Preparation and Performance of Sintered Fe-2Cu-2Mo-0.8C Materials Containing Different Forms of Molybdenum Powder


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
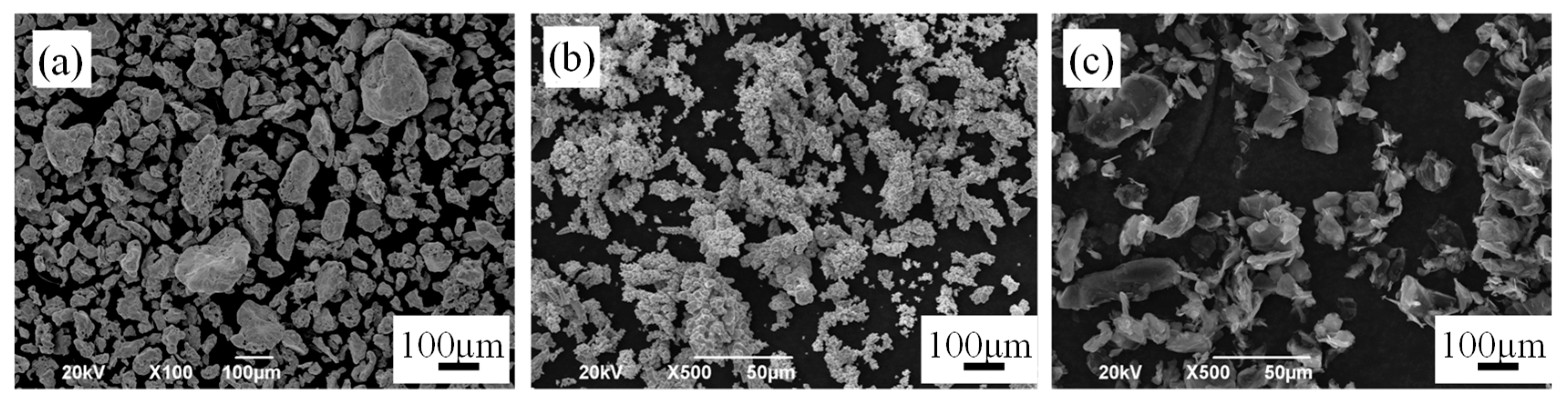
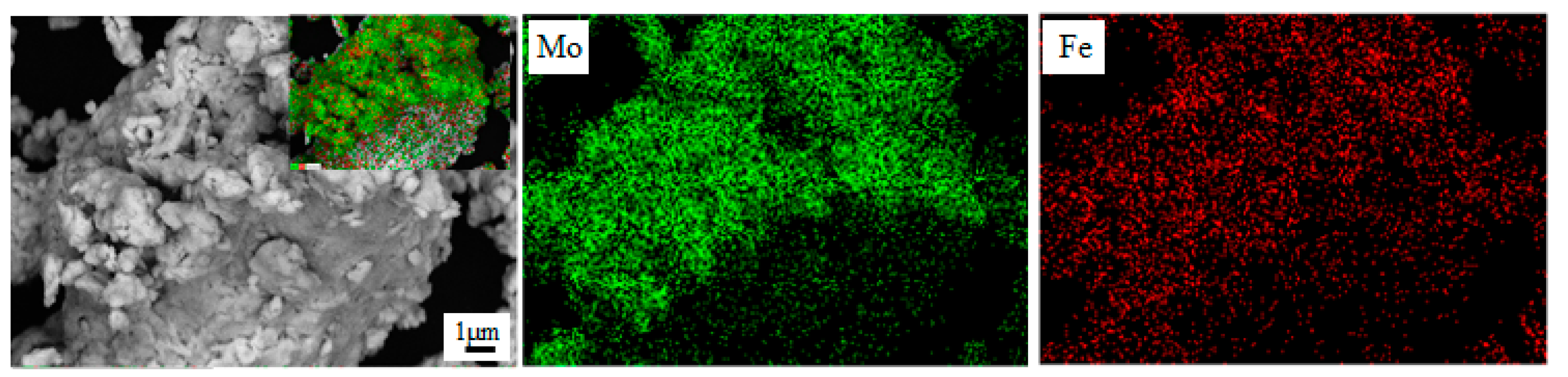
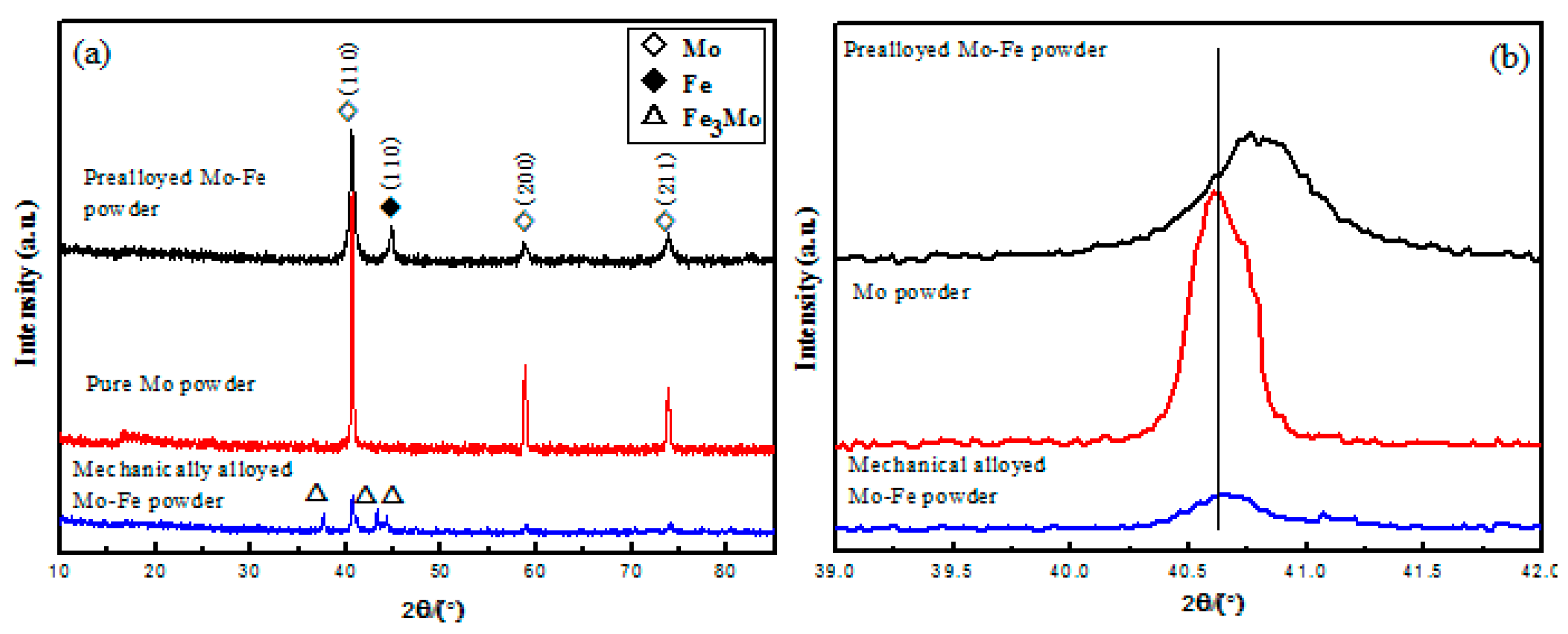
3.1. Characterization of the Powders
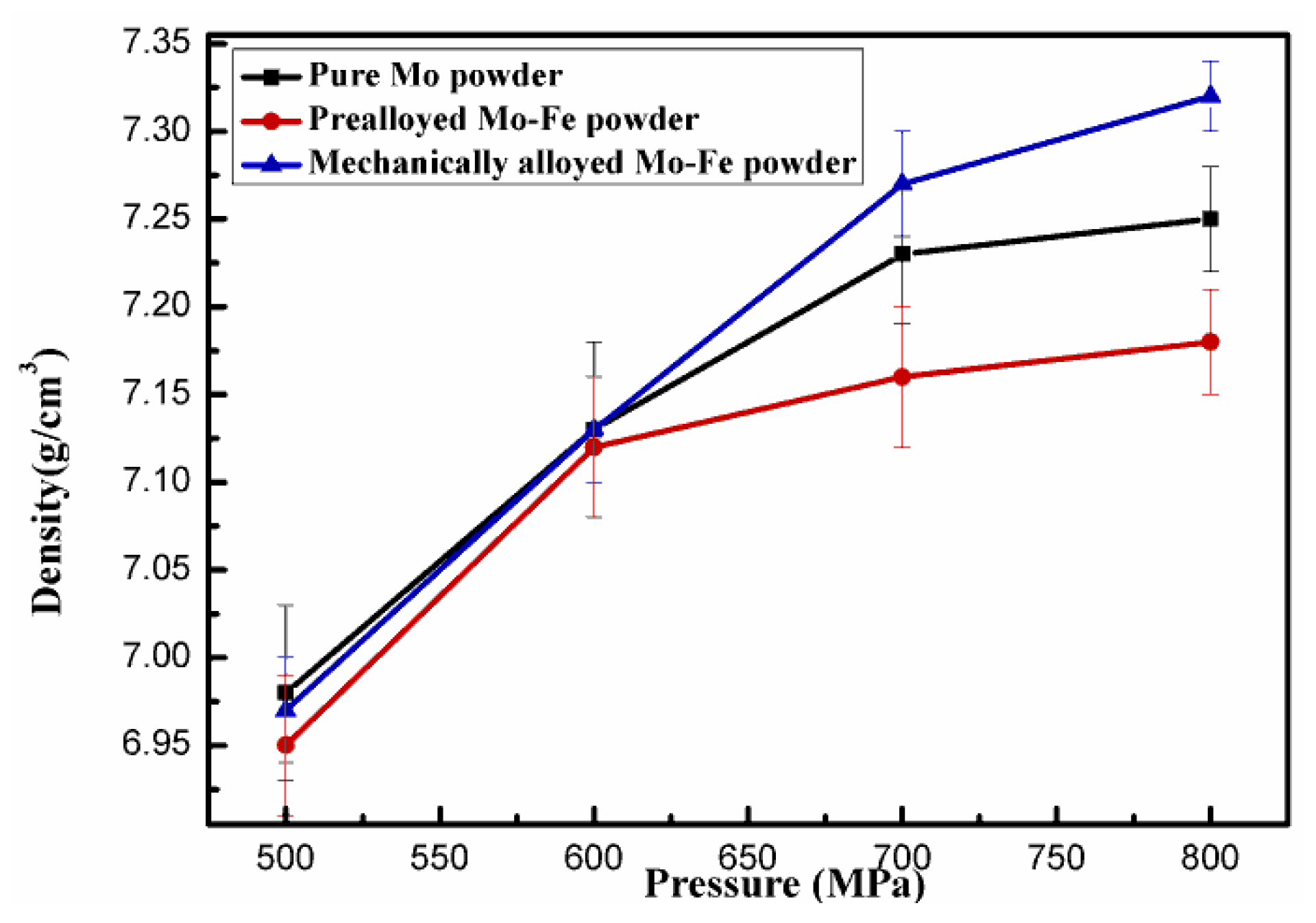
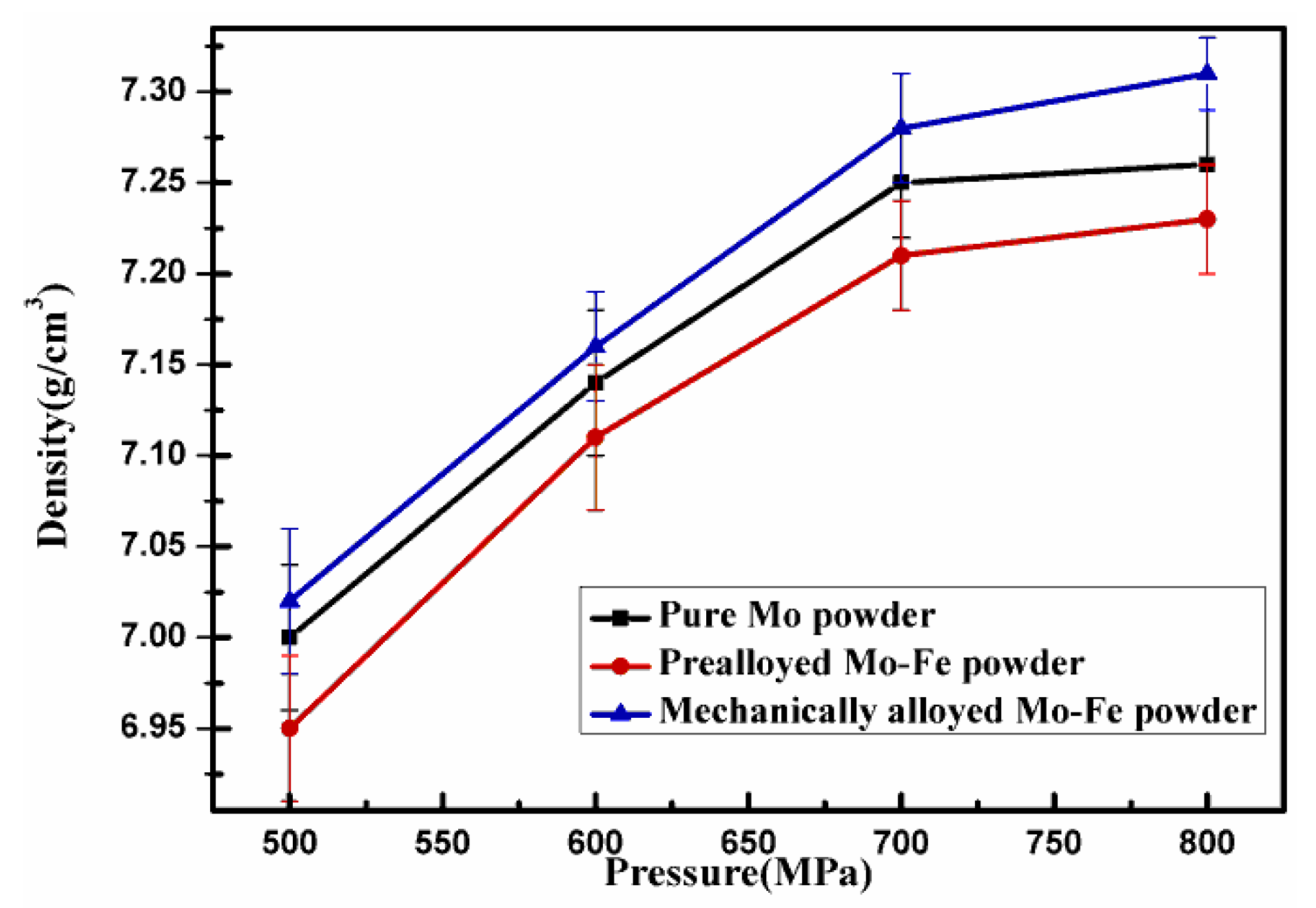
3.2. Effects of Mo Addition Forms on the Properties of Green Compacts
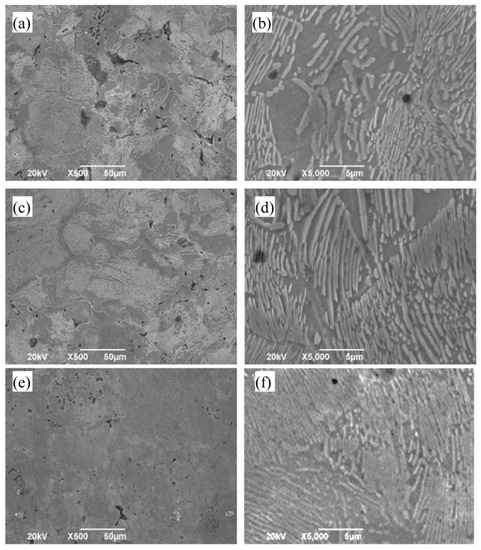
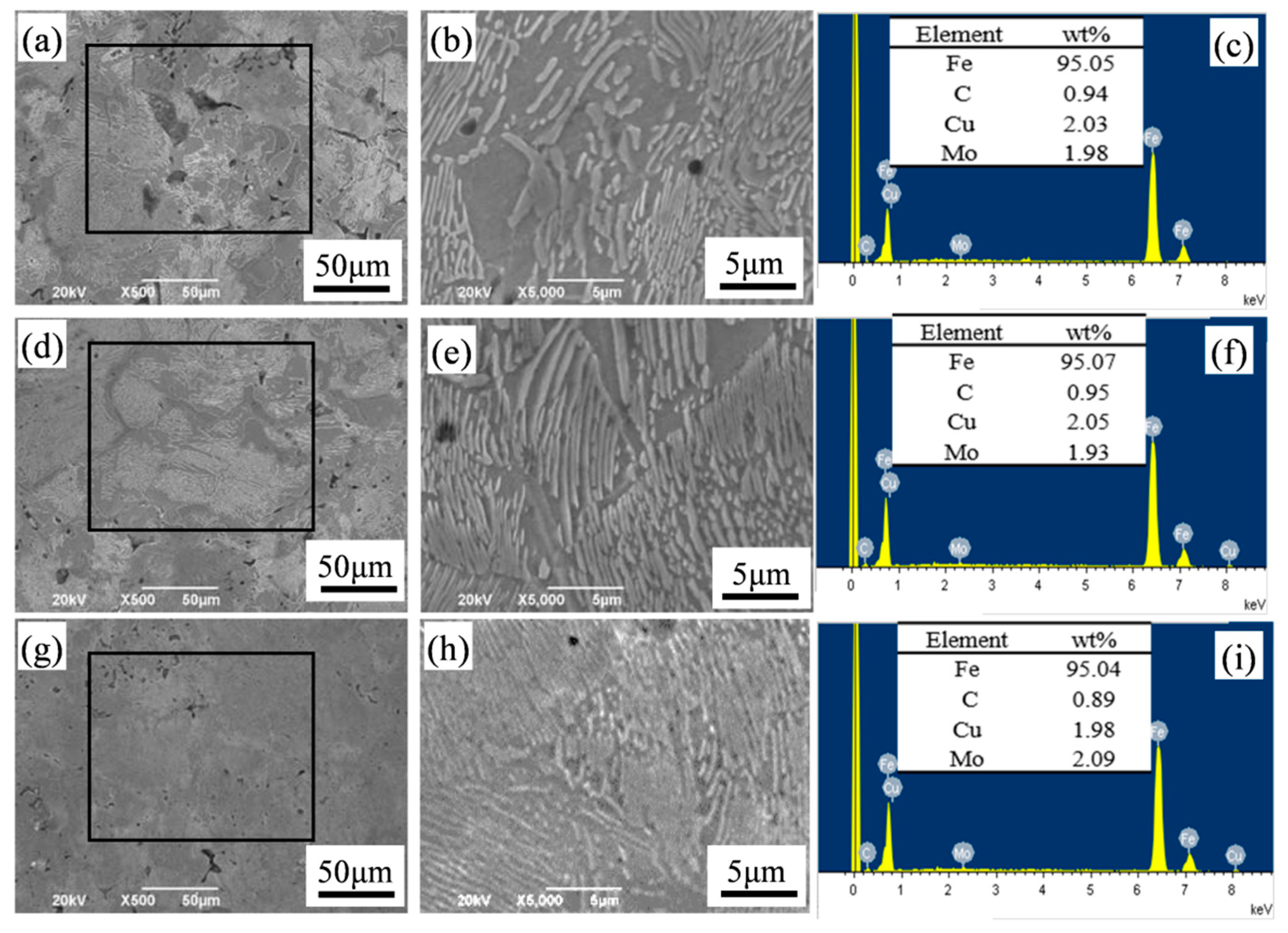
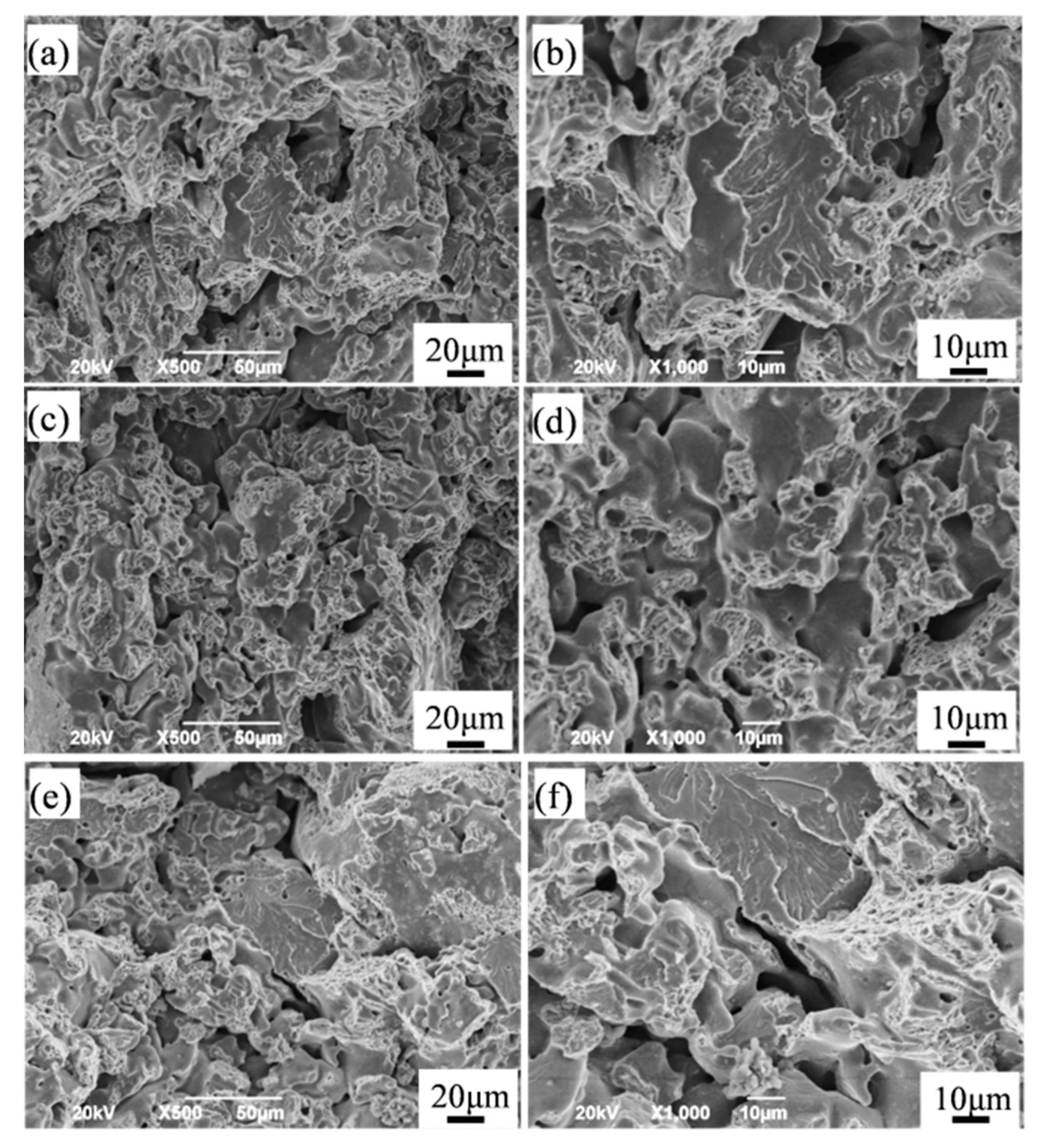
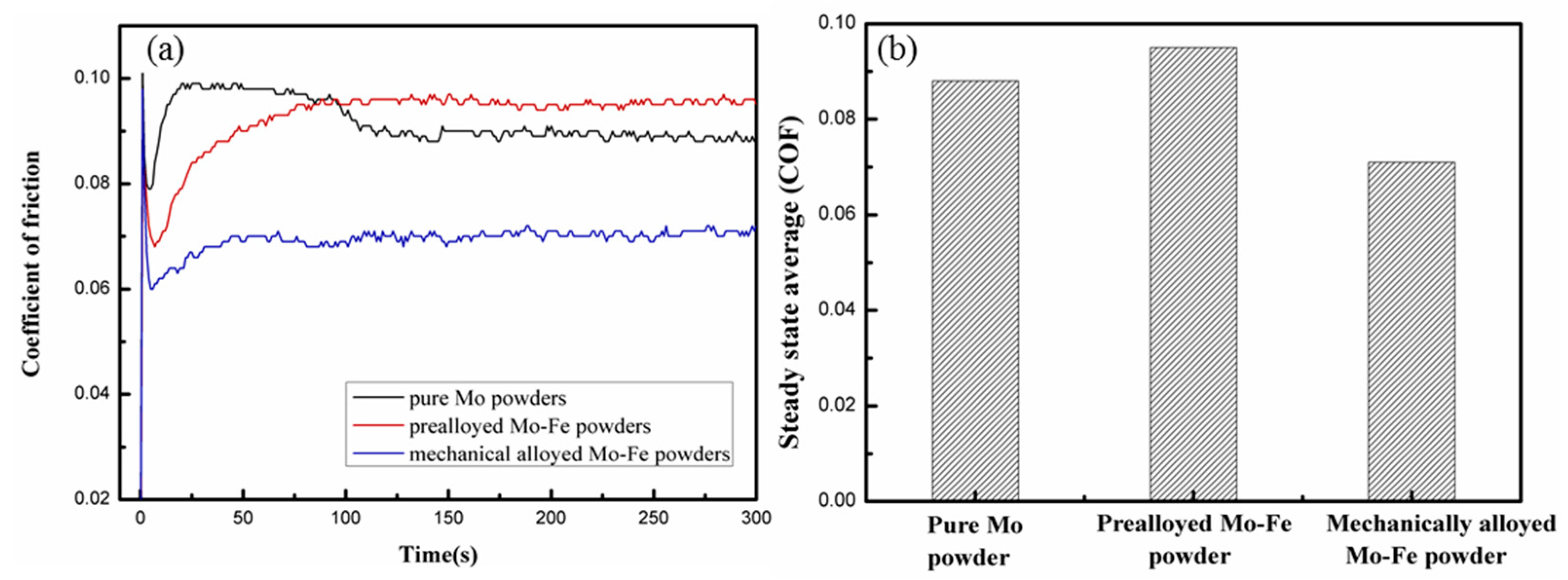
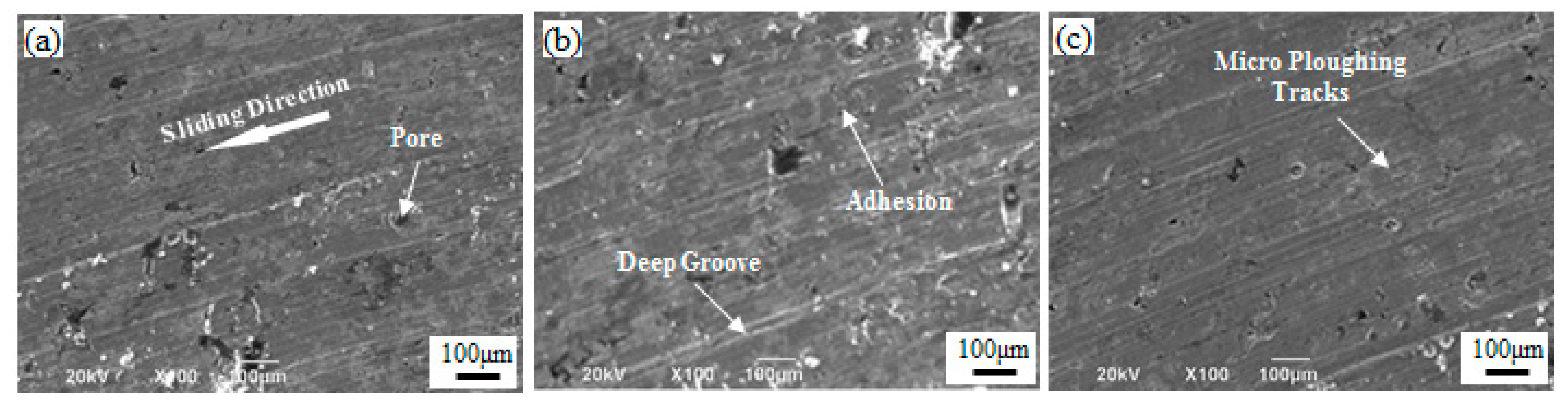
3.3. Microstructure and Property of the Sintered Fe-2Cu-2Mo-0.8C Specimens
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Choe, H.B.; Lee, H.S.; Shin, J.H. Experimental study on the electrochemical anti-corrosion properties of steel structures applying the arc thermal metal spraying method. Materials 2014, 7, 7722–7736. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.G.; Lim, C.H.; Kim, H.S.; Hong, S.J.; Kim, M.T.; Kang, B.C.; Park, D.K.; Lee, M.K.; Rhee, C.K. Highly dense steel components prepared by magnetic pulsed compaction of iron-based powders. Powder Technol. 2012, 228, 254–257. [Google Scholar] [CrossRef]
- Ghandi, A.; Rizi, M.; Javadinejad, H.; Ghaheri, A.; Zarenezhad, H. Microstructural Characterization and Properties of Microalloyed Powder Metallurgy Steels. Adv. Eng. Mater. 2016, 17, 7–13. [Google Scholar] [CrossRef]
- Liu, X.; Xiao, Z.Y.; Guan, H.J.; Zhang, W.; Li, F.I. Friction and wear behaviours of surface densified powder metallurgy Fe–2Cu–0.6C material. Powder Metall. 2016, 59, 329–334. [Google Scholar] [CrossRef]
- Yoon, S.; Kang, S.; Choi, Y.; Choi, H.; Lee, S.J. Effect of relative density on microstructure and mechanical properties of Fe-12Mn-0.2C alloy fabricated by powder metallurgy. Powder Metall. 2016, 298, 106–111. [Google Scholar] [CrossRef]
- Huang, C.P.; Lin, X.; Yang, H.O.; Liu, F.C.; Huang, W.D. Microstructure and tribological properties of laser forming repaired 34CrNiMo6 steel. Materials 2014, 11, 1722–1735. [Google Scholar] [CrossRef]
- Yoo, S.; Choi, J.; Moon, I. Sintering and properties of high carbon molyboenum alloyed P/M steel. Met. Powder Rep. 1991, 23, 216–220. [Google Scholar] [CrossRef]
- Rathore, S.; Salve, M.; Dabhade, V. Effect of molybdenum addition on the mechanical properties of sinter-forged Fe-Cu-C alloys. J. Alloy Compd. 2015, 649, 988–995. [Google Scholar] [CrossRef]
- Shanmugasundaram, D.; Chandramouli, R.; Kandavel, T.K. Cold and hot deformation and densification studies on sintered Fe-C-Cr-Ni low alloy P/M steels. Int. J. Adv. Manuf. Technol. 2009, 41, 8–15. [Google Scholar] [CrossRef]
- Wu, Y.F.; Hui, W.J.; Chen, S.L. Influence of vanadium on microstructure and mechanical properties of medium carbon forging steel. J. Iron Steel Res. 2016, 28, 56–62. [Google Scholar] [CrossRef]
- Ray, K.K.; Mondal, D. The effect of interlamellar spacing on strength of pearlite in annealed eutectoid and hypoeutectoid plain carbon steels. Acta Metall. Mater. 1991, 39, 2201–2208. [Google Scholar] [CrossRef]
- Trivedi, S.; Mehta, Y.; Chandra, K.; Mishra, P. Effect of chromium on the mechanical properties of powder-processed Fe-0.45wt.% P alloys. J. Mater. Process. Technol. 2010, 210, 85–90. [Google Scholar] [CrossRef]
- Yilmaz, R.; Gökçe, A.; Kapdibaş, H. The effect of Ferro-Molybdenum addition on the microstructure and mechanical properties of sintered steel. Adv. Mater. Res. 2007, 23, 71–74. [Google Scholar] [CrossRef]
- Storojeva, L.; Ponge, D.; Kaspar, R.; Raabe, D. Development of microstructure and texture of medium carbon steel during heavy warm deformation. Acta Mater. 2004, 52, 2209–2220. [Google Scholar] [CrossRef] [Green Version]
- Gu, M.; Wu, Y.C.; Jiao, M.H.; Huang, X.M. Structure and Mechanical Properties of Cu/AlN Nano-composites with High Strength and High Conductivity. Rare Met. Mater. Eng. 2014, 43, 1562–1565. [Google Scholar] [CrossRef]
- Szanto, M.; Bier, W.; Frage, N. Experimental based finite element simulation of cold isostatic pressing of metal powders. Int. J. Mech. Sci. 2008, 50, 405–421. [Google Scholar] [CrossRef]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Spriano, S. Effect of heat treatments on a Ni-Ti alloy sintered by Electro-Sinter-Forging. J. Alloy Compd. 2015, 726, 338–347. [Google Scholar] [CrossRef]
- Huang, J.S.; Min, S. Preparation of Fe-Cu-Ni-Mo-C alloy with high performance by powder metallurgy warm compaction. Adv. Mater. Res. 2011, 194, 100–103. [Google Scholar] [CrossRef]
- Feng, S.S.; Geng, H.R.; Guo, Z.Q. Effect of lubricants on warm compaction process of Cu-based composite. Compos. Part B-Eng. 2012, 43, 933–939. [Google Scholar] [CrossRef]
- Delogu, F. Formation of a Al50Fe50 solid solution by mechanical alloying. Mater. Chem. Phys. 2012, 133, 500–506. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.H.; Li, J.; He, L.; Gao, S.J.; Nieh, T.G. Effect of titanium on the ductilization of Fe–B alloys with high boron content. Mater. Lett. 2010, 64, 1299–1301. [Google Scholar] [CrossRef]
- López, B.; Diez, A.; Buenhombre, J.; Fabal, C.; Vizoso, A. Microstructural analysis and tribology behavior of a medium-Mn steel with Mo. Metals 2018, 8, 745. [Google Scholar] [CrossRef]
- Chen, H.; Yang, Z.G.; Zhang, C.; Zhu, K.Y.; Zwaag, S. On the transition between grain boundary ferrite and bainitic ferrite in Fe-C-Mo and Fe-C-Mn alloys: The bay formation explained. Acta Mater. 2016, 104, 62–71. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo Addition Form | Tensile Strength (MPa) | Hardness (HRB) |
|---|---|---|
| Pure Mo powder | 520 ± 11 | 90 ± 6 |
| Prealloyed Mo-Fe powder | 483 ± 7 | 91 ± 4 |
| Mechanically alloyed Mo-Fe powder | 618 ± 5 | 95 ± 3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.; Cheng, J.; Chen, P.; Zhang, J.; Wei, B. Preparation and Performance of Sintered Fe-2Cu-2Mo-0.8C Materials Containing Different Forms of Molybdenum Powder. Materials 2019, 12, 417. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12030417
Chen W, Cheng J, Chen P, Zhang J, Wei B. Preparation and Performance of Sintered Fe-2Cu-2Mo-0.8C Materials Containing Different Forms of Molybdenum Powder. Materials. 2019; 12(3):417. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12030417
Chicago/Turabian StyleChen, Wenchao, Jigui Cheng, Pengqi Chen, Jianhua Zhang, and Bangzheng Wei. 2019. "Preparation and Performance of Sintered Fe-2Cu-2Mo-0.8C Materials Containing Different Forms of Molybdenum Powder" Materials 12, no. 3: 417. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12030417