Nanosilica Extracted from Hexafluorosilicic Acid of Waste Fertilizer as Reinforcement Material for Natural Rubber: Preparation and Mechanical Characteristics


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
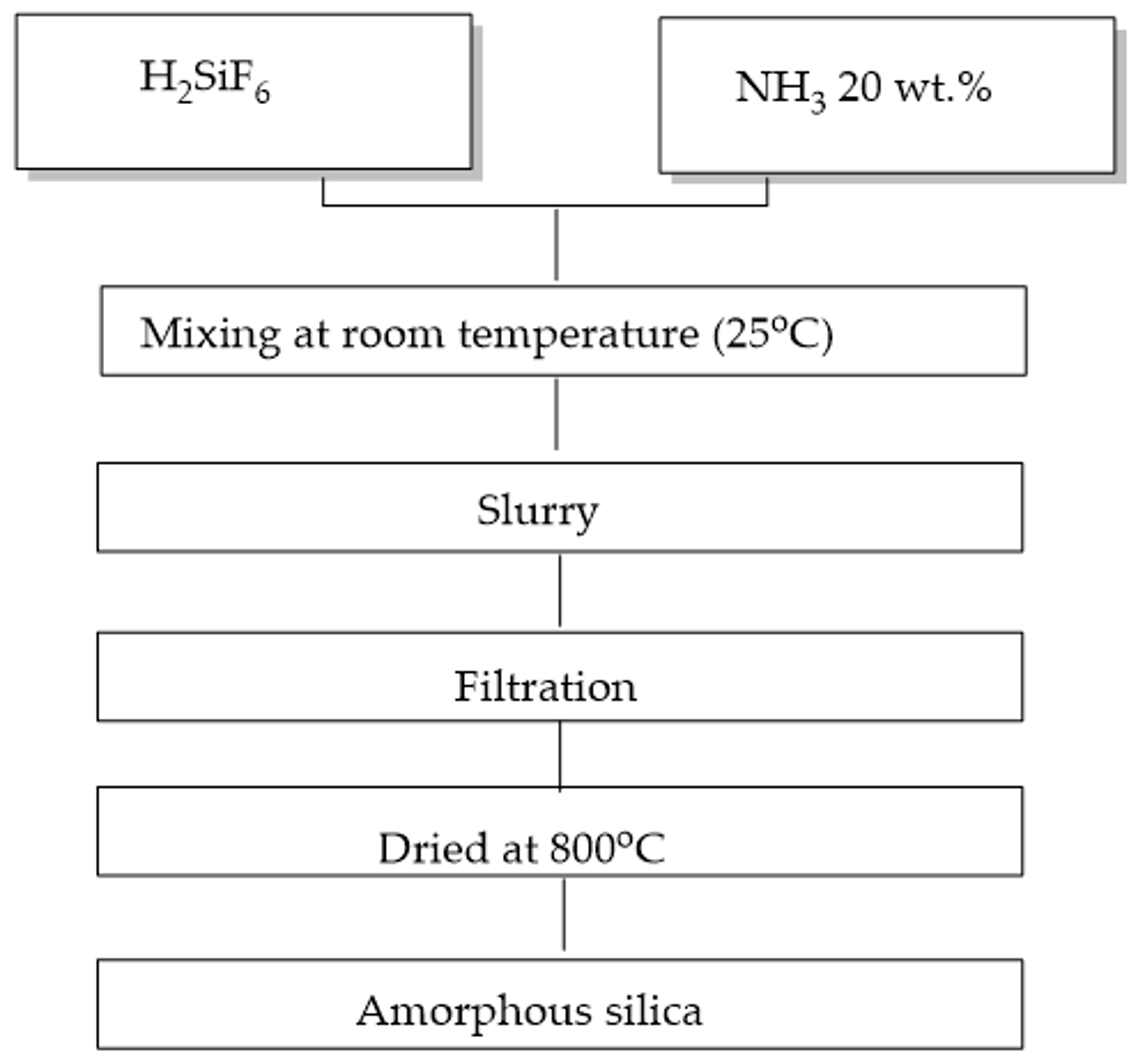
2.1.1. Recovery of Nanosilica
2.1.2. Rubber Compound Fabrication
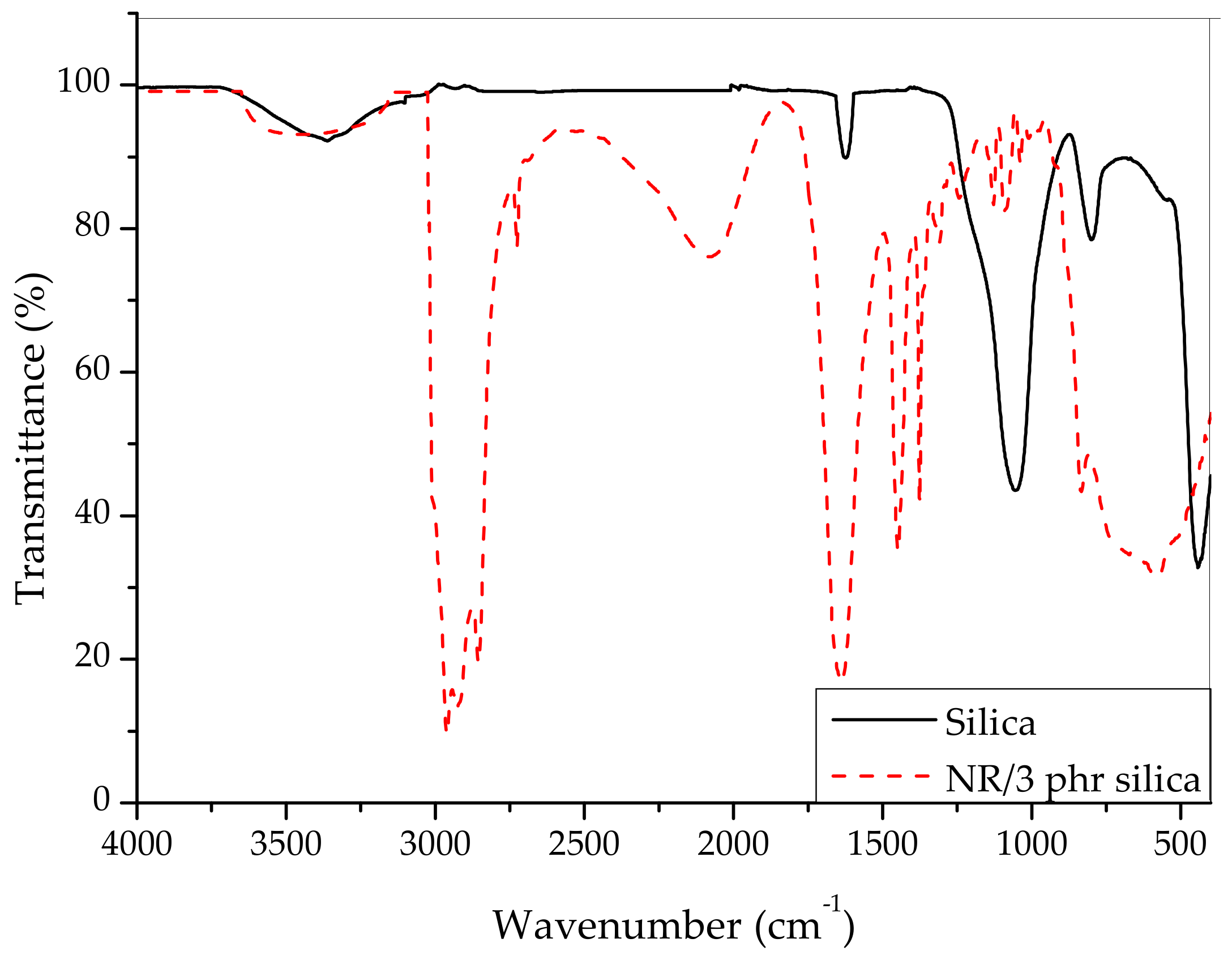
2.2. Measurements
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chandra, C.S.J.; Bipinbal, P.K.; Sunil, K.N. Viscoelastic behaviour of silica filled natural rubber composites—Correlation of shear with elongational testing. Polym. Test. 2017, 60, 187–197. [Google Scholar] [CrossRef]
- Tchalla, S.T.; Gac, P.Y.L.; Maurin, R.; Creachcade, R. Polychloroprene behaviour in a marine environment: Role of silica fillers. Polym. Degrad. Stab. 2017, 139, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Xu, T.; Jia, Z.; Wu, L.; Chen, Y.; Luo, Y.; Jia, D.; Peng, Z. Influence of acetone extract from natural rubber on the structure and interface interaction in NR/silica composites. Appl. Surf. Sci. 2017, 423, 43–52. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, Z.; Guo, B.; Zhang, L. Significantly improved rubber-silica interface via subtly controlling surface chemistry of silica. Compos. Sci. Technol. 2018, 156, 70–77. [Google Scholar] [CrossRef]
- Jing, Y.; Niu, H.; Li, Y. Improved ethylene-propylene rubber/silica interface via in-situ polymerization. Polymer 2019, 172, 117–125. [Google Scholar] [CrossRef]
- Jong, L. Improved mechanical properties of silica reinforced rubber with natural polymer. Polym. Test. 2019, 79, 106009. [Google Scholar] [CrossRef]
- Tian, Q.; Tang, Y.; Ding, T.; Li, X.; Zhang, Z. Effect of nanosilica surface-capped by bis[3-(triethoxysilyl)propyl] tetrasulfide on the mechanical properties of styrene-butadiene rubber/butadiene rubber nanocomposites. Compos. Commun. 2018, 10, 190–193. [Google Scholar] [CrossRef]
- Xu, H.; Xia, X.; Hussain, M.; Song, Y.; Zheng, Q. Linear and nonlinear rheological behaviors of silica filled nitrile butadiene rubber. Polymer 2018, 156, 222–227. [Google Scholar] [CrossRef]
- Liu, D.; Song, L.; Song, H.; Chen, J.; Tian, Q.; Chen, L.; Sun, L.; Lu, A.; Huang, C.; Sun, G. Correlation between mechanical properties and microscopic structures of an optimized silica fraction in silicone rubber. Compos. Sci. Technol. 2018, 165, 373–379. [Google Scholar] [CrossRef]
- Dong, B.; Liu, C.; Wu, Y.P. Fracture and fatigue of silica/carbon black/natural rubber composites. Polym. Test. 2014, 38, 40–45. [Google Scholar] [CrossRef]
- Spratte, T.; Plagge, J.; Wunde, M.; Klüppel, M. Investigation of strain-induced crystallization of carbon black and silica filled natural rubber composites based on mechanical and temperature measurements. Polymer 2017, 115, 12–20. [Google Scholar] [CrossRef]
- Cheng, Y.Z.; Zeng, X.; Cheng, D.B.; Xu, X.D.; Zhang, X.Z.; Zhuo, R.X.; He, F. Functional mesoporous silica nanoparticles (MSNs) for highly controllable drug release and synergistic therapy. Colloids Surf. B Biointerfaces 2016, 145, 217–225. [Google Scholar] [CrossRef]
- Geng, H.; Zhao, Y.; Liu, J.; Cui, Y.; Wang, Y.; Zhao, Q.; Wang, S. Hollow mesoporous silica as a high drug loading carrier for regulation insoluble drug release. Int. J. Pharm. 2016, 510, 184–194. [Google Scholar] [CrossRef]
- Jiao, J.; Li, X.; Zhang, S.; Liu, J.; Di, D.; Zhang, Y.; Zhao, Q.; Wang, S. Redox and pH dual-responsive PEG and chitosan-conjugated hollow mesoporous silica for controlled drug release. Mater. Sci. Eng. C 2016, 67, 26–33. [Google Scholar] [CrossRef]
- Anbarasu, G.; Malathy, M.; Karthikeyan, P.; Rajavel, R. Silica functionalized Cu(II) acetylacetonate Schiff base complex: An efficient catalyst for the oxidative condensation reaction of benzyl alcohol with amines. J. Solid State Chem. 2017, 253, 305–312. [Google Scholar] [CrossRef]
- Leckie, L.; Mapolie, S.F. Mesoporous silica as phase transfer agent in the biphasic oxidative cleavage of alkenes using triazole complexes of ruthenium as catalyst precursors. Appl. Catal. A Gen. 2018, 565, 76–86. [Google Scholar] [CrossRef]
- Shabbir, S.; Lee, S.; Lim, M.; Lee, H.; Ko, H.; Lee, Y.; Rhee, H. Pd nanoparticles on reverse phase silica gel as recyclable catalyst for Suzuki-Miyaura cross coupling reaction and hydrogenation in water. J. Organomet. Chem. 2017, 846, 296–304. [Google Scholar] [CrossRef]
- Zeng, K.; Huang, Z.; Yang, J.; Gu, Y. Silica-supported policresulen as a solid acid catalyst for organic reactions. Chin. J. Catal. 2015, 36, 1606–1613. [Google Scholar] [CrossRef]
- Abou, R.M.; Faouzi, H. Synthesis and charaterization of amorphous silica nanoparticles from aqueous silicates using cationic Surfactants. J. Met. Mater. Miner. 2014, 24, 37–42. [Google Scholar]
- Elineema, G.; Kim, J.K.; Hilonga, A.; Shao, G.N.; Kim, Y.N.; Quang, D.V.; Sarawade, P.B.; Kim, H.T. Quantitative recovery of high purity nanoporous silica from waste products of the phosphate fertilizer industry. J. Ind. Eng. Chem. 2013, 19, 63–67. [Google Scholar] [CrossRef]
- Gustafsson, H.; Holmberg, K. Emulsion-based synthesis of porous silica. Adv. Colloid Interface Sci. 2017, 247, 426–434. [Google Scholar] [CrossRef]
- Kang, K.K.; Oh, H.S.; Kim, D.Y.; Shim, G.; Lee, C.S. Synthesis of Silica Nanoparticles Using Biomimetic Mineralization with Polyallylamine Hydrochloride. J. Colloid Interface Sci. 2017, 507, 145–153. [Google Scholar] [CrossRef]
- Kerdlap, W.; Thongpitak, C.; Keawmaungkom, S.; Warakulwit, C.; Klangprapan, S.; Choowongkomon, K.; Chisti, Y.; Hansupalak, N. Natural rubber as a template for making hollow silica spheres and their use as antibacterial agents. Micropor. Mesopor. Mater. 2019, 273, 10–18. [Google Scholar] [CrossRef]
- Zulfiqar, U.; Subhani, T.; Husain, S.W. Synthesis and characterization of silica nanoparticles from clay. J. Asian Ceramic Soc. 2016, 4, 91–96. [Google Scholar] [CrossRef]
- Sarawade, P.B.; Kim, J.K.; Hilonga, A.; Kim, H.T. Recovery of high surface area mesoporous silica from waste hexafluorosilicic acid (H2SiF6) of fertilizer industry. J. Hazard. Mater. 2010, 173, 576–580. [Google Scholar] [CrossRef]
- Satisk, K.W. Amorphous Precipitated Siliceous Pigment for Cosmetic or Dentifrice Use and Method for Their Production. USA Patent 3,928,541, 23 December 1975. [Google Scholar]
- Ui, S.W.; Lim, S.J.; Sang, H.L.; Choi, S.C. Control of size and morphology of nanosize silica particles using a sodium silicate solution. J. Ceram. Process. Res. 2009, 10, 553–558. [Google Scholar]
- Patel, B.H.; Patel, P.N. Synthesis and charaterization of silica nano particles by acid leaching technique. Res. J. Chem. Sci. 2014, 4, 52–55. [Google Scholar]
- Jin, F.; Wang, X.; Liu, T.; Wu, Y.; Xiao, L.; Yuan, M.; Fan, Y. Synthesis of ZSM-5 with the Silica Source from Industrial Hexafluorosilicic Acid as Transalkylation Catalyst. Chin. J. Chem. Eng. 2016, 25, 1303–1313. [Google Scholar] [CrossRef]
- Krysztafkiewicz, A.; Rager, B.; Maik, M. Silica recovery from waste obtained in hydrofluoric acid and aluminum fluoride production from fluosilicic acid. J. Hazard. Mater. 1996, 48, 31–49. [Google Scholar] [CrossRef]
- Jeong, S.Y.; Suh, J.K.; Lee, J.M.; Kwon, O.Y. Preparation of silica-based mesoporous materials from fluorosilicon compounds: Gelation of H2SiF6 in ammonia surfactant solution. J. Colloid Interface Sci. 1997, 192, 156–161. [Google Scholar] [CrossRef]
- Panasyuk, G.P.; Azarova, L.A.; Privalov, V.L.; Belan, V.N.; Voroshilov, I.G.; Shpigun, L.K. Preparation of Silicon Dioxide with a Fixed Content of Fluorine from Fluorosilicic Acid. Theor. Found. Chem. Eng. 2018, 52, 607–611. [Google Scholar] [CrossRef]
- Sikdar, S.K.; Moore, J.H. Recovery of Hydrofluoric Acid from Fluosilicic Acid with High pH Hydrolysis. USA Patent 4,213,951, 22 July 1980. [Google Scholar]
- Sikdar, S.K.; Moore, J.H. Process for Producing Fluorine Compounds and Amorphous Silica. USA Patent 4,308,244, 29 December 1981. [Google Scholar]
- Spijker, R. Process for the Preparation of Pure Silicon Dioxide. Eur. Patent 1983, 94, 139. [Google Scholar]
- Toki, S.; Hsiao, B.S. Nature of Strain-Induced Structures in Natural and Synthetic Rubbers under Stretching. Macromolecules 2003, 36, 5915–5917. [Google Scholar] [CrossRef]
- Zorya, L.; Krot, V. Method of high-purity silica production from hexafluorosilicic acid. React. Kinet. Catal. Lett. 1993, 50, 349–354. [Google Scholar] [CrossRef]
- Dragicevic, T.; Hraste, M. Surface area of silica produced by neutralization of fluosilicic acid. Chem. Biochem. Eng. 1994, 8, 141–143. [Google Scholar]
- Cicala, G.; Bruno, G.; Capezzuto, P. Plasma deposition of amorphous silicon alloys from fluorinated gases. Pure Appl. Chem. 1996, 5, 1143–1149. [Google Scholar] [CrossRef]
- Guzeev, V.V.; D’yachenko, A.N.; Grishkov, V.N. Integrated utilization of silicon tetrafluoride and zirconium dioxide. Russ. J. Appl. Chem. 2003, 76, 1952–1955. [Google Scholar] [CrossRef]
- Liu, T.; Jin, F.; Wang, X.; Fan, Y.; Yuan, M. Synthesis of titanium containing MCM-41 from industrial hexafluorosilicic acid as epoxidation catalyst. Catal. Today 2017, 297, 316–323. [Google Scholar] [CrossRef]
- Vu, C.M.; Vu, H.T.; Choi, H.J. Fabrication of Natural Rubber/Epoxidized Natural Rubber/Nanosilica Nanocomposites and Their Physical Characteristics. Macromol. Res. 2015, 23, 284–290. [Google Scholar] [CrossRef]
- Chen, L.; Guo, X.; Luo, Y.; Jia, Z.; Bai, J.; Chen, Y.; Jia, D. Effect of novel supported vulcanizing agent on the interfacial interaction and strain-induced crystallization properties of natural rubber nanocomposites. Polymer 2018, 148, 390–399. [Google Scholar] [CrossRef]
- Chenal, J.M.; Chazeau, L.; Guy, L.; Bomal, Y.; Gauthier, C. Molecular weight between physical entanglements in natural rubber: A critical parameter during strain-induced crystallization. Polymer 2007, 48, 1042–1046. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients (phr) | M0 | M1 | M2 | M3 | M4 | M5 |
|---|---|---|---|---|---|---|
| Natural Rubber Zinc Oxide Stearic Acid Parafin RD CBS DM Sulfur Silica | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 0.0 | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 1.0 | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 3.0 | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 5.0 | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 7.0 | 100.0 5.0 3.0 1.0 2.5 1.5 0.5 2.0 10.0 |
| Samples | Curing Properties | ||||
|---|---|---|---|---|---|
| Minimum Torque, ML (dN·m) | Maximum Torque, MH (dN·m) | △M = MH − ML (dN·m) | Scorch Time, ts2 (min:s) | Cure Time, t90 (min:s) | |
| M0 | 0.135 | 6.000 | 5.865 | 4:11 | 15:89 |
| M1 | 0.144 | 6.400 | 6.256 | 4:25 | 16:15 |
| M2 | 0.148 | 6.600 | 6.452 | 4:39 | 16:41 |
| M3 | 0.154 | 6.850 | 6.696 | 4:41 | 16:83 |
| M4 | 0.169 | 7.535 | 7.366 | 4:54 | 16:92 |
| M5 | 0.185 | 8.220 | 8.035 | 4:60 | 17:01 |
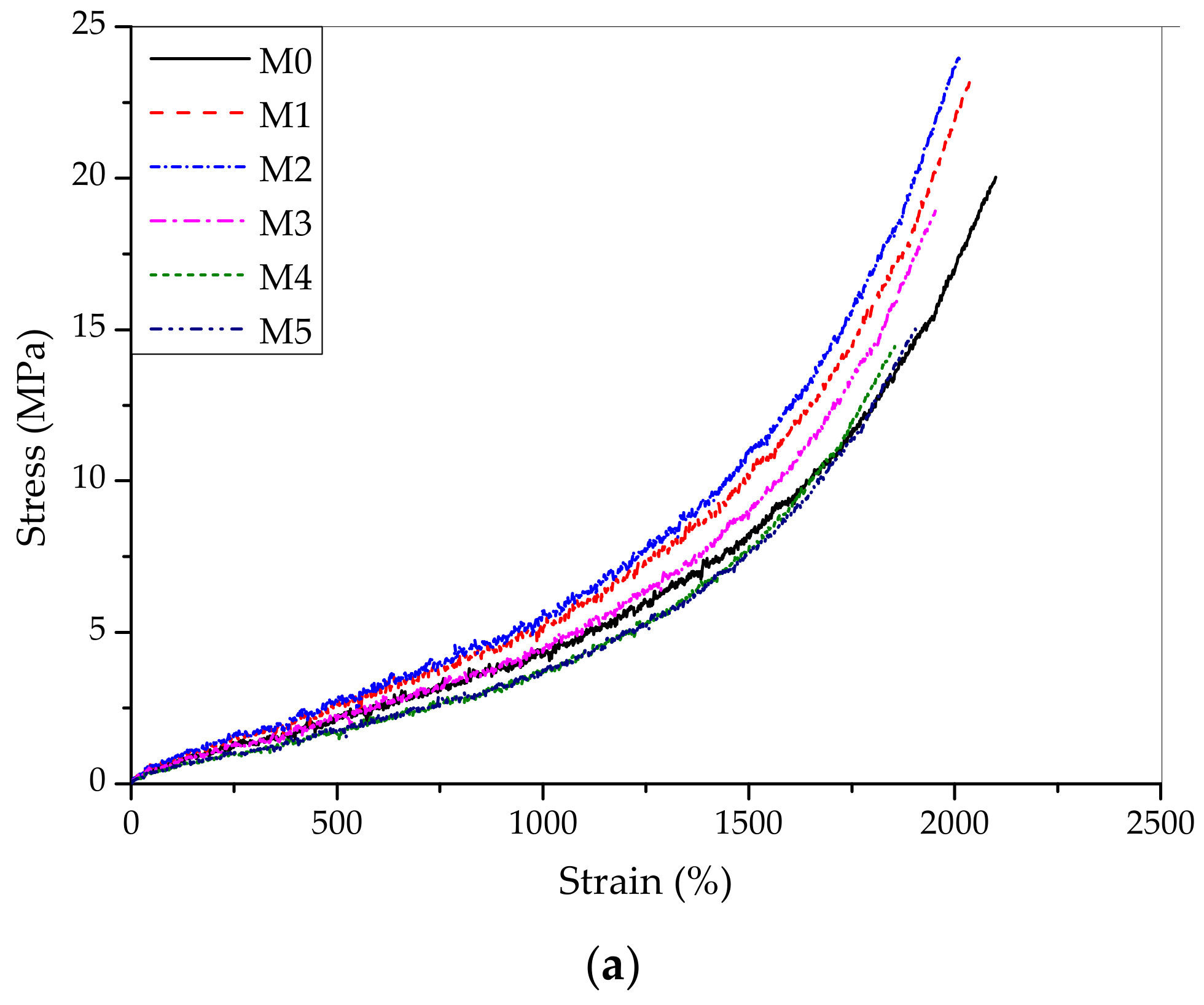
| Samples | Mechanical Properties | ||
|---|---|---|---|
| Tensile Strength (MPa) | Elongation at Break (%) | Hardness (Shore A) | |
| M0 | 20.02 | 2100.12 | 38.51 |
| M1 | 23.18 | 2036.85 | 39.72 |
| M2 | 24.15 | 2014.52 | 41.24 |
| M3 | 18.93 | 1953.77 | 42.51 |
| M4 | 15.13 | 1909.49 | 43.22 |
| M5 | 14.45 | 1855.26 | 45.06 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, V.-H.; Vu, C.M.; Choi, H.J.; Kien, B.X. Nanosilica Extracted from Hexafluorosilicic Acid of Waste Fertilizer as Reinforcement Material for Natural Rubber: Preparation and Mechanical Characteristics. Materials 2019, 12, 2707. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12172707
Nguyen V-H, Vu CM, Choi HJ, Kien BX. Nanosilica Extracted from Hexafluorosilicic Acid of Waste Fertilizer as Reinforcement Material for Natural Rubber: Preparation and Mechanical Characteristics. Materials. 2019; 12(17):2707. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12172707
Chicago/Turabian StyleNguyen, Van-Huy, Cuong Manh Vu, Hyoung Jin Choi, and Bui Xuan Kien. 2019. "Nanosilica Extracted from Hexafluorosilicic Acid of Waste Fertilizer as Reinforcement Material for Natural Rubber: Preparation and Mechanical Characteristics" Materials 12, no. 17: 2707. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12172707