
Assessing Fracture Toughness and Impact Strength of PMMA Reinforced with Nano-Particles and Fibre as Advanced Denture Base Materials

 ,
,  and
and
Abstract
:1. Introduction
2. Material and Methods
2.1. Materials
2.2. Specimen Preparation
2.2.1. Surface Modification of Nanoparticles
2.2.2. Dispersion of Filler with the PMMA/MMA
2.3. Mechanical Measurements Procedures
2.3.1. Fracture Toughness Measurement
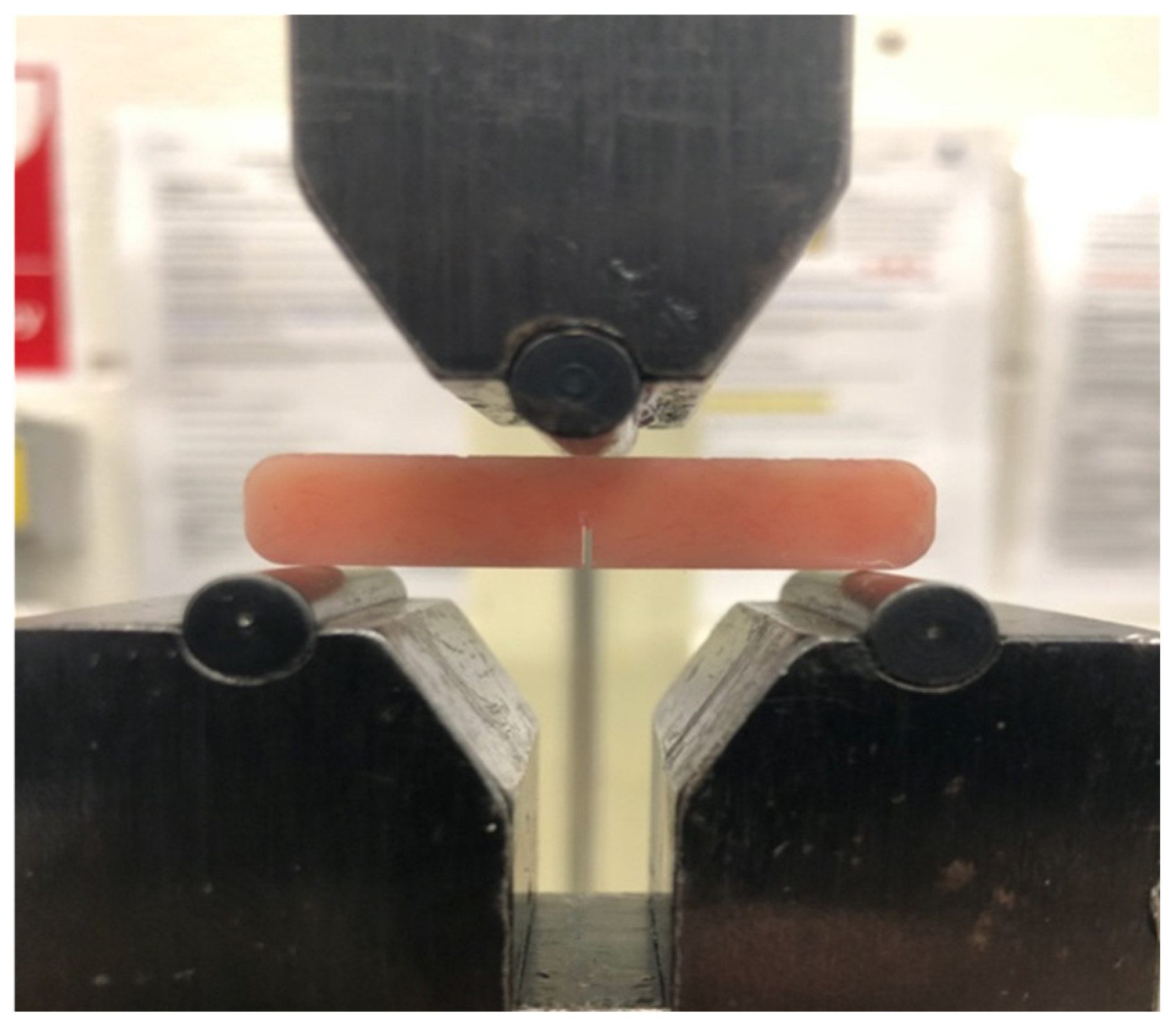
2.3.2. Impact Strength Measurement
2.4. Scanning Electron Microscopy (SEM) Analysis
2.5. Statistical Analysis
3. Results
3.1. Fracture Toughness
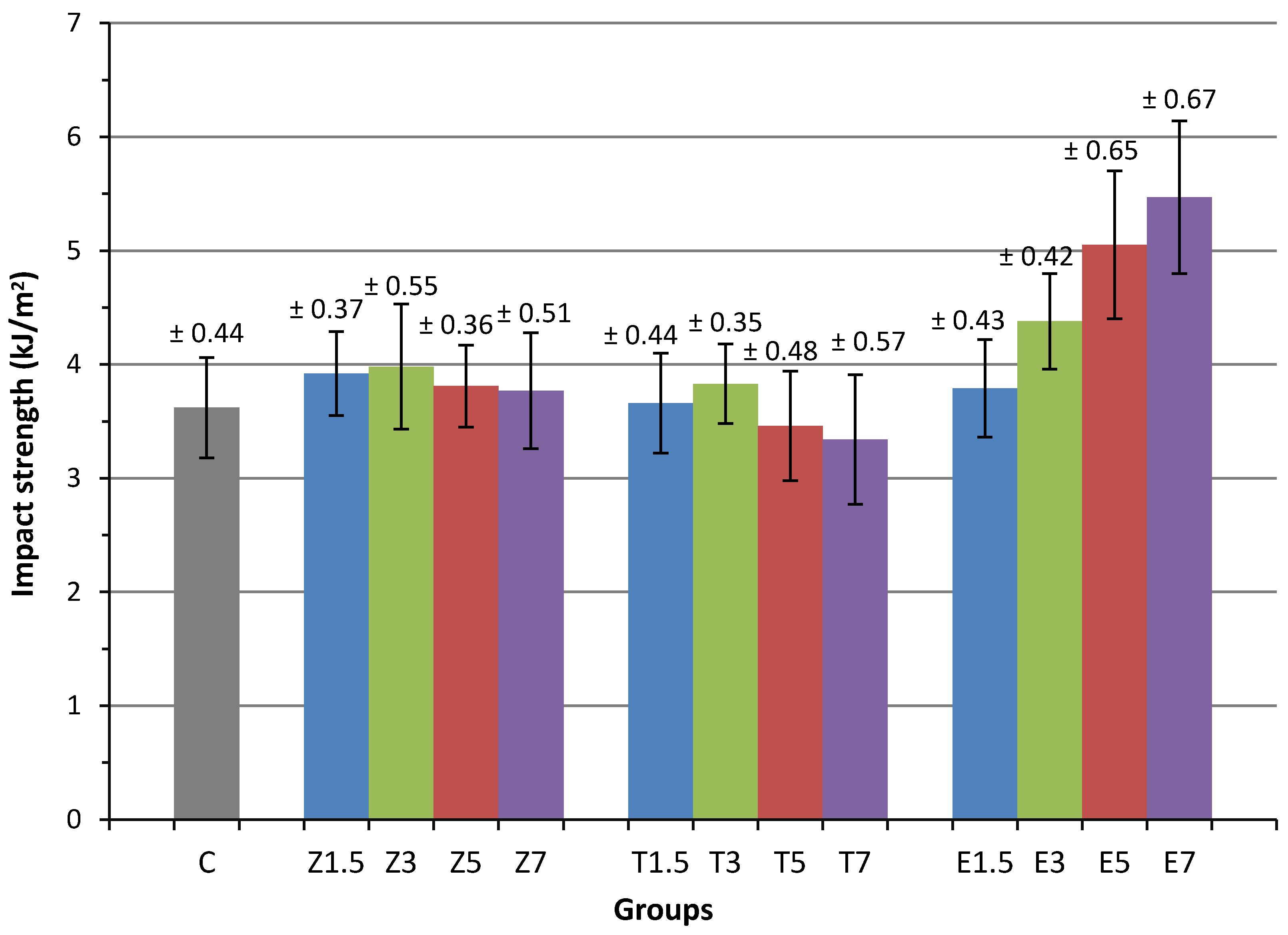
3.2. Impact Strength
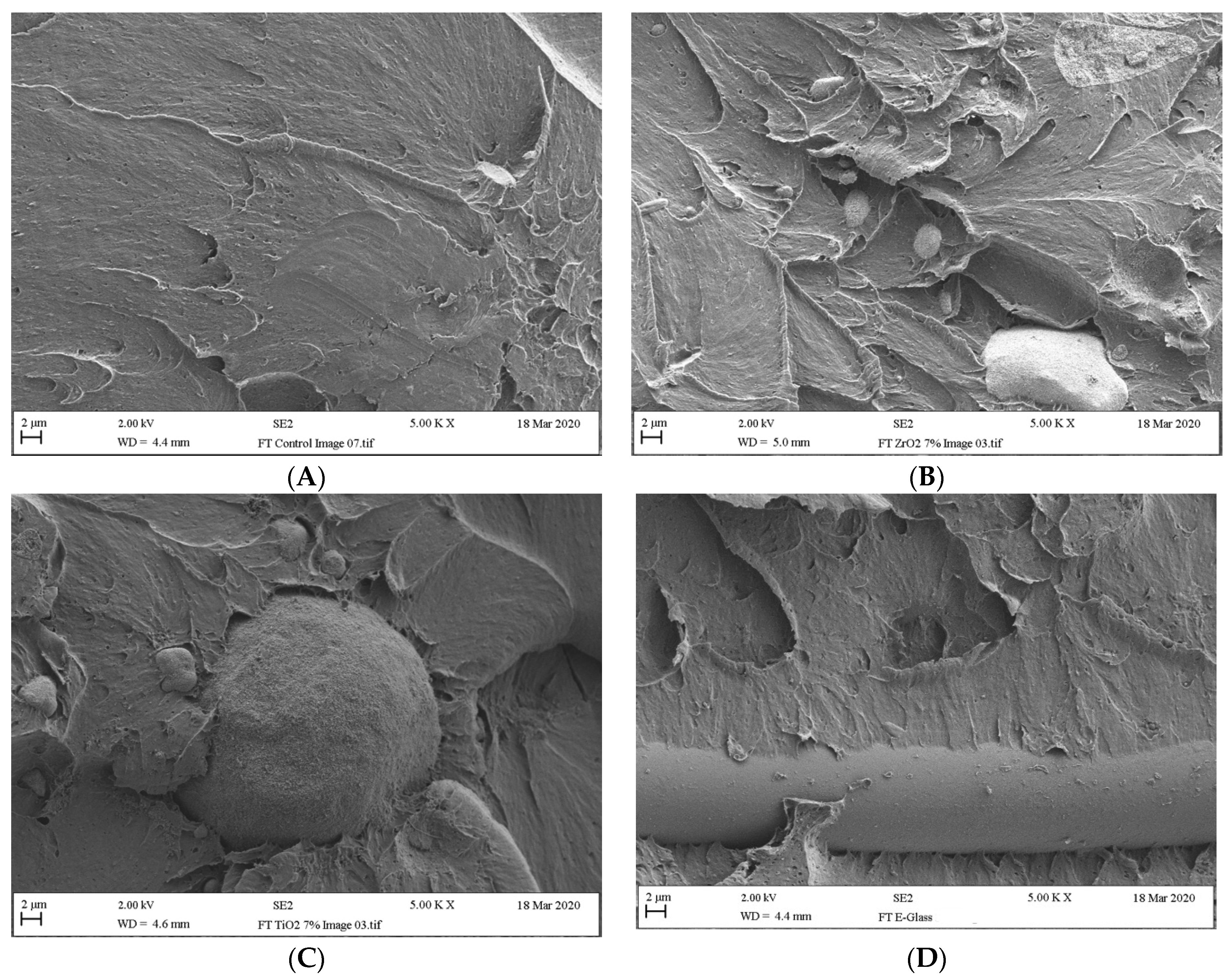
3.3. Fractured Specimen Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jagger, D.; Harrison, A.; Jagger, R.; Milward, P. The effect of the addition of poly (methyl methacrylate) fibres on some properties of high strength heat-cured acrylic resin denture base material. J. Oral Rehabilitation 2003, 30, 231–235. [Google Scholar] [CrossRef]
- Faot, F.; Costa, M.A.; Cury, A.D.B.; Garcia, R.C.R. Impact strength and fracture morphology of denture acrylic resins. J. Prosthet. Dent. 2006, 96, 367–373. [Google Scholar] [CrossRef] [PubMed]
- Chladek, G.; Pakiela, K.; Pakiela, W.; Zmudzki, J.; Adamiak, M.; Krawczyk, C. Effect of antibacterial silver-releasing filler on the physicochemical properties of poly (methyl methacrylate) denture base material. Materials 2019, 12, 4146. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, S.-H.; Lee, Y.; Oh, S.; Cho, H.-W.; Oda, Y.; Bae, J.-M. Reinforcing effects of different fibers on denture base resin based on the fiber type, concentration, and combination. Dent. Mater. J. 2012, 31, 1039–1046. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gad, M.M.; Abualsaud, R. Behavior of PMMA Denture Base Materials Containing Titanium Dioxide Nanoparticles: A Literature Review. Int. J. Biomater. 2019, 2019. [Google Scholar] [CrossRef] [PubMed]
- Franklin, P.; Wood, D.J.; Bubb, N.L. Reinforcement of poly (methyl methacrylate) denture base with glass flake. Dent. Mater. 2005, 21, 365–370. [Google Scholar] [CrossRef]
- Hamza, T.A.; Rosenstiel, S.F.; Elhosary, M.M.; Ibraheem, R.M. The effect of fiber reinforcement on the fracture toughness and flexural strength of provisional restorative resins. J. Prosthet. Dent. 2004, 91, 258–264. [Google Scholar] [CrossRef]
- Johnston, E.P.; Nicholls, J.I.; Smith, D.E. Flexure fatigue of 10 commonly used denture base resins. J. Prosthet. Dent. 1981, 46, 478–483. [Google Scholar] [CrossRef]
- Zappini, G.; Kammann, A.; Wachter, W. Comparison of fracture tests of denture base materials. J. Prosthet. Dent. 2003, 90, 578–585. [Google Scholar] [CrossRef] [PubMed]
- Dikbas, I.; Gurbuz, O.; Unalan, F.; Koksal, T. Impact strength of denture polymethyl methacrylate reinforced with different forms of E-glass fibers. Acta Odontol. Scand. 2013, 71, 727–732. [Google Scholar] [CrossRef]
- Kim, S.-H.; Watts, D.C. The effect of reinforcement with woven E-glass fibers on the impact strength of complete dentures fabricated with high-impact acrylic resin. J. Prosthet. Dent. 2004, 91, 274–280. [Google Scholar] [CrossRef]
- Hirajima, Y.; Takahashi, H.; Minakuchi, S. Influence of a denture strengthener on the deformation of a maxillary complete denture. Dent. Mater. J. 2009, 28, 507–512. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ilie, N.; Hilton, T.; Heintze, S.; Hickel, R.; Watts, D.; Silikas, N.; Stansbury, J.; Cadenaro, M.; Ferracane, J. Academy of Dental Materials guidance—Resin composites: Part I—Mechanical properties. Dent. Mater. 2017, 33, 880–894. [Google Scholar] [CrossRef]
- Gad, M.M.; Al-Thobity, A.M.; Rahoma, A.; Abualsaud, R.; Al-Harbi, F.A.; Akhtar, S. Reinforcement of PMMA Denture Base Material with a Mixture of ZrO2 Nanoparticles and Glass Fibers. Int. J. Dent. 2019, 2019. [Google Scholar] [CrossRef] [Green Version]
- Gutteridge, D.L. The effect of including ultra-high-modulus polyethylene fibre on the impact strength of acrylic resin. Br. Dent. J. 1988, 164. [Google Scholar] [CrossRef]
- Nakamura, M.; Takahashi, H.; Hayakawa, I. Reinforcement of denture base resin with short-rod glass fiber. Dent. Mater. J. 2007, 26, 733–738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karacaer, O.; Polat, T.N.; Tezvergil, A.; Lassila, L.V.; Vallittu, P.K. The effect of length and concentration of glass fibers on the mechanical properties of an injection-and a compression-molded denture base polymer. J. Prosthet. Dent. 2003, 90, 385–393. [Google Scholar] [CrossRef]
- Ellakwa, A.E.; Morsy, M.A.; El-Sheikh, A.M. Effect of Aluminum Oxide Addition on the Flexural Strength and Thermal Diffusivity of Heat-Polymerized Acrylic Resin. J. Prosthodont. 2008, 17, 439–444. [Google Scholar] [CrossRef]
- Cevik, P.; Yildirim-Bicer, A.Z. The effect of silica and prepolymer nanoparticles on the mechanical properties of denture base acrylic resin. J. Prosthodont. 2018, 27, 763–770. [Google Scholar] [CrossRef]
- Sun, J.; Forster, A.M.; Johnson, P.M.; Eidelman, N.; Quinn, G.; Schumacher, G.; Zhang, X.; Wu, W.-L. Improving performance of dental resins by adding titanium dioxide nanoparticles. Dent. Mater. 2011, 27, 972–982. [Google Scholar] [CrossRef] [PubMed]
- Nejatian, T.; Nathwani, N.; Taylor, L.; Sefat, F. Denture Base Composites: Effect of Surface Modified Nano- and Micro-Particulates on Mechanical Properties of Polymethyl Methacrylate. Materials 2020, 13, 307. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.-Y.; Zhang, X.-J.; Huang, Z.-L.; Zhu, B.-S.; Chen, R.-R. Hybrid effects of zirconia nanoparticles with aluminum borate whiskers on mechanical properties of denture base resin PMMA. Dent. Mater. J. 2014, 33, 141–146. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Tao, J.; Yu, B.; Dai, L. Characterization of multiwalled carbon nanotube-polymethyl methacrylate composite resins as denture base materials. J. Prosthet. Dent. 2014, 111, 318–326. [Google Scholar] [CrossRef] [PubMed]
- Bacali, C.; Badea, M.; Moldovan, M.; Sarosi, C.; Nastase, V.; Baldea, I.; Chiorean, R.S.; Constantiniuc, M. The influence of graphene in improvement of physico-mechanical properties in PMMA Denture Base Resins. Materials 2019, 12, 2335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [Google Scholar] [CrossRef] [PubMed]
- Karci, M.; Demir, N.; Yazman, S. Evaluation of Flexural Strength of Different Denture Base Materials Rein-forced with Different Nanoparticles. J. Prosthodont. 2019, 28, 572–579. [Google Scholar] [CrossRef] [PubMed]
- Totu, E.E.; Nechifor, A.C.; Nechifor, G.; Aboul-Enein, H.Y.; Cristache, C.M. Poly (methyl methacrylate) with TiO2 nanoparticles inclusion for stereolitographic complete denture manufacturing—The fututre in dental care for elderly edentulous patients? J. Dent. 2017, 59, 68–77. [Google Scholar] [CrossRef] [PubMed]
- Abushowmi, T.H.; AlZaher, Z.A.; Almaskin, D.F.; Qaw, M.S.; Abualsaud, R.; Akhtar, S.; Al-Thobity, A.M.; Al-Harbi, F.A.; Gad, M.M.; Baba, N.Z. Comparative Effect of Glass Fiber and Nano-Filler Addition on Denture Repair Strength. J. Prosthodont. 2020, 29, 261–268. [Google Scholar] [CrossRef]
- Xia, Y.; Zhang, F.; Xie, H.; Gu, N. Nanoparticle-reinforced resin-based dental composites. J. Dent. 2008, 36, 450–455. [Google Scholar] [CrossRef]
- Ohkubo, C.; Hanatani, S.; Hosoi, T. Present status of titanium removable dentures—A review of the literature. J. Oral Rehabil. 2008, 35, 706–714. [Google Scholar] [CrossRef] [PubMed]
- Alhotan, A.; Yates, J.; Zidan, S.; Haider, J.; Silikas, N. Flexural Strength and Hardness of Filler-Reinforced PMMA Targeted for Denture Base Application. Materials 2021, 14, 2659. [Google Scholar] [CrossRef] [PubMed]
- Zidan, S.; Silikas, N.; Alhotan, A.; Haider, J.; Yates, J. Investigating the Mechanical Properties of ZrO2-Impregnated PMMA Nanocomposite for Denture-Based Applications. Materials 2019, 12, 1344. [Google Scholar] [CrossRef] [Green Version]
- John, J.; Gangadhar, S.A.; Shah, I. Flexural strength of heat-polymerized polymethyl methacrylate denture resin reinforced with glass, aramid, or nylon fibers. J. Prosthet. Dent. 2001, 86, 424–427. [Google Scholar] [CrossRef]
- Larson, W.R.; Dixon, D.L.; Aquilino, S.A.; Clancy, J.M. The effect of carbon graphite fiber reinforcentent on the strength of provisional crown and fixed partial denture resins. J. Prosthet. Dent. 1991, 66, 816–820. [Google Scholar] [CrossRef]
- Clarke, D.; Ladizesky, N.; Chow, T. Acrylic resins reinforced with highly drawn linear polyethylene woven fibres. 1. Construction of upper denture bases. Aust. Dent. J. 1992, 37, 394–399. [Google Scholar] [CrossRef] [PubMed]
- Al-Haddad, A.; Roudsari, R.V.; Satterthwaite, J.D. Fracture toughness of heat cured denture base acrylic resin modified with Chlorhexidine and Fluconazole as bioactive compounds. J. Dent. 2014, 42, 180–184. [Google Scholar] [CrossRef]
- Lassila, L.; Keulemans, F.; Säilynoja, E.; Vallittu, P.K.; Garoushi, S. Mechanical properties and fracture behavior of flowable fiber reinforced composite restorations. Dent. Mater. 2018, 34, 598–606. [Google Scholar] [CrossRef]
- Ilie, N.; Hickel, R.; Vâlceanu, A.S.; Huth, K.C. Fracture toughness of dental restorative materials. Clin. Oral Investig. 2012, 16, 489–498. [Google Scholar] [CrossRef] [PubMed]
- Elbishari, H.; Silikas, N.; Satterthwaite, J. Filler size of resin-composites, percentage of voids and fracture toughness: Is there a correlation? Dent. Mater. J. 2012, 31, 523–527. [Google Scholar] [CrossRef]
- Topouzi, M.; Kontonasaki, E.; Bikiaris, D.; Papadopoulou, L.; Paraskevopoulos, K.M.; Koidis, P. Reinforcement of a PMMA resin for interim fixed prostheses with silica nanoparticles. J. Mech. Behav. Biomed. Mater. 2017, 69, 213–222. [Google Scholar] [CrossRef]
- Kim, S.-H.; Watts, D.C. Effect of Glass-Fiber Reinforcement and Water Storage on Fracture Toughness (K IC) of Polymer-Based Provisional Crown and FPD Materials. Int. J. Prosthodont. 2004, 17, 318–322. [Google Scholar]
- Vuorinen, A.-M.; Dyer, S.R.; Lassila, L.V.; Vallittu, P.K. Effect of rigid rod polymer filler on mechanical proper-ties of poly-methyl methacrylate denture base material. Dent. Mater. 2008, 24, 708–713. [Google Scholar] [CrossRef]
- Asar, N.V.; Albayrak, H.; Korkmaz, T.; Turkyilmaz, I. Influence of various metal oxides on mechanical and physical properties of heat-cured polymethyl methacrylate denture base resins. J. Adv. Prosthodont. 2013, 5, 241–247. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiangkongkho, P.; Arksornnukit, M.; Takahashi, H. The synthesis, modification, and application of nanosilica in polymethyl methacrylate denture base. Dent. Mater. J. 2018, 37, 582–591. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- So, Y.C.; Tsoi, J.K.H.; Matinlinna, J.P. A new approach to cure and reinforce cold-cured acrylics. Silicon 2012, 4, 209–220. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. ISO:20795–1 Dentistry—Denture Base Polymers; International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- International Organization for Standardization. ISO:179-1 Plastics—Determination of Charpy Impact Properties; International Organization for Standardization: Geneva, Switzerland, 2000. [Google Scholar]
- Alshabib, A.; Silikas, N.; Watts, D.C. Hardness and fracture toughness of resin-composite materials with and without fibers. Dent. Mater. 2019, 35, 1194–1203. [Google Scholar] [CrossRef]
- Al-Harbi, F.A.; Abdel-Halim, M.S.; Gad, M.M.; Fouda, S.M.; Baba, N.Z.; AlRumaih, H.S.; Akhtar, S. Effect of nanodiamond addition on flexural strength, impact strength, and surface roughness of PMMA denture base. J. Prosthodont. 2018, 28, 417–425. [Google Scholar] [CrossRef] [Green Version]
- Nejatian, T.; Johnson, A.; van Noort, R. Reinforcement of denture base resin. Adv. Sci. Technol. 2006, 49, 124–129. [Google Scholar] [CrossRef]
- Balos, S.; Pilic, B.; Markovic, D.; Pavlicevic, J.; Luzanin, O. Poly (methyl-methacrylate) nanocomposites with low silica addition. J. Prosthet. Dent. 2014, 111, 327–334. [Google Scholar] [CrossRef]
- Nobrega, A.S.; Andreotti, A.M.; Moreno, A.; Sinhoreti, M.A.; dos Santos, D.M.; Goiato, M.C. Influence of adding nanoparticles on the hardness, tear strength, and permanent deformation of facial silicone subjected to accelerated aging. J. Prosthet. Dent. 2016, 116, 623–629. [Google Scholar] [CrossRef] [Green Version]
- Vallittu, P.K.; Vojtkova, H.; Lassila, V.P. Impact strength of denture polymethyl methacrylate reinforced with continuous glass fibers or metal wire. Acta Odontol. Scand. 1995, 53, 392–396. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Composition and Specifications | Manufacturer |
|---|---|---|
| Lucitone-199TM | Heat-polymerised acrylic resin powder: PMMA; monomer: MMA | Dentsply International, York, PA, USA |
| Zirconium oxide | Zirconium (IV) oxide-yttria stabilised, nanopowder, <100 nm particle size | Sigma Aldrich, Gillingham, UK |
| Titanium oxide | Titanium (IV) oxide, anatase, nanopowder, <25 nm particle size | Sigma Aldrich, Gillingham, UK |
| Silanised E-glass fibre | 3 mm in length, 15 μm in diameter | Hebei Yuniu Fiberglass, Xingtai, China |
| Ethanol | Ethanol, absolute (C2H6O, EtOH) | Fisher Scientific, Loughborough, UK |
| Silane coupling agent | 3-(Trimethoxysilyl)propyl methacrylate, assay 98% | Sigma Aldrich, Gillingham, UK |
| Materials Groups | Filler Concentrations (wt.%) | Filler Concentration Subgroup Code | Material Description |
|---|---|---|---|
| Control | 0.0 | C | PMMA acrylic resin |
| ZrO2 nanoparticle | 1.5 | Z1 | PMMA acrylic resin + 1.5 wt.% ZrO2 |
| 3.0 | Z3 | PMMA acrylic resin + 3 wt.% ZrO2 | |
| 5.0 | Z5 | PMMA acrylic resin + 5 wt.% ZrO2 | |
| 7.0 | Z7 | PMMA acrylic resin + 7 wt.% ZrO2 | |
| TiO2 nanoparticle | 1.5 | T1 | PMMA acrylic resin + 1.5 wt.% TiO2 |
| 3.0 | T3 | PMMA acrylic resin + 3 wt.% TiO2 | |
| 5.0 | T5 | PMMA acrylic resin + 5 wt.% TiO2 | |
| 7.0 | T7 | PMMA acrylic resin + 7 wt.% TiO2 | |
| E-glass fibre | 1.5 | E1 | PMMA acrylic resin + 1.5 wt.% E-glass |
| 3.0 | E3 | PMMA acrylic resin + 3 wt.% E-glass | |
| 5.0 | E5 | PMMA acrylic resin + 5 wt.% E-glass | |
| 7.0 | E7 | PMMA acrylic resin + 7 wt.% E-glass |
| Group | Fracture Toughness (MPa.m1/2) Mean ± SD | Impact Strength (kJ/m2) Mean ± SD | |
|---|---|---|---|
| Control | C | 1.42 (0.06) AD | 3.62 (0.44) ABC |
| ZrO2 | Z1.5 | 1.61(0.15) BC | 3.92 (0.37) A |
| Z3 | 1.75 (0.12) B | 3.98 (0.55) A | |
| Z5 | 1.56 (0.13) AC | 3.81 (0.36) A | |
| Z7 | 1.53 (0.12) AC | 3.77 (0.51) A | |
| TiO2 | T1.5 | 1.48 (0.10) D | 3.66 (0.44) B |
| T3 | 1.70 (0.16) E | 3.83 (0.35) B | |
| T5 | 1.52 (0.11) D | 3.46 (0.48) B | |
| T7 | 1.45 (0.12) D | 3.34 (0.57) B | |
| E-glass fibre | E1.5 | 1.59 (0.10) E | 3.79 (0.43) CD |
| E3 | 1.60 (0.13) EF | 4.38 (0.42) D | |
| E5 | 1.61 (0.15) EF | 5.05 (0.65) E | |
| E7 | 1.72 (0.09) F | 5.47 (0.67) E | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alhotan, A.; Yates, J.; Zidan, S.; Haider, J.; Silikas, N. Assessing Fracture Toughness and Impact Strength of PMMA Reinforced with Nano-Particles and Fibre as Advanced Denture Base Materials. Materials 2021, 14, 4127. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14154127
Alhotan A, Yates J, Zidan S, Haider J, Silikas N. Assessing Fracture Toughness and Impact Strength of PMMA Reinforced with Nano-Particles and Fibre as Advanced Denture Base Materials. Materials. 2021; 14(15):4127. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14154127
Chicago/Turabian StyleAlhotan, Abdulaziz, Julian Yates, Saleh Zidan, Julfikar Haider, and Nikolaos Silikas. 2021. "Assessing Fracture Toughness and Impact Strength of PMMA Reinforced with Nano-Particles and Fibre as Advanced Denture Base Materials" Materials 14, no. 15: 4127. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14154127