. Análisis exergético de un horno de lecho fijo en la producción de panela. Revista Colombiana De Tecnologias De Avanzada (Rcta) 2017, 1. [Google Scholar] [CrossRef]
- Szyszlak-Bargłowicz, J.; Zając, G.; Piekarski, W. Energy biomass characteristics of chosen plants. Int. Agrophys. 2012, 26, 175–179. [Google Scholar] [CrossRef] [Green Version]
- Castro, A.M.; Carvalho, D.F.; Freire, D.M.G.; Castilho, L.D.R. Economic analysis of the production of amylases and other hydrolases by aspergillus awamori in solid-state fermentation of babassu cake. Enzyme Res. 2010, 2010, 576872. [Google Scholar] [CrossRef] [PubMed]
- de Castro, A.M.; de Andréa, T.V.; dos Reis Castilho, L.; Freire, D.M.G. Use of mesophilic fungal amylases produced by solid-state fermentation in the cold hydrolysis of raw babassu cake starch. Appl. Biochem. Biotechnol. 2010, 162, 1612–1625. [Google Scholar] [CrossRef] [PubMed]
- Saletnik, B.; Zagula, G.; Bajcar, M.; Czernicka, M.; Puchalski, C. Biochar and biomass ash as a soil ameliorant: The effect on selected soil properties and yield of giant miscanthus (miscanthus × giganteus). Energies 2018, 11, 2535. [Google Scholar] [CrossRef]
- Chaloupková, V.; Ivanova, T.; Ekrt, O.; Kabutey, A.; Herák, D. Determination of particle size and distribution through image-based macroscopic analysis of the structure of biomass briquettes. Energies 2018, 11, 331. [Google Scholar] [CrossRef]
- Castello, D.; Rolli, B.; Kruse, A.; Fiori, L. Supercritical water gasification of biomass in a ceramic reactor: Long-time batch experiments. Energies 2017, 10, 1734. [Google Scholar] [CrossRef]
- Valentim, B.; Guedes, A.; Rodrigues, S.; Flores, D. Case study of igneous intrusion effects on coal nitrogen functionalities. Int. J. Coal Geol. 2011, 86, 291–294. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.; Aburiazaiza, A.S.; Rehan, M.; Ismail, I.; Nizami, A. Effect of plastic waste types on pyrolysis liquid oil. Int. Biodeterior. Biodegrad. 2017, 119, 239–252. [Google Scholar] [CrossRef]
- Ramage, J.; Scurlock, J. “Biomass”. In Renewable Energy-Power for a Sustainable Future; Boyle, G., Ed.; Oxford University Press: Oxford, UK, 1996. [Google Scholar]
- Boyle, G. Renewable Energy: Power for a Sustainable Future; Oxford University Press: Oxford, UK, 1996; Volume 2. [Google Scholar]
- Muradov, N.Z.; Veziroğlu, T.N. “Green” path from fossil-based to hydrogen economy: An overview of carbon-neutral technologies. Int. J. Hydrogen Energy 2008, 33, 6804–6839. [Google Scholar] [CrossRef]
- Pei-dong, Z.; Guomei, J.; Gang, W. Contribution to emission reduction of CO2 and SO2 by household biogas construction in rural china. Renew. Sustain. Energy Rev. 2007, 11, 1903–1912. [Google Scholar] [CrossRef]
- López Gómez, F.A.; Rodríguez, O.; Urien, A.; Lobato Ortega, B.; Álvarez Centeno, T.; Alguacil, F.J. Physico-chemical characteristics of the products derived from the thermolysis of waste abies alba mill. Wood. J. Environ. Prot. 2013, 4, 26–30. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, Y.; Wang, H.; Lu, W.; Zhou, Z.; Zhang, Y.; Ren, L. Influence of pyrolysis temperature on characteristics and heavy metal adsorptive performance of biochar derived from municipal sewage sludge. Bioresour. Technol. 2014, 164, 47–54. [Google Scholar] [CrossRef] [PubMed]
- Oyarzún, B.; Bardow, A.; Gross, J. Integration of process and solvent design towards a novel generation of co2 absorption capture systems. Energy Procedia 2011, 4, 282–290. [Google Scholar] [CrossRef]
- Pedroza, M.; Sousa, J.; Vieira, G.; Bezerra, M. Characterization of the products from the pyrolysis of sewage sludge in 1 kg/h rotating cylinder reactor. J. Anal. Appl. Pyrolysis 2014, 105, 108–115. [Google Scholar] [CrossRef]
- Mesa-Perez, J.; Cortez, L.; Rocha, J.; Brossard-Perez, L.; Olivares-Gómez, E. Unidimensional heat transfer analysis of elephant grass and sugar cane bagasse slow pyrolysis in a fixed bed reactor. Fuel Process. Technol. 2005, 86, 565–575. [Google Scholar] [CrossRef]
- Mesa Perez, J.M. Testes em Uma Planta de Pirólise Rápida de Biomassa em Leito Fluidizado: Critérios Para Sua Otimização. Ph.D. Thesis, University of Campinas, Campinas, Brazil, 2004. [Google Scholar]
- Sousa, J.F.; Bezerra, M.B.; Almeida, M.B.; Moure, G.T.; Mesa-Perez, J.M.; Caramao, E.B. Characteristics of bio-oil from the fast pyrolysis of elephant grass (pennisetum purpureum schumach) in a fluidized bed reactor. Am. Chem. Sci. J. 2016, 14, 1–10. [Google Scholar] [CrossRef]
- Meier, D.; Schoell, S.; Klaubert, H. New ablative pyrolyser in operation in Germany. PyNe Newslett. 2004. Available online: https://www.researchgate.net/publication/237289951_New_Ablative_Pyrolyser_in_Operation (accessed on 9 November 2018).
- Mohan, D.; Pittman, C.U.; Steele, P.H. Pyrolysis of wood/biomass for bio-oil: A critical review. Energy Fuels 2006, 20, 848–889. [Google Scholar] [CrossRef]
- Demirbaş, A. Biomass resource facilities and biomass conversion processing for fuels and chemicals. Energy Convers. Manag. 2001, 42, 1357–1378. [Google Scholar] [CrossRef]
- Demirbaş, A. Partly chemical analysis of liquid fraction of flash pyrolysis products from biomass in the presence of sodium carbonate. Energy Convers. Manag. 2002, 43, 1801–1809. [Google Scholar] [CrossRef]
- Venderbosch, R.; Prins, W. Fast pyrolysis technology development. Biofuels Bioprod. Biorefin. 2010, 4, 178–208. [Google Scholar] [CrossRef]
- Van de Velden, M.; Baeyens, J.; Brems, A.; Janssens, B.; Dewil, R. Fundamentals, kinetics and endothermicity of the biomass pyrolysis reaction. Renew. Energy 2010, 35, 232–242. [Google Scholar] [CrossRef]
- Hosoya, T.; Kawamoto, H.; Saka, S. Pyrolysis behaviors of wood and its constituent polymers at gasification temperature. J. Anal. Appl. Pyrolysis 2007, 78, 328–336. [Google Scholar] [CrossRef]
- McGrath, T.E.; Chan, W.G.; Hajaligol, M.R. Low temperature mechanism for the formation of polycyclic aromatic hydrocarbons from the pyrolysis of cellulose. J. Anal. Appl. Pyrolysis 2003, 66, 51–70. [Google Scholar] [CrossRef]
- Scheirs, J.; Camino, G.; Tumiatti, W. Overview of water evolution during the thermal degradation of cellulose. Eur. Polym. J. 2001, 37, 933–942. [Google Scholar] [CrossRef]
- Banyasz, J.; Li, S.; Lyons-Hart, J.; Shafer, K. Gas evolution and the mechanism of cellulose pyrolysis. Fuel 2001, 80, 1757–1763. [Google Scholar] [CrossRef]
- Azeez, A.M.; Meier, D.; Odermatt, J. Temperature dependence of fast pyrolysis volatile products from european and african biomasses. J. Anal. Appl. Pyrolysis 2011, 90, 81–92. [Google Scholar] [CrossRef]
- Wei, L.; Xu, S.; Zhang, L.; Zhang, H.; Liu, C.; Zhu, H.; Liu, S. Characteristics of fast pyrolysis of biomass in a free fall reactor. Fuel Process. Technol. 2006, 87, 863–871. [Google Scholar] [CrossRef]
- Evans, R.J.; Milne, T.A. Molecular characterization of the pyrolysis of biomass. Energy Fuels 1987, 1, 123–137. [Google Scholar] [CrossRef]
- Morf, P.; Hasler, P.; Nussbaumer, T. Mechanisms and kinetics of homogeneous secondary reactions of tar from continuous pyrolysis of wood chips. Fuel 2002, 81, 843–853. [Google Scholar] [CrossRef]
- Neves, D.; Thunman, H.; Matos, A.; Tarelho, L.; Gómez-Barea, A. Characterization and prediction of biomass pyrolysis products. Prog. Energy Combust. Sci. 2011, 37, 611–630. [Google Scholar] [CrossRef]
- Tilman, D.; Socolow, R.; Foley, J.A.; Hill, J.; Larson, E.; Lynd, L.; Pacala, S.; Reilly, J.; Searchinger, T.; Somerville, C. Beneficial biofuels—The food, energy, and environment trilemma. Science 2009, 325, 270–271. [Google Scholar] [CrossRef] [PubMed]
- Demirbas, A. Pyrolysis of ground beech wood in irregular heating rate conditions. J. Anal. Appl. Pyrolysis 2005, 73, 39–43. [Google Scholar] [CrossRef]
- Demiral, I.; Şensöz, S. The effects of different catalysts on the pyrolysis of industrial wastes (olive and hazelnut bagasse). Bioresour. Technol. 2008, 99, 8002–8007. [Google Scholar] [CrossRef] [PubMed]
- Mohan, D.; Pittman, C.U., Jr.; Bricka, M.; Smith, F.; Yancey, B.; Mohammad, J.; Steele, P.H.; Alexandre-Franco, M.F.; Gómez-Serrano, V.; Gong, H. Sorption of arsenic, cadmium, and lead by chars produced from fast pyrolysis of wood and bark during bio-oil production. J. Colloid Interface Sci. 2007, 310, 57–73. [Google Scholar] [CrossRef] [PubMed]
- Aho, A.; Kumar, N.; Eränen, K.; Salmi, T.; Hupa, M.; Murzin, D.Y. Catalytic pyrolysis of woody biomass in a fluidized bed reactor: Influence of the zeolite structure. Fuel 2008, 87, 2493–2501. [Google Scholar] [CrossRef]
- Karaosmanoǧlu, F.; Tetik, E. Fuel properties of pyrolytic oil of the straw and stalk of rape plant. Renew. Energy 1999, 16, 1090–1093. [Google Scholar] [CrossRef]
- Jensen, P.A.; Sander, B.; Dam-Johansen, K. Pretreatment of straw for power production by pyrolysis and char wash. Biomass Bioenergy 2001, 20, 431–446. [Google Scholar] [CrossRef]
- Pütün, E.; Uzun, B.B.; Pütün, A.E. Fixed-bed catalytic pyrolysis of cotton-seed cake: Effects of pyrolysis temperature, natural zeolite content and sweeping gas flow rate. Bioresour. Technol. 2006, 97, 701–710. [Google Scholar] [CrossRef] [PubMed]
- Popp, J.; Lakner, Z.; Harangi-Rákos, M.; Fári, M. The effect of bioenergy expansion: Food, energy, and environment. Renew. Sustain. Energy Rev. 2014, 32, 559–578. [Google Scholar] [CrossRef]
- Zafar, S. Importance of biomass energy. Available online: https://www.bioenergyconsult.com/tag/importance-of-biomass-energy/ (accessed on 9 November 2018).
- Diniz, V.; Volesky, B. Biosorption of la, eu and yb using sargassum biomass. Water Res. 2005, 39, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Santos, J.; Nunes, L.; Melo, W.; Araújo, A. Tannery sludge compost amendment rates on soil microbial biomass of two different soils. Eur. J. Soil Boil. 2011, 47, 146–151. [Google Scholar] [CrossRef]
- Karlen, D.L. Cellulosic Energy Cropping Systems; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Laird, D.A.; Brown, R.C.; Amonette, J.E.; Lehmann, J. Review of the pyrolysis platform for coproducing bio-oil and biochar. Biofuels Bioprod. Biorefin. 2009, 3, 547–562. [Google Scholar] [CrossRef]
- Luengo, C.; Felfli, F.; Bezzon, G. Pirólise e Torrefação de Biomassa. Biomassa Para Energia. Cortez, LAB, Lora, EES, Gómez EO (Organizadores); Editora da Unicamp: Campinas, Brazil, 2008; pp. 333–351. [Google Scholar]
- Goyal, H.; Seal, D.; Saxena, R. Bio-fuels from thermochemical conversion of renewable resources: A review. Renew. Sustain. Energy Rev. 2008, 12, 504–517. [Google Scholar] [CrossRef]
- Gomes, M.D.S. Produção de Bio-Óleo Através do Processo Termoquímico de Pirólise; Fatec: Araçatuba, Brazil, 2010. [Google Scholar]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of transportation fuels from biomass: Chemistry, catalysts, and engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef] [PubMed]
- Strahan, G.D.; Mullen, C.A.; Boateng, A.A. Characterizing biomass fast pyrolysis oils by 13C NMR and chemometric analysis. Energy Fuels 2011, 25, 5452–5461. [Google Scholar] [CrossRef]
- Bridgwater, A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 2012, 38, 68–94. [Google Scholar] [CrossRef]
- MOTA, A.M.A.; Lima, A.A.S.; Santos, F.F.P.; Caselli, F.D.T.R.; Viegas, R.A. Pirólise da biomassa lignocelulósica: Uma revisão. Rev. GEINTEC-Gestão Inovação E Tecnol. 2015, 5, 2511–2525. [Google Scholar] [CrossRef]
- da Silva Mota, F.D.A.; Viegas, R.A.; da Silva Lima, A.A.; dos Santos, F.F.P.; Caselli, F.D.T.R. Pirólise da biomassa lignocelulósica: Uma revisão pyrolysis of lignocellulose biomass: A review. Rev. GEINTEC 2015, 5, 2511–2525. [Google Scholar] [CrossRef]
- Bridgwater, T. Biomass for energy. J. Sci. Food Agric. 2006, 86, 1755–1768. [Google Scholar] [CrossRef]
- Bridgwater, A. Principles and practice of biomass fast pyrolysis processes for liquids. J. Anal. Appl. Pyrolysis 1999, 51, 3–22. [Google Scholar] [CrossRef]
- Czernik, S.; Bridgwater, A. Overview of applications of biomass fast pyrolysis oil. Energy Fuels 2004, 18, 590–598. [Google Scholar] [CrossRef]
- Demirbas, A. The influence of temperature on the yields of compounds existing in bio-oils obtained from biomass samples via pyrolysis. Fuel Process. Technol. 2007, 88, 591–597. [Google Scholar] [CrossRef]
- Demirbas, A. Combustion characteristics of different biomass fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Lehmann, J.; Joseph, S. Biochar for Environmental Management: Science, Technology and Implementation; Routledge: Abingdon-on-Thames, UK, 2015. [Google Scholar]
- Mašek, O.; Brownsort, P.; Cross, A.; Sohi, S. Influence of production conditions on the yield and environmental stability of biochar. Fuel 2013, 103, 151–155. [Google Scholar] [CrossRef]
- Huang, G.; Chen, F.; Wei, D.; Zhang, X.; Chen, G. Biodiesel production by microalgal biotechnology. Appl. Energy 2010, 87, 38–46. [Google Scholar] [CrossRef]
- Kanaujia, P.K.; Sharma, Y.; Agrawal, U.; Garg, M. Analytical approaches to characterizing pyrolysis oil from biomass. TrAC Trends Anal. Chem. 2013, 42, 125–136. [Google Scholar] [CrossRef]
- Das, L.M.; Gulati, R.; Gupta, P.K. A comparative evaluation of the performance characteristics of a spark ignition engine using hydrogen and compressed natural gas as alternative fuels. Int. J. Hydrog. Energy 2000, 25, 783–793. [Google Scholar] [CrossRef]
- Saidur, R.; Jahirul, M.I.; Moutushi, T.Z.; Imtiaz, H.; Masjuki, H.H. Effect of partial substitution of diesel fuel by natural gas on performance parameters of a four-cylinder diesel engine. Proc. Inst. Mech. Eng. Part A J. Power Energy 2007, 221, 1–10. [Google Scholar] [CrossRef]
- He, M.; Xiao, B.; Liu, S.; Hu, Z.; Guo, X.; Luo, S.; Yang, F. Syngas production from pyrolysis of municipal solid waste (MSW) with dolomite as downstream catalysts. J. Anal. Appl. Pyrolysis 2010, 87, 181–187. [Google Scholar] [CrossRef]
- Kantarelis, E.; Zabaniotou, A. Valorization of cotton stalks by fast pyrolysis and fixed bed air gasification for syngas production as precursor of second generation biofuels and sustainable agriculture. Bioresour. Technol. 2009, 100, 942–947. [Google Scholar] [CrossRef] [PubMed]
- Tang, L.; Huang, H. Plasma pyrolysis of biomass for production of syngas and carbon adsorbent. Energy Fuels 2005, 19, 1174–1178. [Google Scholar] [CrossRef]
- Ahmed, I.; Gupta, A.K. Syngas yield during pyrolysis and steam gasification of paper. Appl. Energy 2009, 86, 1813–1821. [Google Scholar] [CrossRef]
- Fernández, Y.; Menéndez, J.A. Influence of feed characteristics on the microwave-assisted pyrolysis used to produce syngas from biomass wastes. J. Anal. Appl. Pyrolysis 2011, 91, 316–322. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory; Academic Press: Cambridge, MA, USA, 2018. [Google Scholar]
- Basu, P.; Kaushal, P. Modeling of pyrolysis and gasification of biomass in fluidized beds: A review. Chem. Prod. Process Model. 2009, 4. [Google Scholar] [CrossRef]
- Basu, P.; Sadhukhan, A.K.; Gupta, P.; Rao, S.; Dhungana, A.; Acharya, B. An experimental and theoretical investigation on torrefaction of a large wet wood particle. Bioresour. Technol. 2014, 159, 215–222. [Google Scholar] [CrossRef] [PubMed]
- Basu, P.; Acharya, B.; Dutra, A. Gasification in fluidized beds—Present status & design. In Proceedings of the 20th International Conference on Fluidized Bed Combustion, Xi’an, China, 18–21 May 2009; pp. 97–103. [Google Scholar]
- Papadikis, K.; Gu, S.; Bridgwater, A. CFD modelling of the fast pyrolysis of biomass in fluidised bed reactors. Part b: Heat, momentum and mass transport in bubbling fluidised beds. Chem. Eng. Sci. 2009, 64, 1036–1045. [Google Scholar] [CrossRef]
- Deo, M.D.; Fletcher, J.V.; Shun, D.; Hanson, F.V.; Oblad, A.G. Modelling the pyrolysis of tar sands in fluidized bed reactors. Fuel 1991, 70, 1271–1276. [Google Scholar] [CrossRef]
- Zhang, S.; Yan, Y.; Li, T.; Ren, Z. Upgrading of liquid fuel from the pyrolysis of biomass. Bioresour. Technol. 2005, 96, 545–550. [Google Scholar] [CrossRef] [PubMed]
- Bridgwater, A.; Peacocke, G. Fast pyrolysis processes for biomass. Renew. Sustain. Energy Rev. 2000, 4, 1–73. [Google Scholar] [CrossRef]
- Lappas, A.; Samolada, M.; Iatridis, D.; Voutetakis, S.; Vasalos, I. Biomass pyrolysis in a circulating fluid bed reactor for the production of fuels and chemicals. Fuel 2002, 81, 2087–2095. [Google Scholar] [CrossRef]
- Wang, X.; Kersten, S.R.; Prins, W.; van Swaaij, W.P. Biomass pyrolysis in a fluidized bed reactor. Part 2: Experimental validation of model results. Ind. Eng. Chem. Res. 2005, 44, 8786–8795. [Google Scholar] [CrossRef]
- Kersten, S.R.; Wang, X.; Prins, W.; van Swaaij, W.P. Biomass pyrolysis in a fluidized bed reactor. Part 1: Literature review and model simulations. Ind. Eng. Chem. Res. 2005, 44, 8773–8785. [Google Scholar] [CrossRef]
- De Filippis, P.; Borgianni, C.; Paolucci, M.; Pochetti, F. Gasification process of cuban bagasse in a two-stage reactor. Biomass Bioenergy 2004, 27, 247–252. [Google Scholar] [CrossRef]
- Leung, D.Y.; Yin, X.; Wu, C. A review on the development and commercialization of biomass gasification technologies in china. Renew. Sustain. Energy Rev. 2004, 8, 565–580. [Google Scholar] [CrossRef]
- Wang, L.; Weller, C.L.; Jones, D.D.; Hanna, M.A. Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production. Biomass Bioenergy 2008, 32, 573–581. [Google Scholar] [CrossRef]
- Chopra, S.; Jain, A. A review of fixed bed gasification systems for biomass. 2007. Available online: https://ecommons.cornell.edu/bitstream/handle/1813/10671/Invited?sequence=1 (accessed on 9 November 2018).
- Martini, P.R.R. Conversão Pirolítica de Bagaço Residual da Indústria de Suco de Laranja e Caracterização Química dos Produtos. Ph.D. Thesis, UFSM, Santa Maria, Brazil, 2009. [Google Scholar]
- Berton, R.P. Análise Teórica Comparativa de Eficiência Energética de Sistemas Integrados Para Pirólise Rápida de Biomassa. Master’s Thesis, University of Campinas, Campinas, Brazil, 2012. [Google Scholar]
- Santos, K.G. Aspectos Fundamentais da Pirólise de Biomassa em Leito de Jorro: Fluidodinâmica e Cinética do Processo. Ph.D. Thesis, Federal University of Uberlândia, Uberlândia, Brazil, 2011. [Google Scholar]
- Aldaco, R.; Irabien, A.; Luis, P. Fluidized bed reactor for fluoride removal. Chem. Eng. J. 2005, 107, 113–117. [Google Scholar] [CrossRef]
- Rao, M.; Singh, S.; Sodha, M.; Dubey, A.; Shyam, M. Stoichiometric, mass, energy and exergy balance analysis of countercurrent fixed-bed gasification of post-consumer residues. Biomass Bioenergy 2004, 27, 155–171. [Google Scholar] [CrossRef]
- Warnecke, R. Gasification of biomass: Comparison of fixed bed and fluidized bed gasifier. Biomass Bioenergy 2000, 18, 489–497. [Google Scholar] [CrossRef]
- Radmanesh, R.; Chaouki, J.; Guy, C. Biomass gasification in a bubbling fluidized bed reactor: Experiments and modeling. AIChE J. 2006, 52, 4258–4272. [Google Scholar] [CrossRef]
- Sadaka, S.; Boateng, A. Pyrolysis and Bio-Oil, Agriculture and Natural Resources; FSA1052; University of Arkansas: Fayetteville, AK, USA, 2008. [Google Scholar]
- Li, X.; Grace, J.; Lim, C.; Watkinson, A.; Chen, H.; Kim, J. Biomass gasification in a circulating fluidized bed. Biomass Bioenergy 2004, 26, 171–193. [Google Scholar] [CrossRef]
- Corella, J.; Sanz, A. Modeling circulating fluidized bed biomass gasifiers. A pseudo-rigorous model for stationary state. Fuel Process. Technol. 2005, 86, 1021–1053. [Google Scholar] [CrossRef]
- Sanz, A.; Corella, J. Modeling circulating fluidized bed biomass gasifiers. Results from a pseudo-rigorous 1-dimensional model for stationary state. Fuel Process. Technol. 2006, 87, 247–258. [Google Scholar] [CrossRef]
- Helleur, R.; Popovic, N.; Ikura, M.; Stanciulescu, M.; Liu, D. Characterization and potential applications of pyrolytic char from ablative pyrolysis of used tires. J. Anal. Appl. Pyrolysis 2001, 58, 813–824. [Google Scholar] [CrossRef]
- Jones, S.B.; Valkenburt, C.; Walton, C.W.; Elliott, D.C.; Holladay, J.E.; Stevens, D.J.; Kinchin, C.; Czernik, S. Production of Gasoline and Diesel from Biomass via Fast Pyrolysis, Hydrotreating and Hydrocracking: A Design Case; Pacific Northwest National Lab. (PNNL): Richland, WA, USA, 2009.
- Jones, S.B.; Snowden-Swan, L.J. Production of Gasoline and Diesel from Biomass via Fast Pyrolysis, Hydrotreating and Hydrocracking: 2012 State of Technology and Projections to 2017; Pacific Northwest National Lab. (PNNL): Richland, WA, USA, 2013.
- Verma, M.; Godbout, S.; Brar, S.; Solomatnikova, O.; Lemay, S.; Larouche, J. Biofuels production from biomass by thermochemical conversion technologies. Int. J. Chem. Eng. 2012, 2012, 542426. [Google Scholar] [CrossRef]
- Nam, H.; Capareda, S.C.; Ashwath, N.; Kongkasawan, J. Experimental investigation of pyrolysis of rice straw using bench-scale auger, batch and fluidized bed reactors. Energy 2015, 93, 2384–2394. [Google Scholar] [CrossRef]
- Phan, B.M.Q.; Duong, L.T.; Nguyen, V.D.; Tran, T.B.; Nguyen, M.H.H.; Nguyen, L.H.; Nguyen, D.A.; Luu, L.C. Evaluation of the production potential of bio-oil from vietnamese biomass resources by fast pyrolysis. Biomass Bioenergy 2014, 62, 74–81. [Google Scholar] [CrossRef]
- Montoya, J.I.; Valdés, C.; Chejne, F.; Gómez, C.A.; Blanco, A.; Marrugo, G.; Osorio, J.; Castillo, E.; Aristóbulo, J.; Acero, J. Bio-oil production from Colombian bagasse by fast pyrolysis in a fluidized bed: An experimental study. J. Anal. Appl. Pyrolysis 2015, 112, 379–387. [Google Scholar] [CrossRef]
- Boateng, A.A.; Daugaard, D.E.; Goldberg, N.M.; Hicks, K.B. Bench-scale fluidized-bed pyrolysis of switchgrass for bio-oil production. Ind. Eng. Chem. Res. 2007, 46, 1891–1897. [Google Scholar] [CrossRef]
- Greenhalf, C.E.; Nowakowski, D.J.; Harms, A.B.; Titiloye, J.O.; Bridgwater, A.V. A comparative study of straw, perennial grasses and hardwoods in terms of fast pyrolysis products. Fuel 2013, 108, 216–230. [Google Scholar] [CrossRef]
- Scott, D.S.; Majerski, P.; Piskorz, J.; Radlein, D. A second look at fast pyrolysis of biomass—The RTI process. J. Anal. Appl. Pyrolysis 1999, 51, 23–37. [Google Scholar] [CrossRef]
- Tsai, W.T.; Lee, M.K.; Chang, Y.M. Fast pyrolysis of rice husk: Product yields and compositions. Bioresour. Technol. 2007, 98, 22–28. [Google Scholar] [CrossRef] [PubMed]
- Garcı̀a-Pèrez, M.; Chaala, A.; Roy, C. Vacuum pyrolysis of sugarcane bagasse. J. Anal. Appl. Pyrolysis 2002, 65, 111–136. [Google Scholar] [CrossRef]
- Garcia-Nunez, J.A.; Pelaez-Samaniego, M.R.; Garcia-Perez, M.E.; Fonts, I.; Abrego, J.; Westerhof, R.J.M.; Garcia-Perez, M. Historical developments of pyrolysis reactors: A review. Energy Fuels 2017, 31, 5751–5775. [Google Scholar] [CrossRef]
- Le Brech, Y.; Jia, L.; Cissé, S.; Mauviel, G.; Brosse, N.; Dufour, A. Mechanisms of biomass pyrolysis studied by combining a fixed bed reactor with advanced gas analysis. J. Anal. Appl. Pyrolysis 2016, 117, 334–346. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, T.; Ma, L.; Zhang, Q.; Chen, G. Technology of bio-oil preparation by vacuum pyrolysis of pine straw. Trans. Chin. Soc. Agric. Eng. 2013, 29, 196–201. [Google Scholar]
- Schulzke, T.; Conrad, S.; Westermeyer, J. Fractionation of flash pyrolysis condensates by staged condensation. Biomass Bioenergy 2016, 95, 287–295. [Google Scholar] [CrossRef]
- Henrich, E.; Dahmen, N.; Weirich, F.; Reimert, R.; Kornmayer, C. Fast pyrolysis of lignocellulosics in a twin screw mixer reactor. Fuel Process. Technol. 2016, 143, 151–161. [Google Scholar] [CrossRef]
- Amutio, M.; Lopez, G.; Alvarez, J.; Olazar, M.; Bilbao, J. Fast pyrolysis of eucalyptus waste in a conical spouted bed reactor. Bioresour. Technol. 2015, 194, 225–232. [Google Scholar] [CrossRef] [PubMed]
- Alvarez, J.; Lopez, G.; Amutio, M.; Bilbao, J.; Olazar, M. Bio-oil production from rice husk fast pyrolysis in a conical spouted bed reactor. Fuel 2014, 128, 162–169. [Google Scholar] [CrossRef]
- Garcìa-Pérez, M.; Chaala, A.; Pakdel, H.; Kretschmer, D.; Roy, C. Vacuum pyrolysis of softwood and hardwood biomass: Comparison between product yields and bio-oil properties. J. Anal. Appl. Pyrolysis 2007, 78, 104–116. [Google Scholar] [CrossRef]
- Sanginés, P.; Domínguez, M.P.; Sánchez, F.; Miguel, G.S. Slow pyrolysis of olive stones in a rotary kiln: Chemical and energy characterization of solid, gas, and condensable products. J. Renew. Sustain. Energy 2015, 7, 043103. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Rogers, J.; Brammer, J. Estimation of the production cost of fast pyrolysis bio-oil. Biomass Bioenergy 2012, 36, 208–217. [Google Scholar] [CrossRef]
- Lora, E.; Andrade, R. Biomass as energy source in brazil. Renew. Sustain. Energy Rev. 2009, 13, 777–788. [Google Scholar] [CrossRef]
- Jackson, T. Material Concerns: Pollution, Profit and Quality of Life; Routledge: Abingdon-on-Thames, UK, 2013. [Google Scholar]
- Demirbas, M.F.; Balat, M.; Balat, H. Potential contribution of biomass to the sustainable energy development. Energy Convers. Manag. 2009, 50, 1746–1760. [Google Scholar] [CrossRef]
- Saxena, R.; Adhikari, D.; Goyal, H. Biomass-based energy fuel through biochemical routes: A review. Renew. Sustain. Energy Rev. 2009, 13, 167–178. [Google Scholar] [CrossRef]
- Hill, J. Environmental costs and benefits of transportation biofuel production from food-and lignocellulose-based energy crops: A review. In Sustainable Agriculture; Springer: New York, NY, USA, 2009; pp. 125–139. [Google Scholar]
- Brick, S.; Lyutse, S. Biochar: Assessing the Promise and Risks to Guide Us Policy; NRDC Issue Paper; Natural Resources Defense Council: New York, NY, USA, 2010. [Google Scholar]
- Calonaci, M.; Grana, R.; Barker Hemings, E.; Bozzano, G.; Dente, M.; Ranzi, E. Comprehensive kinetic modeling study of bio-oil formation from fast pyrolysis of biomass. Energy Fuels 2010, 24, 5727–5734. [Google Scholar] [CrossRef]
- Ahmad, M.; Rajapaksha, A.U.; Lim, J.E.; Zhang, M.; Bolan, N.; Mohan, D.; Vithanage, M.; Lee, S.S.; Ok, Y.S. Biochar as a sorbent for contaminant management in soil and water: A review. Chemosphere 2014, 99, 19–33. [Google Scholar] [CrossRef] [PubMed]
- Hornung, A. Transformation of Biomass: Theory to Practice; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Sattar, A.; Leeke, G.A.; Hornung, A.; Wood, J. Steam gasification of rapeseed, wood, sewage sludge and miscanthus biochars for the production of a hydrogen-rich syngas. Biomass Bioenergy 2014, 69, 276–286. [Google Scholar] [CrossRef]
- Hornung, A.; Apfelbacher, A. Thermal Treatment of Biomass. U.S. Patent No. 8,835,704, 16 September 2014. [Google Scholar]
- Brown, T.R.; Wright, M.M.; Brown, R.C. Estimating profitability of two biochar production scenarios: Slow pyrolysis vs. fast pyrolysis. Biofuels Bioprod. Biorefin. 2011, 5, 54–68. [Google Scholar] [CrossRef]
- Vamvuka, D. Bio-oil, solid and gaseous biofuels from biomass pyrolysis processes—An overview. Int. J. Energy Res. 2011, 35, 835–862. [Google Scholar] [CrossRef]
- Sanna, A. Advanced biofuels from thermochemical processing of sustainable biomass in Europe. BioEnergy Res. 2014, 7, 36–47. [Google Scholar] [CrossRef]
- Rasul, M.; Jahirul, M.I. Recent Developments in Biomass Pyrolysis for Bio-Fuel Production: Its Potential for Commercial Applications; Central Queensland University, Centre for Plant and Water Science, Faculty of Sciences, Engineering and Health: Norman Gardens, Ausralia, 2012. [Google Scholar]
- Brown, D.; Rowe, A.; Wild, P. A techno-economic analysis of using mobile distributed pyrolysis facilities to deliver a forest residue resource. Bioresour. Technol. 2013, 150, 367–376. [Google Scholar] [CrossRef] [PubMed]
- Brown, D. Using Mobile Distributed Pyrolysis Facilities to Deliver a Forest Residue Resource for Bio-Fuel Production. Ph.D. Thesis, University of Victoria, Victoria, BC, Canada, 2013. [Google Scholar]
- Li, D.; Briens, C.; Berruti, F. Improved lignin pyrolysis for phenolics production in a bubbling bed reactor–effect of bed materials. Bioresour. Technol. 2015, 189, 7–14. [Google Scholar] [CrossRef] [PubMed]
- Babu, B.; Chaurasia, A. Pyrolysis of biomass: Improved models for simultaneous kinetics and transport of heat, mass and momentum. Energy Convers. Manag. 2004, 45, 1297–1327. [Google Scholar] [CrossRef]
- Burton, A.; Wu, H. Mechanistic investigation into bed agglomeration during biomass fast pyrolysis in a fluidized-bed reactor. Energy Fuels 2012, 26, 6979–6987. [Google Scholar] [CrossRef]
- Burton, A.H. Bed Agglomeration during Biomass Fast Pyrolysis in a Fluidised Bed Reactor. Ph.D. Thesis, Curtin University, Bentley, Australia, 2016. [Google Scholar]
- Lin, C.-L.; Peng, T.-H.; Wang, W.-J. Effect of particle size distribution on agglomeration/defluidization during fluidized bed combustion. Powder Technol. 2011, 207, 290–295. [Google Scholar] [CrossRef]
- Carrier, M.; Müller, N.; Grandon, H.; Segura, C.; Wilkomirsky, I.; Berg, A. Depolymerization of acetosolv lignin through in-situ catalytic fast pyrolysis. Available online: https://publicaciones.udt.cl/pub/depolymerization-of-acetosolv-lignin-through-in-situ-catalytic-fast-pyrolysis/ (accessed on 9 November 2018).
- Babu, B.; Chaurasia, A. Modeling for pyrolysis of solid particle: Kinetics and heat transfer effects. Energy Convers. Manag. 2003, 44, 2251–2275. [Google Scholar] [CrossRef]
- Solantausta, Y.; Lehto, J.; Oasmaa, A.; Kjäldman, L. Status of fast pyrolysis bio-oil technologies. In Proceedings of the 21st European Biomass Conference and Exhibition (EUBCE 2013), Copenhagen, Denmark, 3–7 June 2013. [Google Scholar]
- Babu, B.; Chaurasia, A. Dominant design variables in pyrolysis of biomass particles of different geometries in thermally thick regime. Chem. Eng. Sci. 2004, 59, 611–622. [Google Scholar] [CrossRef]
- Babu, B.; Chaurasia, A. Heat transfer and kinetics in the pyrolysis of shrinking biomass particle. Chem. Eng. Sci. 2004, 59, 1999–2012. [Google Scholar] [CrossRef]
- Thunman, H.; Niklasson, F.; Johnsson, F.; Leckner, B. Composition of volatile gases and thermochemical properties of wood for modeling of fixed or fluidized beds. Energy Fuels 2001, 15, 1488–1497. [Google Scholar] [CrossRef]
- Johansson, R.; Andersson, K.; Leckner, B.; Thunman, H. Models for gaseous radiative heat transfer applied to oxy-fuel conditions in boilers. Int. J. Heat Mass Transf. 2010, 53, 220–230. [Google Scholar] [CrossRef]
- Boulard, D.C. Bio-oil: The New Crude; Ensyn RTPTM Bio-Refinery: Concord, NH, USA, 2002. [Google Scholar]
- Brown, D. Continuous ablative regenerator system. In Proceedings of the 2nd EU-Canada Workshop on Thermal Biomass Processing, 1996; CPL Press: Newbury, UK, 1996; pp. 96–100. [Google Scholar]
- Bridgewater, A.V.; Hogan, E.N. Bio-Oil Production & Utilisation: Proceedings of the 2nd EU-Canada Workshop on Thermal Biomass Processing; CPL Scientific Information Services Ltd.: Newbury, UK, 1996. [Google Scholar]
- Babu, B.; Chaurasia, A. Optimization of pyrolysis of biomass using differential evolution approach. In Proceedings of the Second International Conference on Computational Intelligence, Robotics, and Autonomous Systems (CIRAS-2003), Singapore, 15–18 December 2003. [Google Scholar]
- Thunman, H.; Leckner, B. Thermal conductivity of wood—Models for different stages of combustion. Biomass Bioenergy 2002, 23, 47–54. [Google Scholar] [CrossRef]
- Thunman, H.; Davidsson, K.; Leckner, B. Separation of drying and devolatilization during conversion of solid fuels. Combust. Flame 2004, 137, 242–250. [Google Scholar] [CrossRef]
- Niklasson, F.; Thunman, H.; Johnsson, F.; Leckner, B. Estimation of solids mixing in a fluidized-bed combustor. Ind. Eng. Chem. Res. 2002, 41, 4663–4673. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Density (kg/m3) | Moisture Content (%) | Ash Content (%) | Volatile Matter (%) | Fixed Carbon (%) |
|---|---|---|---|---|---|
| Wood | 380 | 20 | 0.4–1 | 82 | 17 |
| Bituminous coal | 700 | 11 | 8–11 | 35 | 45 |
| Wheat straw | 18 | 16 | 4 | 59 | 21 |
| Barley straw | 210 | 30 | 6 | 46 | 18 |
| Pine | 124 | 17 | 0.03 | - | 16 |
| Polar | 120 | 16.8 | 0.007 | - | - |
| Switchgrass | 108 | 13–15 | 4.5–5.8 | - | - |
| Feedstock | Carbon (%) | Hydrogen (%) | Oxygen (%) | Nitrogen (%) | Ash (%) |
|---|---|---|---|---|---|
| Wood | 51.6 | 6.3 | 41.5 | 0.1 | 1 |
| Bituminous coal | 73.1 | 5.5 | 8.7 | 1.4 | 9 |
| Wheat straw | 48.5 | 5.5 | 3.9 | 0.3 | 4 |
| Barley straw | 45.7 | 6.1 | 38.3 | 0.4 | 6 |
| Pine | 45.7 | 7 | 47 | 0.1 | 0.03 |
| Polar | 48.1 | 5.30 | 46.10 | 0.14 | 0.007 |
| Switchgrass | 44.77 | 5.79 | 49.13 | 0.31 | 4.30 |
| Process | Time (s) | Rate (K/s) | Size (mm) | Temp. (K) | Oil Yield | Char Yield | Gas Yield |
|---|---|---|---|---|---|---|---|
| Slow | 450–550 | 0.1–1 | 5–50 | 550–950 | 30 | 35 | 35 |
| Fast | 0.5–10 | 10–200 | <1 | 850–1250 | 50 | 20 | 30 |
| Flash | <0.5 | >1000 | <0.2 | 1050–1300 | 75 | 12 | 13 |
| Condition | Processes | Products |
|---|---|---|
| <350 °C | Free radical formation, water elimination, and depolymerisation | Formation of carbonyl and carboxyl, the evolution of CO and CO2, and mainly a charred residue |
| 350–450 °C | The split of glycosidic connections of polysaccharide by substitution | A combination of levoglucosan, anhydrides, and oligosaccharides as a tar segment |
| 450–500 °C | Dehydration, rearrangement, and fission of sugar units | Formation of carbonyl compounds |
| >500 °C | A combination of all the above processes | A combination of all the above products |
| Condensation | Unsaturated products shrink and split to the char | A highly reactive char remainder comprising trapped free radicals |
| Pyrolyser | Status (units) | Bio-Oil Yield (wt %) | Operational Complexity | Particle Size | Biomass Variability | Scale-Up | The Inert Gas Flow Rate |
|---|---|---|---|---|---|---|---|
| Fixed bed | Pilot (single), lab (multiple) | 75 | Medium | Large | High | Hard | Low |
| Fluidised bed | Demo (multiple), lab (multiple) | 75 | Medium | Small | Low | Easy | High |
| Recirculating bed | Pilot (multiple), lab (multiple) | 75 | High | Medium | Low | Hard | High |
| Rotating cone | Demo (single) | 70 | Medium | Medium | High | Medium | Low |
| Ablative | Pilot (single), lab (multiple) | 75 | High | Large | High | Hard | Low |
| Screw/auger reactor | Pilot (multiple), lab (multiple) | 70 | Low | Medium | High | Easy | Low |
| Vacuum | Pilot (single), lab (few) | 60 | High | Large | Medium | Hard | Low |
| Feedstock | Reactor Type | Temperature (°C) | Yields (wt %) | References | ||
|---|---|---|---|---|---|---|
| Char | Bio-Oil | Gas | ||||
| Corn stover | Fluidised bed | 450–600 | 28–46 | 35–50 | 11–14 | [120] |
| Rice husk | Fluidised bed | 450 | 29 | 56 | 15 | [121] |
| Corn cob | Fluidised bed | 500 | 20 | 62 | 17 | [121] |
| Sugarcane bagasse | Fluidised bed | 500 | 23 | 73 | 4 | [122] |
| Switchgrass | Fluidised bed | 480 | 13 | 61 | 11 | [123] |
| Miscanthus | Fluidised bed | 505 | 29 | 51 | 12 | [124] |
| Wheat straw | Fluidised bed | 550 | 24 | 54 | 24 | [125] |
| Sunflower hulls | Fluidised bed | 500 | 23 | 57 | 20 | [125] |
| Rice husk | Fixed bed | 100–500 | 42–48 | 28–35 | - | [126] |
| Sugarcane bagasse | Vacuum | 530 | 26 | 51 | 22 | [127] |
| Rice straw | Vacuum | 500 | 35 | 47 | 18 | [128] |
| Douglas fir | Fixed bed | 500 | 22 | 66 | 8 | [129] |
| Pine | Vacuum | 500 | 20 | 50 | 30 | [130] |
| Wood | Ablative | 650 | 6 | 60 | 34 | [131] |
| Barley straw | Ablative | 549 | 32 | 50 | 12 | [128] |
| Rice straw | Auger | 500 | 45 | 26 | 13 | [120] |
| Hardwood | Auger | 500 | 15 | 66 | 18 | [132] |
| Eucalyptus | Conical spouted | 500 | 18 | 75 | 6 | [133] |
| Rice husk | Conical spouted | 450 | 26 | 70 | 4 | [134] |
| Pine chips | Fixed bed | 500 | 31 | 15 | 18 | [135] |
| Softwood | Auger | 500 | 15 | 69 | 16 | [132] |
| Olive stone | Rotary kilns | 500 | 26 | 38 | 55 | [136] |
| Reactor Technology | Organisation/Location | Capacity (kg/h) | Desired Product |
|---|---|---|---|
| Fixed bed | Bio-alternative, USA | 2000 | Char |
| Bubbling fluidised bed | THEE | 500 | Gas |
| Dyna Motive, Canada | 400 | Oil | |
| BEST Energy, Australia | 300 | Oil | |
| Wellman, UK | 250 | Oil | |
| Union Fenosa, Spain | 200 | Oil | |
| Zhejiang University, China | 20 | Oil | |
| RTI, Canada | 20 | Oil | |
| Waterloo University | 3 | Oil | |
| Zhejiang University, China | 3 | Oil | |
| Circulating fluidised bed | Red Arrow, WI; Ensyn | 1700 | Chemicals |
| Red Arrow, WI; Ensyn | 1500 | Chemicals | |
| Ensyn Engineering | 30 | Oil | |
| VTT, Finland, Ensyn | 20 | Oil | |
| Rotating cone | BTG, Netherlands | 200 | Oil |
| University Twente | 10 | Oil | |
| Vacuum | Pyrovac, Canada | 350 | Oil |
| Laval University | 30 | Oil | |
| Ablative | PYTEC, Germany | 250 | Oil |
| BBC, Canada | 10–15 | Char | |
| PYTEC, Germany | 15 | Oil | |
| Vortex | Solar energy research Ins. | 30 | Oil |
| Another type | Fortum, Finland | 350 | Oil |
| University Zaragoza | 100 | Gas | |
| Georgia Tech. Research Ins. | 50 | Oil |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uddin, M.N.; Techato, K.; Taweekun, J.; Rahman, M.M.; Rasul, M.G.; Mahlia, T.M.I.; Ashrafur, S.M. An Overview of Recent Developments in Biomass Pyrolysis Technologies. Energies 2018, 11, 3115. https://0-doi-org.brum.beds.ac.uk/10.3390/en11113115
Uddin MN, Techato K, Taweekun J, Rahman MM, Rasul MG, Mahlia TMI, Ashrafur SM. An Overview of Recent Developments in Biomass Pyrolysis Technologies. Energies. 2018; 11(11):3115. https://0-doi-org.brum.beds.ac.uk/10.3390/en11113115
Chicago/Turabian StyleUddin, M. N., Kuaanan Techato, Juntakan Taweekun, Md Mofijur Rahman, M. G. Rasul, T. M. I. Mahlia, and S. M. Ashrafur. 2018. "An Overview of Recent Developments in Biomass Pyrolysis Technologies" Energies 11, no. 11: 3115. https://0-doi-org.brum.beds.ac.uk/10.3390/en11113115