
Damage Development on the Surface of Nickel Coating in the Initial Period of Erosion

 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material
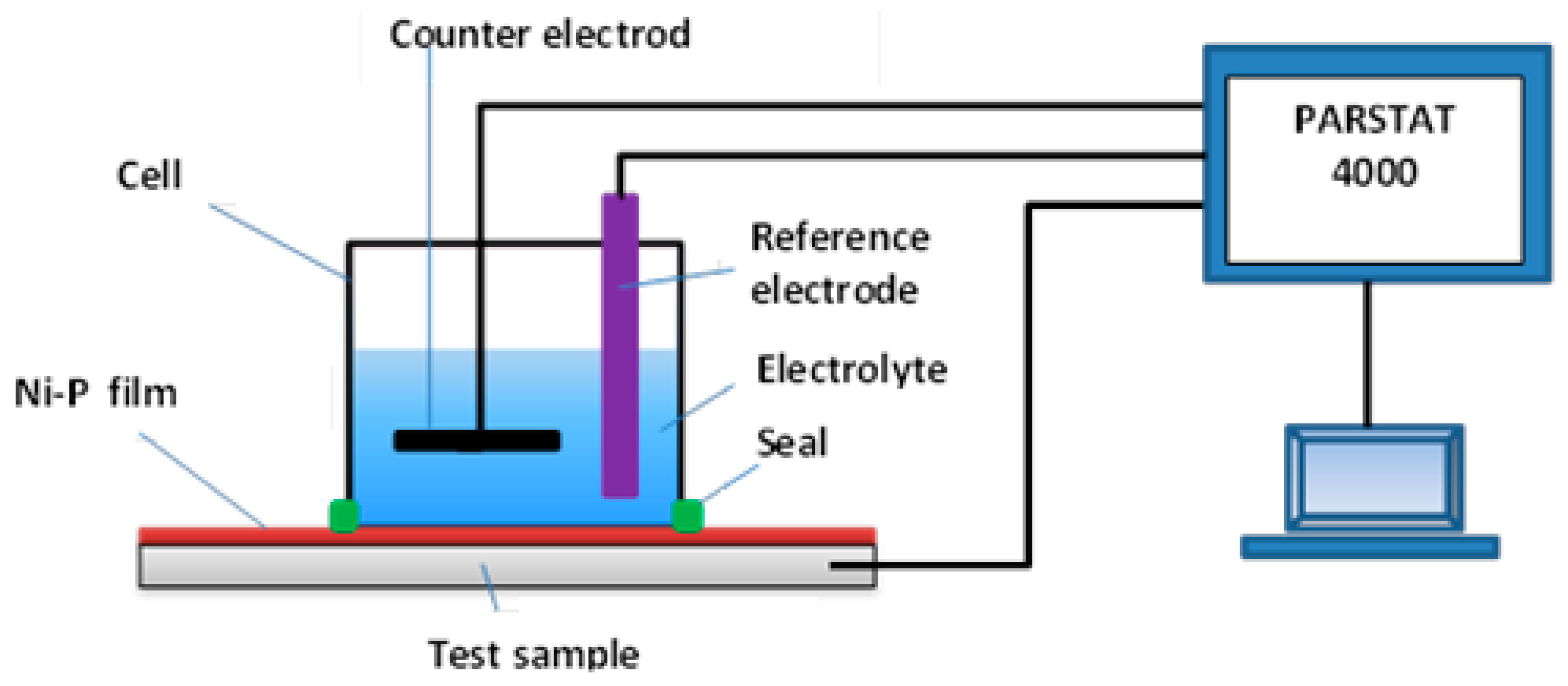
2.2. Electrochemical Test
2.3. Cavitation Erosion Test
3. Results
3.1. Ni Coating
3.2. Corrosion Resistance
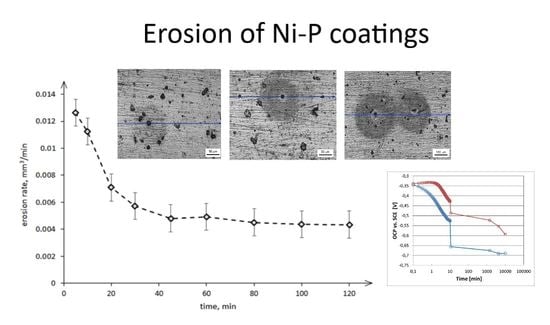
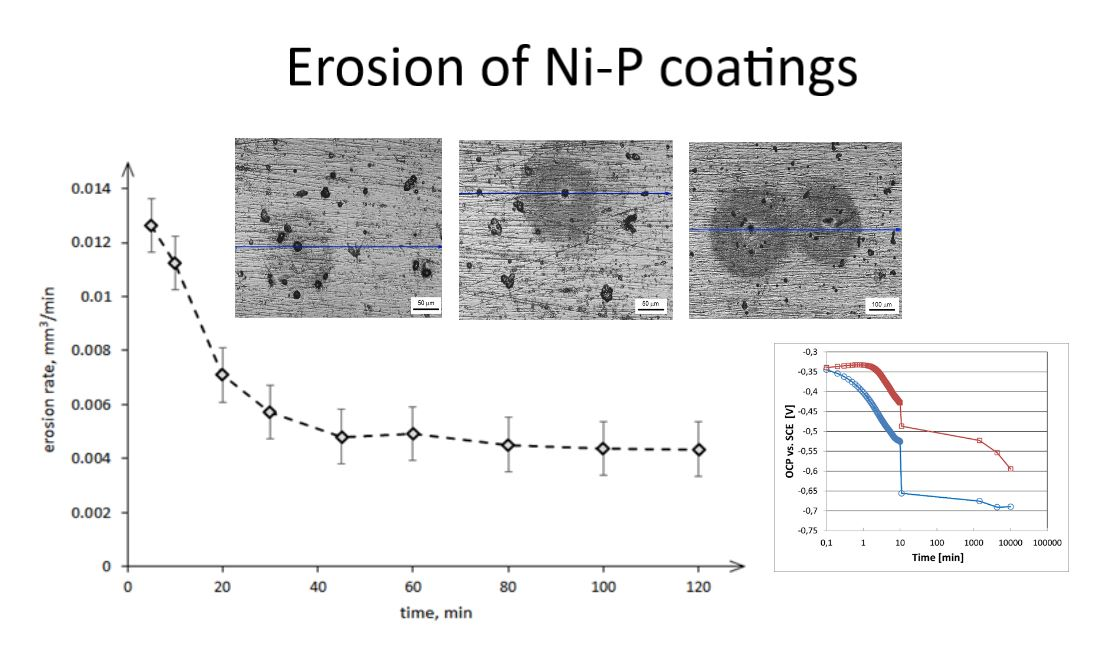
3.3. Cavitation Erosion Test
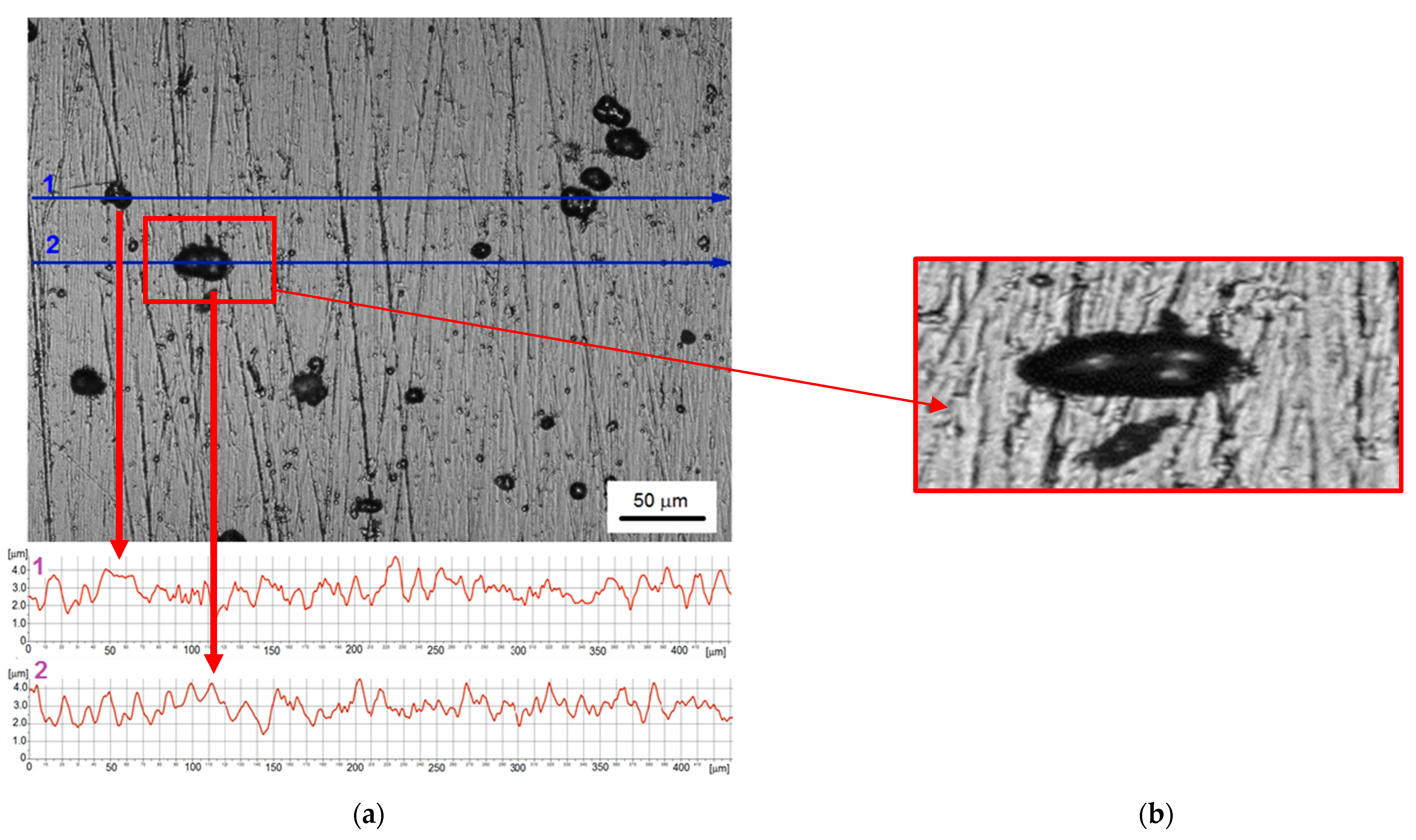
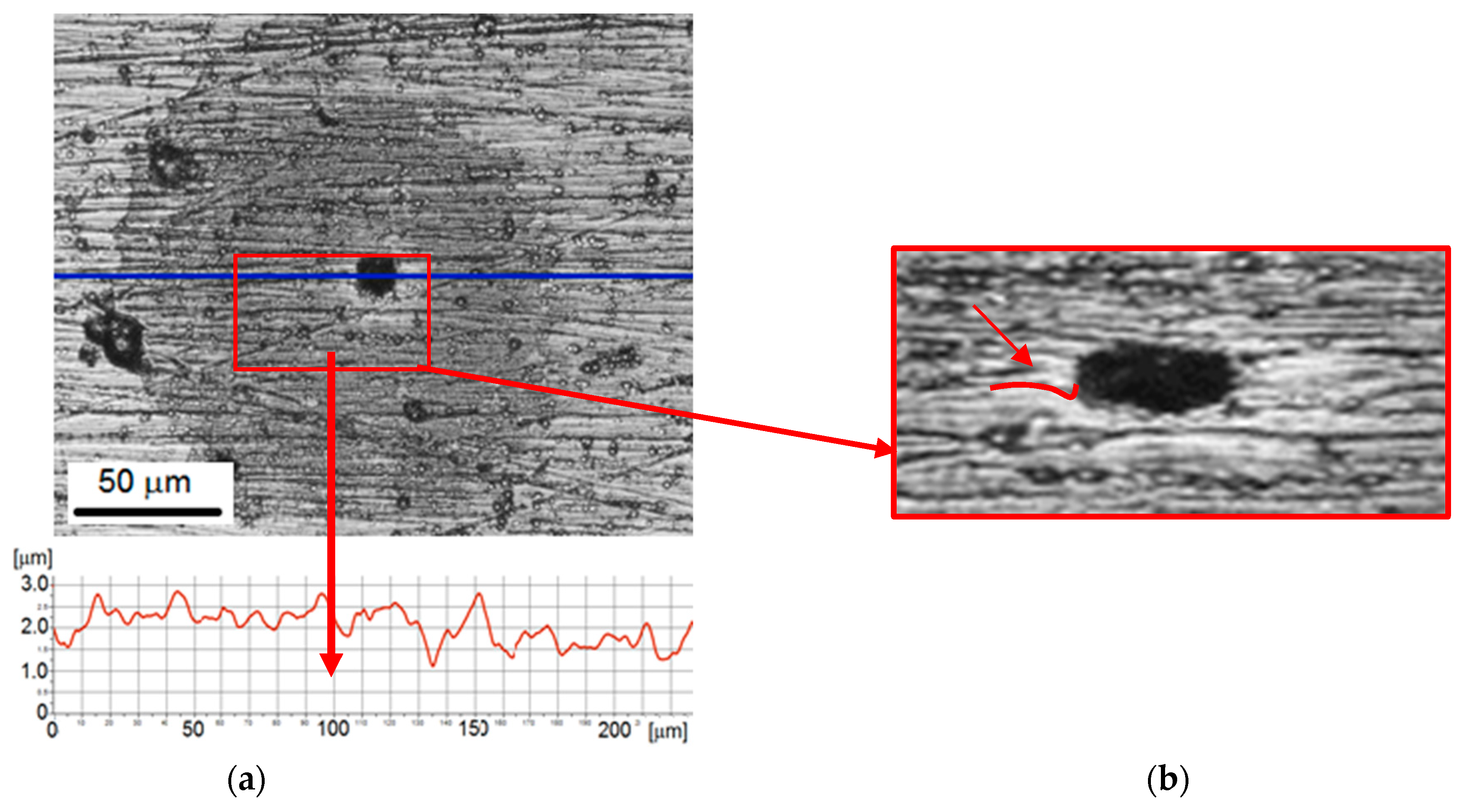
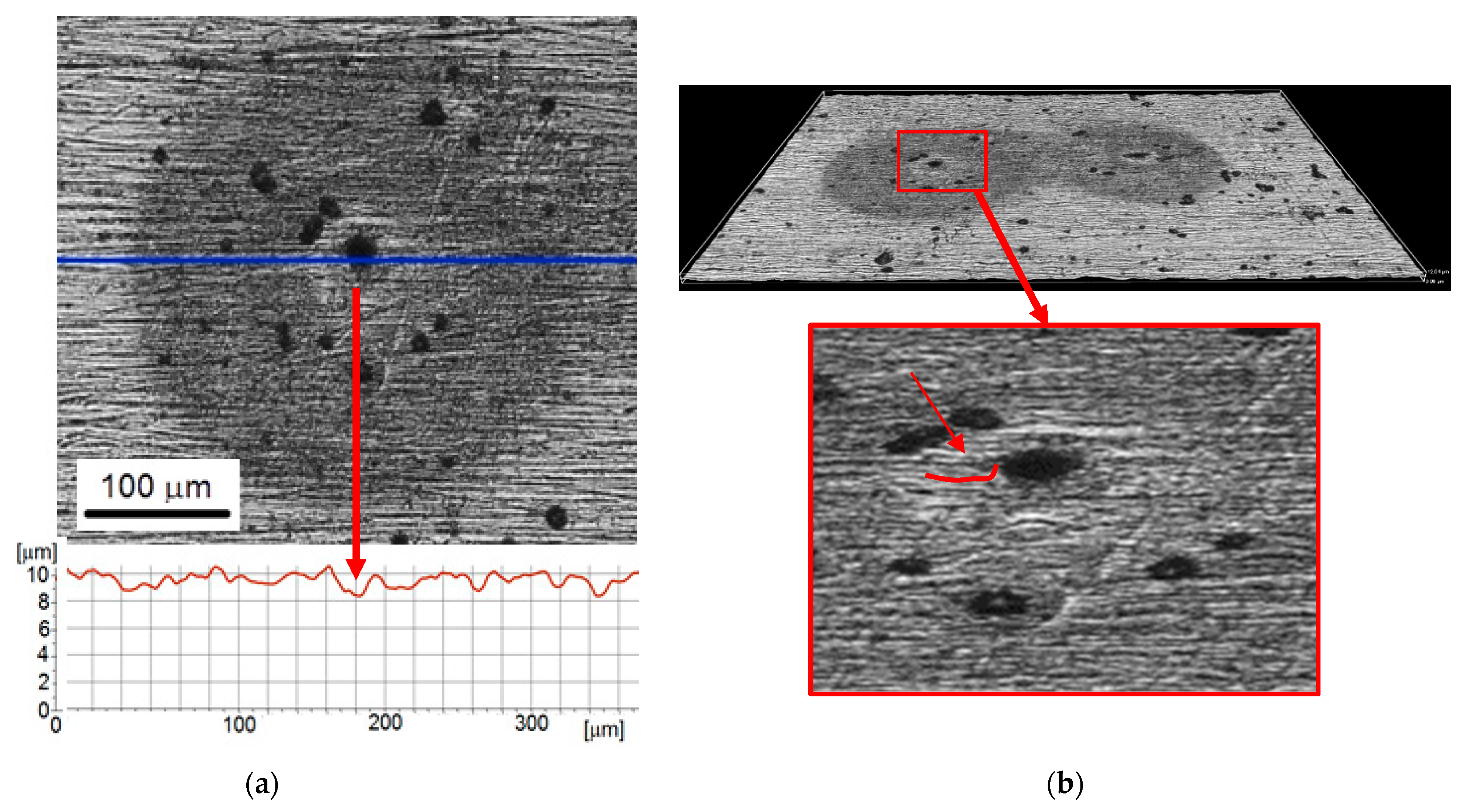
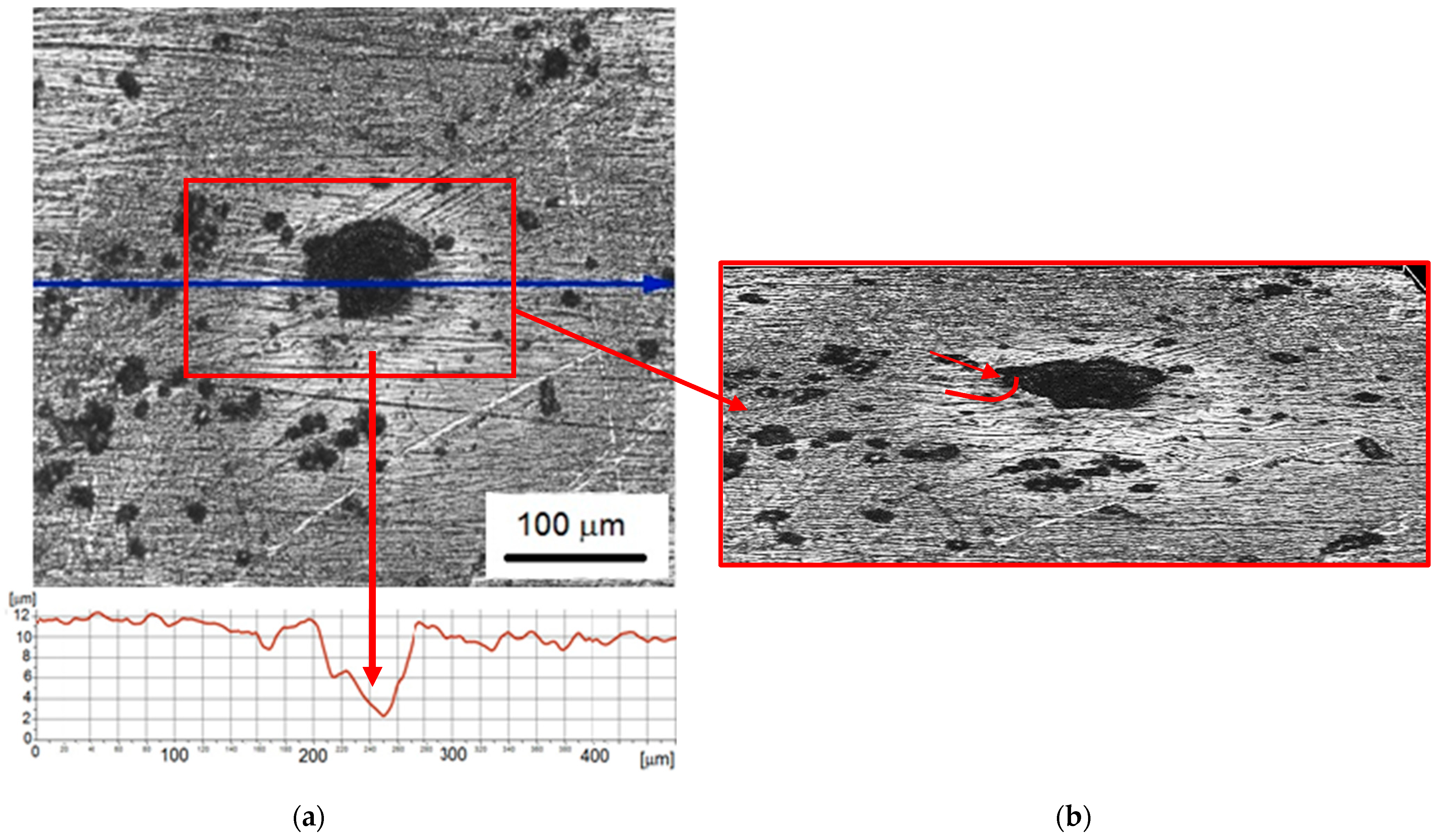
3.4. Microscopic Observation
4. Discussion
5. Conclusions and Observations
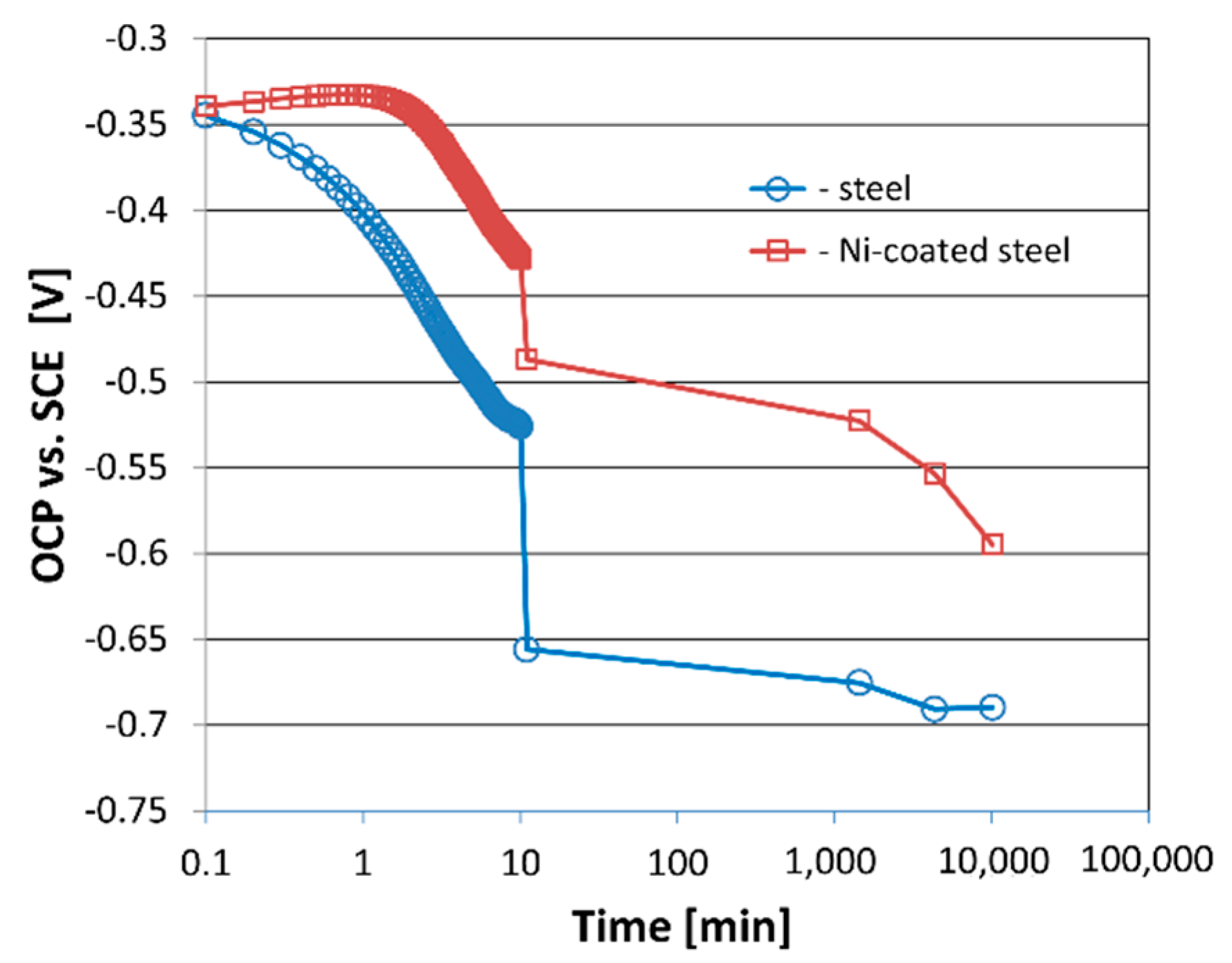
- The electroless deposition method produces a hard nickel coating with good corrosion resistance. The OCP value for Ni–P coating was higher more than 100 mV comparing to Nimax steel. However, some defects with a diameter of 9 µm to 20 µm were formed on the coating surface.
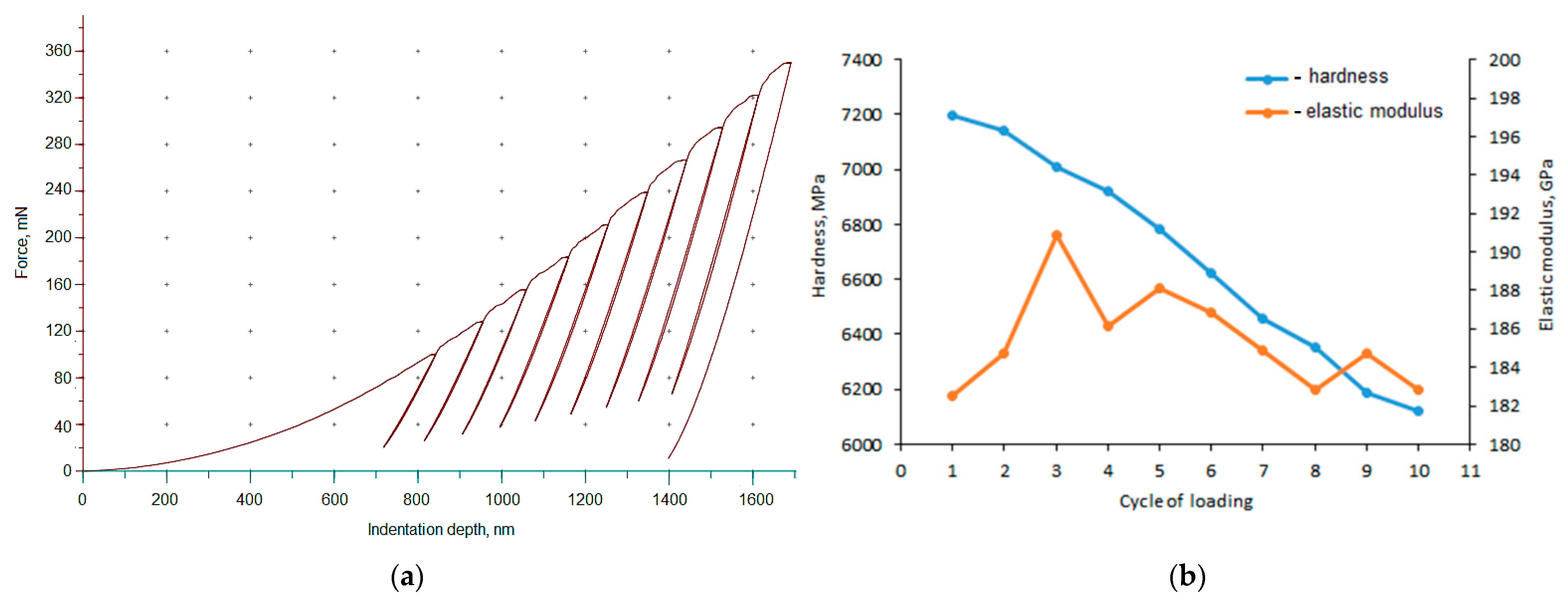
- Cycling loading decreased hardness over 1000 MPa. The change of elastic modulus was related to the cycle number: initially increased, but later decreased. Changes in hardness and modulus of elasticity made the coating more susceptible to plastic deformation.
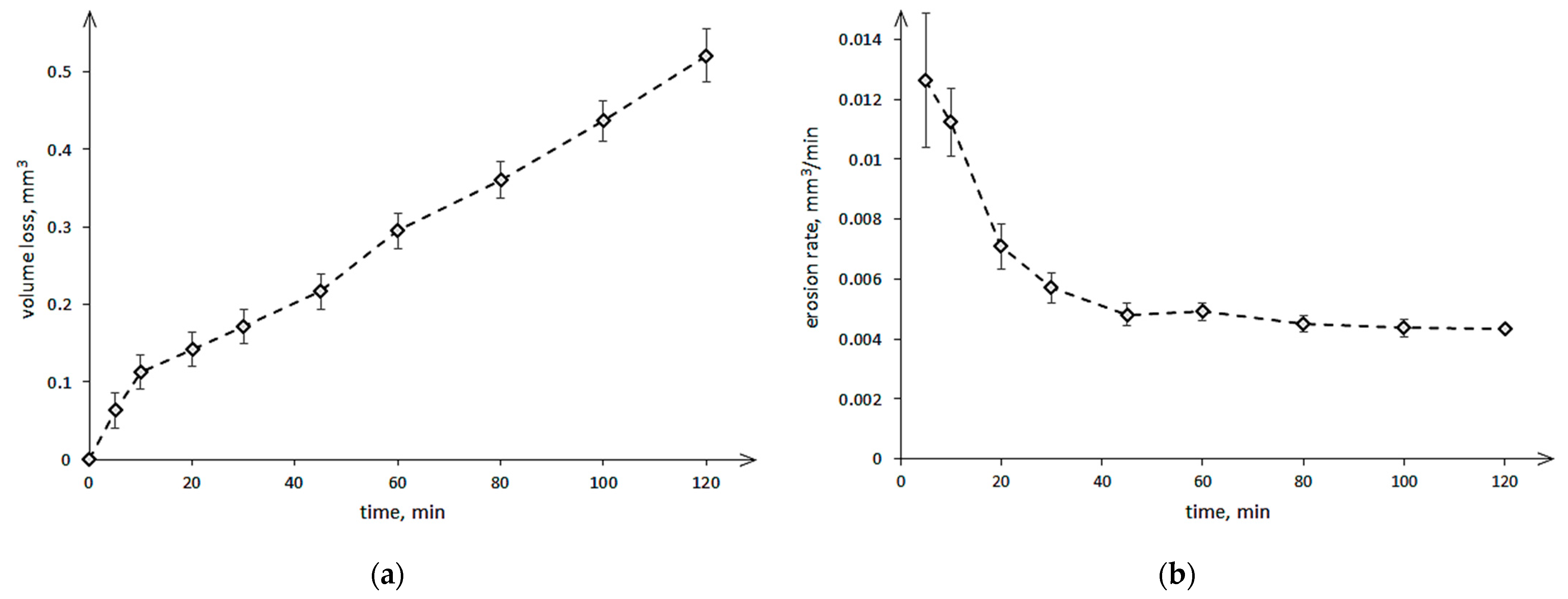
- The degradation of the coating-substrate system caused by the cavitation erosion phenomenon started at the highest rate, which then decreased to a stable value after 40 min of testing.
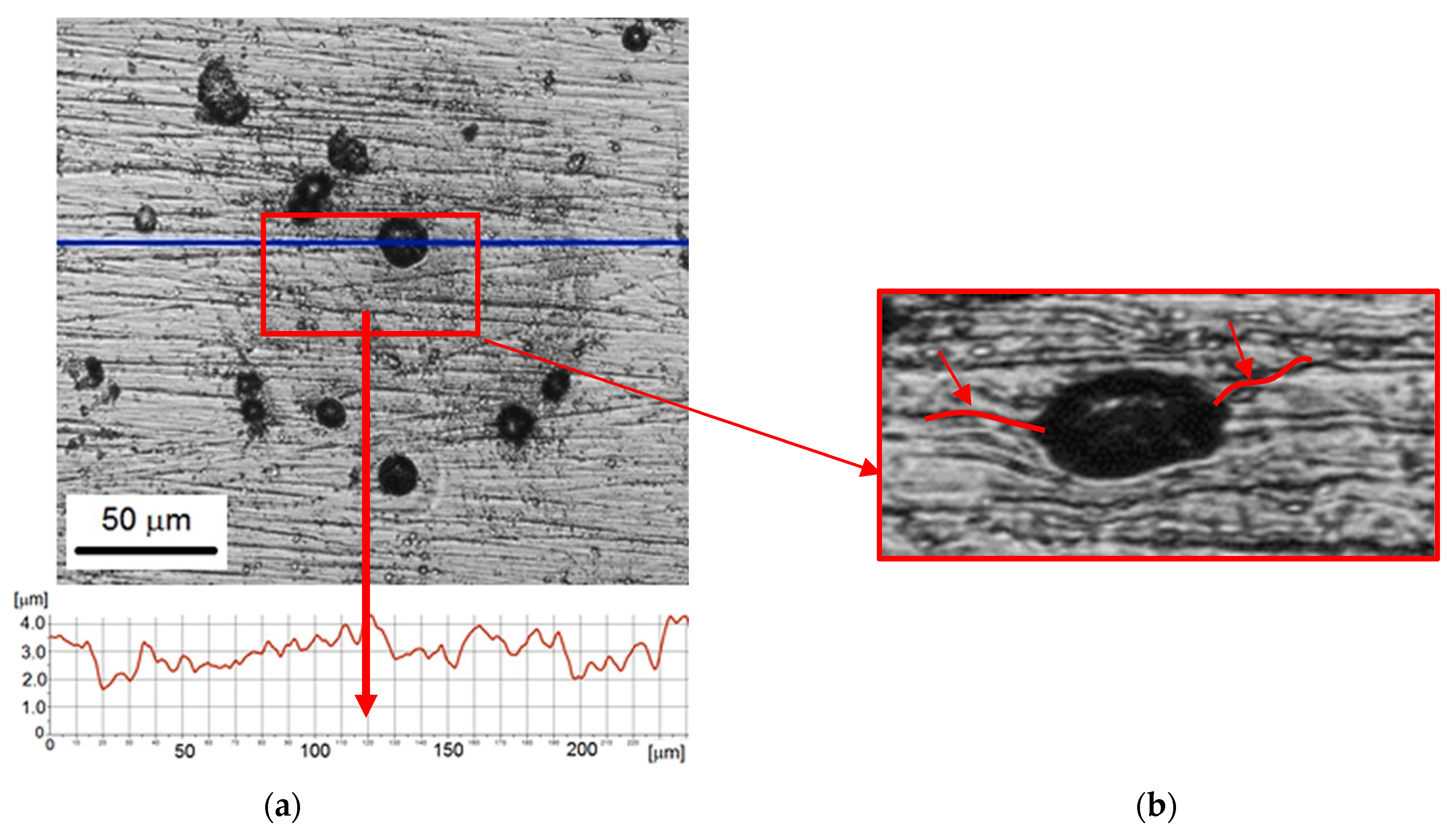
- The micro-jet impacts caused pitting, while the dark circular shadows were probably formed by oxidation of nickel due to direct contact of collapsing cavitation bubbles with the coating. The damage to the passive film caused accelerated cavitation and corrosion degradation of the coating and substrate. As the testing time increased from 5 min to 60 min, the diameter of the pits and round shadows increased threefold.
- Despite rapid cooling by flowing cold water, the high temperature generated inside the cavitation bubble during its implosion affects the surface of the exposed material and the process of its degradation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Ding, W.; Bian, R. Performance studies on cavitation-resistance turbine flow sensor based on experiment and CFD simulation. Flow Meas. Instrum. 2021, 79, 101918. [Google Scholar] [CrossRef]
- Brijkishore; Khare, R.; Prasad, V. Prediction of cavitation and its mitigation techniques in hydraulic turbines—A review. Ocean Eng. 2021, 221, 108512. [Google Scholar] [CrossRef]
- Li, D.; Song, Y.; Lin, S.; Wang, H.; Qin, Y.; Wei, X. Effect mechanism of cavitation on the hump characteristic of a pump-turbine. Renew. Energy 2021, 167, 369–383. [Google Scholar] [CrossRef]
- Knapp, R.T. Recent Investigations of the Mechanics of Cavitation and Cavitation Damage. Trans. ASME 1955, 77, 1045–1054. [Google Scholar]
- Milichenko, S.L.; Bykovskii, O.G. Cavitation erosion on propeller materials. Met. Sci. Heat Treat. 1968, 10, 558–560. [Google Scholar] [CrossRef]
- Lauterborn, W.; Bolle, H. Experimental investigations of cavitation-bubble collapse in the neighbourhood of a solid boundary. J. Fluid Mech. 1975, 72, 391. [Google Scholar] [CrossRef]
- Karimi, A. Cavitation Erosion of a Duplex Stainless Steel. Mater. Sci. Eng. 1987, 86, 191–203. [Google Scholar] [CrossRef]
- Kwok, C.T.; Man, H.C.; Cheng, F.T. Cavitation erosion and damage mechanisms of alloys with duplex structures. Mater. Sci. Eng. 1998, 242, 108–120. [Google Scholar] [CrossRef]
- Qiao, Y.; Tian, Z.; Cai, X.; Chen, J.; Wang, Y.; Song, Q.; Li, H. Cavitation Erosion Behaviors of a Nickel-Free High-Nitrogen Stainless Steel. Tribol. Lett. 2019, 67, 1. [Google Scholar] [CrossRef]
- Kaufhold, C.; Pöhl, F.; Theisen, W. Correlation between cavitation erosion resistance and cyclic mechanical properties of different metallic materials. J. Phys. Conf. Ser. 2017, 843, 012037. [Google Scholar] [CrossRef] [Green Version]
- Krella, A.K.; Krupa, A. Effect of cavitation intensity on degradation of X6CrNiTi18-10 stainless steel. Wear 2018, 408–409, 180–189. [Google Scholar] [CrossRef]
- Sreedhar, B.K.; Albert, S.K.; Pandit, A.B. Cavitation damage: Theory and measurements—A review. Wear 2017, 372–373, 177–196. [Google Scholar] [CrossRef]
- Kim, K.; Chahine, G.L.; Franc, J.-P.; Karimi, A. Advanced Experimental and Numerical Techniques for Cavitation Erosion Prediction, 1st ed.; Kim, K., Chahine, G.L., Franc, J.-P., Karimi, A., Eds.; Springer International Publishing: Dordrecht, The Netherlands, 2014; Volume 106, ISBN 978-94-017-8538-9. [Google Scholar]
- Krella, A.K.; Zakrzewska, D.E. Cavitation Erosion—Phenomenon and Test Rigs. Adv. Mater. Sci. 2018, 18, 15–26. [Google Scholar] [CrossRef] [Green Version]
- Bedkowski, W.; Gasiak, G.; Lachowicz, C.; Lichtarowicz, A.; Łagoda, T.; Macha, E. Relations between cavitation erosion resistance of materials and their fatigue strength under random loading. Wear 1999, 230, 201–209. [Google Scholar] [CrossRef]
- Hattori, S.; Ishikura, R.; Zhang, Q. Construction of database on cavitation erosion and analyses of carbon steel data. Wear 2004, 257, 1022–1029. [Google Scholar] [CrossRef]
- Mesa, D.H.; Pinedo, C.E.; Tschiptschin, A.P. Improvement of the cavitation erosion resistance of UNS S31803 stainless steel by duplex treatment. Surf. Coat. Technol. 2010, 205, 1552–1556. [Google Scholar] [CrossRef]
- Peng, K.; Kang, C.; Li, G.; Matsuda, K.; Soyama, H. Effect of heat treatment on the cavitation erosion resistance of stainless steel. Mater. Corros. 2018, 69, 536–544. [Google Scholar] [CrossRef]
- Mitelea, I.; Ghera, C.; Bordeaşu, I.; Crəciunescu, C.M. Ultrasonic cavitation erosion of a duplex treated 16MnCr5 steel. Int. J. Mater. Res. 2015, 106, 391–397. [Google Scholar] [CrossRef]
- Rudakov, A.A. Relation between parameters of cavitation resistance and structure of steels. Met. Sci. Heat Treat. 2005, 47, 12–15. [Google Scholar] [CrossRef]
- Dojcinovic, M.; Volkov-husovic, T. Cavitation damage of the medium carbon steel. Implement. Image Anal. 2008, 62, 953–956. [Google Scholar]
- Hattori, S.; Hirose, T.; Sugiyama, K. Prediction method for cavitation erosion based on measurement of bubble collapse impact loads. Wear 2010, 269, 507–514. [Google Scholar] [CrossRef]
- Hattori, S.; Maeda, K. Logistic curve model of cavitation erosion progress in metallic materials. Wear 2010, 268, 855–862. [Google Scholar] [CrossRef]
- Franc, J.-P. Incubation Time and Cavitation Erosion Rate of Work-Hardening Materials. J. Fluids Eng. 2009, 131, 021303. [Google Scholar] [CrossRef]
- Man, H.C.; Kwok, C.T.; Yue, T.M. Cavitation erosion and corrosion behaviour of laser surface alloyed MMC of SiC and Si3N4 on Al alloy AA6061. Surf. Coat. Technol. 2000, 132, 11–20. [Google Scholar] [CrossRef]
- Meng, E.; Hu, H.X.; Guo, X.M.; Zheng, Y.G. Comparison of the cavitation erosion and slurry erosion behavior of cobalt-based and nickel-based coatings. Wear 2019, 429, 246–257. [Google Scholar]
- Taillon, G.; Pougoum, F.; Lavigne, S.; Ton-That, L.; Schulz, R.; Bousser, E.; Savoie, S.; Martinu, L.; Klemberg-Sapieha, J.E. Cavitation erosion mechanisms in stainless steels and in composite metal–ceramic HVOF coatings. Wear 2016, 364–365, 201–210. [Google Scholar] [CrossRef]
- Krella, A. The influence of TiN coatings properties on cavitation erosion resistance. Surf. Coat. Technol. 2009, 204, 263–270. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.; Zhang, J.; Zheng, Y.; Zheng, Y.; Lin, J. Synergistic effect of ultrasonic cavitation erosion and corrosion of WC-CoCr and FeCrSiBMn coatings prepared by HVOF spraying. Ultrason. Sonochem. 2016, 31, 563–569. [Google Scholar] [CrossRef]
- Vespa, P.; Pinard, P.T.; Gauvin, R.; Brochu, M. Analysis of WC/Ni-based coatings deposited by controlled short-circuit MIG welding. J. Mater. Eng. Perform. 2012, 21, 865–876. [Google Scholar] [CrossRef]
- Antoszczyszyn, T.J.; Pae, R.M.G.; de Oliveira, A.S.C.M.; Scheid, A. Impact of dilution on the microstructure and properties of Ni-based 625 alloy coatings. Soldag. Inspeção 2014, 19, 134–144. [Google Scholar] [CrossRef] [Green Version]
- Lian, G.; Zhang, H.; Zhang, Y.; Yao, M.; Huang, X.; Chen, C. Computational and experimental investigation of micro-hardness and wear resistance of Ni-based alloy and TiC composite coating obtained by laser cladding. Materials 2019, 12, 793. [Google Scholar] [CrossRef] [Green Version]
- Lampke, T.; Dietrich, D.; Leopold, A.; Alisch, G.; Wielage, B. Cavitation erosion of electroplated nickel composite coatings. Surf. Coat. Technol. 2008, 202, 3967–3974. [Google Scholar] [CrossRef]
- Chang, J.T.; Yeh, C.H.; He, J.L.; Chen, K.C. Cavitation erosion and corrosion behavior of Ni-Al intermetallic coatings. Wear 2003, 255, 162–169. [Google Scholar] [CrossRef]
- Sang, K.; Li, Y. Cavitation erosion of flame spray weld coating of nickel-base alloy powder. Wear 1995, 189, 20–24. [Google Scholar] [CrossRef]
- Li, J.; Sun, Y.; Sun, X.; Qiao, J. Mechanical and corrosion-resistance performance of electrodeposited titania—Nickel nanocomposite coatings. Surf. Coat. Technol. 2005, 192, 331–335. [Google Scholar] [CrossRef]
- Rose, I.; Whittington, C. Nickel Plating Handbook; Nickel Institute: Brussels, Belgium, 2014; pp. 1–80. [Google Scholar]
- Krella, A.K.; Zakrzewska, D.E.; Buszko, M.H.; Marchewicz, A. Effect of Thermal Treatment and Erosion Aggressiveness on Resistance of S235JR Steel to Cavitation and Slurry. Materials 2021, 14, 1456. [Google Scholar] [CrossRef]
- Samanta, S.; Singh, C.; Banerjee, A.; Mondal, K.; Dutta, M.; Singh, S.B. Development of amorphous Ni-P coating over API X70 steel for hydrogen barrier application. Surf. Coat. Technol. 2020, 403, 126356. [Google Scholar] [CrossRef]
- Lee, H.B.; Wuu, D.S.; Lee, C.Y.; Lin, C.S. Study of the corrosion behavior of nanocrystalline Ni-P electrodeposited coating. Met. Mater. Trans. A 2010, 41, 450–459. [Google Scholar] [CrossRef]
- Sun, C.; Li, J.; Shuang, S.; Zeng, H.; Luo, J. Effect of deffect on corrosion behavior of electroless Ni-P coating in CO2-saturated NaCl solution. Corros. Sci. 2018, 134, 23–27. [Google Scholar] [CrossRef]
- Sharma, A.; Singh, A.K. Corrosion and wear resistance study of Ni-P and Ni-P-PTFE nanocomosite coatings. Cent. Eur. J. Eng. 2011, 1, 234–243. [Google Scholar]
- Suslick, K.S.; Didenko, Y.; Fang, M.M.; Hyeon, T.; Kolbeck, J.; McNamara, W.B.; Mdleleni, M.M.; Wong, M. Acoustic cavitation and its chemical consequences. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1999, 357, 335–353. [Google Scholar] [CrossRef]
- Kang, C.T.; Petit, F.S.; Birks, N. Simultaneous erosion and oxidation of nickel at high temperatures. In Transport in Nonstoichiometric Compounds; Simkovich, G., Stubican, V.S., Eds.; Plenum Press: New York, NY, USA, 1985; pp. 411–427. [Google Scholar]
- Balaraju, J.N.; Sankara Narayanan, T.S.N.; Seshadri, S.K. Electroless Ni-P composite coatings. J. Appl. Electrochem. 2003, 33, 807–816. [Google Scholar] [CrossRef]
- Ma, D.; Harvey, T.; Wellman, R.; Ehiasarian, A.; Hovsepian, P.E.; Sugumaran, A.A.; Purandare, Y.; Wood, R. Cavitation erosion performance of CrAlYN/CrN nanoscale multilayer coatings deposited on Ti6Al4V by HIPIMS. J. Alloy. Compd. 2019, 788, 719–728. [Google Scholar] [CrossRef]
- Krella, A.K. Cavitation erosion of monolayer PVD coatings—An influence of deposition technique on the degradation process. Wear 2021, 478–479, 203762. [Google Scholar] [CrossRef]
- Sade, W.; Proença, R.T.; de Oliveira Moura, T.D.; Branco, J.R.T. Electroless Ni-P Coatings: Preparation and Evaluation of Fracture Toughness and Scratch Hardness. ISRN Mater. Sci. 2011, 2011, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Zhao, G.L.; Zou, Y.; Hao, Y.L.; Zou, Z.D. Corrosion Resistance of Electroless Ni-P/Cu/Ni-P Multilayer Coatings. Arch. Met. Mater. 2015, 60, 1003–1008. [Google Scholar] [CrossRef]
- Lelević, A. Ni-P coatings electroplating—A review Part I: Pure Ni-P alloy. Mater. Sci. Phys. 2018, arXiv:1807.04693v1. [Google Scholar]
- Singh, D.D.N.; Ghosh, R. Electroless nickel-phosphorus coatings to protect steel reinforcement bars from chloride induced corrosion. Surf. Coat. Technol. 2006, 201, 90–101. [Google Scholar] [CrossRef]
- Li, L.; Wang, J.; Xiao, J.; Yan, J.; Fan, H.; Suna, L.; Xue, L.; Tang, Z. Time-dependent corrosion behavior of electroless Ni–P coating in H2S/Cl− environment. Int. J. Hydrogen Energy 2021, 46, 11849–11864. [Google Scholar] [CrossRef]
- Lin, J.; Wang, Z.; Cheng, J.; Kang, M.; Fu, X.; Hong, S. Effect of Initial Surface Roughness on Cavitation Erosion Resistance of Arc-Sprayed Fe-Based Amorphous/Nanocrystalline Coatings. Coatings 2017, 7, 200. [Google Scholar] [CrossRef] [Green Version]
- Shu, X.; He, Z.; Wang, Y.; Yin, L. Mechanical properties of Ni-based coatings fabricated by electroless plating method. Surf. Eng. 2019, 36, 944–951. [Google Scholar] [CrossRef]
- Park, I.; Kim, S. Effect of pH of the sulfuric acid bath on cavitation erosion behavior in natural seawater of electroless nickel plating coating. Appl. Surf. Sci. 2019, 483, 194–204. [Google Scholar] [CrossRef]
- Lin, C.J.; Chen, K.C.; He, J.L. The cavitation erosion behavior of electroless Ni-P-SiC composite coating. Wear 2006, 261, 1390–1396. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cr | Ni | Fe |
|---|---|---|---|---|
| 0.1 | 2.5 | 3.0 | 1.0 | 93.4 |
| Yield Point [MPa] | Tensile Strength [MPa] | Elongation [%] | Compressive Strength [MPa] | Hardness [HV] |
|---|---|---|---|---|
| 785 | 1265 | 11 | 1000 | 389 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zakrzewska, D.E.; Buszko, M.H.; Krella, A.K.; Komenda, A.; Mordarski, G.; Socha, R.P. Damage Development on the Surface of Nickel Coating in the Initial Period of Erosion. Materials 2021, 14, 3123. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14113123
Zakrzewska DE, Buszko MH, Krella AK, Komenda A, Mordarski G, Socha RP. Damage Development on the Surface of Nickel Coating in the Initial Period of Erosion. Materials. 2021; 14(11):3123. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14113123
Chicago/Turabian StyleZakrzewska, Dominika E., Marta H. Buszko, Alicja K. Krella, Anna Komenda, Grzegorz Mordarski, and Robert P. Socha. 2021. "Damage Development on the Surface of Nickel Coating in the Initial Period of Erosion" Materials 14, no. 11: 3123. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14113123