Dried Spent Yeast and Its Hydrolysate as Nitrogen Supplements for Single Batch and Repeated-Batch Ethanol Fermentation from Sweet Sorghum Juice

Abstract
:1. Introduction
2. Experimental Section
2.1. Microorganism and Inoculum Preparation
2.2. Raw Materials
2.3. Ethanol Production Medium
2.4. Fermentation Processes
2.4.1. Single Batch Fermentation System
2.4.2. Repeated-Batch Fermentation System
2.5. Analytical Methods
2.6. Statistical Analysis
3. Results and Discussion
3.1. Proximate Chemical Composition of DSY and Yeast Extract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (%, dry weight) | DSY | Yeast extract |
|---|---|---|
| Total carbohydrate | 41.92 | 8.98 |
| Protein | 41.75 | 74.50 |
| Total fat | 2.95 | 0.07 |
| Crude fibre | 0.16 | ND a |
| Moisture | 7.30 | 5.19 |
| Ash | 6.08 | 11.26 |
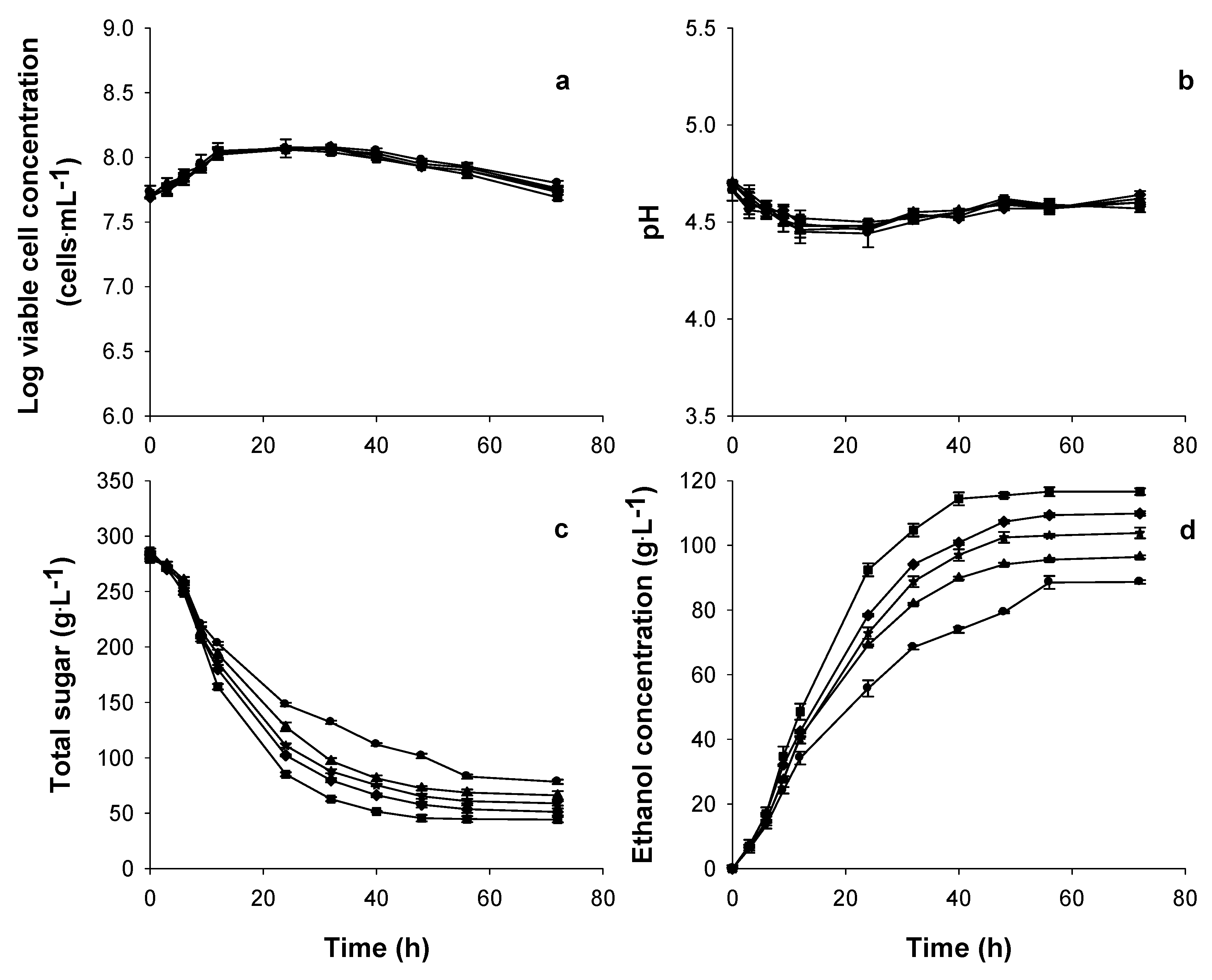
3.2. Effects of DSY for Single Batch Ethanol Fermentation under VHG Conditions

| Nitrogen supplements | Fermentable nitrogen (mg·L−1) | TSC (%) | PE (g·L−1) | Y p/s (g·g−1) | Q p (g·L−1 h−1) | Glycerol (g·L−1) | t (h) | |
|---|---|---|---|---|---|---|---|---|
| Initial | Utilized | |||||||
| None | 272 a | 157 a | 72 a | 89 a | 0.44 a | 1.58 a | 13.5 f | 56 |
| Yeast extract, 9 g·L−1 | 634 h | 315 g | 82 d | 114 g | 0.49 c | 2.86 g | 9.4 a | 40 |
| DSY, 11 g·L−1 | 323 c | 203 d | 74 a,b | 94 c | 0.46 a,b | 1.96 c | 12.5 c | 48 |
| DSY, 16 g·L−1 | 360 e | 221 e | 77 c | 103 e | 0.46 a,b | 2.13 d | 13.5 f | 48 |
| DSY, 21 g·L−1 | 387 g | 231 f | 80 d | 107 f | 0.47 b,c | 2.24 e | 13.3 e,f | 48 |
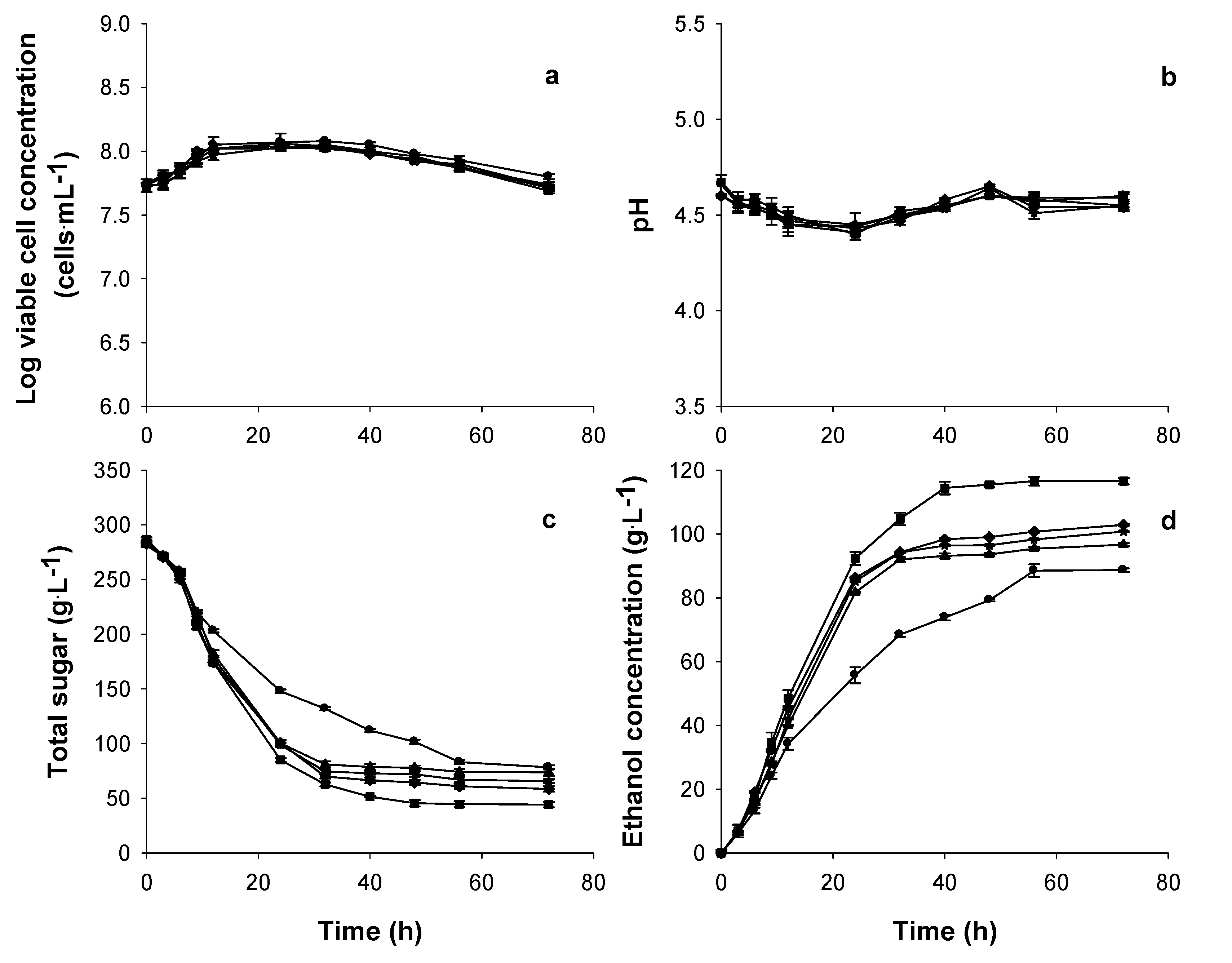
| DSYH, 11 g·L−1 | 311 b | 164 b | 72 a | 92 b | 0.45 a,b | 2.88 g | 11.5 b | 32 |
| DSYH, 16 g·L−1 | 342 d | 176 c | 74 a,b | 94 c | 0.45 a,b | 2.94 h | 12.8 c,d | 32 |
| DSYH, 21 g·L−1 | 363 f | 178 c | 77 b,c | 98 d | 0.45 a,b | 2.46 f | 13.0 d,e | 40 |
3.3. Effects of DSYH on Single Batch Ethanol Fermentation under VHG Conditions

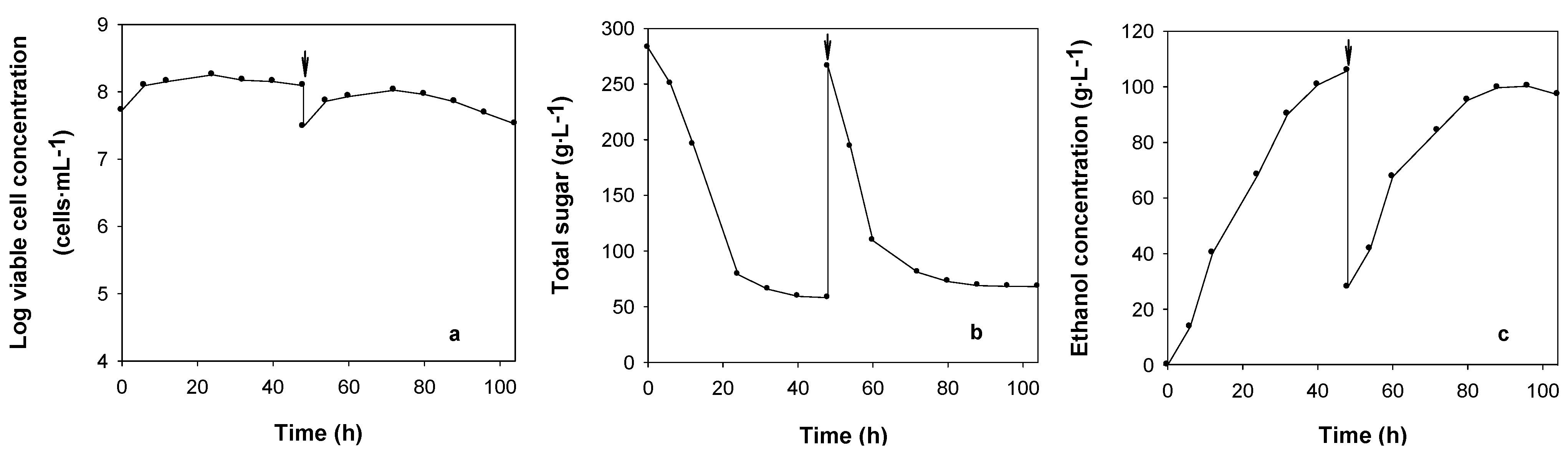
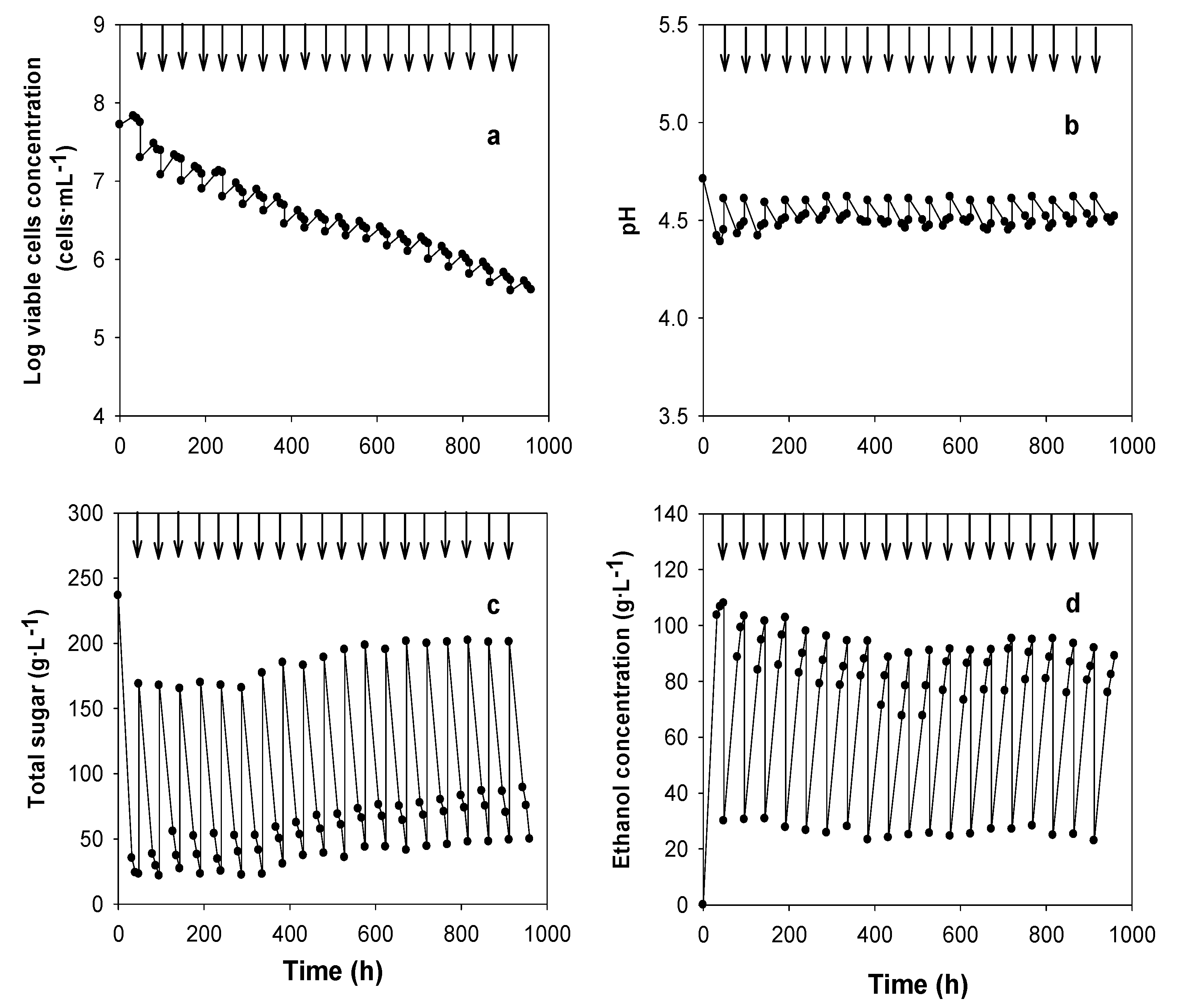
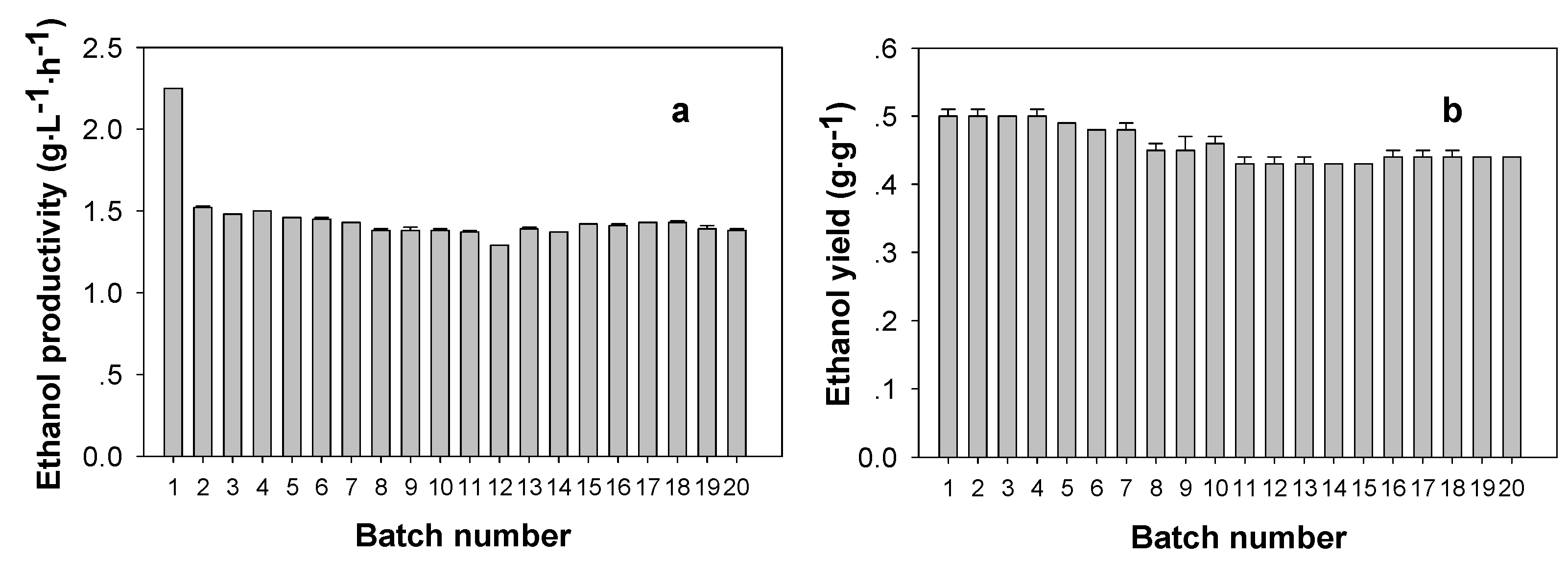
3.4. Repeated-Batch Ethanol Fermentation



4. Conclusions
Acknowledgements
References
- Li, S.-Z.; Chan-Halbrendt, C. Ethanol production in (the) People’s Republic of China: Potential and technologies. Appl. Energy 2009, 86, S162–S169. [Google Scholar] [CrossRef]
- Pokhrel, C.P.; Yadav, R.K.P.; Ohga, S. Agricultural waste residues as potential sources of bioethanol. Sci. World 2008, 6, 19–23. [Google Scholar]
- GÖksungur, Y.; Zorlu, N. Production of ethanol from beet molasses by Ca-alginate immobilized yeast cells in a packed-bed bioreactor. Turk. J. Biol. 2001, 25, 265–275. [Google Scholar]
- Serna-Saldivar, S.O.; Chuck-Hernandez, C.; Perez-Carrillo, E.; Heredia-Olea, E. Sorghum as a Multifunctional Crop for the Production of Fuel Ethanol: Current Status and Future Trends. In Bioethanol; Pinheiro Lima, M.A., Policastro Natalence, A.P., Eds.; In Tech: London, UK, 2012; Chapter 3; pp. 51–74. [Google Scholar]
- Sree, N.K.; Sridhar, M.; Rao, L.V.; Pandey, A. Ethanol production in solid substrate fermentation using thermotolerant yeast. Process Biochem. 1999, 34, 115–119. [Google Scholar] [CrossRef]
- Wu, X.; Staggenborg, S.; Propheter, J.L.; Rooney, W.L.; Yu, J.; Wang, D. Features of sweet sorghum juice and their performance in ethanol fermentation. Ind. Crop Prod. 2010, 31, 164–170. [Google Scholar] [CrossRef]
- Wood, J. Integrating Sweet Sorghum and Sugarcane for Bioenergy: Modelling the Potential for Electricity and Ethanol Production in SE Zimbabwe. Ph.D. Thesis, King’s College, London, UK, March 2000. [Google Scholar]
- Laopaiboon, L.; Nuanpang, S.; Srinophakun, P.; Klanrit, P.; Laopaiboon, P. Ethanol production from sweet sorghum juice using very high gravity technology: Effects of carbon and nitrogen supplementations. Bioresour. Technol. 2009, 100, 4176–4182. [Google Scholar] [CrossRef] [PubMed]
- Bayrock, D.P.; Ingledew, W.M. Application of multistage continuous fermentation for production of fuel alcohol by very-high-gravity fermentation technology. J. Ind. Microbiol. Biotechnol. 2001, 27, 87–93. [Google Scholar] [CrossRef] [PubMed]
- Bai, F.W.; Anderson, W.A.; Moo-Young, M. Ethanol fermentation technologies from sugar and starch feedstocks. Biotechnol. Adv. 2008, 1, 89–105. [Google Scholar] [CrossRef]
- Blieck, L.; Toye, G.; Dumortier, F.; Verstrepen, K.J.; Delvaux, F.R.; Thevelein, J.M.; Dijck, P.V. Isolation and characterization of brewerys yeast variants with improve fermentation performance under high-gravity conditions. Appl. Environ. Microbiol. 2007, 73, 815–824. [Google Scholar] [CrossRef] [PubMed]
- Thomas, K.C.; Hynes, S.H.; Ingledew, W.M. Practical and theoretical considerations in the production of high concentration of alcohol by fermentation. Process Biochem. 1996, 31, 321–331. [Google Scholar] [CrossRef]
- Almeida, R.B.; Almeida e Silva, J.B.; Lima, U.A.; Silva, D.P.; Assis, A.N. Evaluation of fermentation parameters during high-gravity beer production. Braz. J. Chem. Eng. 2001, 18, 459–465. [Google Scholar] [CrossRef]
- Bafrncová, P.; Šmogrovičová, D.; Sláviková, I.; Pátková, J.; Dömény, Z. Improvement of very high gravity ethanol fermentation by media supplementation using Sacchromyces serevisiae. Biotechnol. Lett. 1999, 21, 337–341. [Google Scholar] [CrossRef]
- Laopaiboon, L.; Nuanpeng, S.; Srinophakun, P.; Klanrit, P.; Laopaiboon, P. Selection of Saccharomyces cerevisiae and investigation of its performance for very high gravity ethanol fermentation. Biotechnology 2008, 7, 493–498. [Google Scholar] [CrossRef]
- Khongsay, N.; Laopaiboon, L.; Jaisil, P.; Laopaiboon, P. Optimization of agitation and aeration for very high gravity ethanol fermentation from sweet sorghum juice by Saccharomyces cerevisiae using an orthogonal array design. Energies 2012, 5, 561–576. [Google Scholar] [CrossRef]
- Gao, M.T.; Hirata, M.; Toorisaka, E.; Hano, E. Study on acid-hydrolysis of spent cells for lactic acid fermentation. Biochem. Eng. J. 2006, 28, 87–91. [Google Scholar] [CrossRef]
- Sridee, W.; Laopaiboon, L.; Jaisil, P.; Laopaiboon, P. The use of dried spent yeast as a low c-cost nitrogen supplementation from sweet sorghum juice under very high gravity condition. Electron. J. Biotechnol. 2011, 14, 1–15. [Google Scholar]
- Bai, F.W.; Chen, L.J.; Zhang, Z.; Anderson, W.A.; Moo-Young, M. Continuous ethanol production and evaluation of yeast cell lysis and viability loss under very high gravity medium conditions. J. Biotechnol. 2004, 110, 287–293. [Google Scholar] [CrossRef] [PubMed]
- Laopaiboon, L.; Thanonkeo, P.; Jaisil, P.; Laopaiboon, P. Ethanol production from sweet sorghum juice in batch and fed-batch fermentations by Saccharomyces cerevisiae. World J. Microbiol. Biotechnol. 2007, 23, 1497–1501. [Google Scholar] [CrossRef]
- Ariyajarearnwong, P.; Laopaiboon, L.; Jaisil, P.; Laopaiboon, P. Repeated-batch ethanol fermentation from sweet sorghum juice by free cells of Saccharomyces cerevisiae NP 01. Afr. J. Biotechnol. 2011, 10, 13909–13918. [Google Scholar]
- Ariyajaroenwong, P.; Laopaiboon, P.; Jaisil, P.; Laopaiboon, L. Repeated-batch ethanol production from sweet sorghum juice by Saccharomyces cerevisiae immobilized on sweet sorghum stalks. Energies 2012, 5, 1215–1228. [Google Scholar] [CrossRef]
- Alfenore, S.; Cameleyre, X.; Benbadis, L.; Bideaux, C.; Uribelarrea, J.-L.; Goma, G.; Molina-Jouve, C.; Guillouet, S.E. Aeration strategy: A need for very high ethanol performance in Saccharomyces cerevisiae fed-batch process. Appl. Microbiol. Biotechnol. 2004, 63, 537–542. [Google Scholar] [CrossRef] [PubMed]
- Tang, Y.Q.; An, M.Z.; Zhong, Y.L.; Shigeru, M.; Wu, X.-L.; Kida, K. Continuous ethanol fermentation from non-sulfuric acid-washed molasses using traditional stirred tank reactor and the flocculating yeast strain KF7. J. Biosci. Bioeng. 2010, 109, 41–42. [Google Scholar] [CrossRef] [PubMed]
- Stanbury, P.F.; Whitaker, A.; Hall, S.J. Principles of Fermentation Technology; Pergamon Press: Oxford, UK, 1995; pp. 13–33. [Google Scholar]
- Anastassiadis, S.; Rehm, H.J. Citric acid production from glucose by yeast Candida oleophila ATCC 20177 under batch, continuous and repeated batch cultivation. Electron. J. Biotechnol. 2006, 9, 26–39. [Google Scholar] [CrossRef]
- Roehr, M. The Biotechnology of Ethanol: Classical and Future Applications; Wiley-VCH: Weinheim, Germany, 2001; pp. 139–145. [Google Scholar]
- Nuanpeng, S.; Laopaiboon, L.; Srinophakun, P.; Klanrit, P.; Jaisil, P.; Laopaiboon, P. Ethanol production from sweet sorghum juice under very high gravity conditions: Batch, repeated-batch and scale up fermentation. Electron. J. Biotechnol. 2011, 14, 1–12. [Google Scholar]
- Deesuth, O.; Laopaiboon, P.; Jaisil, P.; Laopaiboon, L. Optimization of nitrogen and metal ions supplementation for very high gravity bioethanol fermentation from sweet sorghum juice using an orthogonal array design. Energies 2012, 5, 3178–3197. [Google Scholar] [CrossRef]
- Association of Official Analytical Chemists (AOAC). Compendium of Methods for Food Analysis; AOAC: Gaithersburg, MD, USA, 2003. [Google Scholar]
- Association of Official Analytical Chemists (AOAC). Animal Feed; AOAC: Gaithersburg, MD, USA, 2005. [Google Scholar]
- Zoecklien, B.W.; Fugelsang, K.C.; Gump, B.H.; Nury, F.S. Wine Analysis and Production; Chapman & Hall: New York, NY, USA, 1995. [Google Scholar]
- Madigan, M.T.; Martinko, J.M.; Parker, J. Microbial Growth. In Brock Biology of Microorganism, 8th ed.; Prentice Hall International: London; UK, 1997; pp. 149–177. [Google Scholar]
- Halasz, A.; Lasztity, R. Use of Yeast Biomass in Food Production; CRC Press: Boston, FL, USA, 1991. [Google Scholar]
- Novák, L.; Loubiére, P. The metabolic network of Lactococcus lactis: Distriction of 14C-labeled substrates between catabolic and anabolic pathways. J. Bacteriol. 2000, 182, 1136–1143. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.P.; Wu, K.W.; Fukuda, H. Bioethanol production from uncooked raw starch by immobilized surface-engineered yeast cells. Appl. Biochem. Biotechnol. 2008, 145, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Choi, G.W.; Kang, H.W.; Moon, S.K. Repeated-batch fermentation using flocculent hybrid, Saccharomyces cerevisiae CHFY0321 for efficient production of bioethanol. Appl. Microbiol. Biotechnol. 2009, 84, 261–269. [Google Scholar] [CrossRef] [PubMed]
- Ozmichi, S.; Kargi, F. Ethanol fermentation of cheese whet powder solution by repeated fed-batch operation. Enzyme. Microb. Technol. 2007, 41, 169–174. [Google Scholar] [CrossRef]
- D’Amore, T. Improving yeast fermentation performance. J. Inst. Brew. 1992, 98, 375–382. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Suwanapong, S.; Khongsay, N.; Laopaiboon, L.; Jaisil, P.; Laopaiboon, P. Dried Spent Yeast and Its Hydrolysate as Nitrogen Supplements for Single Batch and Repeated-Batch Ethanol Fermentation from Sweet Sorghum Juice. Energies 2013, 6, 1618-1631. https://0-doi-org.brum.beds.ac.uk/10.3390/en6031618
Suwanapong S, Khongsay N, Laopaiboon L, Jaisil P, Laopaiboon P. Dried Spent Yeast and Its Hydrolysate as Nitrogen Supplements for Single Batch and Repeated-Batch Ethanol Fermentation from Sweet Sorghum Juice. Energies. 2013; 6(3):1618-1631. https://0-doi-org.brum.beds.ac.uk/10.3390/en6031618
Chicago/Turabian StyleSuwanapong, Sureerat, Naulchan Khongsay, Lakkana Laopaiboon, Prasit Jaisil, and Pattana Laopaiboon. 2013. "Dried Spent Yeast and Its Hydrolysate as Nitrogen Supplements for Single Batch and Repeated-Batch Ethanol Fermentation from Sweet Sorghum Juice" Energies 6, no. 3: 1618-1631. https://0-doi-org.brum.beds.ac.uk/10.3390/en6031618