
Improving the Properties of Composite Titanium Nitride Layers on the AZ91D Magnesium Alloy Using Hydrothermal Treatment

 , ,
, ,
Abstract
:1. Introduction
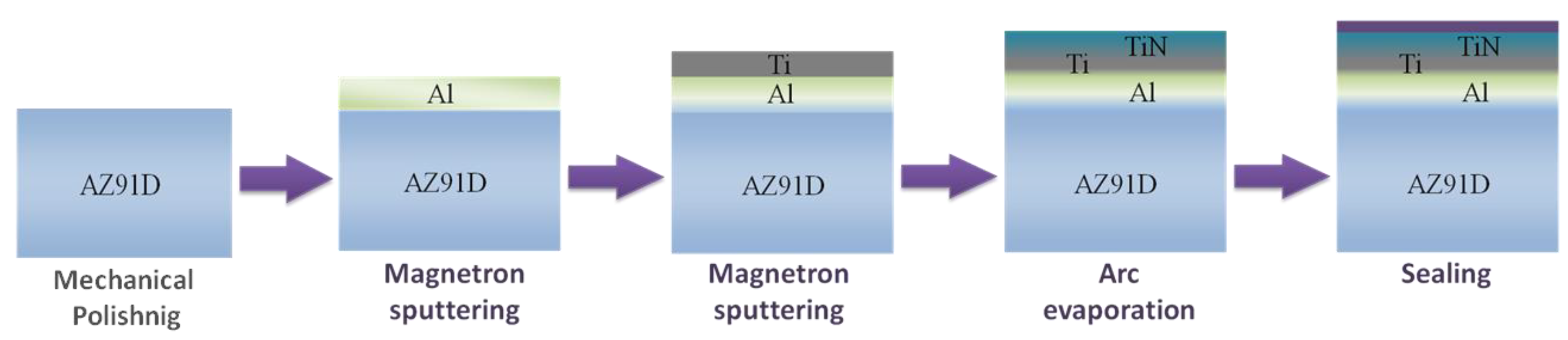
2. Materials and Methods
3. Results and Discussion
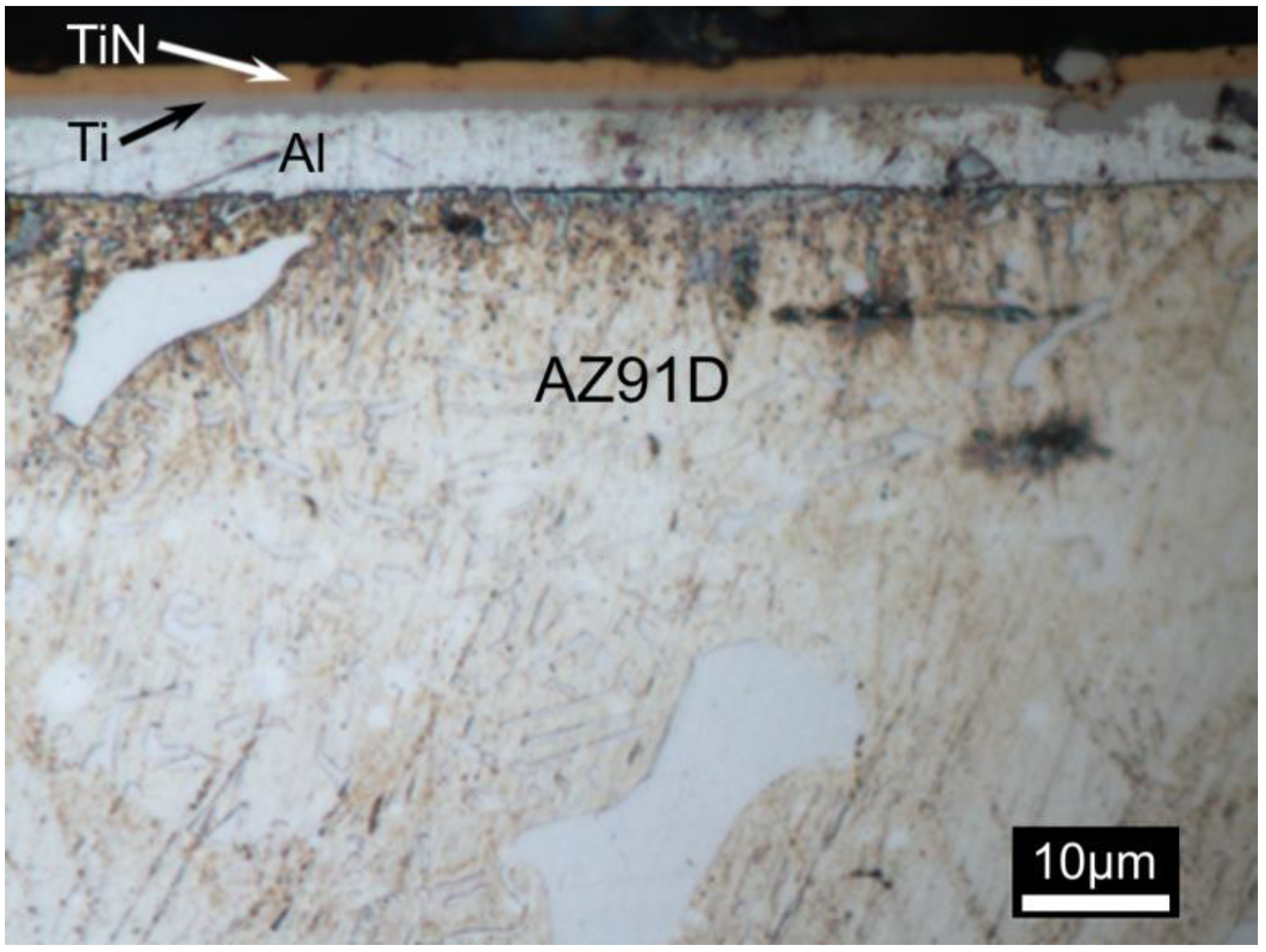
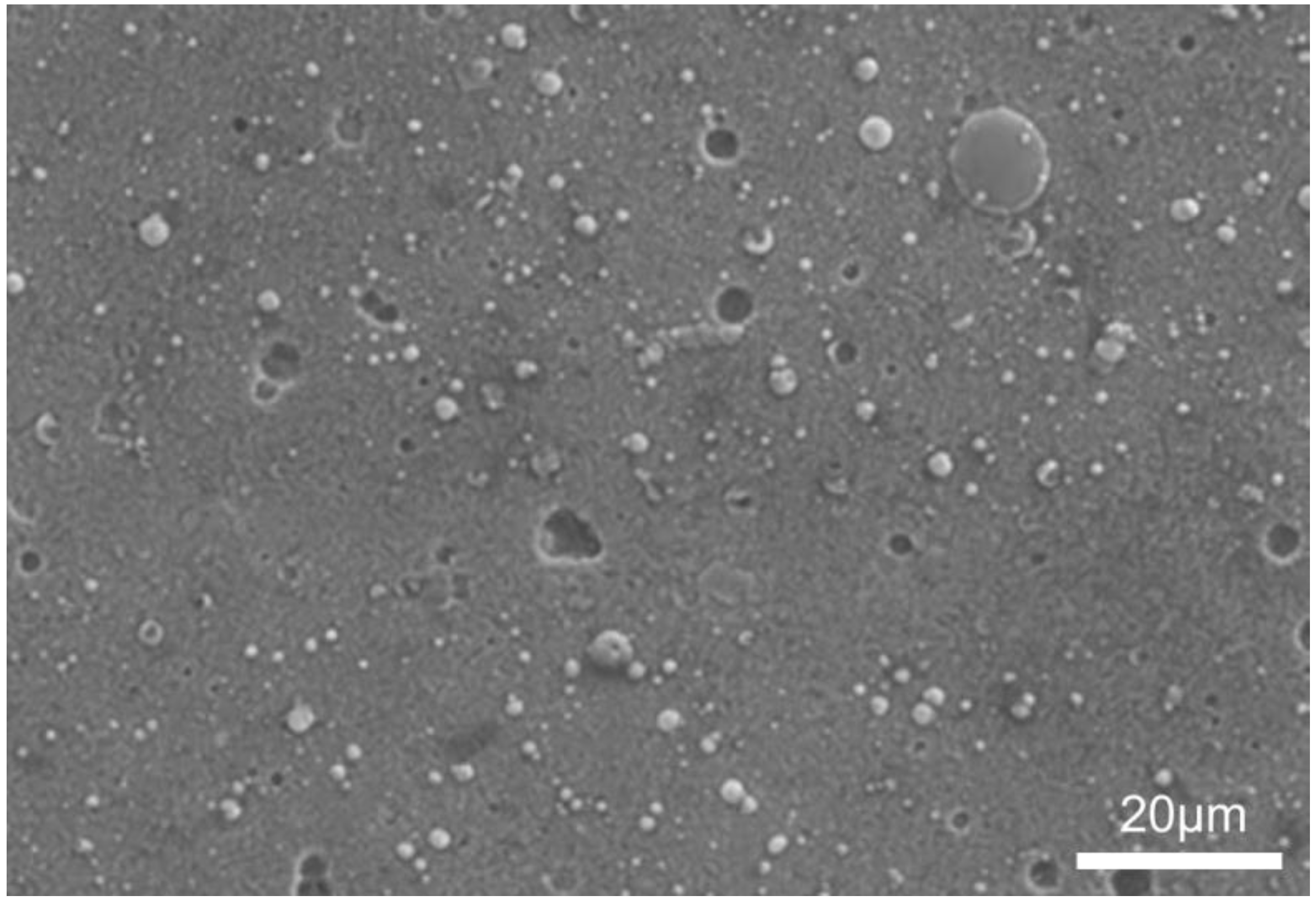
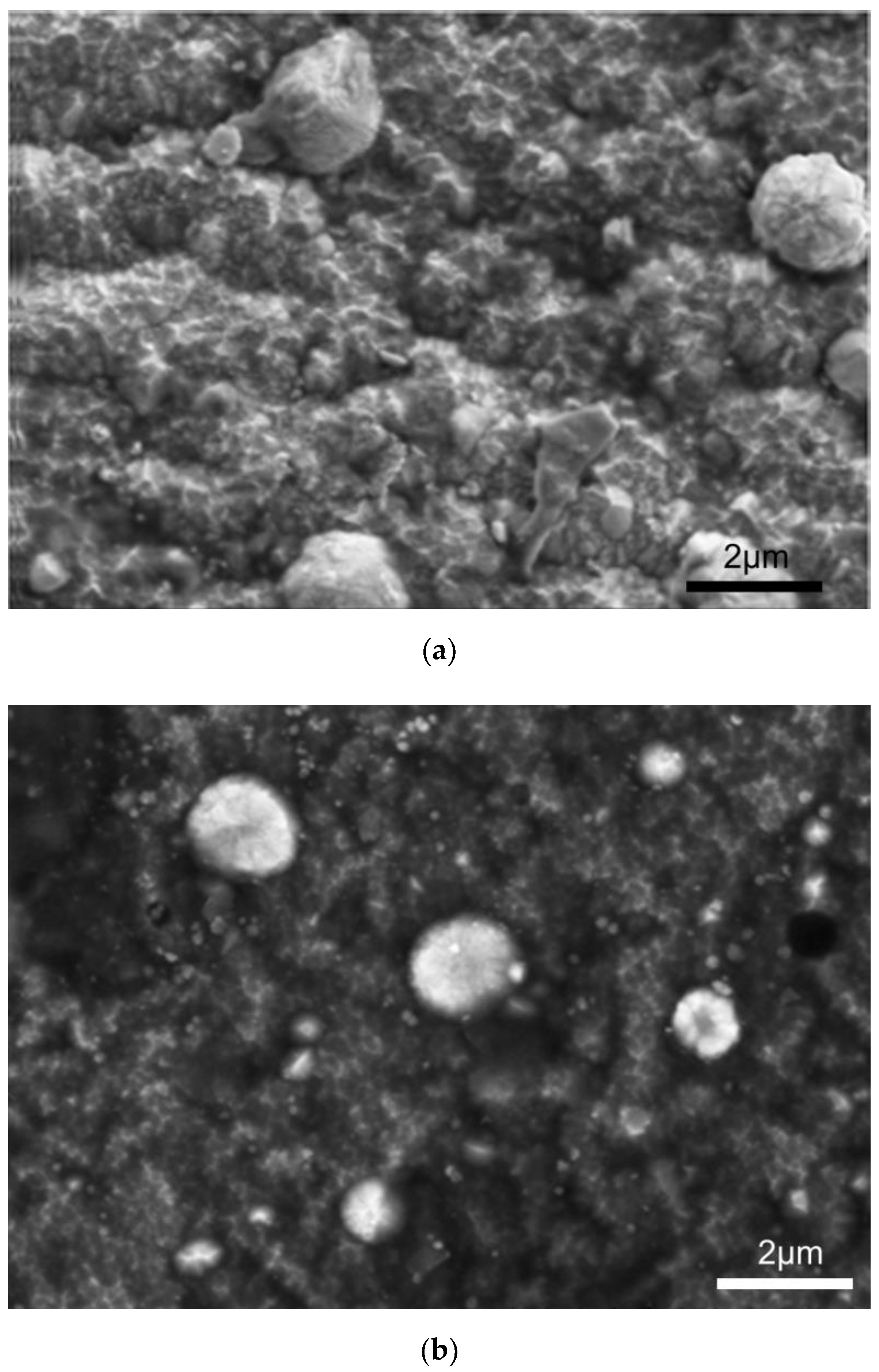
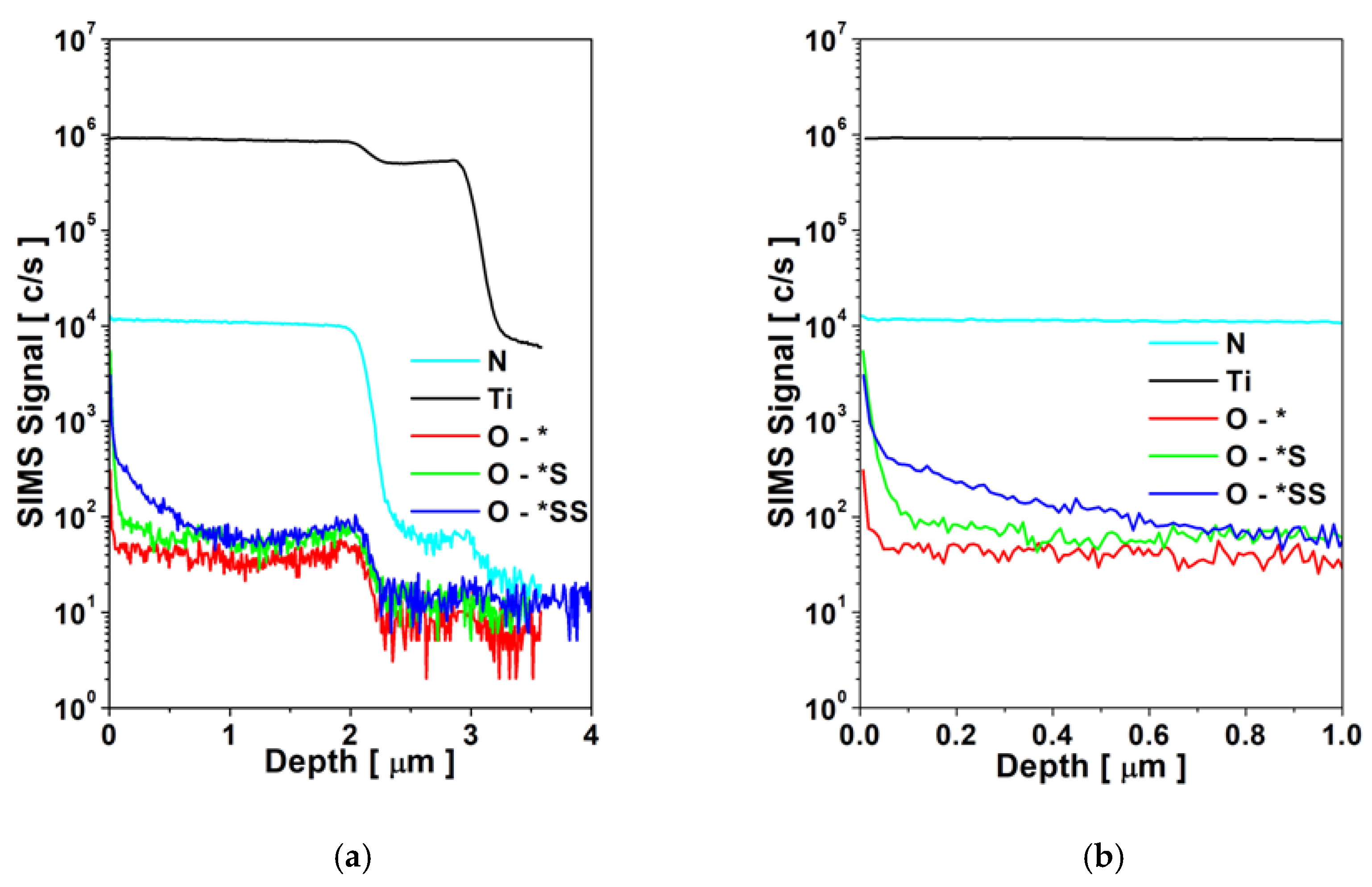
3.1. Microstructure and Chemical Composition of the Layers
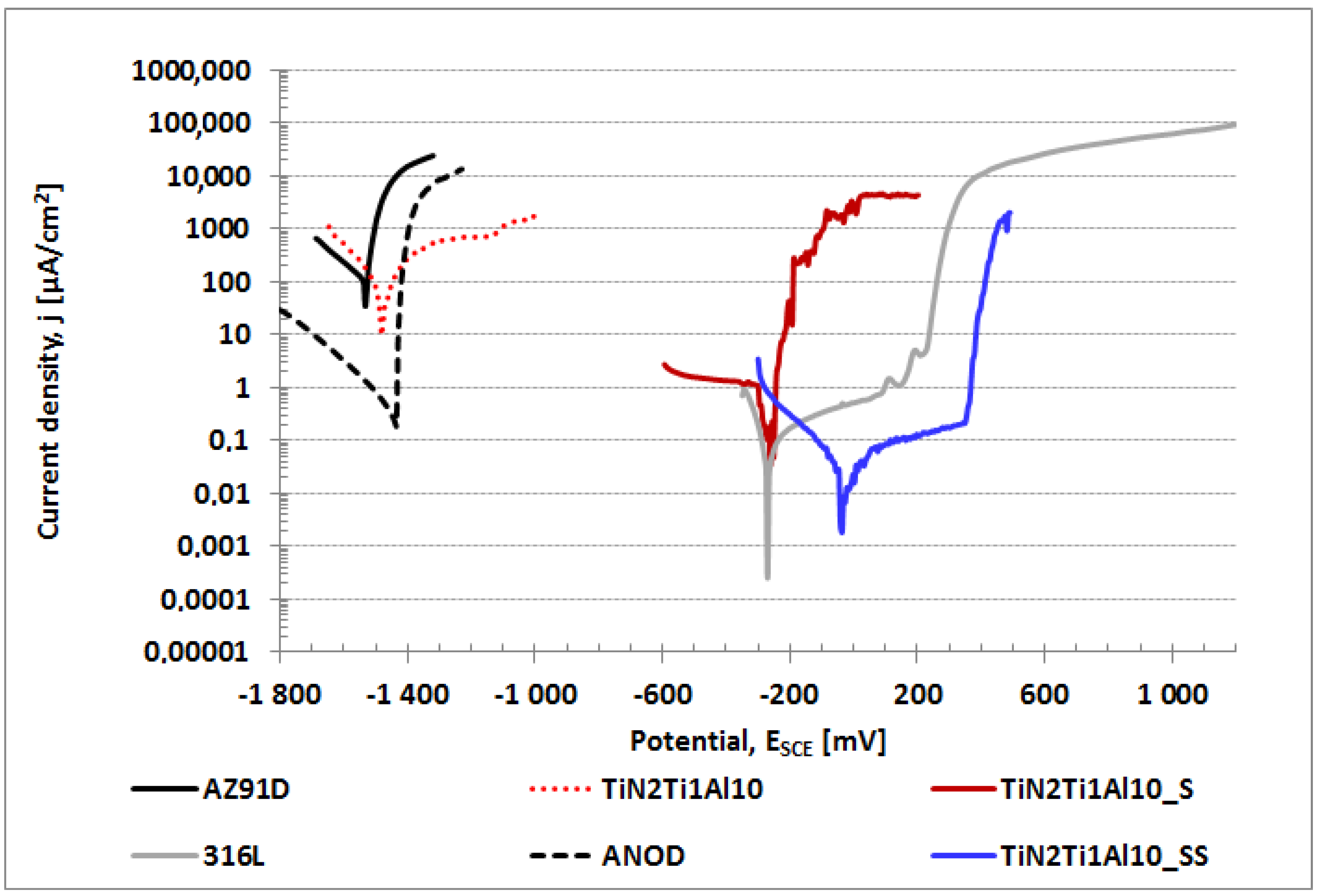
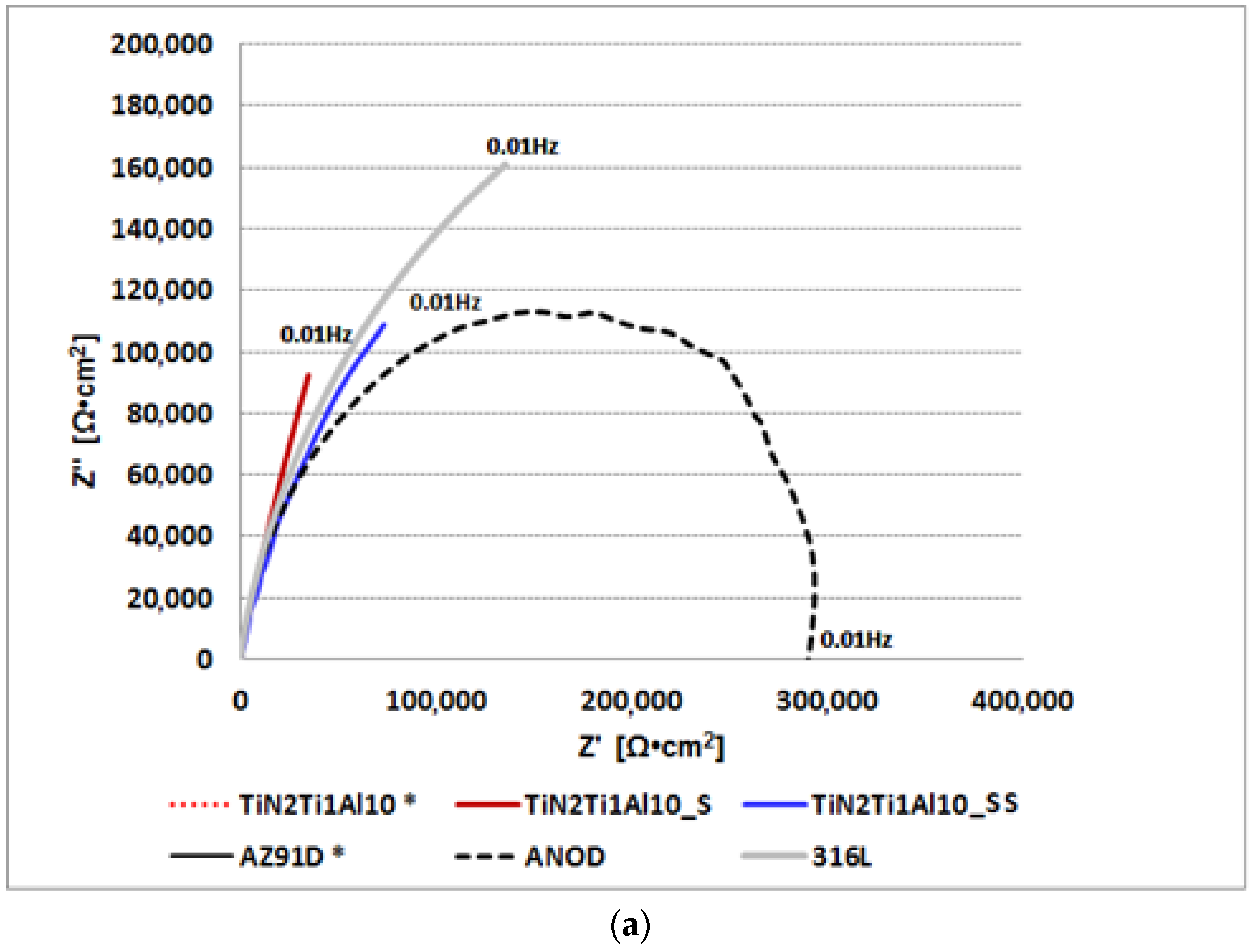
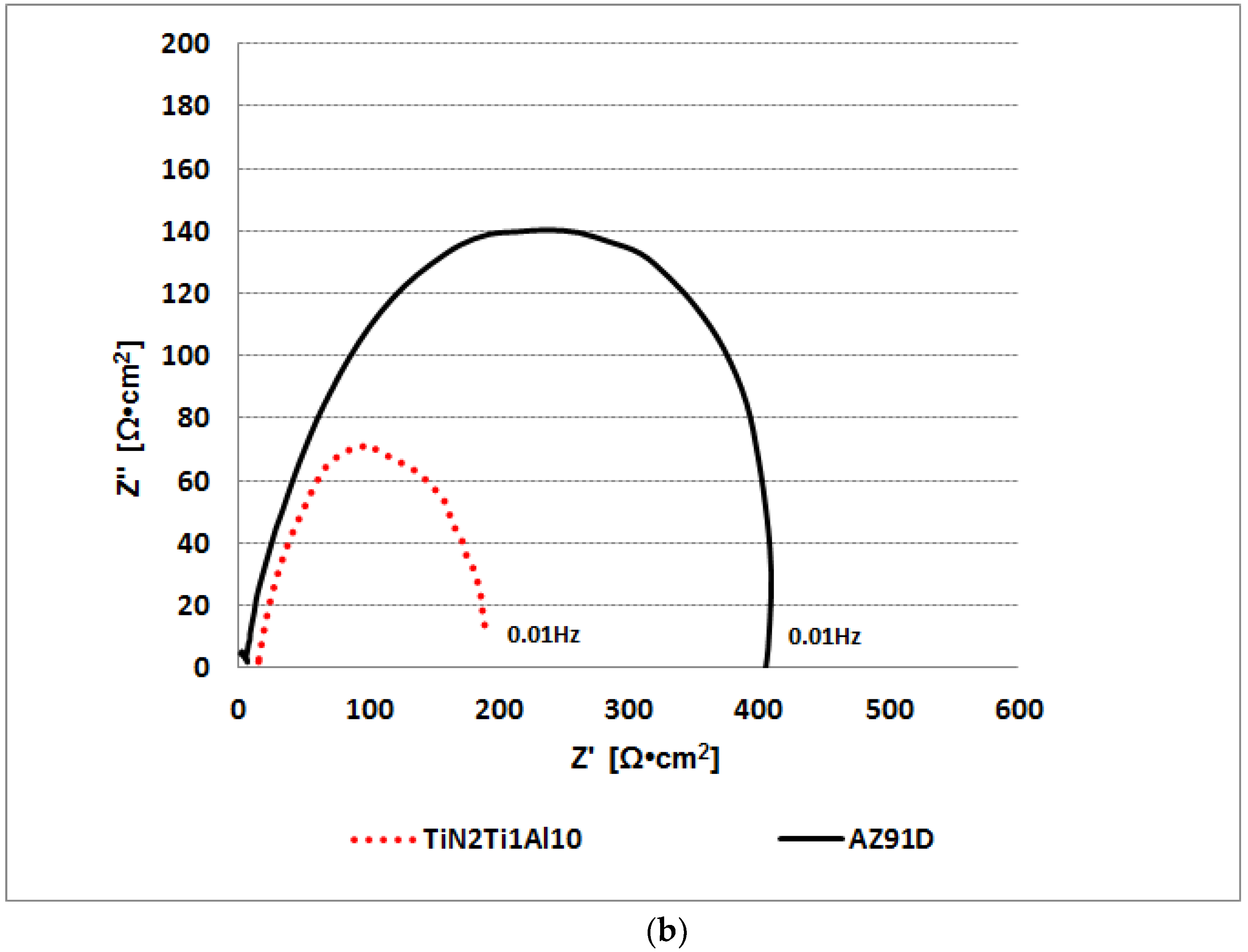
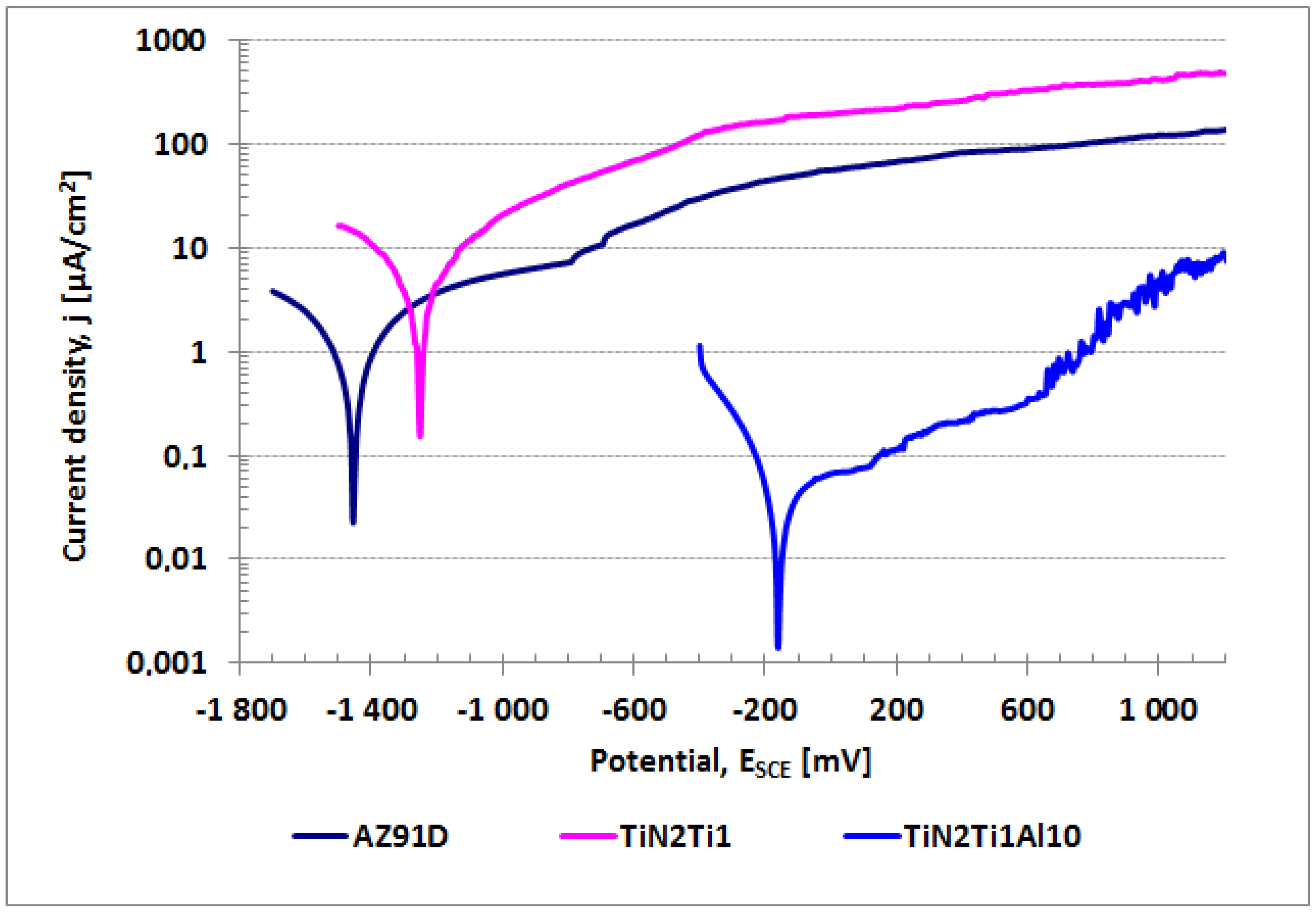
3.2. Corrosion Behavior
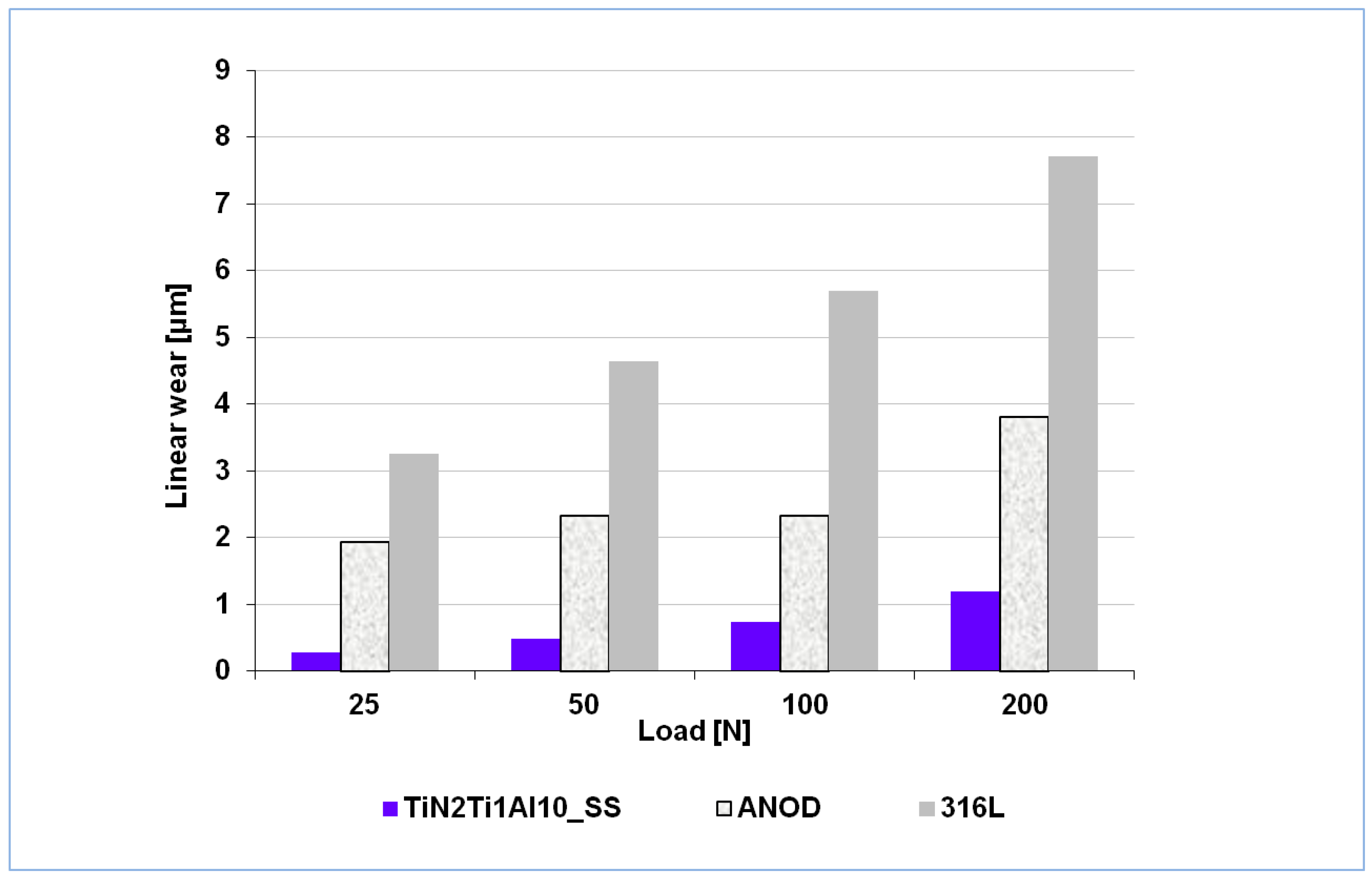
3.3. Mechanical Properties
4. Conclusions
- Corrosion resistance of the composite TiN-Ti-Al titanium nitride layers with titanium and aluminum sub-layers produced on AZ91D magnesium alloy using the PVD hybrid method, may be radically improved by applying a final tightening procedure using a pressure hydrothermal gas treatment performed in overheated steam (recently patented), which results in a better corrosion resistance than that of 316L stainless steel.
- The outstanding improvement of the composite TiN-Ti-Al titanium nitride layers corrosion resistance processed in overheated steam may be attributed to the effective deep sealing inside the layers, and in particular, on the level of the titanium sub-layer, which actually became a corrosion barrier controlling the behavior of the entire layer. Moreover, as a direct consequence, the as-sealed composite layer has the crucial advantage of reducing the risk of galvanic corrosion once any mechanical damage in service conditions occurs in the titanium oxide film tightening the surface of the layer or in the titanium nitride outer zone, breaking their continuity. The susceptibility to galvanic corrosion increases when the corrosion barrier is limited to a surface titanium oxide film, like the one produced using the originally developed hydrothermal treatment variant in a boiling water bath.
- The corrosion resistance of AZ91D alloy covered by the composite TiN-Ti-Al titanium nitride layers hydrothermally sealed in overheated steam is significantly higher than that of the commercially anodized AZ91D alloy, and also much higher than when composite TiN-Ti-Al titanium nitride layers are tightened by hydrothermal treatment in a boiling water bath. The key advantage of the composite titanium nitride layers on the AZ91D alloy that is hydrothermally sealed in an overheated steam is their passivity in the relatively large range with the positive breakdown potential, obtained thanks to the anticorrosion properties of the effectively sealed titanium sub-layer.
- In addition to its high corrosion resistance, the composite titanium nitride layers on the AZ91D alloy exhibit high resistance to wear which significantly exceeds the wear resistance of 316L stainless steel and anodized AZ91D alloy. The newly developed hybrid method that involves a key operation of final sealing of the nitride layers in overheated steam therefore allows to produce high performance, both corrosion and wear resistant, lightweight magnesium base material suitable for wider applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tacikowski, M.; Wierzchoń, T. Method for Increasing Corrosion Resistance of Surface Layers of Titanium Nitride on Magnesium Alloys. Polish Patent PL 230299 B1, 31 October 2018. [Google Scholar]
- Ramalingam, V.V.; Ramasamy, P.; Kovukkal, M.D.; Myilsamy, G. Research and Development in Magnesium Alloys for Industrial and Biomedical Applications: A Review. Met. Mater. Int. 2020, 26, 409–430. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloys 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Hoche, H.; Allebrandt, D.; Scheerer, H.; Berger, C. Engineering and design of wear and corrosion resistant PVD coatings regarding the exceptional properties of magnesium substrates. Plasma Process Polym. 2007, 4, 568–573. [Google Scholar] [CrossRef]
- Tacikowski, M.; Betiuk, M.; Cymerman, K.; Pokorska, I.; Pisarek, M.; Wierzchoń, T. High performance corrosion and wear resistant composite titanium nitride layers produced on the AZ91D magnesium alloy by a hybrid method. J. Magnes. Alloys 2014, 2, 265–273. [Google Scholar] [CrossRef] [Green Version]
- Hoche, H.; Blawert, C.; Broszeit, E.; Berger, C. Galvanic corrosion properties of differently PVD-treated magnesium die cast alloy AZ91. Surf. Coat. Technol. 2005, 193, 223–229. [Google Scholar] [CrossRef]
- Reiners, G.; Griepentrog, M. Hard coatings on magnesium alloys by sputter deposition using a pulsed DC bias voltage. Surf. Coat. Technol. 1995, 76–77, 809–814. [Google Scholar] [CrossRef]
- Hoche, H.; Schroeder, H.J.; Scheerer, H.; Broszeit, E.; Berger, C. Tribological Studies of CrN-coated Magnesium AZ91 at Temperatures up to 250 °C. Adv. Eng. Mater. 2002, 4, 42–51. [Google Scholar] [CrossRef]
- Altun, H.; Sen, S. The effect of DC magnetron sputtering AlN coatings on the corrosion behaviour of magnesium alloys. Surf. Coat. Technol. 2005, 197, 193–200. [Google Scholar] [CrossRef]
- Zeng, X.; Wu, G.; Yao, S. Formation by reactive magnetron sputtering of TiN coating on Ti-implanted. Mater. Lett. 2006, 60, 2252–2255. [Google Scholar] [CrossRef]
- Miao, Q.; Cui, C.E.; Pan, J.D. CrN–TiN multilayer coating on magnesium alloy AZ91 by arc-glow plasma depositing process. Surf. Coat. Technol. 2007, 201, 5077–5080. [Google Scholar] [CrossRef]
- Tacikowski, M.; Kamiński, J.; Rudnicki, J.; Borowski, T.; Trzaska, M.; Wierzchoń, T. The effect of the diffusive, composite chromium nitride layers produced by a hybrid surface treatment on the corrosion behaviour of AZ91D magnesium alloy. Vacuum 2011, 85, 938–942. [Google Scholar] [CrossRef]
- Hoche, H.; Schmidt, J.; Groß, S.; Troßmann, T.; Berger, C. PVD coating and substrate pretreatment concepts for corrosion and wear protection of magnesium alloys. Surf. Coat. Technol. 2011, 205, 145–150. [Google Scholar] [CrossRef]
- Hoche, H.; Groß, S.; Troßmann, T.; Schmidt, J.; Oechsner, M. PVD coating and substrate pretreatment concepts for magnesium alloys by multinary coatings based on Ti(X)N. Surf. Coat. Technol. 2013, 228, S336–S341. [Google Scholar] [CrossRef]
- Hoche, H.; Groß, S.; Oechsner, M. Development of new PVD coatings for magnesium alloys with improved corrosion properties. Surf. Coat. Technol. 2014, 259, 102–108. [Google Scholar] [CrossRef]
- Tacikowski, M.; Banaszek, M.; Cymerman, K.; Morgiel, J.; Wierzchoń, T. Structure and properties of diffusive titanium nitride layers produced by hybrid method on AZ91D magnesium alloy. Trans. Nonferr. Met. Soc. China 2014, 24, 2767–2775. [Google Scholar] [CrossRef]
- Uslu, M.E.; Onel, A.C.; Ekinci, G.; Toydemir, B.; Durdu, S.; Usta, M.; Arslan, L.C. Investigation of (Ti,V)N and TiN/VN coatings on AZ91D Mg alloys. Surf. Coat. Technol. 2015, 284, 252–257. [Google Scholar] [CrossRef]
- Cao, Y.Z.; Xie, Z.W.; An, X.H.; Wang, Y.B.; Chend, Q.; Yana, Y.D.; Yua, F.L.; Liao, X.Z. Fracture mechanism of an Al/AlN/CrAlN gradient coating on nitrogen implanted magnesium alloy. Surf. Coat. Technol. 2016, 302, 126–130. [Google Scholar] [CrossRef]
- Liang, F.; Shen, Y.; Pei, C.; Qiu, B.; Lei, J.; Sun, D. Microstructure evolution and corrosion resistance of multi interfaces Al-TiAlN nanocomposite films on AZ91D magnesium alloy. Surf. Coat. Technol. 2019, 357, 83–92. [Google Scholar] [CrossRef]
- Fenker, M.; Balzer, M.; Kappl, H. Corrosion behaviour of decorative and wear resistant coatings on steel deposited by reactive sputtering—Tests and improvements. Thin Solid Films 2006, 515, 27–32. [Google Scholar] [CrossRef]
- Tacikowski, M.; Banaszek, M.; Smolik, J. Corrosion-resistant composite titanium nitride layers produced on the AZ91D magnesium alloy by a hybrid method. Vacuum 2014, 99, 298–302. [Google Scholar] [CrossRef]
- Tacikowski, M.; Grzonka, J.; Płociński, T.; Jakieła, R.; Pisarek, M.; Wierzchoń, T. Composite titanium nitride layers produced on the AZ91D magnesium alloy by a hybrid method including hydrothermal modification of the layer. Appl. Surf. Sci. 2015, 346, 394–405. [Google Scholar] [CrossRef]
- Wu, H.; Shi, Z.; Zhang, X.; Qasim, A.M.; Xiao, S.; Zhang, F.; Wu, Z.; Wu, G.; Ding, K.; Chu, P.K. Achieving an acid resistant surface on magnesium alloy via bio-inspired design. Appl. Surf. Sci. 2019, 478, 150–161. [Google Scholar] [CrossRef]
- Wu, H.; Xi, K.; Xiao, S.; Qasim, A.M.; Fu, R.K.Y.; Shi, K.; Ding, K.; Chen, G.; Wu, G.; Chu, P.K. Formation of self-layered hydrothermal coating on magnesium aided by titanium ion implantation: Synergistic control of corrosion resistance and cytocompatibility. Surf. Coat. Technol. 2020, 401, 126251. [Google Scholar] [CrossRef]
- Jakieła, R. The Role of Atmospheric Elements in the Wide Band-Gap Semiconductors. Acta Phys. Pol. A 2019, 136, 916–939. [Google Scholar] [CrossRef]
- Polish Standard PN-82/H-04332. Badania wytrzymałościowe metali. In Badania Odporności na Zużycie Metali lub ich Warstw Dyfuzyjnych w Procesie Tarcia Ślizgowego Przy stałym Nacisku na Maszynie Amslera; Polish Committee for Standardization: Warsaw, Poland, 1982. [Google Scholar]
- Kamiński, J.; Tacikowski, M.; Brojanowska, A.; Kucharska, B.; Wierzchoń, T. The Effect of Tightening on the Corrosion Properties of the PVD Layers on Magnesium AZ91D alloy. J. Surf. Eng. Mater. Adv. Technol. 2014, 4, 270–281. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Denotation | Layers Variant | Sub-Layer Layer Type and Thickness [µm] | Treatment | Sealing Process Medium | ||
|---|---|---|---|---|---|---|
| TiN | Ti | Al | ||||
| TiN2Ti1Al10_SS | TiN-Ti-Al | 2 | 1 | 7 | Hydrothermal sealing | Supersaturated steam |
| TiN2Ti1Al10_S | TiN-Ti-Al | 2 | 1 | 7 | Hydrothermal sealing | Boiling water bath |
| TiN2Ti1Al10 | TiN-Ti-Al | 2 | 1 | 7 | As deposited | - |
| TiN2Ti1 | TiN-Ti | 2 | 1 | – | As deposited | - |
| AZ91D * | AZ91D alloy, uncoated | - | As delivered | - | ||
| ANOD * | AZ91D anodized alloy | - | Commercial anodizing | Boiling water bath | ||
| 316L * | 316L steel, uncoated | - | As delivered | - | ||
| Parameter | Ion Etching | Deposition | |||
|---|---|---|---|---|---|
| Al | Ti | TiN | |||
| Source | Arc, titanium cathode | Magnetron, argon | Magnetron | Magnetron | Arc, titanium cathode |
| Current | 50 A | 5 A | 5 A | 5 A | 50 A |
| Bias | 600 V | 800 V | 100 V | 100 V | 100 V/10 kHz |
| Substrate temperature | circa 200 °C | <200 °C | <200 °C | <200 °C | circa 200 °C |
| Pressure | 1.2 × 10−2 mbar | 5 × 10−3 mbar | 5 × 10−3 mbar | 5 × 10−3 mbar | 1.2 × 10−2 mbar |
| Peak | Binding Energy [eV] | At.% | Phase |
|---|---|---|---|
| Ti2p3 | 455.2 | 40.0 | TiN2 |
| Ti2p3 | 458.6 | 33.9 | TiO2 |
| Ti2p3 | 456.9 | 26.1 | Ti2O3 |
| Σ 100.0 |
| Variant Tested | Parameter | |||
|---|---|---|---|---|
| Ecor [mV] | icor [μA/cm2] | Enp [mV] | inp [μA/cm2] | |
| TiN2Ti1Al10_SS | −27 | 0.033 | +350 | 0.028 |
| TiN2Ti1Al10_S | −260 | 0.56 | − | − |
| TiN2Ti1Al10 | −1480 | 50 | − | − |
| AZ91D | −1530 | 102 | − | − |
| ANOD | −1450 | 0.27 | − | − |
| 316L | −270 | 0.085 | +220 | 0.095 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tacikowski, M.; Kamiński, J.; Rożniatowski, K.; Pisarek, M.; Jakieła, R.; Marchlewski, P.; Wierzchoń, T. Improving the Properties of Composite Titanium Nitride Layers on the AZ91D Magnesium Alloy Using Hydrothermal Treatment. Materials 2021, 14, 5903. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195903
Tacikowski M, Kamiński J, Rożniatowski K, Pisarek M, Jakieła R, Marchlewski P, Wierzchoń T. Improving the Properties of Composite Titanium Nitride Layers on the AZ91D Magnesium Alloy Using Hydrothermal Treatment. Materials. 2021; 14(19):5903. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195903
Chicago/Turabian StyleTacikowski, Michał, Janusz Kamiński, Krzysztof Rożniatowski, Marcin Pisarek, Rafał Jakieła, Paweł Marchlewski, and Tadeusz Wierzchoń. 2021. "Improving the Properties of Composite Titanium Nitride Layers on the AZ91D Magnesium Alloy Using Hydrothermal Treatment" Materials 14, no. 19: 5903. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14195903