
Synthesis of Polyamide-Based Microcapsules via Interfacial Polymerization: Effect of Key Process Parameters

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of PA 210 Microcapsules (PA MCs)
2.3. Synthesis of PA 210 Membranes (PA Membranes)
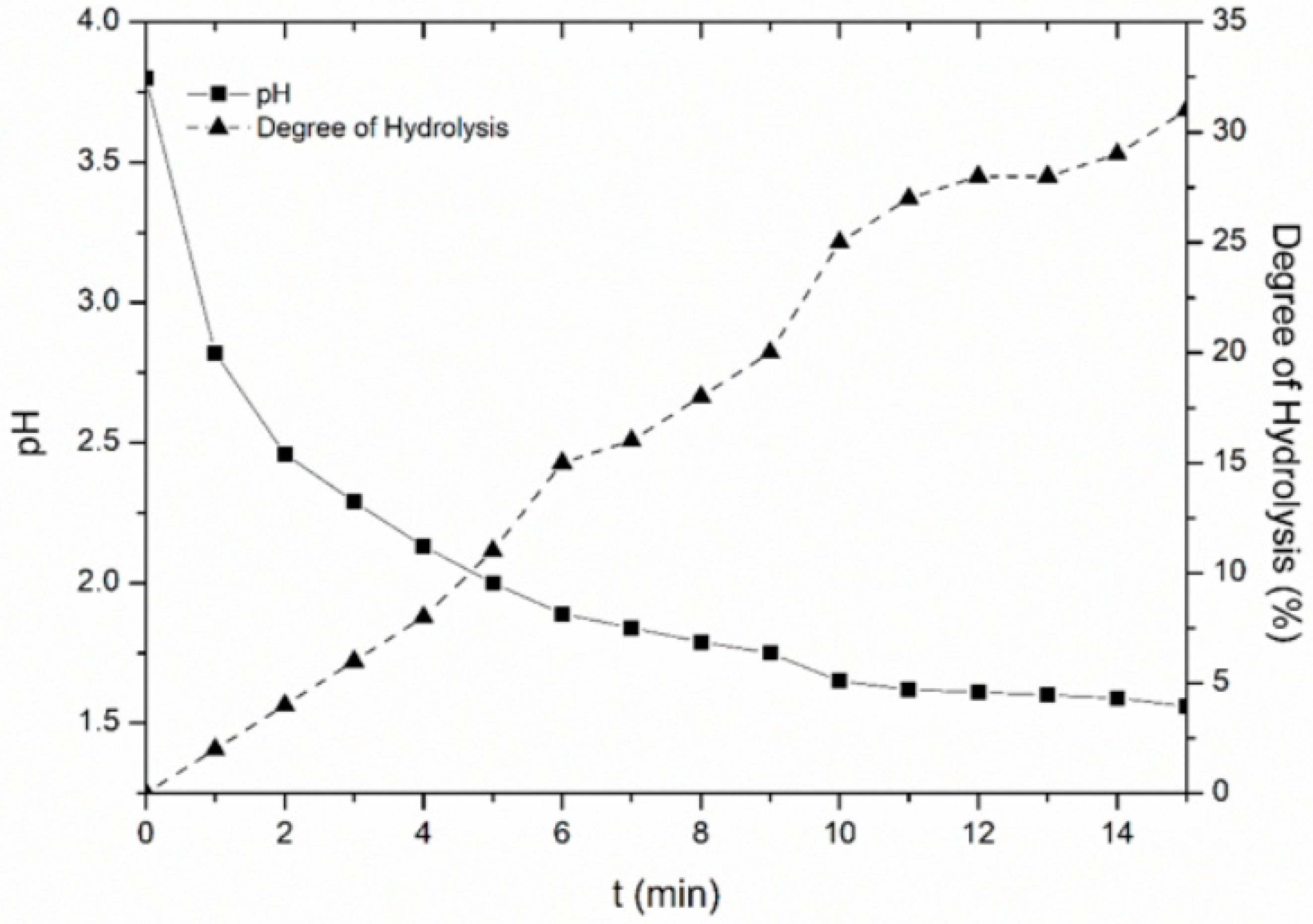
2.4. Hydrolysis of Sebacoyl Chloride under Emulsification Conditions
2.5. Determination of Apparent Partition Coefficient of EDA
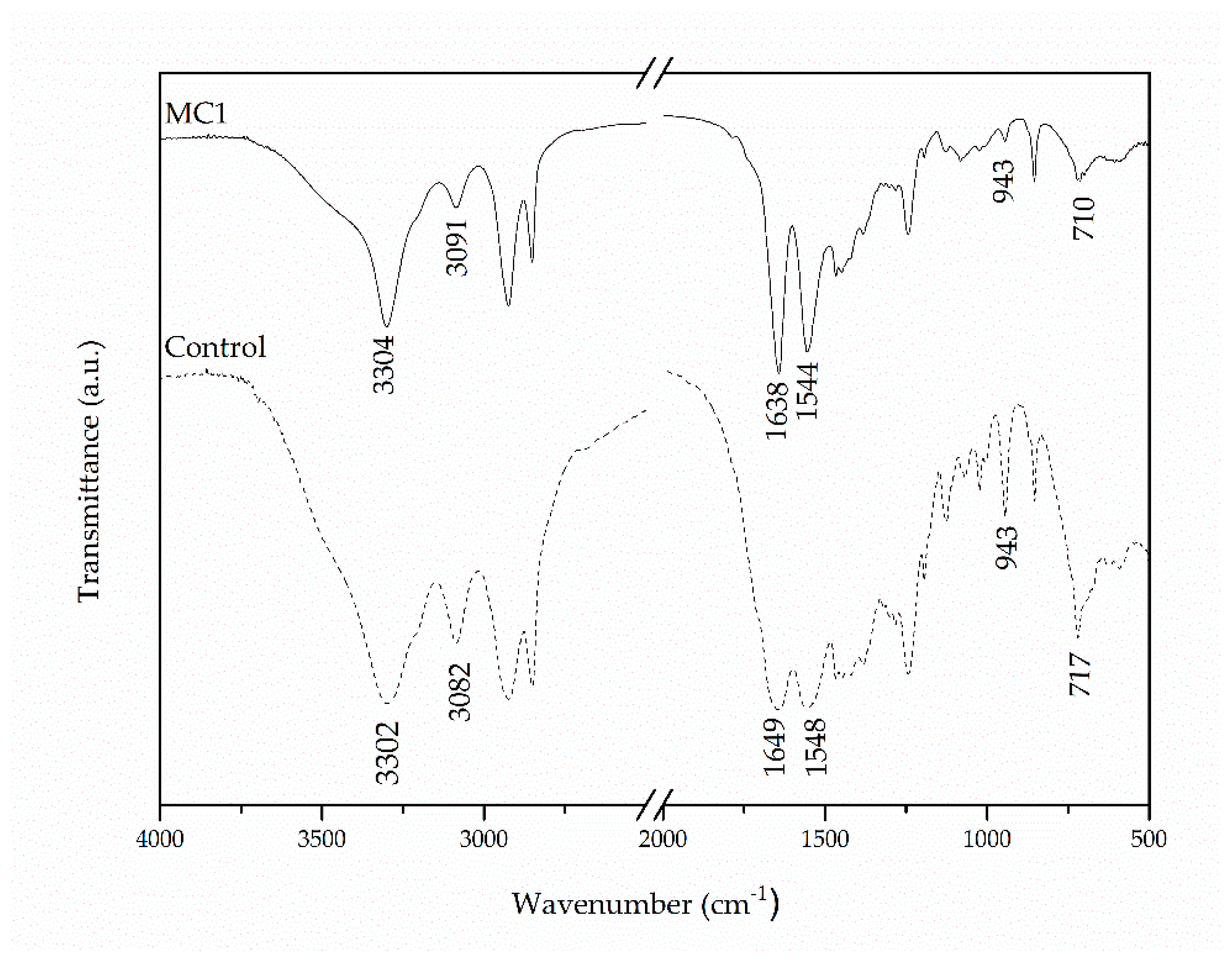
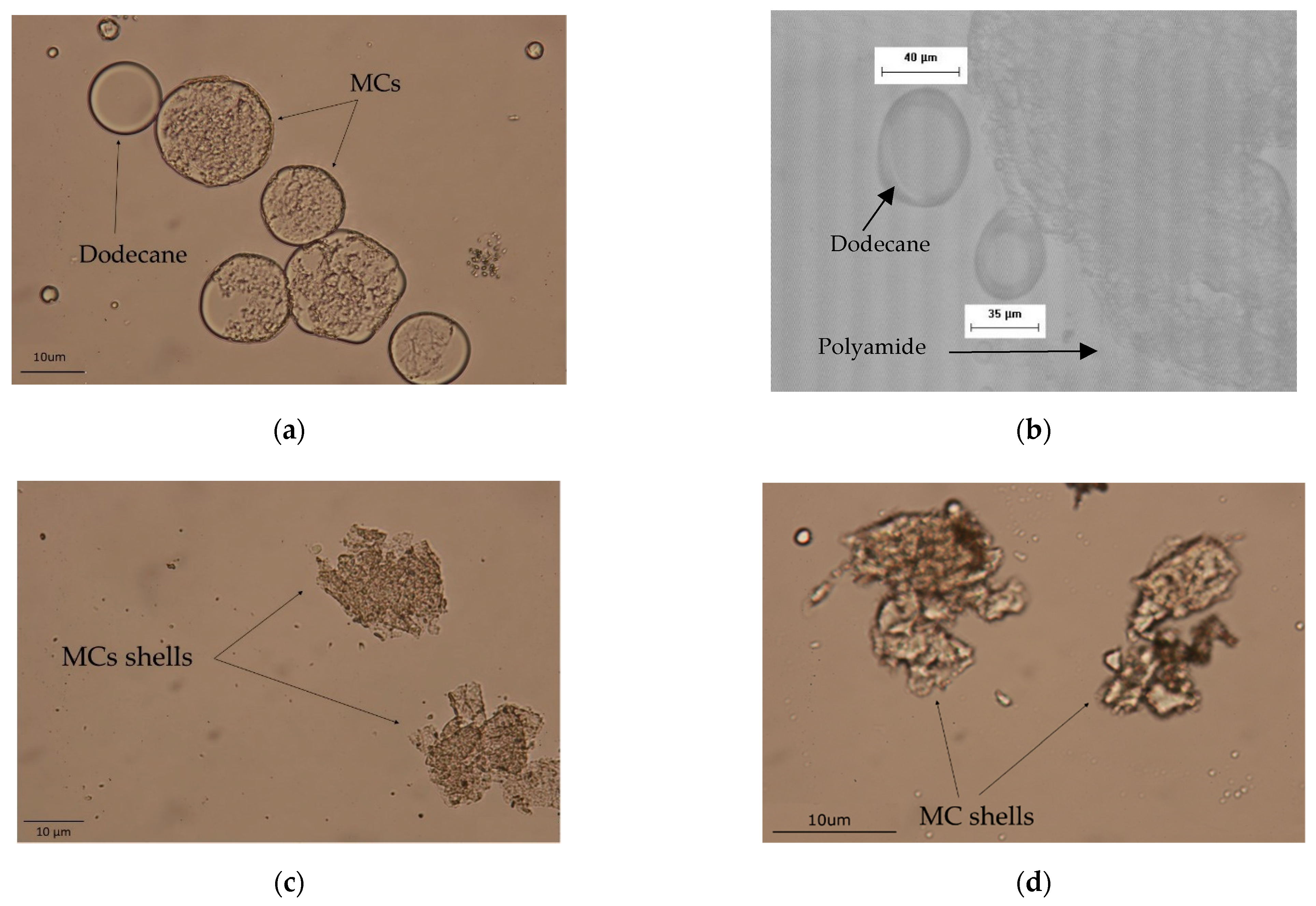
2.6. Characterization of PA 210 Microcapsules and Membranes
3. Results and Discussion
3.1. Selection of Interfacial Polymerization Critical Conditions—MC1
3.2. Effect of Monomers Molar Ratio on Polyamide Microcapsules—MC2
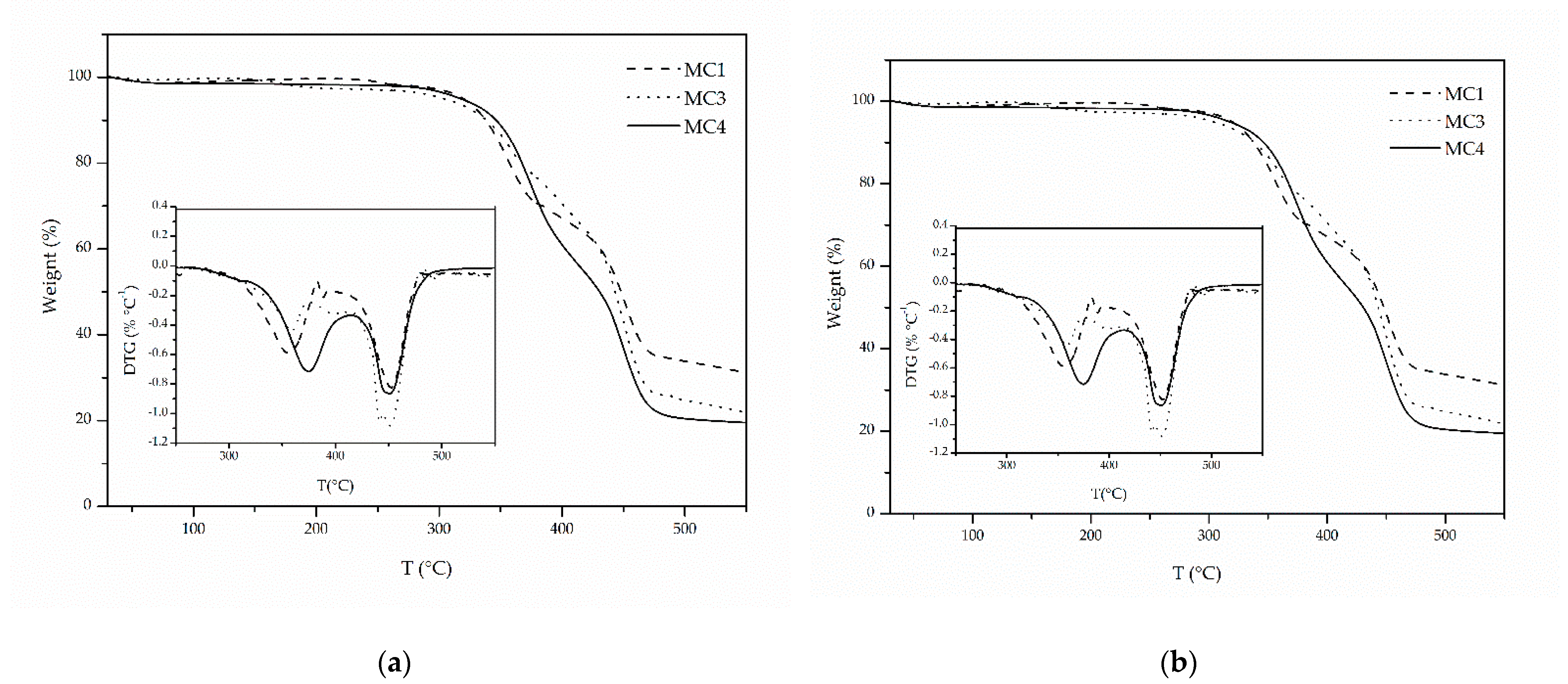
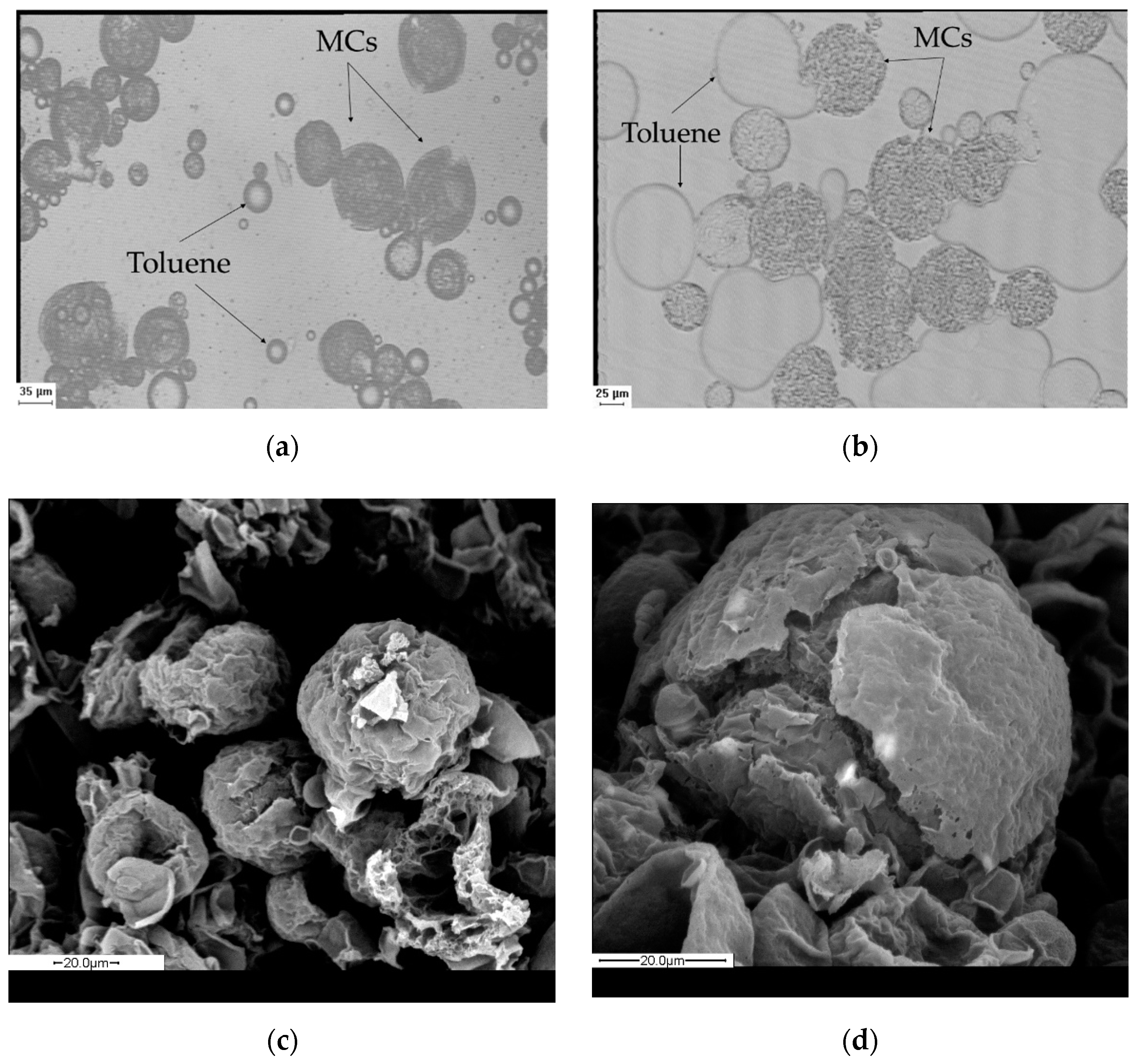
3.3. Effect of SC Solvent/Organic Core on Polyamide Microcapsules—MC1, MC3, MC4
3.4. Effect of Polymerization Stirring Rate and Time on Polyamide Microcapsules—MC5, MC6
3.5. Implementation of Most Appropriate Conditions for PA 210 MCs Formation via Interfacial Polymerization—MC7
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mishra, M. (Ed.) Handbook of Encapsulation and Controlled Release, 1st ed.; CRC Press: Baca Raton, FL, USA, 2015; ISBN 9781482232325. [Google Scholar]
- Bah, M.G.; Bilal, H.M.; Wang, J. Fabrication and Application of Complex Microcapsules: A Review. Soft Matter 2020, 16, 570–590. [Google Scholar] [CrossRef]
- Roussaki, M.; Gaitanarou, A.; Diamanti, P.C.; Vouyiouka, S.; Papaspyrides, C.; Kefalas, P.; Detsi, A. Encapsulation of the Natural Antioxidant Aureusidin in Biodegradable PLA Nanoparticles. Polym. Degrad. Stab. 2014, 108, 182–187. [Google Scholar] [CrossRef]
- Kamtsikakis, A.; Kavetsou, E.; Chronaki, K.; Kiosidou, E.; Pavlatou, E.; Karana, A.; Papaspyrides, C.; Detsi, A.; Karantonis, A.; Vouyiouka, S. Encapsulation of Antifouling Organic Biocides in Poly(Lactic Acid) Nanoparticles. Bioengineering 2017, 4, 81. [Google Scholar] [CrossRef]
- Chronaki, K.; Korres, D.M.; Papaspyrides, C.D.; Vouyiouka, S. Poly(Lactic Acid) Microcapsules: Tailoring Properties via Solid State Polymerization. Polym. Degrad. Stab. 2020, 179, 109283. [Google Scholar] [CrossRef]
- Perignon, C.; Ongmayeb, G.; Neufeld, R.; Frere, Y.; Poncelet, D. Microencapsulation by Interfacial Polymerisation: Membrane Formation and Structure. J. Microencapsul. 2015, 32, 1–15. [Google Scholar] [CrossRef]
- Zhang, M.; Ni, P.; Yan, N. Effect of Operation Variables and Monomers on the Properties of Polyamide Microcapsules. J. Microencapsul. 1995, 12, 425–435. [Google Scholar] [CrossRef]
- Arshady, R. Biodegradable Microcapsular Drug Delivery Systems: Manufacturing Methodology, Release Control and Targeting Prospects. J. Bioact. Comp. Polym. 1990, 5, 315–342. [Google Scholar] [CrossRef]
- Dubey, R.; Shiami, T.C.; Bhasker Rao, K.U. Microencapsulation Technology and Applications. Def. Sci. J. 2009, 59, 82–95. [Google Scholar]
- Jyothi, N.V.N.; Prasanna, P.M.; Sakarkar, S.N.; Prabha, K.S.; Ramaiah, P.S.; Srawan, G.Y. Microencapsulation Techniques, Factors Influencing Encapsulation Efficiency. J. Microencapsul. 2010, 27, 187–197. [Google Scholar] [CrossRef]
- Tzavidi, S.; Zotiadis, C.; Porfyris, A.; Korres, D.M.; Vouyiouka, S. Epoxy Loaded Poly(Urea-Formaldehyde) Microcapsules via in Situ Polymerization Designated for Self-Healing Coatings. J. Appl. Polym. Sci. 2020, 137, 49323. [Google Scholar] [CrossRef]
- Zotiadis, C.; Patrikalos, I.; Loukaidou, V.; Korres, D.M.; Karantonis, A.; Vouyiouka, S. Self-Healing Coatings Based on Poly(Urea-Formaldehyde) Microcapsules: In Situ Polymerization, Capsule Properties and Application. Prog. Org. Coat. 2021, 161, 106475. [Google Scholar] [CrossRef]
- Xue, B.; Wang, H.; Pei, J.; Li, R.; Zhang, J.; Fan, Z. Study on Self-Healing Microcapsule Containing Rejuvenator for Asphalt. Constr. Build. Mater. 2017, 135, 641–649. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, T.; Ruiz-Molina, D.; Liu, Y.; Roscini, C.; Leng, J.; Smoukov, S.K. Shape Memory Polyurethane Microcapsules with Active Deformation. ACS Appl. Mater. Interfaces 2020, 12, 47059–47064. [Google Scholar] [CrossRef]
- Velmurugan, P.; Ganeshan, V.; Nishter, N.F.; Jonnalagadda, R.R. Encapsulation of Orange and Lavender Essential Oils in Chitosan Nanospherical Particles and Its Application in Leather for Aroma Enrichment. Surf. Interfaces 2017, 9, 124–132. [Google Scholar] [CrossRef]
- Nguon, O.; Lagugné-Labarthet, F.; Brandys, F.A.; Li, J.; Gillies, E.R. Microencapsulation by in Situ Polymerization of Amino Resins. Polym. Rev. 2018, 58, 326–375. [Google Scholar] [CrossRef] [Green Version]
- Yu, F.; Wang, Y.; Zhao, Y.; Chou, J.; Li, X. Preparation of Polyurea Microcapsules by Interfacial Polymerization of Isocyanate and Chitosan Oligosaccharide. Materials 2021, 14, 3753. [Google Scholar] [CrossRef]
- Ji, W.; Cheng, X.; Chen, S.; Wang, X.; Li, Y. Self-Assembly Fabrication of GO/TiO2@paraffin Microcapsules for Enhancement of Thermal Energy Storage. Powder Technol. 2021, 385, 546–556. [Google Scholar] [CrossRef]
- Nakai, S.; Nakai, A.; Michida, T. Microencapsulation of Ascorbic Acid for Cosmetic by Utilizing Self-Assembly of Phase Separated Polymer. Chem. Pharm. Bull. 2016, 64, 1514–1518. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Zou, J.; Xiao, H.; He, B.; Hou, X.; Qian, L. Preparation of Novel Nano-Sized Hydrogel Microcapsules via Layer-by-Layer Assembly as Delivery Vehicles for Drugs onto Hygiene Paper. Polymers 2018, 10, 335. [Google Scholar] [CrossRef] [Green Version]
- Pan, H.M.; Yu, H.; Guigas, G.; Fery, A.; Weiss, M.; Patzel, V.; Trau, D. Engineering and Design of Polymeric Shells: Inwards Interweaving Polymers as Multilayer Nanofilm, Immobilization Matrix, or Chromatography Resins. ACS Appl. Mater. Interfaces 2017, 9, 5447–5456. [Google Scholar] [CrossRef]
- Kamal, M.R.; Jinnah, I.A.; Utracki, L.A. Permeability of Oxygen and Water Vapor through Polyethylene/Polyamide Films. Polym. Eng. Sci. 1984, 24, 1337–1347. [Google Scholar] [CrossRef]
- Patwa, R.; Kumar, A.; Katiyar, V. Effect of Silk Nano-Disc Dispersion on Mechanical, Thermal, and Barrier Properties of Poly(Lactic Acid) Based Bionanocomposites. J. Appl. Polym. 2018, 135, 46671. [Google Scholar] [CrossRef]
- Chen, W.; Liu, X.; Lee, D.W. Fabrication and Characterization of Microcapsules with Polyamide-Polyurea as Hybrid Shell. J. Mater. Sci. 2012, 47, 2040–2044. [Google Scholar] [CrossRef]
- Zhang, Y.; Rochefort, D. Characterisation and Applications of Microcapsules Obtained by Interfacial Polycondensation. J. Microencapsul. 2012, 29, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Yan, N.; Zhang, M.; Ni, P. Study on Polyamide Microcapsules Containing Oily Liquids. J. Microencapsul. 1994, 11, 365–372. [Google Scholar] [CrossRef] [PubMed]
- Persico, P.; Carfagna, C.; Danicher, L.; Frere, Y. Polyamide Microcapsules Containing Jojoba Oil Prepared by Inter-Facial Polymerization. J. Microencapsul. 2005, 22, 471–486. [Google Scholar] [CrossRef] [PubMed]
- Dubey, R.; Shami, T.C.; Bhasker Rao, K.U.; Yoon, H.; Varadan, V.K. Synthesis of Polyamide Microcapsules and Effect of Critical Point Drying on Physical Aspect. Smart Mater. Struct. 2009, 18, 025021. [Google Scholar] [CrossRef]
- Tylkowski, B.; Pregowska, M.; Jamowska, E.; Garcia-Valls, R.; Giamberini, M. Preparation of a New Lightly Cross-Linked Liquid Crystalline Polyamide by Interfacial Polymerization. Application to the Obtainment of Microcapsules with Photo-Triggered Release. Eur. Polym. J. 2009, 45, 1420–1432. [Google Scholar] [CrossRef]
- Wang, H.C.; Grolman, J.M.; Rizvi, A.; Hisao, G.S.; Rienstra, C.M.; Zimmerman, S.C. Ph-Triggered Release from Polyamide Microcapsules Prepared by Interfacial Polymerization of a Simple Diester Monomer. ACS Macro Lett. 2017, 6, 321–325. [Google Scholar] [CrossRef]
- Soares-Latour, E.M.; Bernard, J.; Chambert, S.; Fleury, E.; Sintes-Zydowicz, N. Environmentally Benign 100% Bio-Based Oligoamide Microcapsules. Colloids Surf. A Physicochem. Eng. Asp. 2017, 524, 193–203. [Google Scholar] [CrossRef]
- Marturano, V.; Cerruti, P.; Carfagna, C.; Giamberini, M.; Tylkowski, B.; Ambrogi, V. Photo-Responsive Polymer Nanocapsules. Polymer 2015, 70, 222–230. [Google Scholar] [CrossRef]
- Trojanowska, A.; Bandeira, N.A.G.; Nogalska, A.; Marturano, V.; Giamberini, M.; Cerruti, P.; Ambrogi, V.; Tylkowski, B. Squeezing Release Mechanism of Encapsulated Compounds from Photo-Sensitive Microcapsules. Appl. Surf. Sci. 2019, 472, 143–149. [Google Scholar] [CrossRef]
- Chang, T.M.S.; MacIntosh, F.C.; Mason, S.G. Semipermeable Aqueous Microcapsules I. Preparation and Properties. Can. Physiol. Pharmacol. 1966, 44, 115–128. [Google Scholar] [CrossRef] [PubMed]
- Beal, M. Polyamide Microcapsules as a Basis for the Treatment of Glaucoma. Ph.D. Thesis, University of Bath, Bath, UK, 7 November 1983. [Google Scholar]
- Zydowicz, N.; Chaumont, P.; Soto-Portas, M.L. Formation of Aqueous Core Polyamide Microcapsules Obtained via Interfacial Polycondensation Optimization of the Membrane Formation through PH Control. J. Membr. Sci. 2001, 189, 41–58. [Google Scholar] [CrossRef]
- Ripoll, L.; Clement, Y. Polyamide Microparticles Containing Vitamin C by Interfacial Polymerization: An Approach by Design of Experimentation. Cosmetics 2016, 3, 38. [Google Scholar] [CrossRef] [Green Version]
- Rosa, N.; Martins, G.V.; Bastos, M.M.S.M.; Gois, J.R.; Coelho, J.F.J.; Marques, J.; Tavares, C.J.; Magalhães, F.D. Preparation of Robust Polyamide Microcapsules by Interfacial Polycondensation of P-Phenylenediamine and Sebacoyl Chloride and Plasticization with Oleic Acid. J. Microencapsul. 2015, 32, 349–357. [Google Scholar] [CrossRef] [Green Version]
- Soto-Portas, M.L.; Argillier, J.F.; Méchin, F.; Zydowicz, N. Preparation of Oily Core Polyamide Microcapsules via Interfacial Polycondensation. Polym. Int. 2003, 52, 522–527. [Google Scholar] [CrossRef]
- Toubeli, A.; Kiparissides, C. Synthesis and Characterization of Polyterephthalamide Membranes for Encapsulation Use: Effect of the Amine Type and Composition on the Membrane Permeability. J. Membr. Sci. 1998, 146, 15–29. [Google Scholar] [CrossRef]
- Alexandridou, S.; Kiparissides, C. Production of Oil-Containing Polyterephthalamide Microcapsules by Interfacial Polymerization. An Experimental Investigation of the Effect of Process Variables on the Microcapsule Size Distribution. J. Microencapsul. 1994, 11, 603–614. [Google Scholar] [CrossRef]
- Mathiowitz, E.; Cohen, M.D. Polyamide Microcapsules for Controlled Release. I. Characterization of the Membranes. J. Membr. Sci. 1989, 40, 1–26. [Google Scholar] [CrossRef]
- Mathiowitz, E.; Cohen, M.D. Polyamide Microcapsules for Controlled Release. II. Release Characteristics of the Microcapsules. J. Membr. Sci. 1989, 40, 27–41. [Google Scholar] [CrossRef]
- Trojanowska, A.; Marturano, V.; Bandeira, N.A.G.; Giamberini, M.; Tylkowski, B. Smart Microcapsules for Precise Delivery Systems. Funct. Mater. Lett. 2018, 11, 1850041. [Google Scholar] [CrossRef]
- Kolesnikov, V.I.; Myasnikova, N.A.; Myasnikov, F.V.; Boiko, M.V.; Novikov, E.S.; Avilov, V.V. Physicomechanical and Tribological Properties of Polymer Composites Filled with Lubricant-Containing Microcapsules. Russ. J. Appl. Chem. 2018, 91, 1617–1625. [Google Scholar] [CrossRef]
- de Smet, B.P.; Neufeld, R.J.; Poncelet, D. Preparation of Hemolysate-filled Hexamethylene Sebacamide Microcapsules with Controlled Diameter. Can. J. Chem. 1990, 68, 443–448. [Google Scholar] [CrossRef]
- Samanta, S.R. Intrinsic Viscosity and Molecular Weight Measurement of Nylon 66 Polymers. J. Appl. Polym. Sci. 1992, 45, 1635–1640. [Google Scholar] [CrossRef]
- Morgan, P.W.; Kwolek, S.L. Interfacial Polycondensation. II. Fundamentals of Polymer Formation at Liquid Interfaces. J. Polym. Sci. 1959, 40, 299–327. [Google Scholar] [CrossRef]
- Bennett, C.; Mathias, L.J. Synthesis and Characterization of Polyamides Containing Octadecanedioic Acid: Nylon-2,18, Νylon-3,18, Νylon-4,18, Νylon-6,18, Νylon-8,18, Νylon-9,18, and Νylon-12,18. J. Polym. Sci. Part A Polym. Chem. 2005, 43, 936–945. [Google Scholar] [CrossRef]
- Cui, X.; Yan, D. Synthesis and Characterization of Novel Odd-Even Nylons Based on Eicosanedioic Acid. J. Appl. Polym. Sci. 2004, 93, 2066–2071. [Google Scholar] [CrossRef]
- Cui, X.; Yan, D. Polymorphism and Crystalline Transitions of the Novel Even-Odd Nylons Derived from Undecanedioic Acid. J. Polym. Sci Part B Polym. Phys. 2005, 43, 2048–2060. [Google Scholar] [CrossRef]
- Danaei, M.; Dehghankhold, M.; Ataei, S.; Hasanzadeh Davarani, F.; Javanmard, R.; Dokhani, A.; Khorasani, S.; Mozafari, M.R. Impact of Particle Size and Polydispersity Index on the Clinical Applications of Lipidic Nanocarrier Systems. Pharmaceutics 2018, 10, 57. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arshady, R. Review Preparation of Microspheres and Microcapsules by Interfacial Polycondensation Techniques. J. Microencapsul. 1989, 6, 13–28. [Google Scholar] [CrossRef] [PubMed]
- Wittbecker, E.L.; Morgan, P.W. Interfacial Polycondensation. I. J. Polym. Sci. 1959, 40, 289–297. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | EDA:SC Molar Ratio | SC Solvent | Agitation Speed (rpm) | Agitation Time (min) |
|---|---|---|---|---|
| MC1 | 10:1 | Dodecane | 400 | 30 |
| MC2 | 5:1 | Dodecane | 400 | 30 |
| MC3 | 10:1 | Hexane | 400 | 30 |
| MC4 | 10:1 | Toluene | 400 | 30 |
| MC5 | 10:1 | Dodecane | 100 | 30 |
| MC6 | 10:1 | Dodecane | 100 | 120 |
| MC7 | 10:1 | Toluene | 100 | 30 |
| Sample | Process Yield (%) | [η] (dL g−1) | |
|---|---|---|---|
| Control | 42 | 0.550 | 7500 |
| MC1 | 11 | 0.344 | 3600 |
| MC2 | 3 | 0.233 | 2000 |
| MC3 | 1 | 0.188 | 1400 |
| MC4 | 30 | 0.372 | 4100 |
| MC5 | 14 | 0.313 | 3100 |
| MC6 | 11 | 0.398 | 4500 |
| MC7 | 33 | 0.525 | 7000 |
| DSC | TGA | |||||||
|---|---|---|---|---|---|---|---|---|
| Sample | Tc (°C) | ΔHc (°C) | Tm (°C) | ΔHm (J g−1) | Td5% (°C) | Td1 (°C) | Td2 (°C) | Residue (%) |
| Control | 245 | 69 | 264 | 83 | 332 | 375 | 449 | 20 |
| MC1 | 246 | 56 | 265 | 57 | 319 | 365 | 453 | 31 |
| MC2 | 245 | 56 | 266 | 59 | 317 | 362 | 450 | 27 |
| MC3 | 244 | 66 | 264 | 65 | 304 | 358 | 451 | 22 |
| MC4 | 251 | 60 | 266 | 57 | 318 | 375 | 450 | 20 |
| MC5 | 242 | 55 | 262 | 60 | 318 | 367 | 454 | 28 |
| MC6 | 243 | 61 | 263 | 59 | 324 | 360 | 451 | 38 |
| MC7 | 251 | 88 | 266 | 79 | 305 | 374 | 452 | 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mytara, A.D.; Chronaki, K.; Nikitakos, V.; Papaspyrides, C.D.; Beltsios, K.; Vouyiouka, S. Synthesis of Polyamide-Based Microcapsules via Interfacial Polymerization: Effect of Key Process Parameters. Materials 2021, 14, 5895. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195895
Mytara AD, Chronaki K, Nikitakos V, Papaspyrides CD, Beltsios K, Vouyiouka S. Synthesis of Polyamide-Based Microcapsules via Interfacial Polymerization: Effect of Key Process Parameters. Materials. 2021; 14(19):5895. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195895
Chicago/Turabian StyleMytara, Angeliki D., Konstantina Chronaki, Vasilis Nikitakos, Constantine D. Papaspyrides, Konstantinos Beltsios, and Stamatina Vouyiouka. 2021. "Synthesis of Polyamide-Based Microcapsules via Interfacial Polymerization: Effect of Key Process Parameters" Materials 14, no. 19: 5895. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195895