3.2. Shape-Recovery Experimental Results
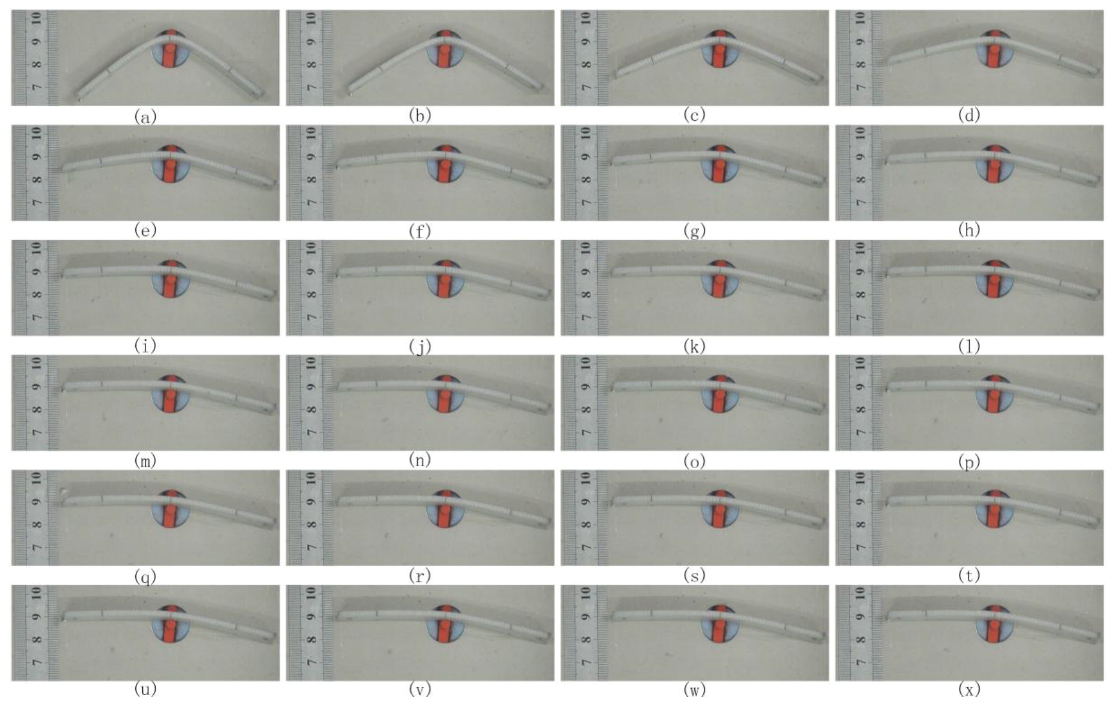
The shape-recovery process of 3D-printed PLA samples was recorded by a digital camera. The digital camera took a picture at intervals of the same time. One of the shape-recovery experimental processes of the 3D-printed PLA sample under the conditions of T
d = 55 °C, T
r = 65 °C, θ = 30° and H = 100 μm is shown in
Figure 4.
Figure 4a–x are photos recorded by a digital camera every 3 s. The shape-recovery ratio R
r and the maximum shape-recovery rate V
m were calculated by the following formulas.
The shape-recovery ratio R
r is the ratio of the difference between the original deformation and the recovery deformation. It is an important characteristic for the quantification of SME. The shape-recovery rate V is the recovery deformation in unit time. It is another important index to measure SME. During shape recovery, the shape-recovery rate varies, so the maximum shape-recovery rate V
m was used as the experimental result in this experiment. The original deflection, the recovery deflection and the final recovery deflection during the recovery process were obtained by using image-processing software. As shown in
Figure 5, three points were marked on each 3D-printed PLA sample before the shape-recovery experiments. The distance from the top mark point 1 to the line that goes through mark points 2 and 3 was measured by using the image-processing software. R
r and V
m can be calculated by Formulas (1) and (2), respectively,
where R
r represents the shape-recovery ratio, S
o denotes the original deflection and S
p is the final recovery deflection; and
where V
m represents the maximum shape-recovery rate, S
i indicates the recovery deflection and t represents the time interval.
The experimental results for the shape-recovery ratio and the maximum shape-recovery rate in the orthogonal experiment are listed in
Table 3. R
r1, R
r2 and R
r3 represent the shape-recovery ratio of the first, second and third experiment respectively. V
m1, V
m2 and V
m3 represent the maximum shape-recovery rate of the first, second and third experiment respectively.
3.3. Range Analysis
The range analysis of the orthogonal experiment is advantageous in that it requires a small number of calculations, involves simple calculations and allows rapid analysis. The range, R, of a factor is defined as the difference between the average value of the maximum level and the average value of the minimum level. A greater range value indicates that this factor exerts a considerable influence on the experimental index and is the main factor. According to range analysis, the primary and secondary factors can be evaluated, and the optimal level of factors and the combination of these optimal levels can be determined. The range analysis results of the orthogonal experiment for the shape-recovery ratio and the maximum shape-recovery rate are listed in
Table 4 and
Table 5.
3.3.1. Shape-Recovery Ratio
(1) Determination of combined optimal levels
The combination of the optimal levels of factors in this experiment was A2B2C2D1. To obtain the maximum shape-recovery ratio, the parameters were set as follows: deformation temperature, 55 °C; recovery temperature, 70 °C; raster angle, 45°; and layer thickness, 150 μm.
(2) Determination of primary and secondary factors
According to the magnitude of the range, RB > RA > RC > RD. Among the experimental factors, the recovery temperature exerted the greatest influence, whereas the layer thickness showed the smallest influence on the shape-recovery ratio.
3.3.2. Maximum Shape-Recovery Rate
(1) Determination of the combined optimal levels
The combination of the optimal levels in this experiment was A2B2C4D4. To obtain the maximum shape-recovery rate, the parameters were set as follows: deformation temperature, 55 °C; recovery temperature, 70 °C; raster angle, 15; and layer thickness, 300 μm.
(2) Determination of primary and secondary factors
According to the magnitude of the range, RB > RD > RA > RC. Among the experimental factors, the recovery temperature exerted the greatest influence, whereas the raster angle showed the least influence on the maximum shape-recovery rate.
3.4. ANOVA Analysis
Range analysis does not quantify the data fluctuations caused by changes in experimental conditions or by experimental errors. In addition, range analysis cannot estimate the size of the experimental error; thus, adopting ANOVA analysis is necessary to compensate for the lack of range analysis. The ANOVA analysis results for the shape-recovery ratio and the maximum shape-recovery rate are presented in
Table 6 and
Table 7.
F represents the variance ratio of the factor. ANOVA analysis indicated that the recovery temperature exerted the most significant effect on the shape recovery ratio, and the F value was significantly higher than the other three factors. However, the influence of layer thickness on the shape-recovery ratio was minimal. The sequence of the primary and secondary influencing factors was as follows: recovery temperature, deformation temperature, raster angle and layer thickness. These results were consistent with those of the range analysis.
ANOVA analysis indicated that the recovery temperature also exerted the most significant effect on the maximum shape-recovery rate, and the F value was higher than those of the other three factors. The raster angle exerted the least influence on the maximum shape-recovery rate. The sequence of the primary and secondary experimental factors that affect the maximum shape-recovery rate was as follows: recovery temperature, layer thickness, deformation temperature and raster angle. The results were consistent with those of the range analysis.
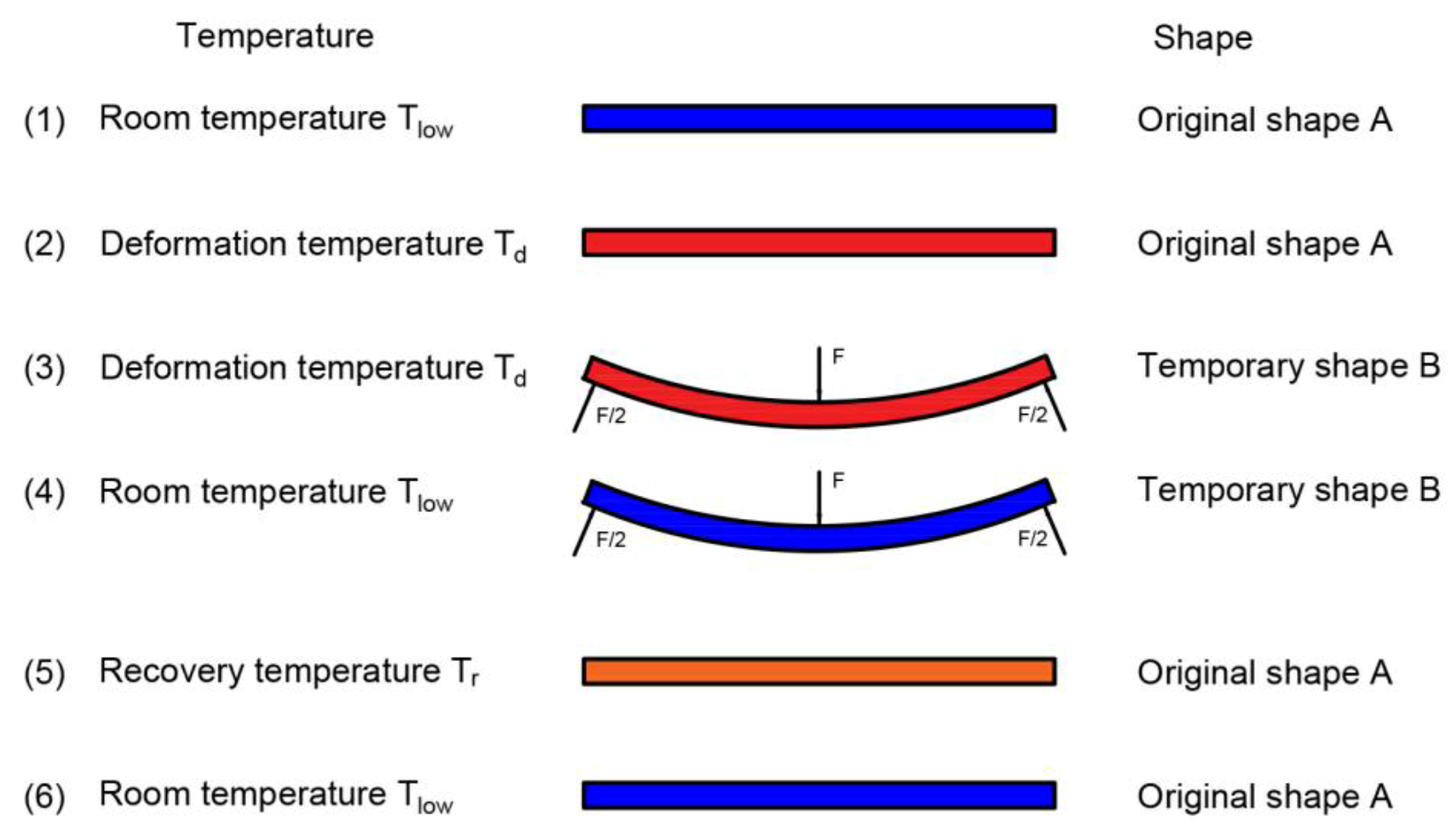
The SME of PLA results from a combination of polymer structure and morphology, which consists of two segregated domains: the crystalline domains as the fixed phase, and the amorphous domains as the reversible phase. A full cycle of the shape-memory procedure consists of three stages of material shape: original shape, temporary shape and original shape recovery [
13]. During the initial stage, physical network points such as crystals and entanglements are formed to maintain the original shape. During the second stage, when PLA is heated to the rubbery state, the mobility of the polymer chains increases. Mobile polymer chains are deformed under the force loaded outside, which causes conformational changes in the amorphous switching phase existing in the material, producing the temporary shape [
16]. When the deformation reaches the desired shape, the loaded PLA is cooled down to below the glass transition temperature. Vitrification of the amorphous phase guarantees the temporary shape fixation. Polymer chains are solidified so that they cannot spontaneously revert back to the original shape. During the third stage, the material is heated again to the rubbery state, and the stretched polymer chains of the amorphous phase, limited by crystals and tightened entanglements, relax to the previous form, releasing the stored deformation energy.
The experimental results indicated that the temperature markedly influenced the shape-recovery ratio and the shape-recovery rate of the PLA samples. With decreasing deformation temperature and increasing recovery temperature, both the shape-recovery ratio and the maximum shape-recovery rate of the PLA samples increased.
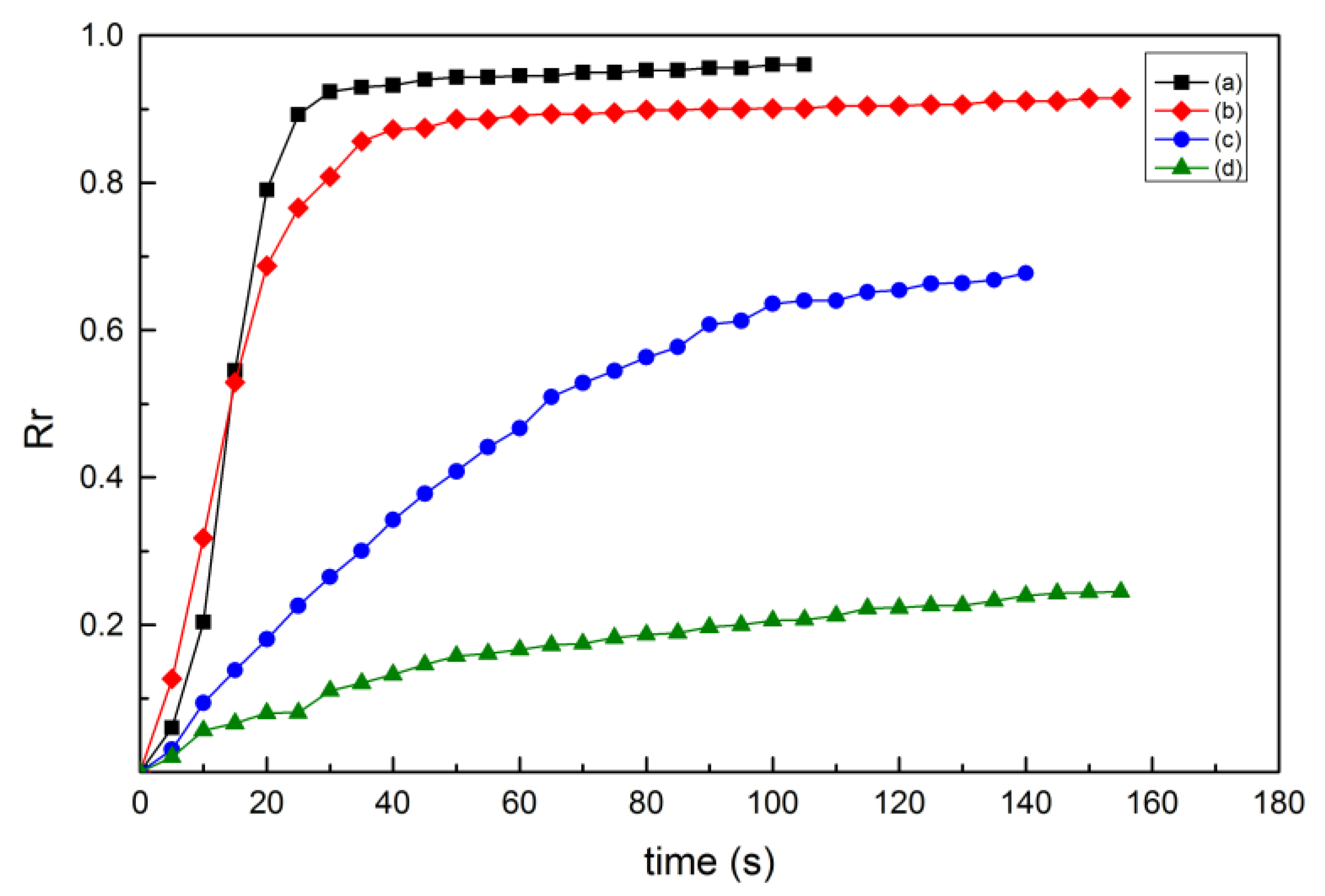
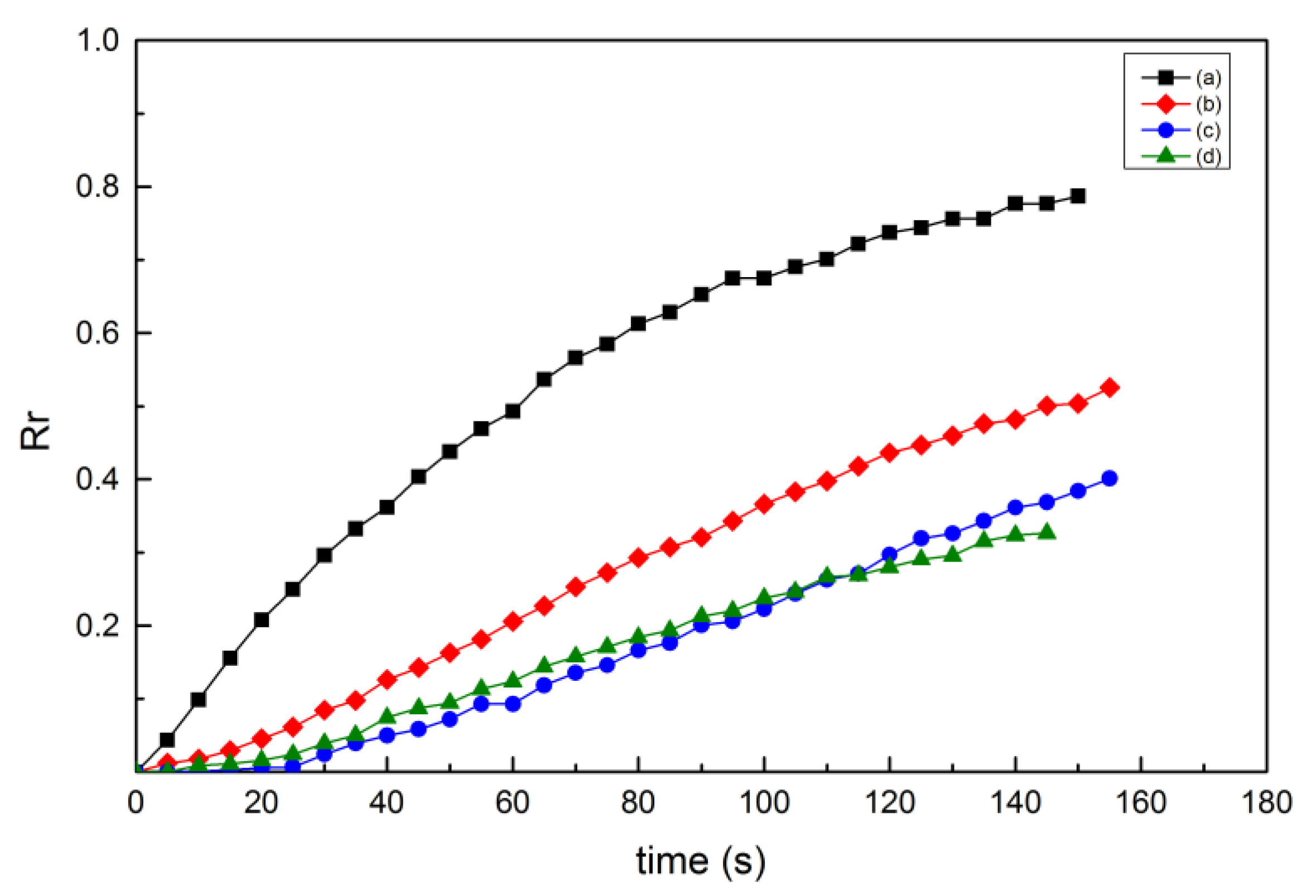
Four curves of the shape-recovery ratio with time, in the shape-recovery experiment of the PLA samples—with the same deformation temperature and different recovery temperature, raster angle and layer thickness—are shown in
Figure 6. The parameters of the PLA samples are as follows: (a) T
d = 55 °C, T
r = 70 °C, θ = 0°, H = 300 μm; (b) T
d = 55 °C, T
r = 65 °C, θ = 30°, H = 100 μm; (c) T
d = 55 °C, T
r = 60 °C, θ = 45°, H = 200 μm; and (d) T
d = 55 °C, T
r = 55 °C, θ = 15° H = 150 μm. With the increase in the recovery temperature, the shape-recovery ratio and the shape-recovery rate of the PLA samples increased.
The recovery temperature had the most significant effect on the shape-recovery ratio and the maximum shape-recovery rate of the PLA samples. The PLA behaved as a physically cross-linked thermoplastic in this study. The amorphous domains of PLA are switching domains, while the crystalline domains act as permanent netpoints stabilizing the original shape [
51]. From a microscale viewpoint, when the shape-recovery process is carried out at or above the glass transition temperature, the dramatic change of polymer chain mobility induced by the glass transition motivates the shape recovery of PLA [
52]. The stretched polymer chains of the amorphous phase, limited by crystals and tightened entanglements, relax to the previous form, releasing the stored stress. From the thermodynamic concepts of entropy and internal energy, the fundamental of shape memory in polymer–physical networks is based on changes in the conformational entropy state [
53]. The driving force for the recovery of the original shape is the entropy of elasticity of the switching chain segments, which gain entropy by moving to a random coil-like conformation. The glass transition temperature of the PLA used in this study was about 63.5 °C in accordance with DMA. When the recovery temperature was 70 or 65 °C, the PLA sample could be heated to the rubbery state with the high chain mobility so that it had sufficient energy to recover its original shape. Under the recovery temperature of 70 °C, the shape-recovery ratio could exceed 90% and the maximum could reach about 98%. However, when the recovery temperature was below the glass transition temperature—that is, 60 or 55 °C—the polymer chain mobility was simply too low to allow significant recovery. No sufficient energy was available for the sample to return to its original shape, and the shape-recovery ratio was relatively low. Under the recovery temperature of 55 °C, the shape-recovery ratio was lower than 25%; for some, it was less than 10%.
Four curves of the shape-recovery ratio with time, in the shape-recovery experiment using the PLA samples with the same recovery temperature and different deformation temperature, raster angle and layer thickness, are shown in
Figure 7. The process parameters of the PLA samples were as follows: (a) T
d = 55 °C, T
r = 60 °C, θ = 45°, H = 200 μm; (b) T
d = 60 °C, T
r = 60 °C, θ = 0°, H = 150 μm; (c) T
d = 65 °C, T
r = 60 °C, θ = 30°, H = 300 μm; and (d) T
d = 70 °C, T
r = 60 °C, θ = 15°, H = 100 μm. With an increase in the deformation temperature, the shape-recovery ratio of the PLA samples decreased.
The difference in deformation temperature can cause a difference in the molecular stability of the material under the same deformation conditions. In accordance with DMA, at low temperatures, PLA obtained a high storage modulus and the material was in a low conformational-entropy state. Thus, for PLA samples to achieve the required deformation, more force was needed and more internal stress was produced in the polymer chains. PLA samples with a low deformation temperature were again heated to the rubbery state. The released stress of molecules stored in the reversible phase was greater, and the greater recovery force caused the shape-recovery ratio and the maximum shape-recovery rate to increase. Deformed at a higher temperature, the storage modulus of the PLA decreased, and the same deformation required less force. Moreover, slippage or dislocation between crystal plates of the crystalline phase could cause irreversible deformation, resulting in a reduction in the shape-recovery ratio.
Layer thickness showed the smallest influence on the shape-recovery ratio of the PLA samples; however, it exerted a greater influence on the maximum shape-recovery rate. The range analysis of the shape-recovery ratio indicated that the optimal level of layer thickness was 150 μm. For the maximum shape-recovery rate, a layer thickness of 300 μm was the optimal level. As the layer thickness increased, the number of printing layers decreased under the condition that the thickness of the sample was constant. When the layer thickness was 300 μm, the PLA sample had the fewest number of layers. The PLA sample had the minimum temperature gradient, and the heat-transfer rate from the outer layers to the inner layers was the highest. In the recovery process, under the same experimental conditions, the inner layers of the PLA warmed faster and achieved the rubbery state faster. The stress stored in the stretched polymer chains was released, and a higher shape-recovery ratio was gained. By contrast, the layer thickness was small, and the printing layer increased, resulting in a greater temperature gradient. The inner layers of the PLA sample were heated slowly. More time was required to achieve the rubbery state; thus, the shape-recovery rate was low.
The raster angle slightly influenced both the shape-recovery ratio and the maximum shape-recovery rate of the PLA sample. The raster angle exerted the smallest effect on the maximum shape-recovery rate. The raster angle of 45° was the optimal level for the shape-recovery ratio. In the printing process, the raster angle between layers was alternated with an angle of 90°. When the raster angle was 45°, the raster angle between the two adjacent layers was 45° and −45°, and each layer was deformed by bending forces, resulting in stretching of the polymer chains of each layer. More stress would be stored in the stretched polymer chains, and a higher shape-recovery ratio would be gained during shape recovery. When the raster angle was 0°, the raster angles of the two adjacent layers were 0° and 90°, respectively. Printed raster with a raster angle of 90° exhibited extremely mild deformation along the force direction, so that the expansion of the polymer chains was minimal, resulting in a decreased shape-recovery ratio during recovery.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}