
Stability of Weld Pool and Elimination of Weld Defects in Aluminum Alloy Plasma Arc Keyhole Welding at Continuously Varying Positions

Abstract
:1. Introduction
2. Materials and Methods
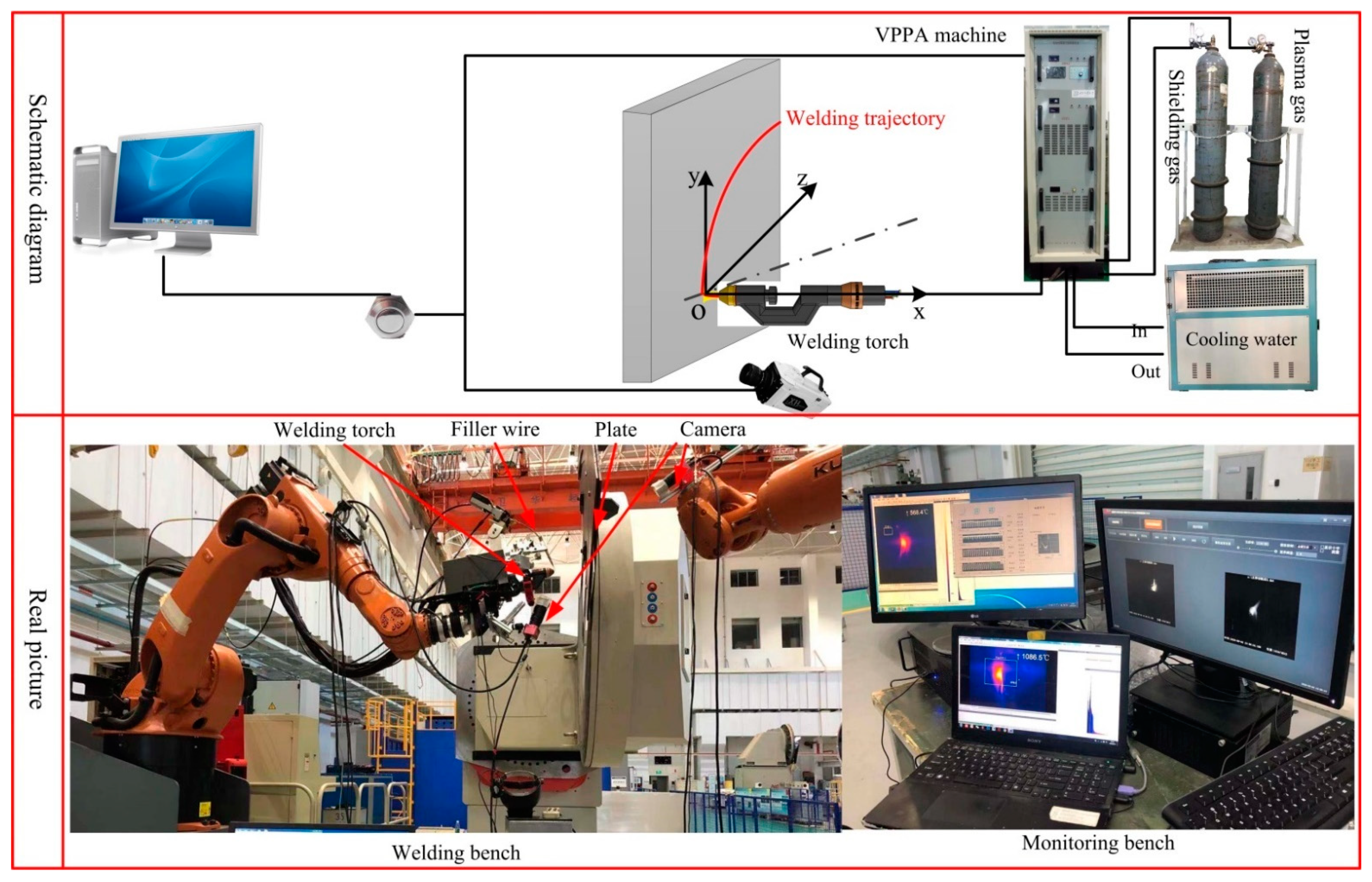
2.1. Experimental Setup
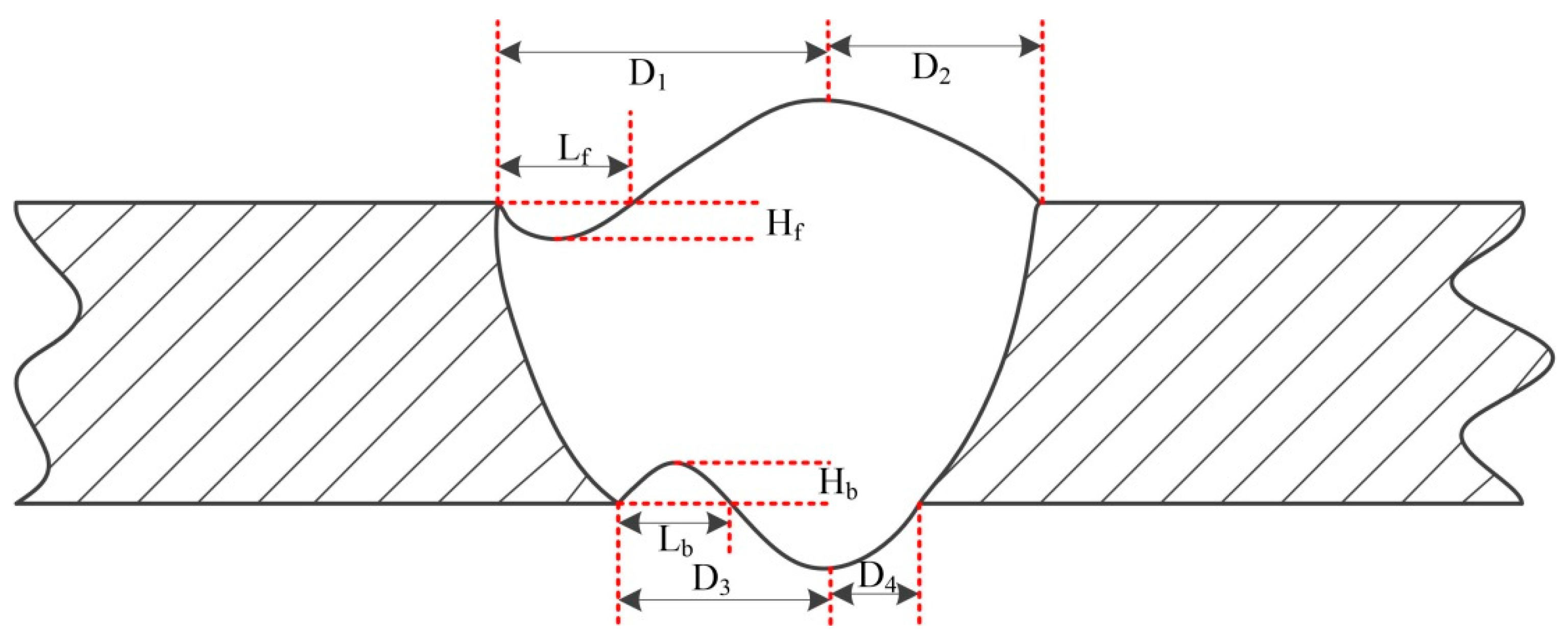
2.2. Definition of Welding Defects
3. Mathematical Model of Variable Position Welding
3.1. Establishment of a Welding Parameter Matrix
3.2. Establishment and Verification of the Welding Model
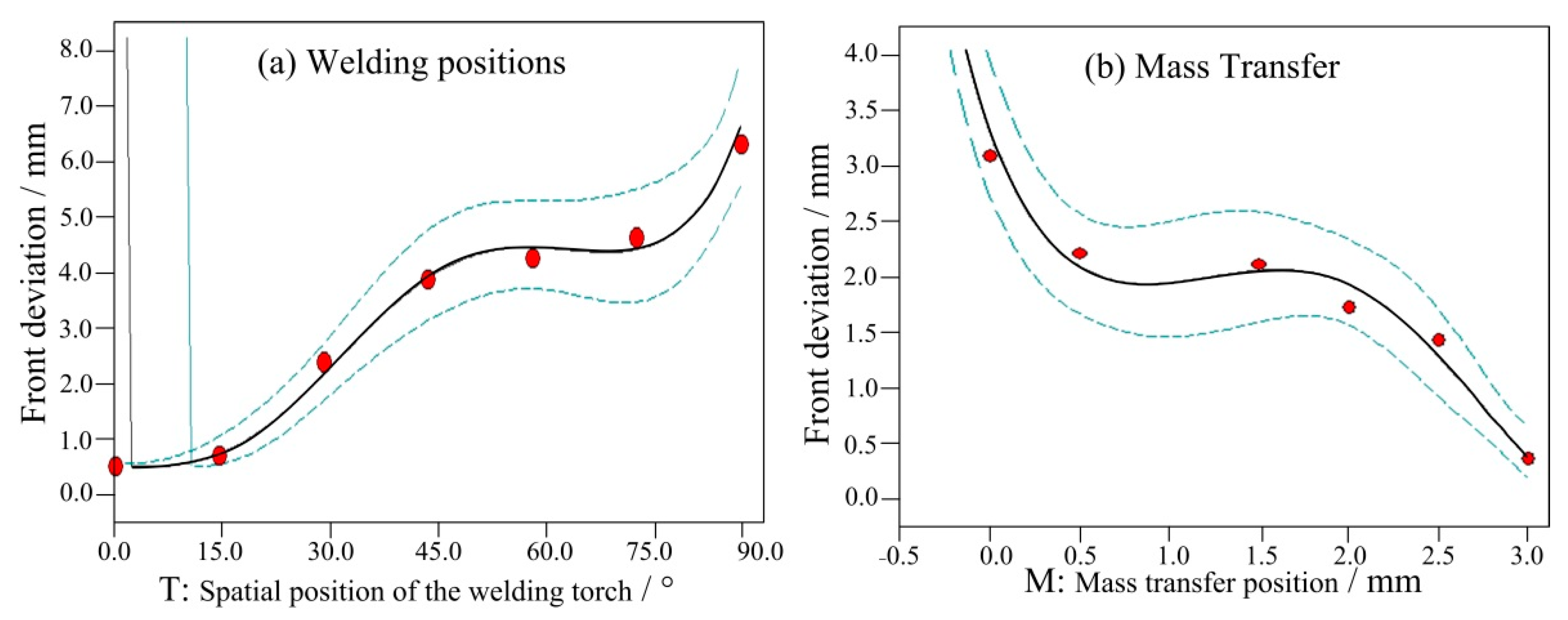
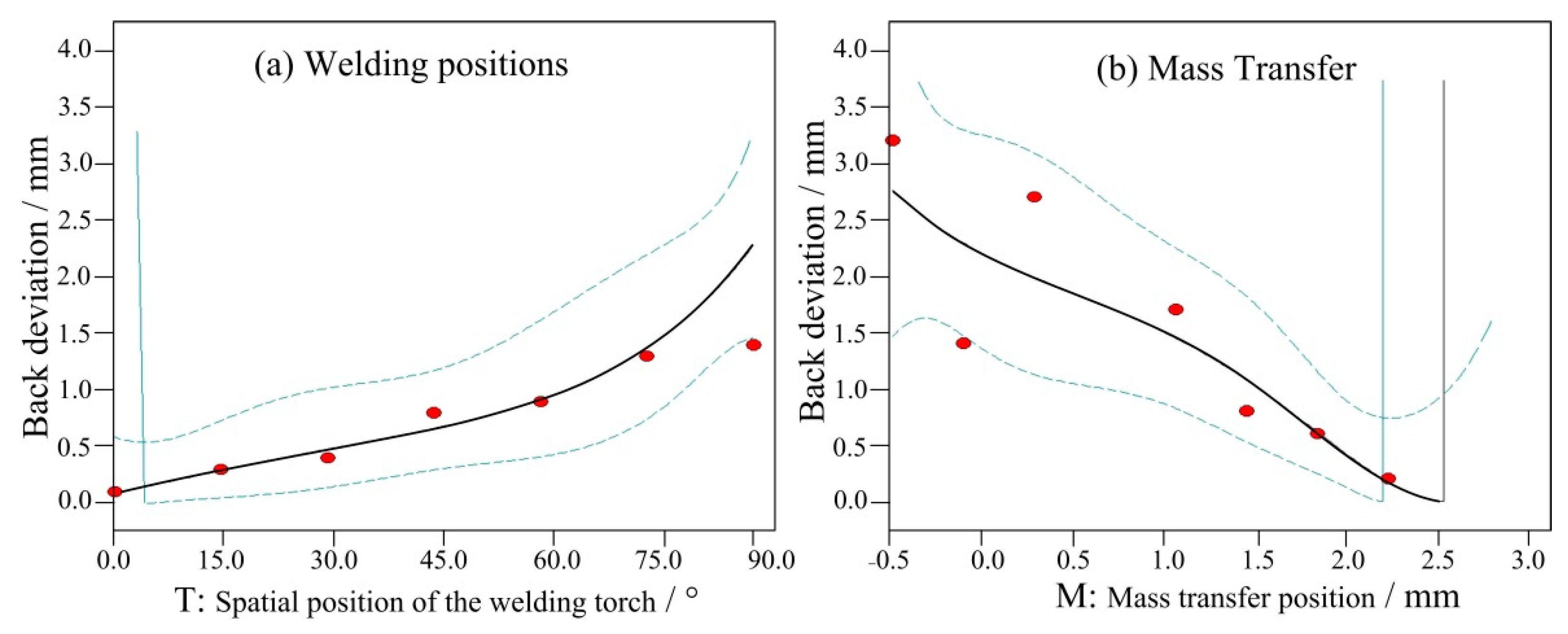
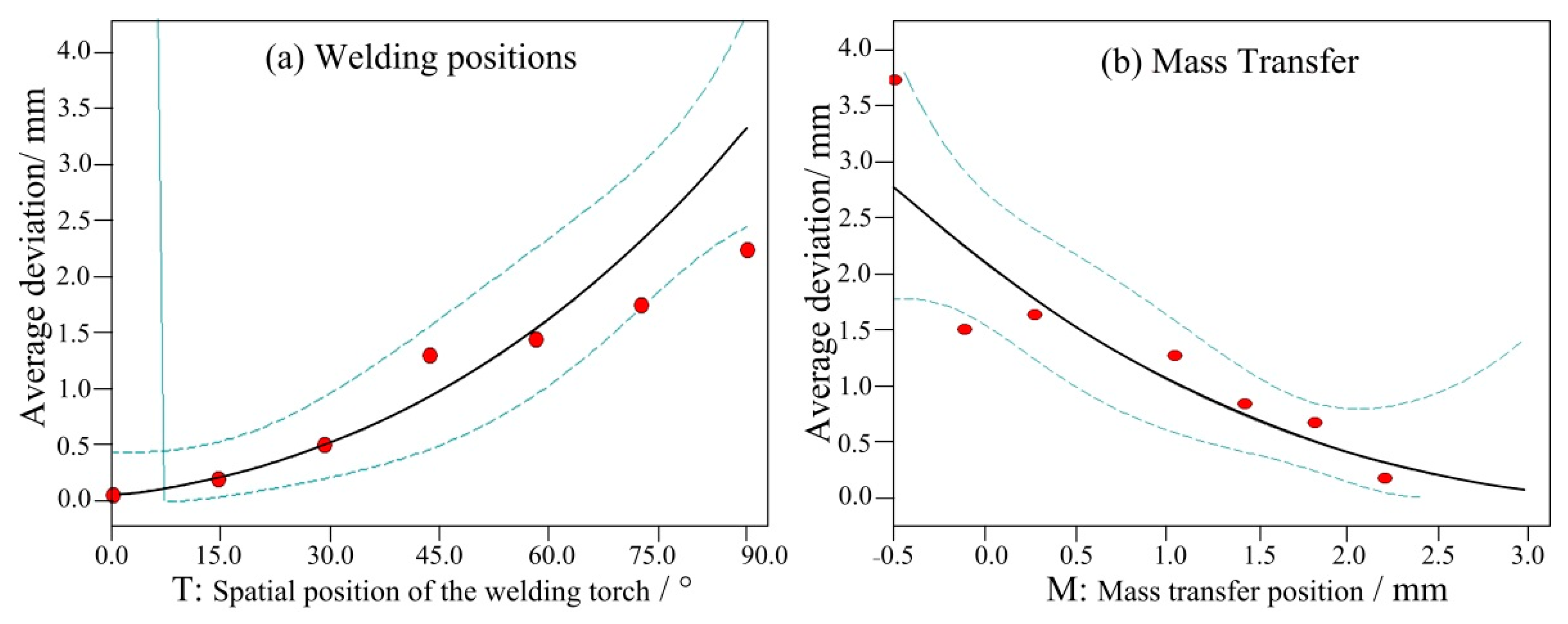
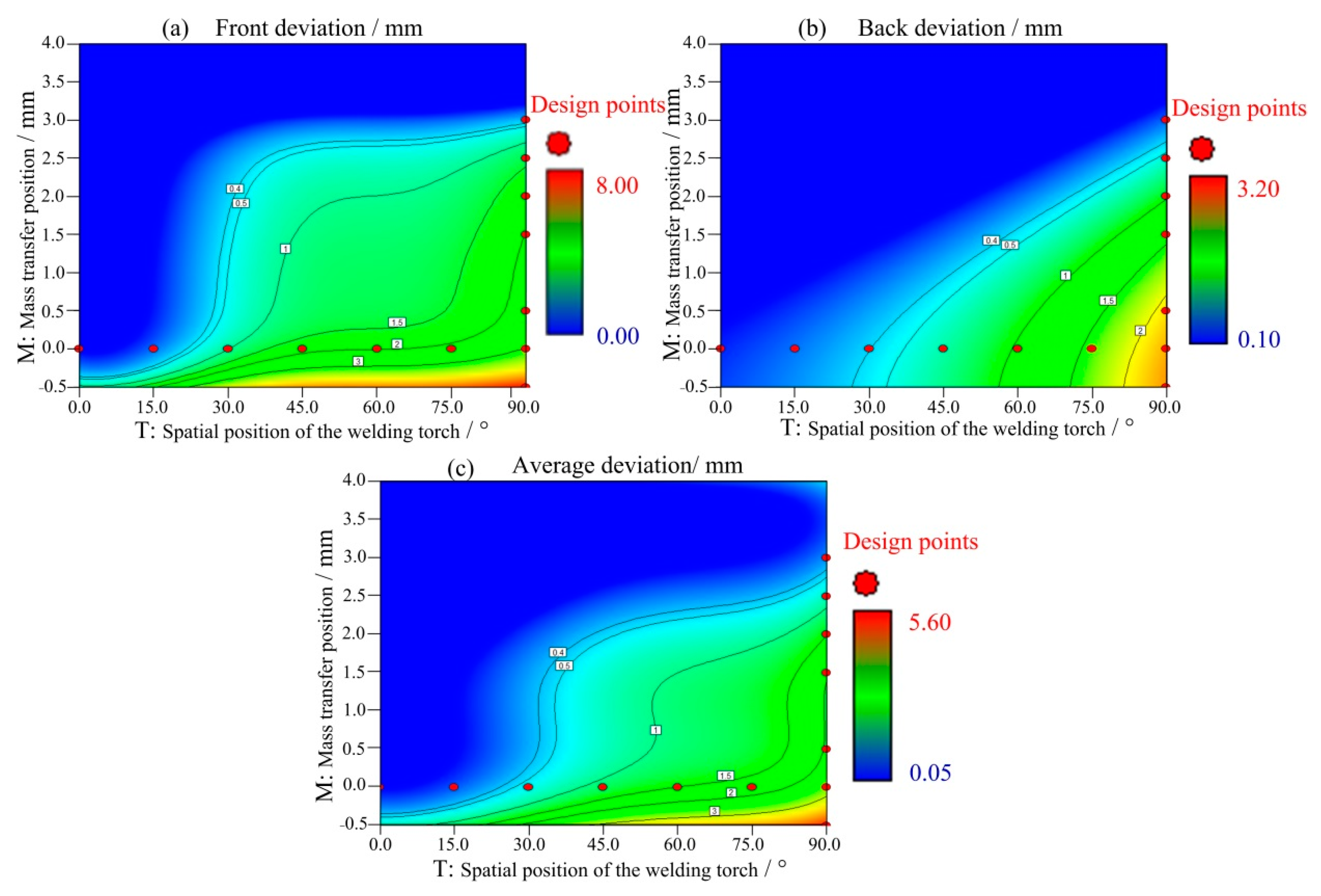
3.3. Influence of the Two Factors on the Weld Deviation during Variable Position Welding
4. Experimental Results
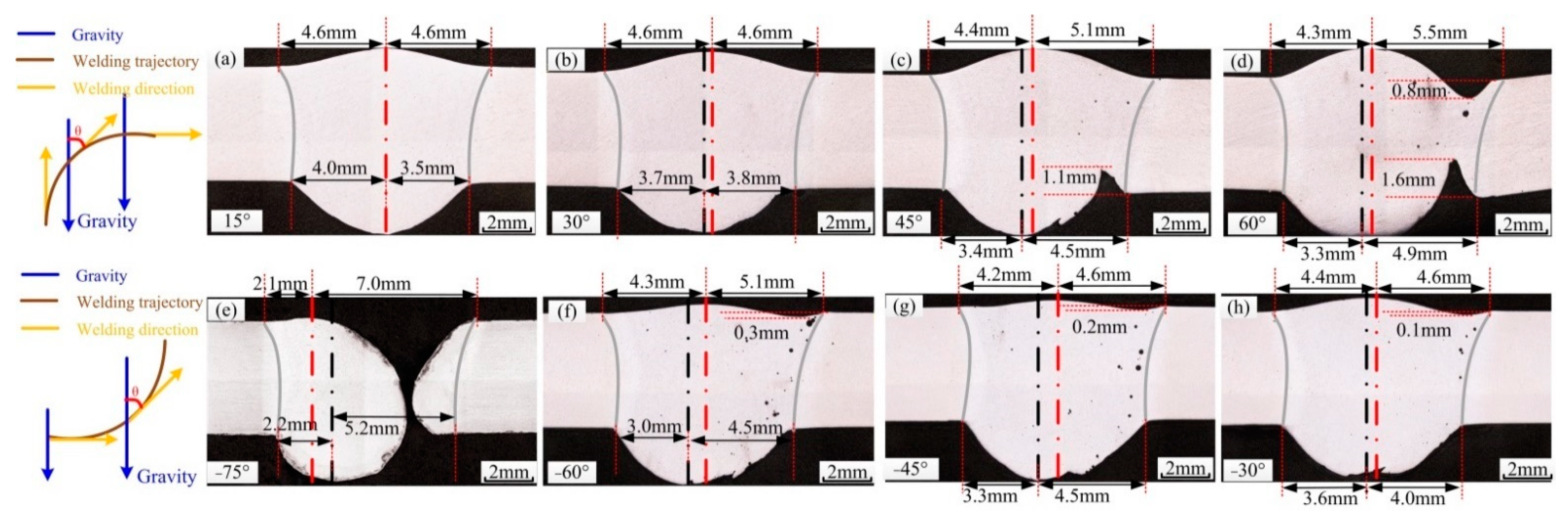
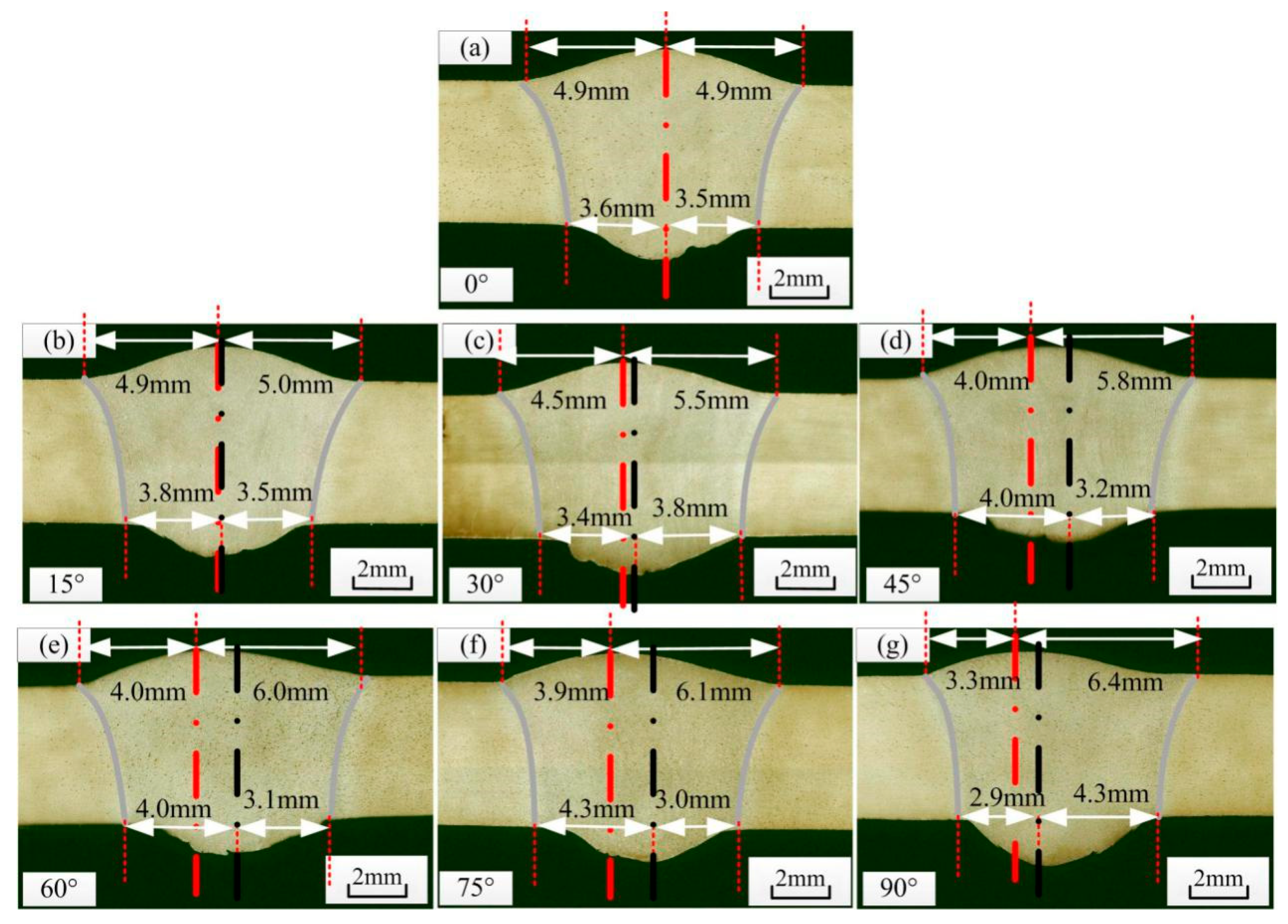
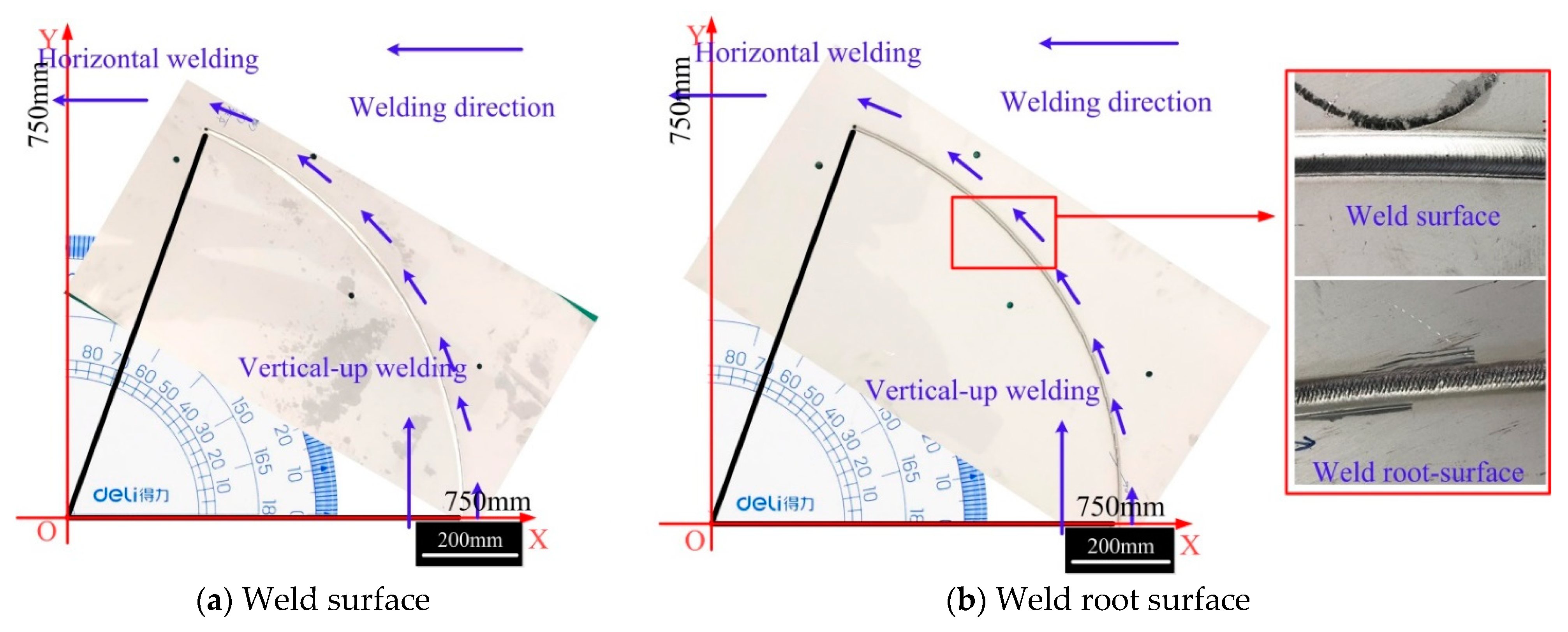
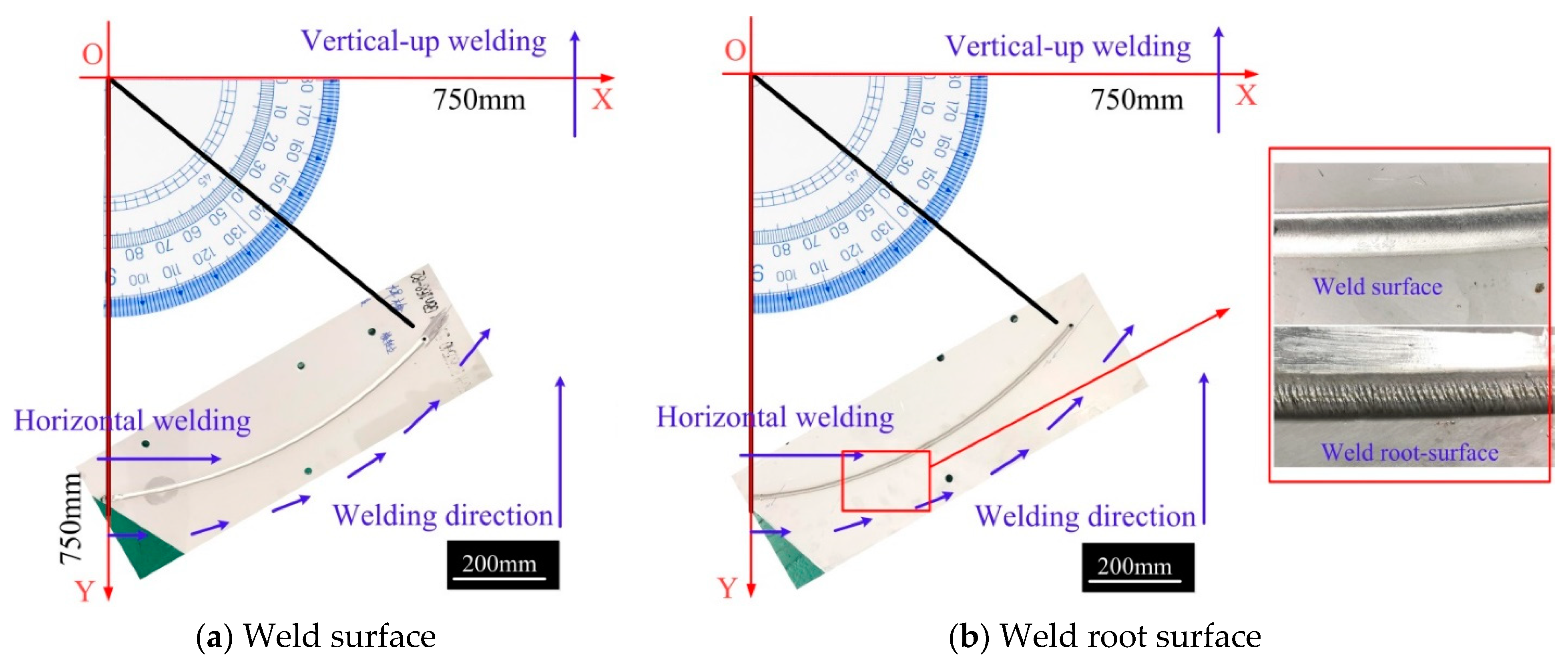
4.1. Macro Morphology of the Weld Seam
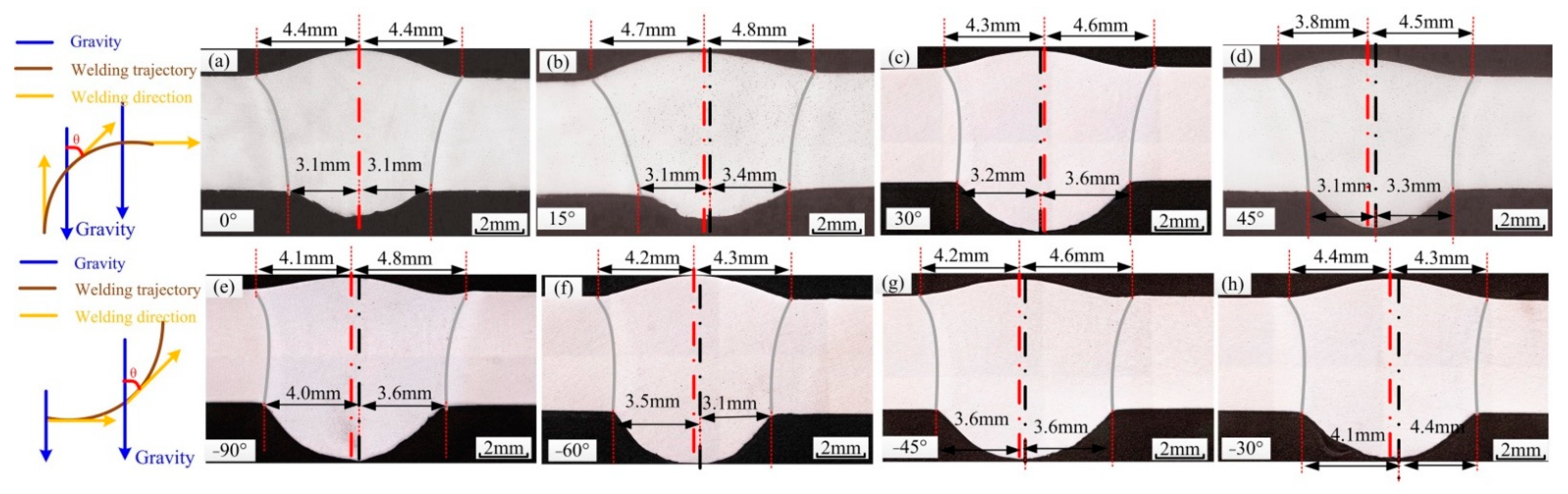
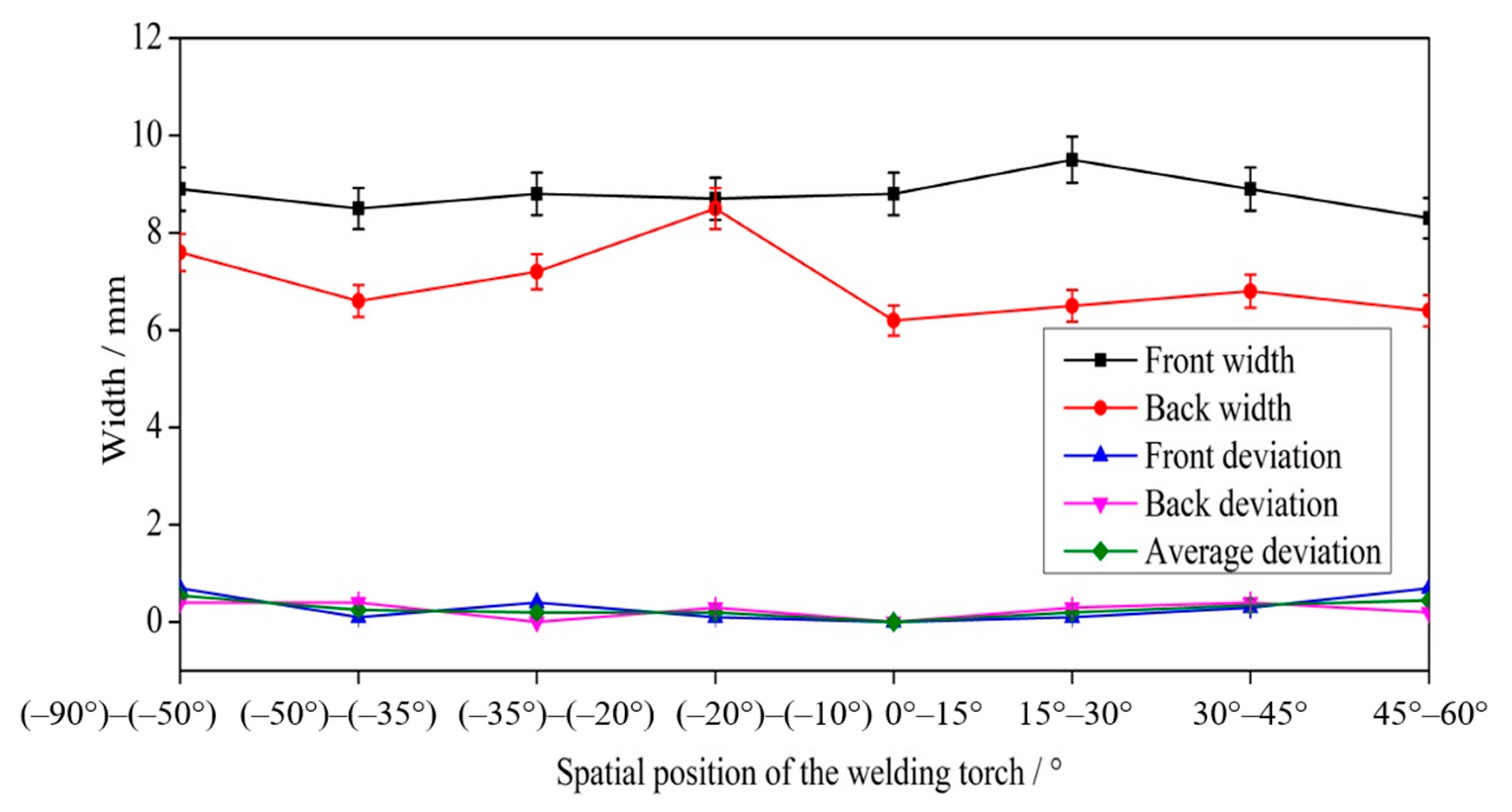
4.2. Morphology and Defects of Welded Joints
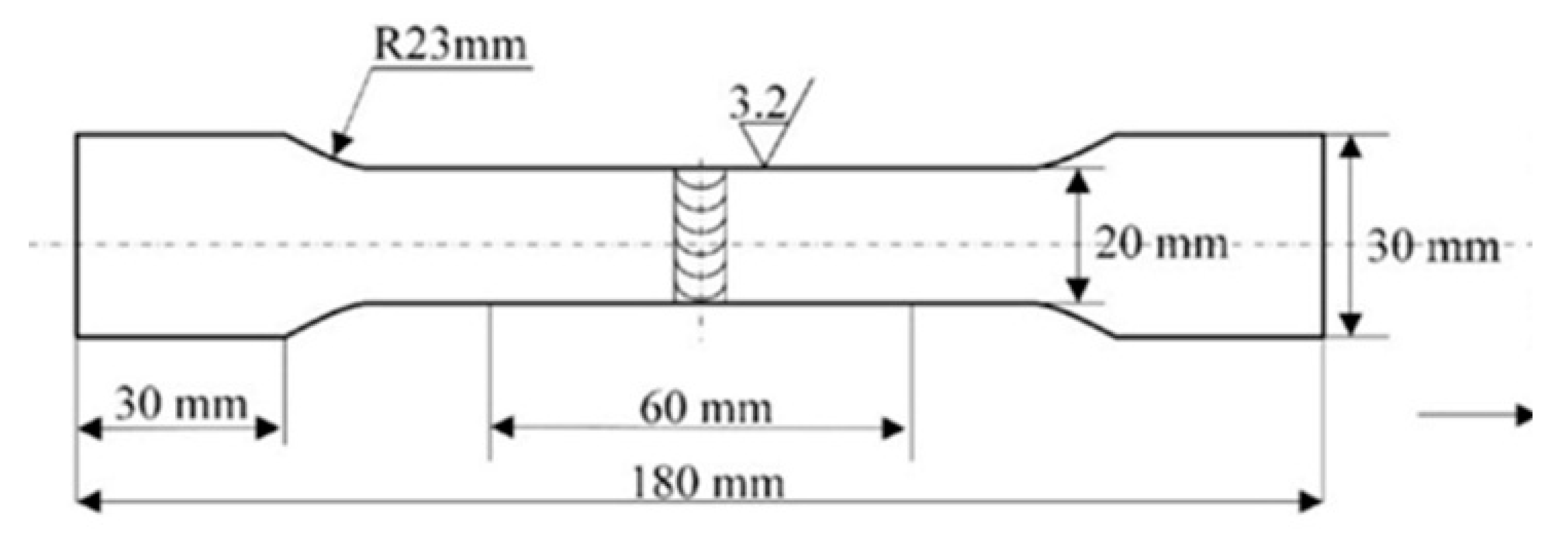
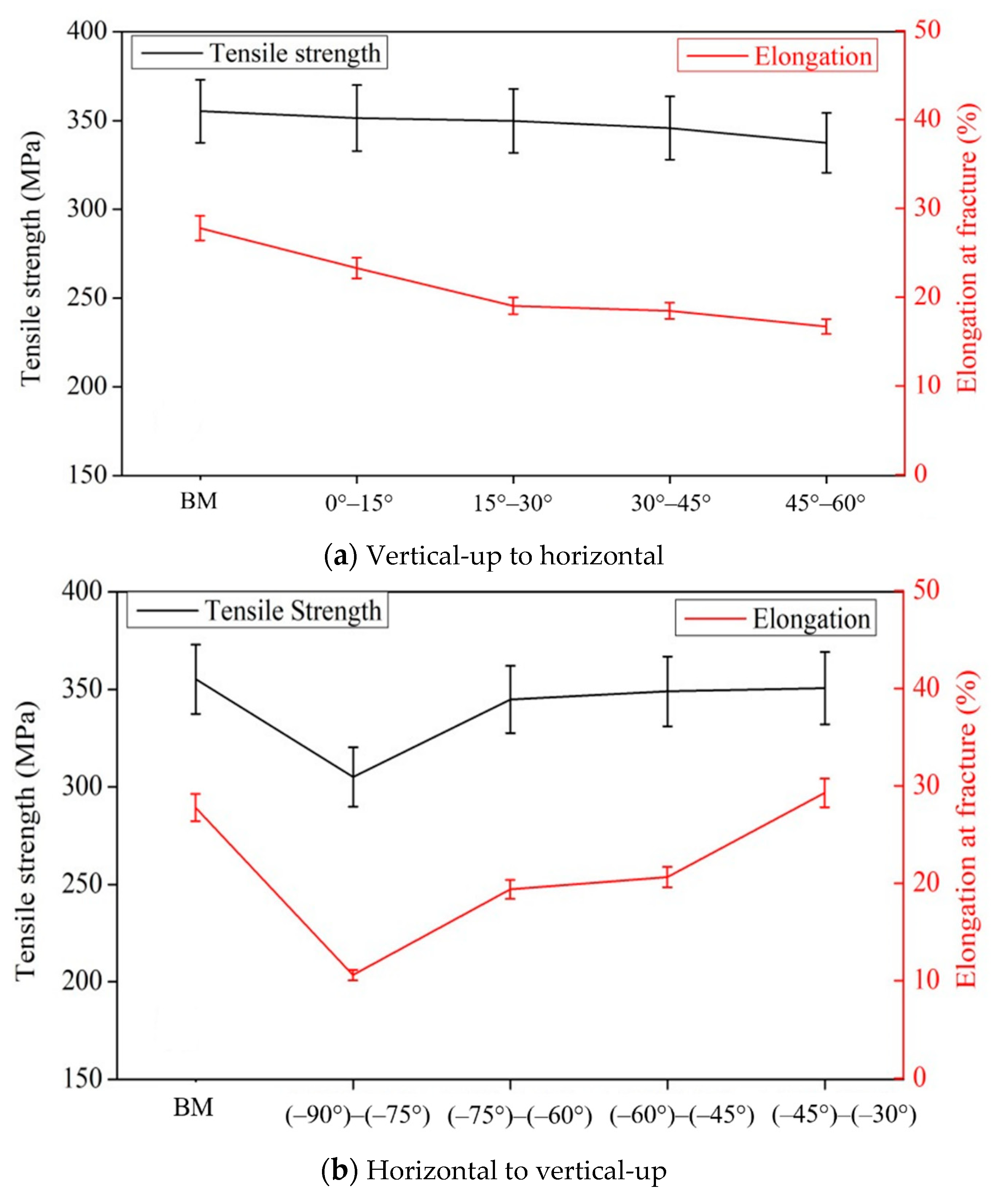
4.3. Mechanical Properties of Welded Joints
5. Conclusions
6. Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lang, R.; Han, Y.; Bai, X.; Hong, H. Prediction of the Weld Pool Stability by Material Flow Behavior of the Perforated Weld Pool. Materials 2020, 13, 303. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Chen, S.; Jiang, F.; Zheng, X.; Tian, O.; Cheng, W.; Ma, X. Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding. Metals 2021, 11, 120. [Google Scholar] [CrossRef]
- David, S.A.; DebRoy, T. Current Issues and Problems in Welding Science. Science 1992, 257, 497–502. [Google Scholar] [CrossRef]
- Kartal, M.; Liljedahl, C.; Gungor, S.; Edwards, L.; Fitzpatrick, M. Determination of the profile of the complete residual stress tensor in a VPPA weld using the multi-axial contour method. Acta Mater. 2008, 56, 4417–4428. [Google Scholar] [CrossRef]
- Woodward, N.J.; Richardson, I.M.; Thomas, A. Variable polarity plasma arc welding of 6•35 mm aluminium alloys: Parameter development and preliminary analysis. Sci. Technol. Weld. Join. 2000, 5, 21–1718. [Google Scholar] [CrossRef]
- Liu, Z.M.; Cui, S.L.; Luo, Z.; Zhang, C.Z.; Wang, Z.M.; Zhang, Y.C. Plasma arc welding: Process variants and its recent developments of sensing, controlling and modelling. J. Manuf. Process. 2016, 23, 315–327. [Google Scholar] [CrossRef]
- Tang, Z.Q.; Jiang, F.; Xu, P.; Jiang, J.Y.; Zeng, J.J.; Lu, L.Y.; Tong, M.M. Investigation on microstructure, mechanical properties and corrosion behavior of VPPA welded Al–Mg–Mn–Sc–Zr alloy. Mater. Today Commun. 2020, 25, 101480. [Google Scholar] [CrossRef]
- Sun, Z.; Han, Y.; Du, M.; Hong, H.; Tong, J. Numerical simulation of VPPA-GMAW hybrid welding of thick aluminum alloy plates considering variable heat input and droplet kinetic energy. J. Manuf. Process. 2018, 34, 688–696. [Google Scholar] [CrossRef]
- Sun, Z.B.; Han, Y.Q.; Du, M.H.; Tong, J.H.; Hong, H.T. An improved simulation of temperature field in VPPA–GMAW of Al–Cu–Mg alloy. J. Mater. Process. Technol. 2019, 263, 366–373. [Google Scholar] [CrossRef]
- Wang, S.; Lefebvre, F.; Yan, J.; Sinclair, I.; Starink, M. VPPA welds of Al-2024 alloys: Analysis and modelling of local microstructure and strength. Mater. Sci. Eng. A 2006, 431, 123–136. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.L.; Fan, C.L.; Lin, S.; Yang, C.L. Novel soft variable polarity plasma arc and its influence on keyhole in horizontal welding of aluminium alloys. Sci. Technol. Weld. Join. 2014, 19, 493–499. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yang, C.L.; Lin, S.B.; Fan, C.L. Soft variable polarity plasma arc horizontal welding technology and weld asymmetry. Sci. Technol. Weld. Join. 2015, 4, 29–306. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, S.; Jiang, F.; Zhang, W.; Huang, N.; Chen, R. Control of gravity effects on weld porosity distribution during variable polarity plasma arc welding of aluminum alloys. J. Mater. Process. Technol. 2020, 282, 116693. [Google Scholar] [CrossRef]
- Li, T.Q.; Chen, L.; Zhang, Y.; Yang, X.M.; Lei, Y.C. Metal flow of weld pool and keyhole evolution in gas focusing plasma arc welding. Int. J. Heat Mass Transf. 2020, 150, 119296. [Google Scholar] [CrossRef]
- Xu, B.; Tashiro, S.; Jiang, F.; Chen, S.; Tanaka, M. Effect of Arc Pressure on the Digging Process in Variable Polarity Plasma Arc Welding of A5052P Aluminum Alloy. Materials 2019, 12, 1071. [Google Scholar] [CrossRef] [Green Version]
- Tashiro, S.; Mukai, N.; Inoue, Y.; Murphy, A.B.; Suga, T.; Tanaka, M. Numerical Simulation of the Behavior of Hydrogen Source in a Novel Welding Process to Reduce Diffusible Hydrogen. Materials 2020, 13, 1619. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Chen, S.; Jiang, F.; Tian, O.; Huang, N.; Zhang, S. Weld properties and residual stresses of VPPA Al welds at varying welding positions. J. Mater. Res. Technol. 2020, 9, 2892–2902. [Google Scholar] [CrossRef]
- Pandit, M.; Sood, S.; Mishra, P.; Khanna, P. Mathematical analysis of the effect of process parameters on angular distortion of MIG welded stainless steel 202 plates by using the technique of response surface Methodology. Mater. Today Proc. 2020, 41, 1045–1054. [Google Scholar] [CrossRef]
- Sahu, A.K.; Sahu, N.K.; Sahu, A.K.; Rajput, M.S.; Narang, H.K. Modeling the predictive values of ultimate tensile strength in welded joint by response surface methodology. Mater. Today Proc. 2021, 44, 3110–3114. [Google Scholar] [CrossRef]
- Sharma, P.; Chattopadhyaya, S.; Singh, N.K.; Bogdan-Chudy, M.; Krolczyk, G. The Effect of an External Magnetic Field on the Aspect Ratio and Heat Input of Gas-Metal-Arc-Welded AZ31B Alloy Weld Joints Using a Response Surface Methodology. Materials 2020, 13, 5269. [Google Scholar] [CrossRef]
- Kiaee, N.; Aghaie-Khafri, M. Optimization of gas tungsten arc welding process by response surface methodology. Mater. Des. 2014, 54, 25–31. [Google Scholar] [CrossRef]
- Kalenda, M.; Madeleine, D.T. Corrosion fatigue behaviour of aluminium alloy 6061-T651 welded using fully automatic gas metal arc welding and ER5183 filler alloy. Int. J. Fatigue 2011, 33, 1539–1547. [Google Scholar]
- Yang, B.; Tan, C.W.; Zhao, Y.B.; Wu, L.J.; Chen, B.; Song, X.G.; Zhao, H.Y.; Feng, J.C. Influence of ultrasonic peening on microstructure and surface performance of laser-arc hybrid welded 5A06 aluminum alloy joint. J. Mater. Res. Technol. 2020, 9, 9576–9587. [Google Scholar] [CrossRef]
- Jiang, X.; Chen, S.; Gong, J. Effect of non-axisymmetric arc on microstructure, texture and properties of variable polarity plasma arc welded 5A06 Al alloy. Mater. Charact. 2018, 139, 70–80. [Google Scholar] [CrossRef]
- Chen, S.; Yan, Z.; Jiang, F.; Zhang, W. Gravity effects on horizontal variable polarity plasma arc welding. J. Mater. Process. Technol. 2018, 255, 831–840. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, S.; Jiang, F.; Zhang, W.; Huang, N. Study and optimization against the gravity effect on mechanical property of VPPA horizontal welding of aluminum alloys. J. Manuf. Process. 2019, 46, 109–117. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mg% | Mn% | Cr% | Fe% | Si% | Zn% | Cu% | Al% |
|---|---|---|---|---|---|---|---|---|
| 5A06 plate | 5.80~6.80 | 0.50~0.80 | -- | <0.40 | ≤0.40 | ≤0.20 | ≤0.10 | Bal. |
| ER5183 | 4.30~5.00 | 0.50~1.00 | ≤0.1 | ≤0.40 | ≤0.40 | ≤0.25 | ≤0.10 | Bal. |
| Parameter | Value/Unit | |
|---|---|---|
| Welding current | DCEN | 130 A |
| DCEP | 155 A | |
| Welding mode | Keyhole welding | |
| Welding angles | Continuously Varying Positions | |
| Travel speed | 0.15 m/min | |
| Wire feed speed | 0.8 m/min | |
| Wire diameter | 1.2 mm | |
| Shielding gas flow rate | Pure Ar with 15 L/min | |
| Plasma gas flow rate | Pure Ar with 3.0 L/min | |
| Factor | Unit | Value | ||||
|---|---|---|---|---|---|---|
| −1.414 | −1 | 0 | 1 | 1.414 | ||
| Spatial welding position | ° | 90 | 75 | 45 | 30 | 0 |
| Mass transfer position | mm | −0.5 | 0 | 1.5 | 2.5 | 3.5 |
| Std Group | Rum No. | Factor 1 | Factor 2 | Response 1 | Response 2 | Response 3 |
|---|---|---|---|---|---|---|
| Spatial Welding Position | Mass Transfer Position | Front Deviation | Back Deviation | Average Deviation | ||
| ° | mm | mm | mm | mm | ||
| 2 | #1 | 0.00 | 0.00 | 0.0 | 0.1 | 0.05 |
| 3 | #2 | 15.00 | 0.00 | 0.1 | 0.3 | 0.20 |
| 10 | #3 | 30.00 | 0.00 | 1.0 | 0.0 | 0.50 |
| 6 | #4 | 45.00 | 0.00 | 1.8 | 0.8 | 1.30 |
| 13 | #5 | 60.00 | 0.00 | 2.0 | 0.9 | 1.45 |
| 1 | #6 | 75.00 | 0.00 | 2.2 | 1.3 | 1.75 |
| 7 | #7 | 90.00 | 0.00 | 3.1 | 1.4 | 2.25 |
| 12 | #8 | 90.00 | −0.50 | 8.0 | 3.1 | 5.60 |
| 9 | #9 | 90.00 | 0.50 | 2.2 | 2.7 | 2.45 |
| 5 | #10 | 90.00 | 1.50 | 2.1 | 1.7 | 1.90 |
| 4 | #11 | 90.00 | 2.00 | 1.7 | 0.8 | 1.25 |
| 11 | #12 | 90.00 | 2.50 | 1.4 | 0.6 | 1.00 |
| 8 | #13 | 90.00 | 3.00 | 0.3 | 0.2 | 0.25 |
| Source | Sum of Squares | Df | Mean Square | F Value | p Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 5.91 | 8 | 0.74 | 123.49 | 0.0002 | Significant |
| T-spatial welding position | 0.24 | 1 | 0.24 | 39.49 | 0.0033 | -- |
| M-mass transfer position | 3.55 × 10−3 | 1 | 3.55 × 10−3 | 0.59 | 0.4841 | -- |
| T2 | 0.12 | 1 | 0.12 | 20.52 | 0.0106 | -- |
| M2 | 0.13 | 1 | 0.13 | 20.95 | 0.0102 | -- |
| T3 | 9.13 × 10−3 | 1 | 9.13 × 10−3 | 1.53 | 0.2843 | -- |
| M3 | 0.03 | 1 | 0.03 | 5.40 | 0.0807 | -- |
| T4 | 0.07 | 1 | 0.07 | 12.02 | 0.0257 | -- |
| M4 | 7.77 × 10−3 | 1 | 7.77 × 10−3 | 1.13 | 0.3179 | -- |
| Residual | 0.02 | 4 | 5.98 × 10−3 | -- | -- | -- |
| Cor total | 5.93 | 12 | -- | -- | -- | -- |
| Source | Sum of Squares | Df | Mean Square | F Value | p Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 2.09 | 8 | 0.52 | 15.89 | 0.0007 | Significant |
| T-spatial welding position | 1.44 | 1 | 1.44 | 43.79 | 0.0002 | -- |
| M-mass transfer position | 0.72 | 1 | 0.72 | 22.06 | 0.0015 | -- |
| T2 | 0.03 | 1 | 0.03 | 0.92 | 0.3647 | -- |
| M2 | 0.05 | 1 | 0.05 | 1.63 | 0.2370 | -- |
| Residual | 0.26 | 8 | 0.03 | -- | -- | -- |
| Cor total | 2.35 | 12 | -- | -- | -- | -- |
| Source | Sum of Squares | Df | Mean Square | F Value | p Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 3.77 | 8 | 0.47 | 27.99 | 0.0030 | Significant |
| T-spatial welding position | 0.19 | 1 | 0.19 | 11.55 | 0.273 | -- |
| M-mass transfer position | 0.061 | 1 | 0.06 | 3.60 | 0.1305 | -- |
| T2 | 0.031 | 1 | 0.03 | 1.86 | 0.0244 | -- |
| M2 | 0.12 | 1 | 0.12 | 7.68 | 0.0503 | -- |
| T3 | 1.59 × 10−4 | 1 | 1.59 × 10−4 | 1.53 | 0.9272 | -- |
| M3 | 4.41 × 10−7 | 1 | 4.41 × 10−7 | 5.40 | 0.0996 | -- |
| T4 | 0.02 | 1 | 0.02 | 1.44 | 0.0257 | -- |
| M4 | 0.03 | 1 | 0.03 | 1.83 | 0.0248 | -- |
| Residual | 0.07 | 4 | 0.02 | -- | -- | -- |
| Cor total | 3.84 | 12 | -- | -- | -- | -- |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, W.; Ma, X.; Zhang, J.; Yan, Z.; Jiang, F.; Chen, S. Stability of Weld Pool and Elimination of Weld Defects in Aluminum Alloy Plasma Arc Keyhole Welding at Continuously Varying Positions. Materials 2021, 14, 5898. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195898
Cheng W, Ma X, Zhang J, Yan Z, Jiang F, Chen S. Stability of Weld Pool and Elimination of Weld Defects in Aluminum Alloy Plasma Arc Keyhole Welding at Continuously Varying Positions. Materials. 2021; 14(19):5898. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195898
Chicago/Turabian StyleCheng, Wei, Xinqiang Ma, Junlin Zhang, Zhaoyang Yan, Fan Jiang, and Shujun Chen. 2021. "Stability of Weld Pool and Elimination of Weld Defects in Aluminum Alloy Plasma Arc Keyhole Welding at Continuously Varying Positions" Materials 14, no. 19: 5898. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195898