Techno-Economic Modeling of Biomass Pellet Routes: Feasibility in Italy

 , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Legislative Framework for Biomass Pellets
- Class A1, which corresponds to a higher quality, and maximum ash content of 0.7%;
- Class A2, characterized by an ash content of 1.5%;
- Class B, characterized by a maximum ash content of 3.5%, which can be produced either from sawdust by the cortex, destined to centralized plants of greater dimensions, for commercial or pseudo-industrial application.
3. Biomass Pellet Routes and Agro-Pellet Main Issues
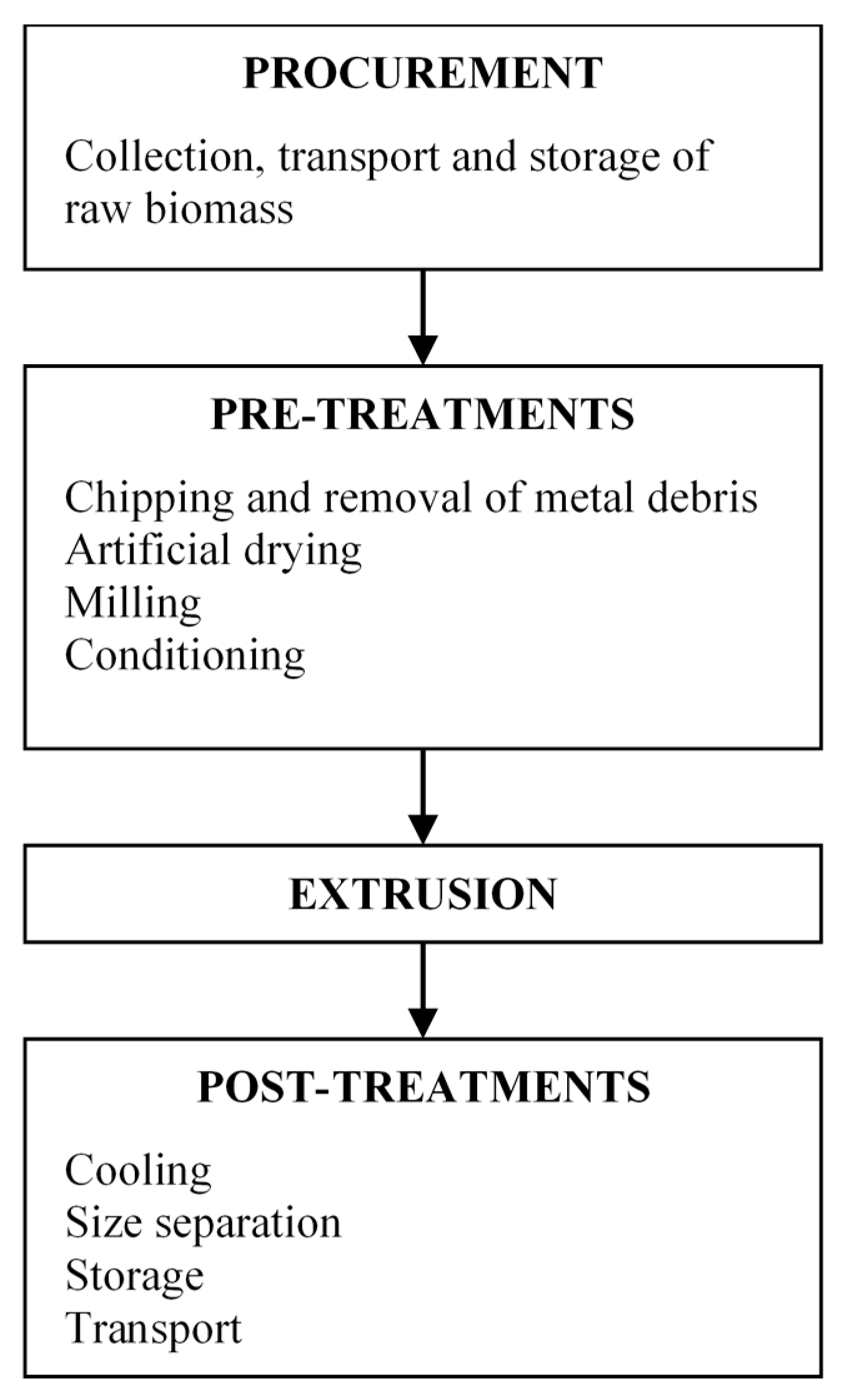
3.1. Biomass Supply
3.2. Biomass Pre-Treatments
3.3. Extrusion
3.4. Post-Treatments
4. Methodology for the Economic Evaluation
5. Application to the Case Study
- In the base case, pellets are produced using by-products of the wood industry, similar to those available in-house by the firm under exam; however, in this scenario, they are purchased externally.
- In this scenario, all the waste virgin wood residues available in-house by the firm (and conveniently mixed with other similar biomass sourced locally, where appropriate) are used for the production of pellets.
- In this scenario, the waste virgin wood residues available in-house by the firm are mixed with other wood residues having a higher moisture content.
- In this scenario, the waste virgin wood residues available in-house by the firm are mixed with lumber mill residues and pruning residues, which all require suitable mechanical pre-treatments, before the drying and extrusion phases.
6. Results
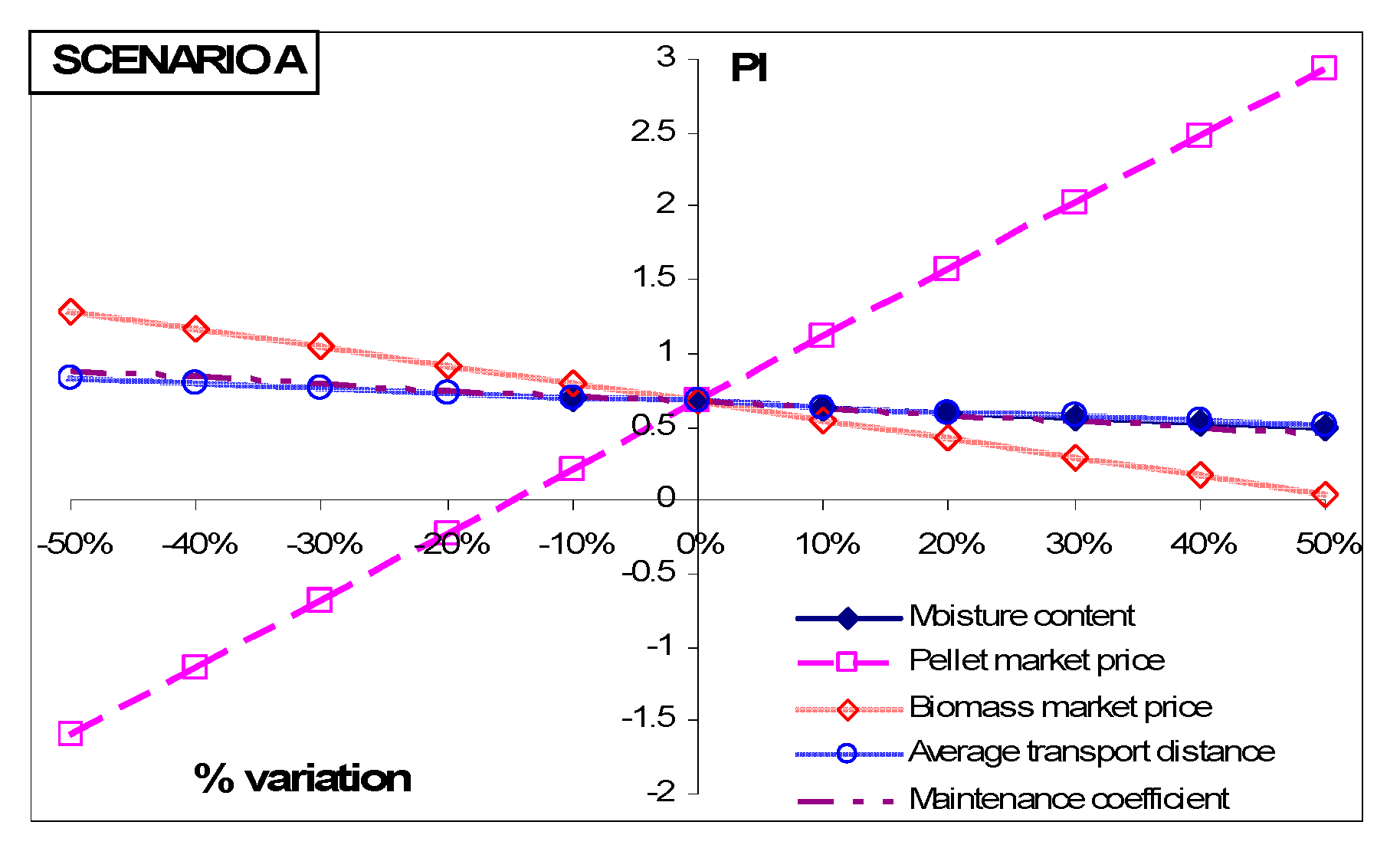
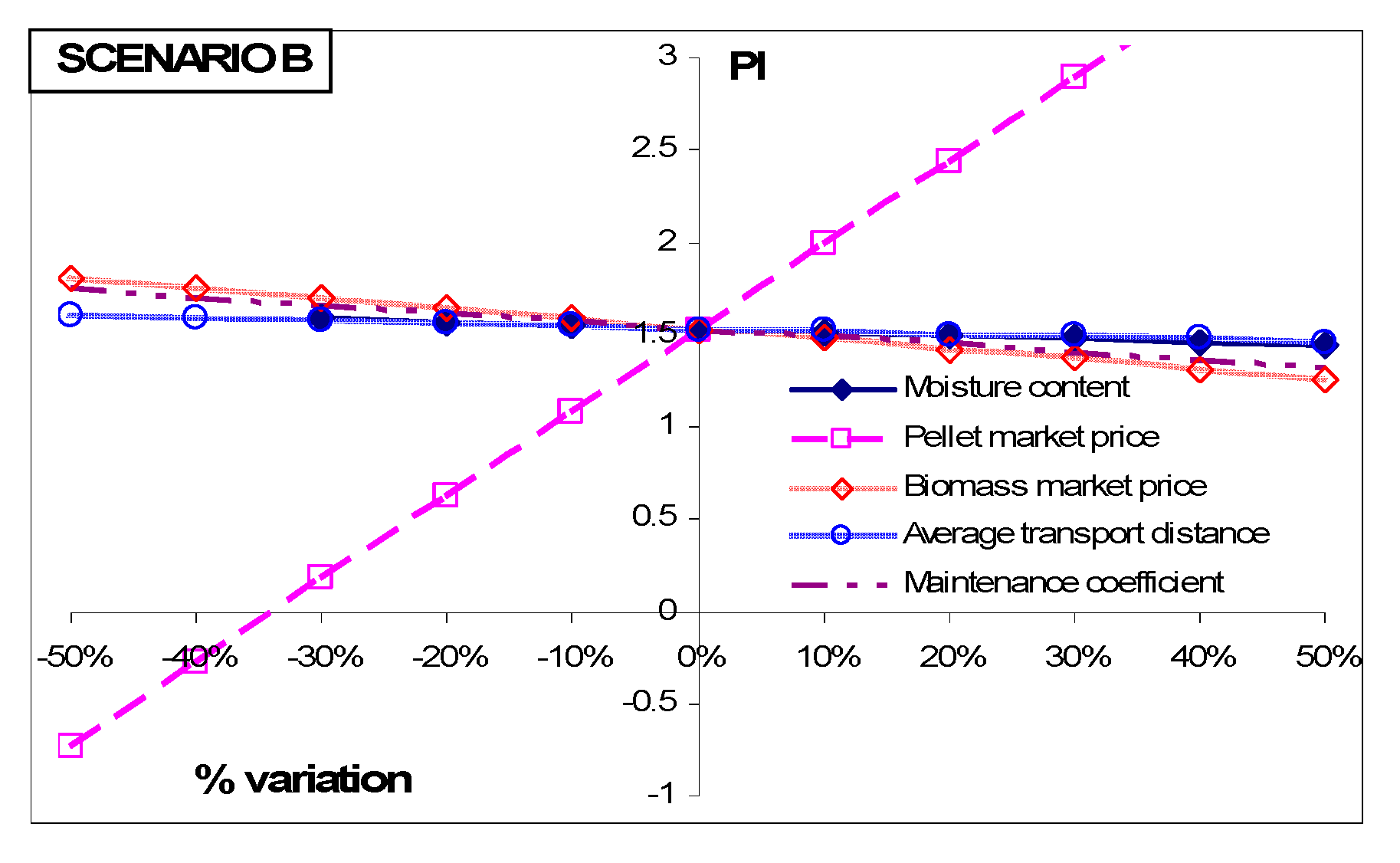
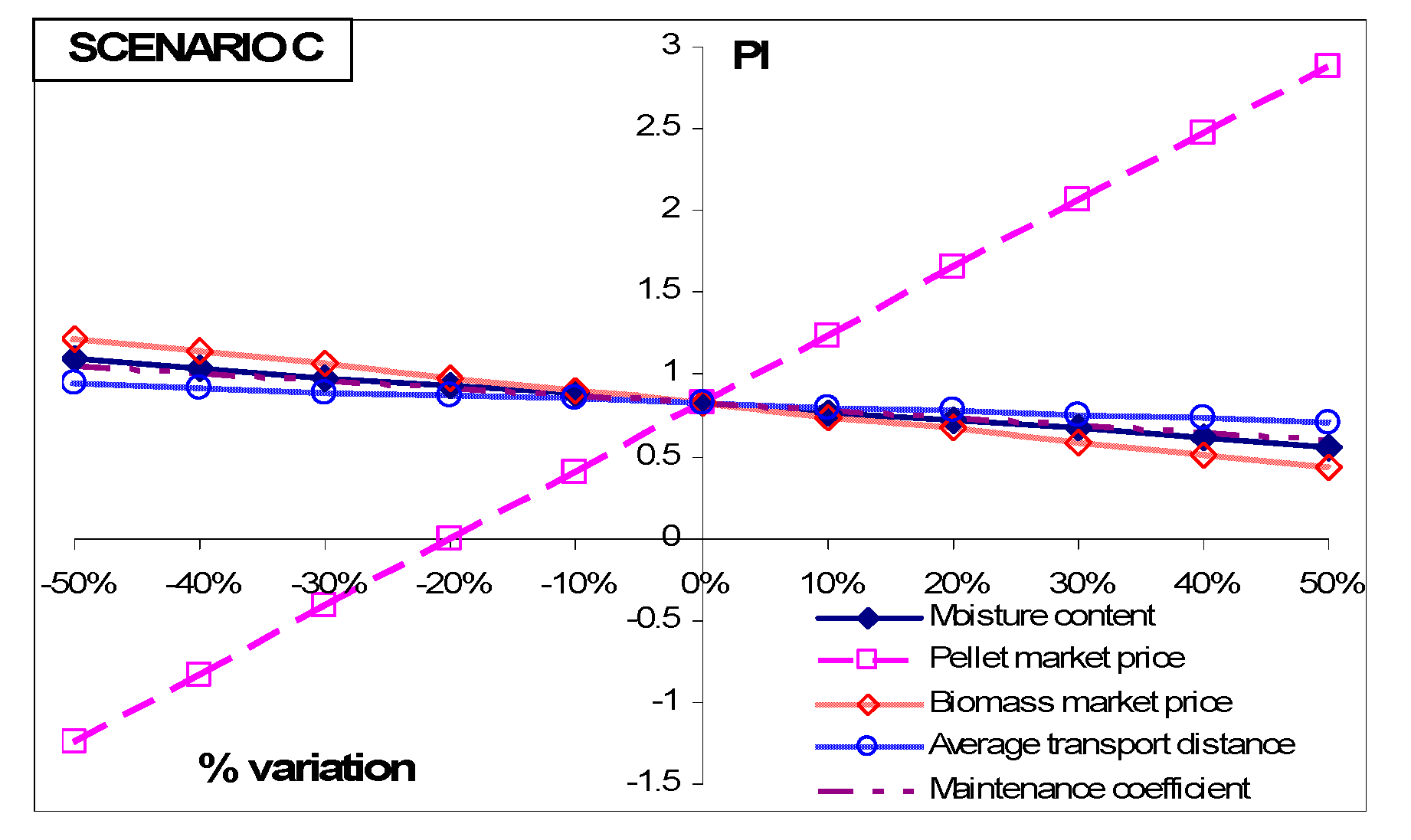
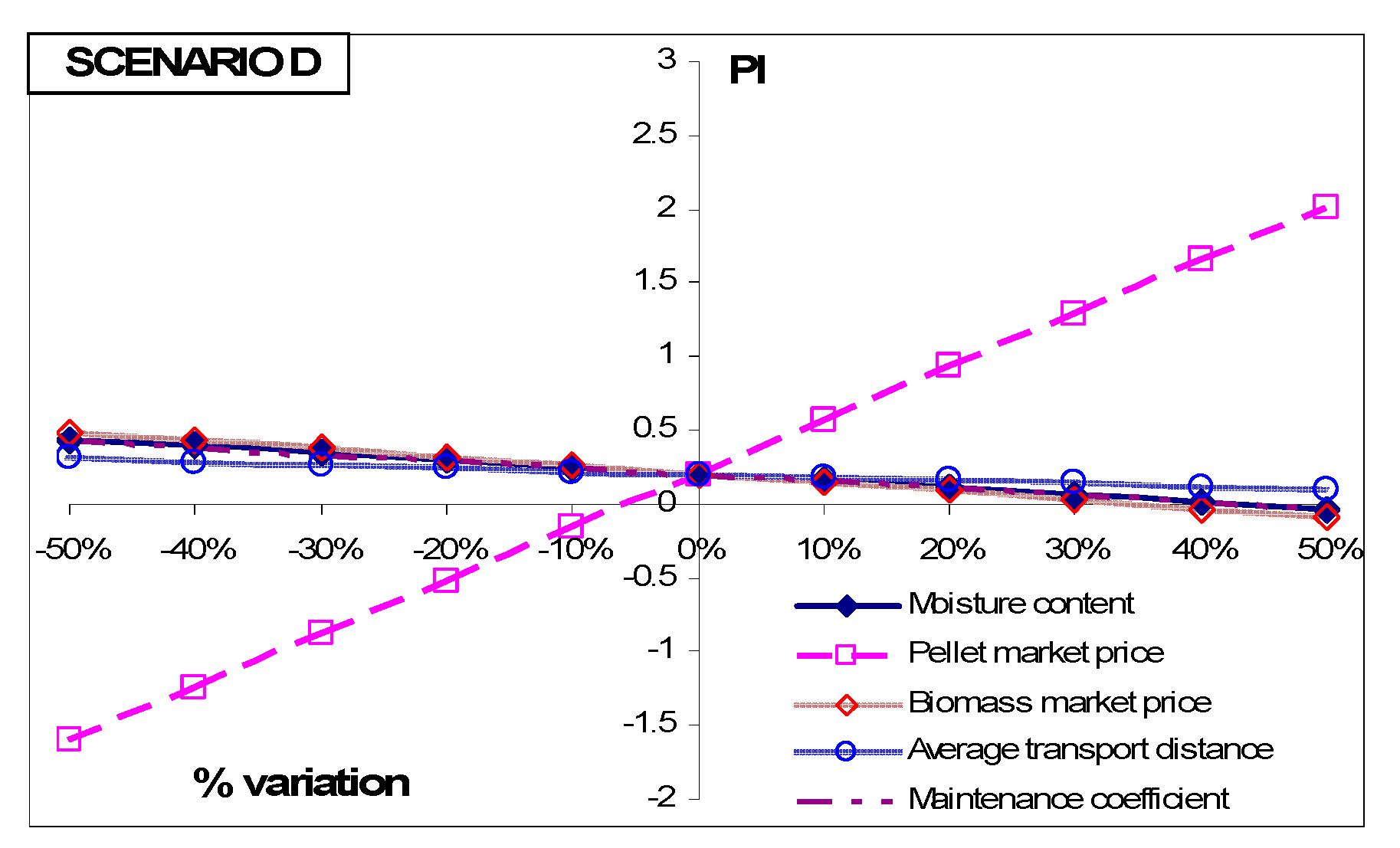
- The market value of pellets is the parameter with the highest impact on the PI. The PI becomes negative for pellet prices of 115, 90, 108 and 127 €/t within scenarios A, B, C, and D, respectively.
- The biomass market price significantly affects the PI, particularly in cases A (where all biomass is sourced externally) and D (where the biomass has a high moisture content). Variations of ±20% in the price of biomass result in variations of the PI of ±36%, ±7%, ±20%, and ±60% within scenarios A, B, C, and D, respectively. In scenario A, the PI becomes negative if the price of biomass is higher than 54 €/t.
- An increase in the moisture content of the raw biomass results in a decrease of the PI, since more biomass is needed, and the costs of drying and transport all correspondingly increase. A variation of ±20% in the moisture content results in variations of the PI of ±10%, ±2%, ±12%, and ±50% within scenarios A, B, C, and D, respectively.
- A variation of ±20% in the average transport distance of the raw biomass results in variations of the PI of ±18%, ±4%, ±10%, and ±45% within scenarios A, B, C, and D, respectively. Notably, a reduction of the transport costs by zero results in an increase in PI by about 46%.
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Nunes, L.J.R.; Matias, J.C.O.; Catalaõ, J.P.S. Mixed biomass pellets for thermal energy production: A review of combustion models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Carlini, M.; Mosconi, E.M.; Castellucci, S.; Villarini, M.; Colantoni, A. An economical evaluation of anaerobic digestion plants fed with organic agro-industrial waste. Energies 2017, 10, 1165. [Google Scholar] [CrossRef]
- Carlini, M.; Castellucci, S.; Moneti, M. Anaerobic co-digestion of olive-mill solid waste with cattle manure and cattle slurry: Analysis of bio-methane potential. Energy Procedia 2015, 81, 354–367. [Google Scholar] [CrossRef] [Green Version]
- Pallozzi, V.; Di Carlo, A.; Bocci, E.; Villarini, M.; Foscolo, P.U.; Carlini, M. Performance evaluation at different process parameters of an innovative prototype of biomass gasification system aimed to hydrogen production. Energy Convers. Manag. 2016, 130, 34–43. [Google Scholar] [CrossRef]
- Council of the European Union. Directive of the European Parliament and of the Council on the Promotion of the Use of Energy from Renewable Sources; Council of the European Union: Brussels, Belgium, 2018. [Google Scholar]
- IRENA. International Renewable Energy Agency n.d. Available online: https://www.irena.org/ (accessed on 26 March 2020).
- IRENA. REmap 2030—Doubling the Global Share of Renewable Energy: A Roadmap to 2030; IRENA: Abu Dhabi, UAE, 2020; Volume 60. [Google Scholar]
- Bulgakov, V.; Pascuzzi, S.; Santoro, F.; Anifantis, A.S. Mathematical model of the plane-parallel movement of the self-propelled root-harvesting machine. Sustainability 2018, 10, 3614. [Google Scholar] [CrossRef] [Green Version]
- Bulgakov, V.; Pascuzzi, S.; Anifantis, A.S.; Santoro, F. Oscillations analysis of front-mounted beet topper machine for biomass harvesting. Energies 2019, 12, 2774. [Google Scholar] [CrossRef] [Green Version]
- Guerrieri, A.S.; Anifantis, A.S.; Santoro, F.; Pascuzzi, S. Study of a large square baler with innovative technological systems that optimize the baling effectiveness. Agriculture 2019, 9, 86. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, K.; Mani, S. Techno-economic assessment of biomass bales storage systems for a large-scale biorefinery. Biofuels Bioprod. Biorefin. 2017, 11, 417–429. [Google Scholar] [CrossRef]
- Parkhurst, K.; Saffron, C.; Miller, R. An energy analysis comparing biomass torrefaction in depots to wind with natural gas combustion for electricity generation. Appl. Energy 2016, 179, 171–181. [Google Scholar] [CrossRef] [Green Version]
- Carlini, M.; Castellucci, S.; Moneti, M. Biogas production from poultry manure and cheese whey wastewater under mesophilic conditions in batch reactor. Energy Procedia 2015, 82, 811–818. [Google Scholar] [CrossRef] [Green Version]
- Carlini, M.; Castellucci, S.; Mennuni, A.; Selli, S. Poultry manure biomass: Energetic characterization and ADM1-based simulation. J. Phys. Conf. Ser. 2019, 1172, 012063. [Google Scholar] [CrossRef]
- Tumuluru, J.; Wright, C.; Hess, J.; Kenney, K. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefin. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- European Commission. Brief on Biomass for Energy in the European Union; European Commission: Brussels, Belgium, 2019; pp. 1–8. [Google Scholar]
- AEBIOM. European Bioenergy Outlook; AEBIOM: Bruxelles, Belgium, 2018. [Google Scholar]
- Hawkins Wright. European Pellet Council (EPC) Survey; Hawkins Wright: Richmond, UK, 2018. [Google Scholar]
- Paniz, A. Development of the Italian Pellet Market; Associazione Italiana Energie Agroforestali: Vancouver, BC, Canada, 2014. [Google Scholar]
- IEA. Global Wood Pellet Industry and Trade Study; IEA: Paris, France, 2017. [Google Scholar]
- GSE. Energy from Renewable Sources in Italy; 2018 Statistical Report; GSE: Kingstree, SC, USA, 2017. [Google Scholar]
- Thek, G.; Obernberger, I. The Pellet Handbook. The Production and Thermal Utilisation of Biomass Pellets; Routledge: London, UK, 2012. [Google Scholar]
- Junginger, M.; Sikkema, R. The global wood pellet trade—Markets; Barriers and Opportunities Workshop Summary: Utrecht, The Netherlands, 2008. [Google Scholar]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Monforti, F.; Lugato, E.; Motola, V.; Bodis, K.; Scarlat, N.; Dallemand, J.F. Optimal energy use of agricultural crop residues preserving soil organic carbon stocks in Europe. Renew. Sustain. Energy Rev. 2015, 44, 519–529. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Sánchez, J.; Dolores Curt, M.; Sanz, M.; Fernández, J. A proposal for pellet production from residual woody biomass in the island of Majorca (Spain). AIMS Energy 2015, 3, 480–504. [Google Scholar] [CrossRef] [Green Version]
- Hoefnagels, R.; Junginger, M. The economic potential of wood pellet production from alternative, low-value wood sources in the southeast of the U.S. Biomass Bioenergy 2014, 71, 443–454. [Google Scholar] [CrossRef]
- Sultana, A.; Kumar, A. Ranking of biomass pellets by integration of economic, environmental and technical factors. Biomass Bioenergy 2012, 39, 344–355. [Google Scholar] [CrossRef]
- Sultana, A.; Kumar, A.; Harfield, D. Development of agri-pellet production cost and optimum size. Bioresour. Technol. 2010, 101, 5609–5621. [Google Scholar] [CrossRef]
- Alakangas, E. New European Pellets Standards; EUBIONET: Jyväskylä Finland, 2011; Volume 4, pp. 1–17. [Google Scholar]
- Home-Austrian Standards. Available online: https://www.austrian-standards.at/home/ (accessed on 26 March 2020).
- Standard-Biofuels and Peat-Fuel Pellets SS 187120. Available online: https://www.sis.se/en/produkter/petroleum-and-related-technologies/fuels/solid-fuels/ss187120/ (accessed on 26 March 2020).
- Bockris JOM. The hydrogen economy: Its history. Int. J. Hydrogen Energy 2013, 38, 2579–2588. [Google Scholar] [CrossRef]
- Pellet Fuels Institute. Available online: https://www.pelletheat.org/ (accessed on 26 March 2020).
- Aiel-Associazione Italiana Energie Agroforestali. Available online: https://www.aielenergia.it/chi_siamo.php (accessed on 26 March 2020).
- International Organization for Standardization. EN 14961-2. Solid Biofuels-Fuel Specification and Classes, Part 1-Wod Pellets for Non-Industrial Use 2010. ISO: Geneva, Switzerland, 2010. [Google Scholar]
- Proskurina, S.; Alakangas, E.; Heinimo, J.; Mikkila, M.; Vakkilainen, E. A survey analysis of the wood pellet industry in Finland: Future perspectives. Energy 2017, 118, 692–704. [Google Scholar] [CrossRef]
- Organization for the Promotion of Energy Technologies (OPET). Wood Pellets in Finland—Technology, Economy, and Market; OPET: Istanbul, Turkey, 2002. [Google Scholar]
- EUBIA. Economics, Applications and Standards. Available online: https://www.eubia.org/cms/wiki-biomass/biomass-pelleting/economics-applications-and-standards/ (accessed on 26 March 2020).
- Nolan, A.; Mc Donnell, K.; Devlin, G.J.; Carroll, J.P.; Finnan, J. Economic analysis of manufacturing costs of pellet production in the republic of ireland using non-woody biomass. Open Renew. Energy J. 2010, 3, 1–11. [Google Scholar] [CrossRef]
- Di Fulvio, F.; Eriksson, G.; Bergström, D. Effects of wood properties and chipping length on the operational efficiency of a 30 kW electric disc chipper. Croat. J. For. Eng. 2017, 36, 85–100. [Google Scholar]
- Pantaleo, A.M.; Giarola, S.; Bauen, A.; Shah, N. Integration of biomass into urban energy systems for heat and power. Part I: An MILP based spatial optimization methodology. Energy Convers. Manag. 2014, 83, 347–361. [Google Scholar] [CrossRef]
- Pantaleo, A.M.; Giarola, S.; Bauen, A.; Shah, N. Integration of biomass into urban energy systems for heat and power. Part II: Sensitivity assessment of main techno-economic factors. Energy Convers. Manag. 2014, 83, 362–376. [Google Scholar] [CrossRef]
- Pantaleo, A.; Pellerano, A.; Carone, M.T. Potentials and feasibility assessment of small scale CHP plants fired by energy crops in Puglia region (Italy). Biosyst. Eng. 2009, 102, 345–359. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Effects |
|---|---|
| Chemical Characteristics | |
| Elements | |
| CI | Emission of dioxynes and furanoids, corrosion issues |
| Emission of NOx, HCN, N2O | |
| N | Emission of SOx |
| S | Corrosion issues, low melting point of ashes |
| K | High melting point of ashes, pollutants in exhaust fumes |
| High melting point of ashes, pollutants in exhaust fumes | |
| Mg, Ka, P | |
| Heavy Metals | |
| Composition of Ashes | Polluting emissions, ash disposal issues |
| Physical Characteristics | |
| Moisture | Storage issues, Low Heating Value (LHV), auto-combustion |
| Density | Transport and storage issues, combustion properties |
| Pellet Size | Fluidity, transport safety, production of dust |
| Mechanical Durability | Changes in pellet quality, leakage |
| Parameter | Austria (1) | Sweden (2) | Germany (3) | USA (4) |
|---|---|---|---|---|
| Size (mm) | 3 < D < 4 L ≤ 100 | L = 5D | - | - |
| Density (kg/m3) | - | ≤500 | - | ≤639 |
| Durability (%, <3 mm) | - | ≤1.5 | - | ≤0.5 |
| Energy Density (MJ/kg) | ≤18.0 | ≤16.9 | 17.5–19.5 | - |
| Moisture (% mass) | ≤12 | ≤10 | ≤12 | - |
| Ashes Content (% mass) | ≤0.5 | ≤1.5 | ≤1.5 | ≤1 |
| Sulfur (% mass) | ≤0.04 | ≤0.08 | ≤0.08 | - |
| Nitrogen (% mass) | ≤0.3 | - | ≤0.3 | - |
| Chlorine (% mass) | ≤0.02 | ≤0.03 | ≤0.03 | - |
| Additives (glues) | Not allowed | To be declared | - | - |
| Features | Category | |||||
|---|---|---|---|---|---|---|
| A1 Tree Trunks and/or Untreated Wood without Bark (No Additives) | A2 Tree Trunks and/or Untreated Wood without Bark (No Additives) | B Forestry Wood, Wood Processing By-Products, Used Wood | ||||
| Diameter D (mm) and Length L (mm) | D = 6–8 L = 3.15–40 | D = 6–8 L = 3.15–40 | 8 ± 0.5 | 6 ± 0.5 | 8 ± 0.5 | From D > 10 ± 1.5 To D < 25 ± 1.0 |
| Moisture (%) | 10 | 10 | 10 | 18 | ||
| Ashes (%) | 0.7 | 1.5 | 3 | To be declared | ||
| Durability (%) | 1 | 1 | 1 | To be declared | ||
| Additives (%) | Not allowed | To be declared (1) | To be declared (1) | To be declared (1) | ||
| Sulfur (%) | 0.05 | 0.05 | 0.05 | To be declared | ||
| Nitrogen (%) | 0.3 | 0.3 | 0.3 | To be declared | ||
| Chlorine (%) | 0.03 | 0.03 | To be declared | To be declared | ||
| Density (kg/m3) | 620–720 | 620–720 | 620–720 | 550 | ||
| LHV (MJ/kg) | 16.9 | 16.9 | 16.2 | To be declared | ||
| Parameters | Unit | Value |
|---|---|---|
| Maximum production capacity Qmax | t/hour | 1.25 |
| Production load factor iU | % | 80 |
| Hourly production capacity Q | t/hour | 1 |
| Number of daily shifts nshifts | - | 2 |
| Number of annual production hours H | hours/year | 3840 |
| Annual pellet production Qpellet | t/year | 3840 |
| Pellet moisture content mpellet | % | 12 |
| Cost of transport ctransport (1) | €/t∙km | 0.15 |
| Drying coefficient kdrying (2) | - | 0.015 |
| Price of electricity Pelectricity | €/MWh | 150 |
| Electricity needed per t of pellet Epellet (3) | MWh/t | 0.15 |
| Annual cost of personnel cunit | €/year∙person | 20,000 |
| Maintenance coefficient kM (4) | % | 10 |
| Lifetime of the plant n | years | 8 |
| Real discount rate r | % | 5 |
| Pellet market value Ppellet | €/t | 135 |
| Parameters | Unit | Values | |||
|---|---|---|---|---|---|
| Scenario | A | B | C | D | |
| Biomass amount (1) | t/year | 4070 | 2420 | 2420 | 2420 |
| Biomass price (1) | €/t | 35 | 0 | 0 | 0 |
| Moisture content (1) | % | 14 | 14 | 14 | 14 |
| Average transport distance (1) | Km | 60 | 0 | 0 | 0 |
| Electricity needed for chipping (1) (*) | MWh/t | 0.02 | 0.02 | 0.02 | 0.02 |
| Biomass amount (2) | t/year | 0 | 1800 | 3300 | 3300 |
| Biomass price (2) | €/t | 0 | 35 | 30 | 25 |
| Moisture content (2) | % | 0 | 18 | 50 | 50 |
| Average transport distance (2) | km | 0 | 60 | 60 | 60 |
| Electricity needed for chipping (2) (*) | MWh/t | 0 | 0.02 | 0.02 | 0.065 |
| Personnel units per shift | units | 2 | 2 | 2 | 3 |
| Investment Costs (1000 €) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Scenario | A | B | C | D | ||||
| Cpell | 420 | 57% | 420 | 57% | 420 | 52% | 420 | 45% |
| Cdry | 30 | 4% | 30 | 4% | 100 | 12% | 100 | 11% |
| Cchip | 40 | 5% | 40 | 5% | 40 | 5% | 150 | 16% |
| Cstore (1) | 200 | 27% | 200 | 27% | 200 | 25% | 200 | 22% |
| Cinst (2) | 30 | 4% | 30 | 4% | 30 | 4% | 30 | 3% |
| Ceng (3) | 20.7 | 3% | 20.7 | 3% | 22.8 | 5% | 26.1 | 3% |
| Total | 740.7 | 100% | 740.7 | 100% | 812.8 | 100% | 926.1 | 100% |
| Operation and Maintenance Costs (1000 €/year) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Scenario | A | B | C | D | ||||
| Cbiomass | 138.3 | 40% | 55.8 | 23% | 63 | 20% | 52.5 | 14% |
| Ctransport | 36.6 | 11% | 16.2 | 7% | 29.7 | 10% | 29.7 | 8% |
| Cdrying | 4.1 | 1% | 5.2 | 2% | 35.9 | 12% | 29.9 | 8% |
| Celectricity | 38.1 | 11% | 38.6 | 16% | 43.1 | 14% | 65.3 | 18% |
| Cpersonnel | 80 | 23% | 80 | 32% | 80 | 26% | 120 | 33% |
| Cmaintenance | 49 | 14% | 49 | 20% | 56 | 18% | 67 | 18% |
| Total | 346.1 | 100% | 246.7 | 100% | 307.7 | 100% | 364.4 | 100% |
| Scenario | A | B | C | D | |
|---|---|---|---|---|---|
| Production cost | €/t | 44.6 | 45.0 | 56.0 | 73.5 |
| Total production cost | €/t | 120.0 | 94.1 | 112.9 | 132.2 |
| Cash flow | k€/year | 172.2 | 271.7 | 210.7 | 154.0 |
| PBT | Year | 4.3 | 2.7 | 3.9 | 6.0 |
| NPV | k€ | 492.7 | 1135 | 669.3 | 189.1 |
| PI | - | 0.67 | 1.53 | 0.82 | 0.20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pantaleo, A.; Villarini, M.; Colantoni, A.; Carlini, M.; Santoro, F.; Rajabi Hamedani, S. Techno-Economic Modeling of Biomass Pellet Routes: Feasibility in Italy. Energies 2020, 13, 1636. https://0-doi-org.brum.beds.ac.uk/10.3390/en13071636
Pantaleo A, Villarini M, Colantoni A, Carlini M, Santoro F, Rajabi Hamedani S. Techno-Economic Modeling of Biomass Pellet Routes: Feasibility in Italy. Energies. 2020; 13(7):1636. https://0-doi-org.brum.beds.ac.uk/10.3390/en13071636
Chicago/Turabian StylePantaleo, Antonio, Mauro Villarini, Andrea Colantoni, Maurizio Carlini, Francesco Santoro, and Sara Rajabi Hamedani. 2020. "Techno-Economic Modeling of Biomass Pellet Routes: Feasibility in Italy" Energies 13, no. 7: 1636. https://0-doi-org.brum.beds.ac.uk/10.3390/en13071636