Impact of Particle Size on Performance of Selective Laser Sintering Walnut Shell/Co-PES Powder

Abstract
:1. Introduction
2. Experimental
2.1. Composites Preparation
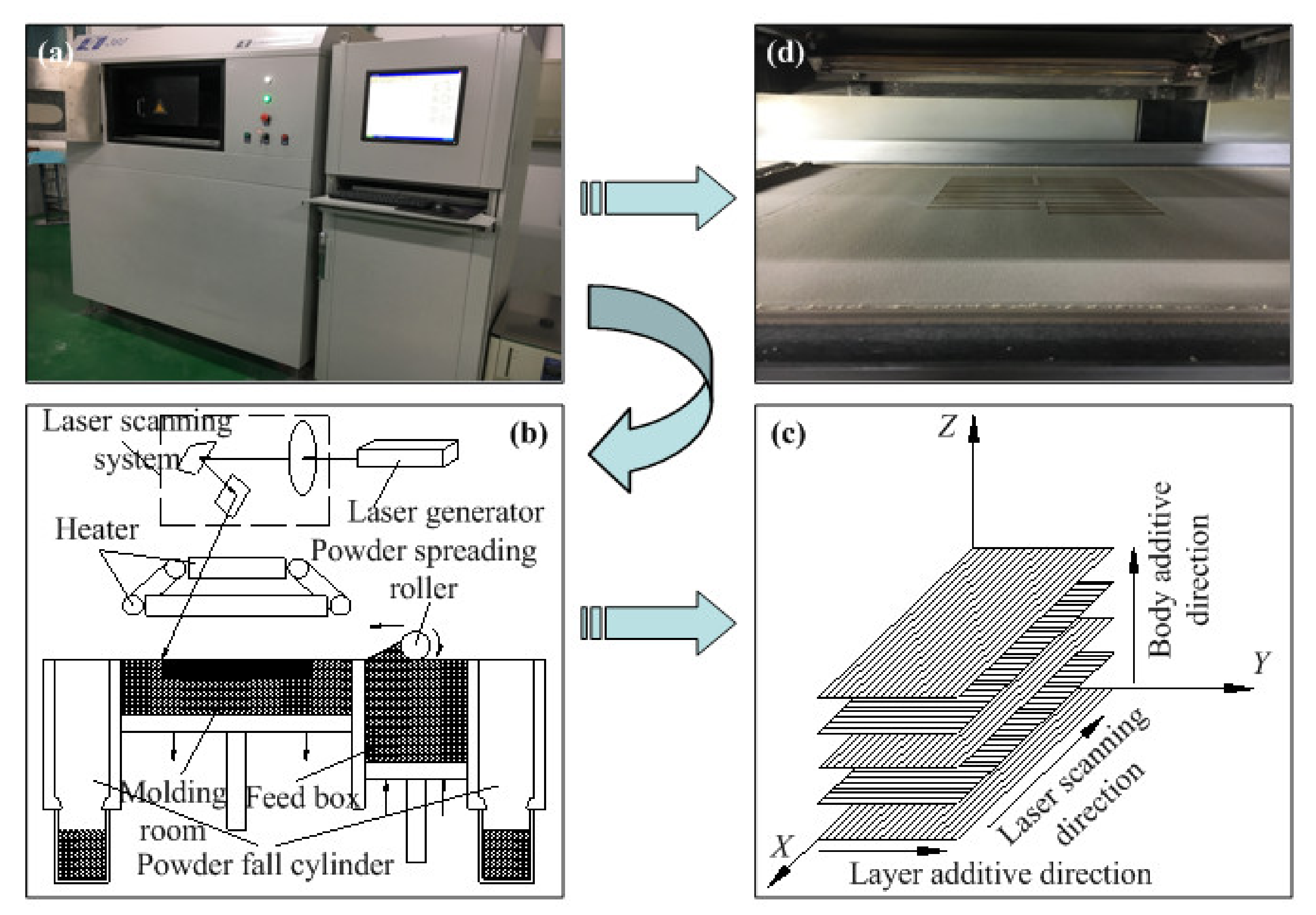
2.2. Forming Principle and Method of SLS
2.3. Characterization and Test
3. Results and Discussion
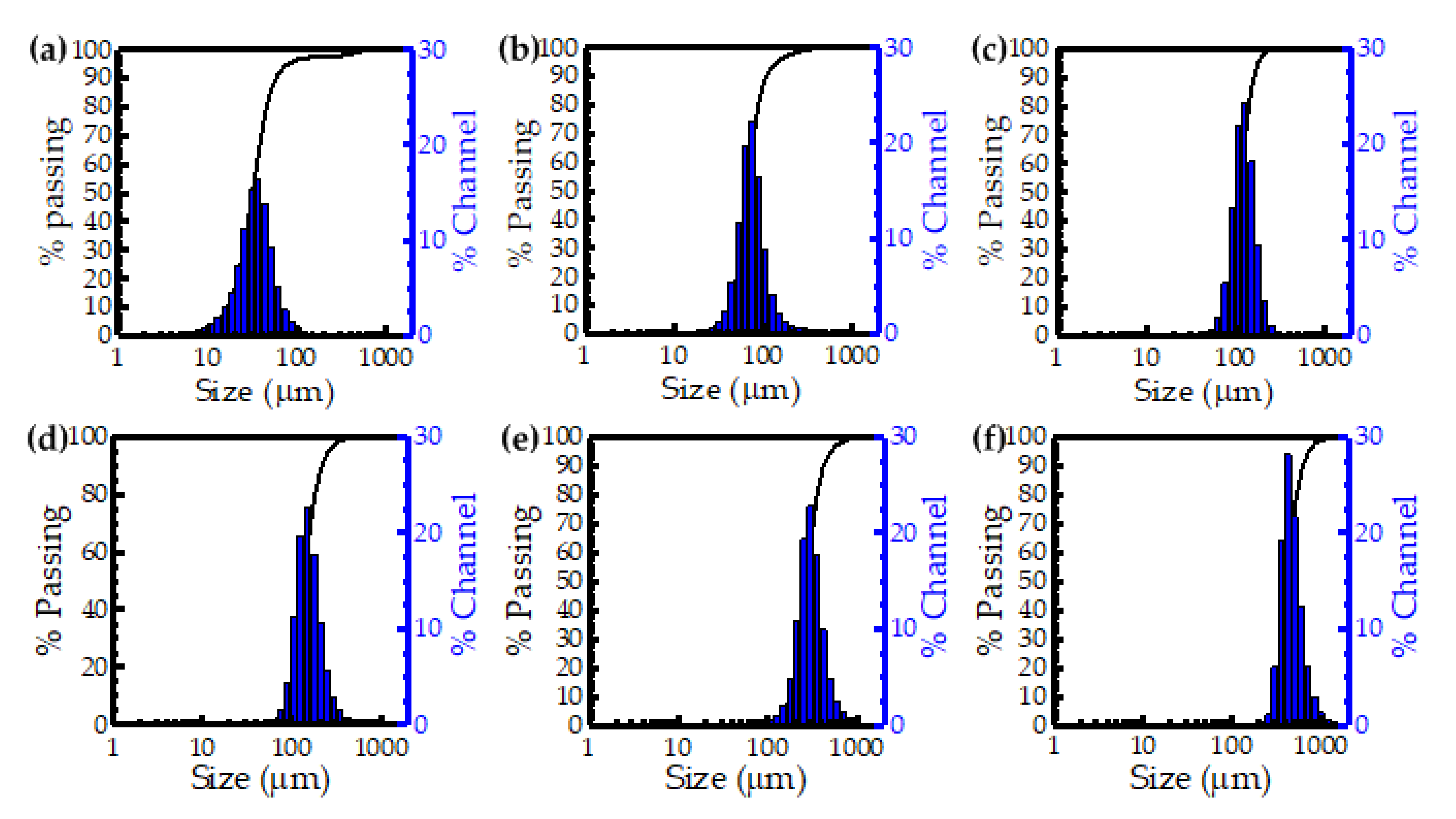
3.1. Particle Size Analysis
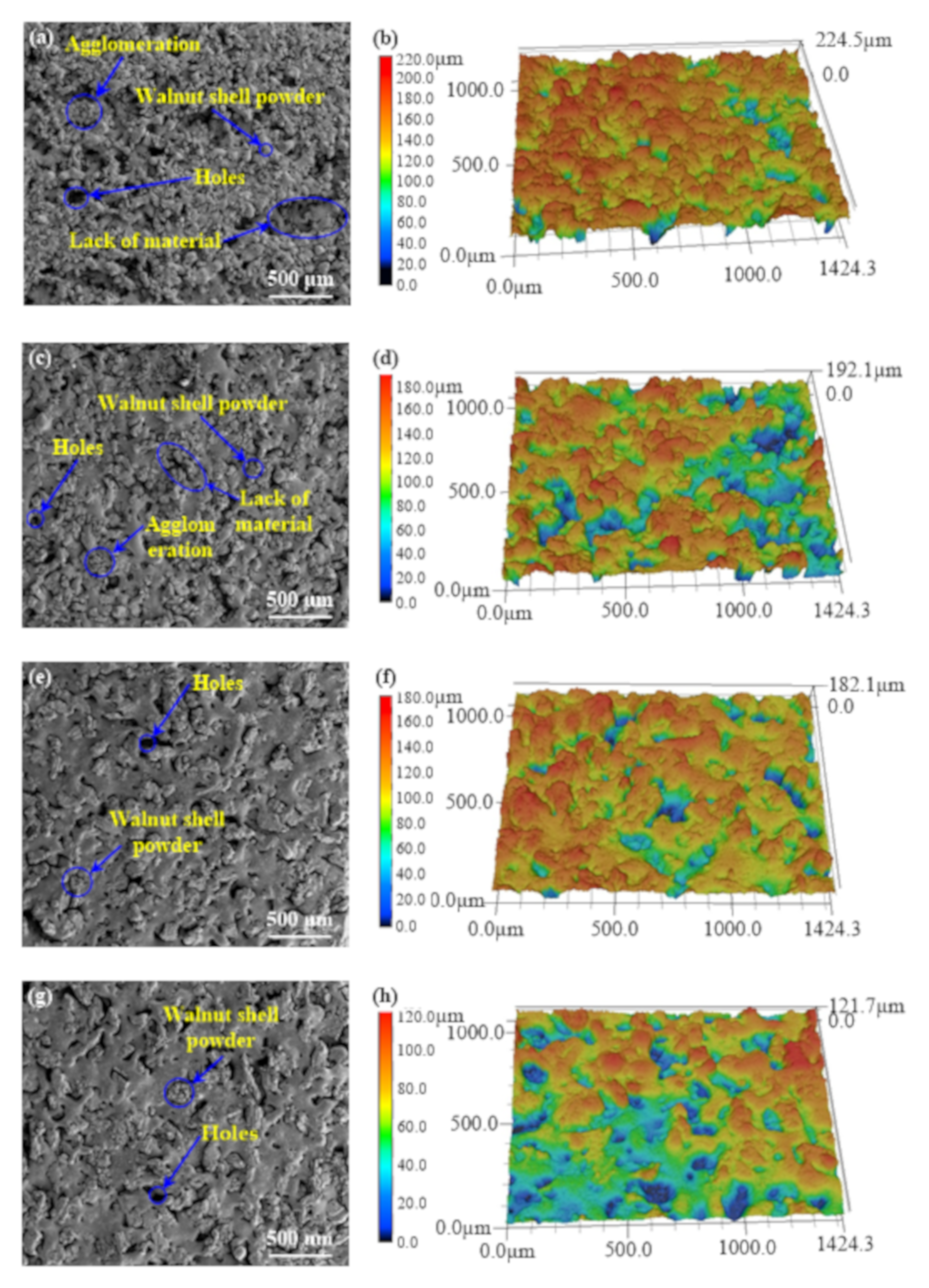
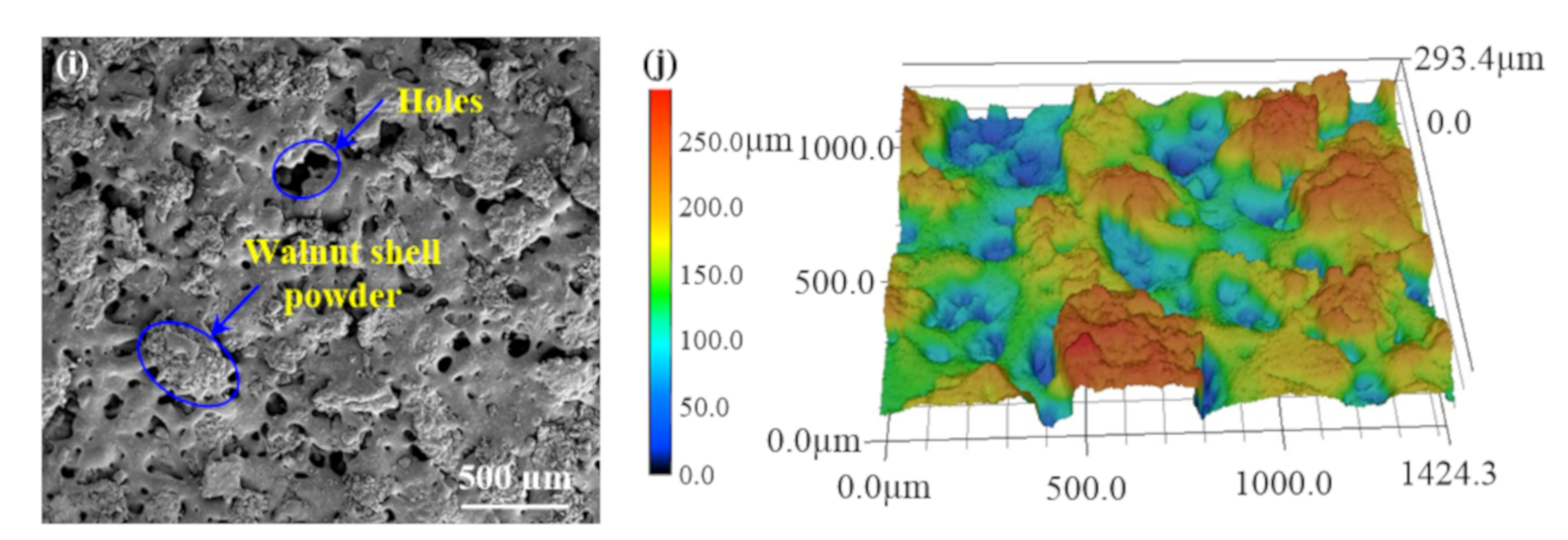
3.2. Surface Quality
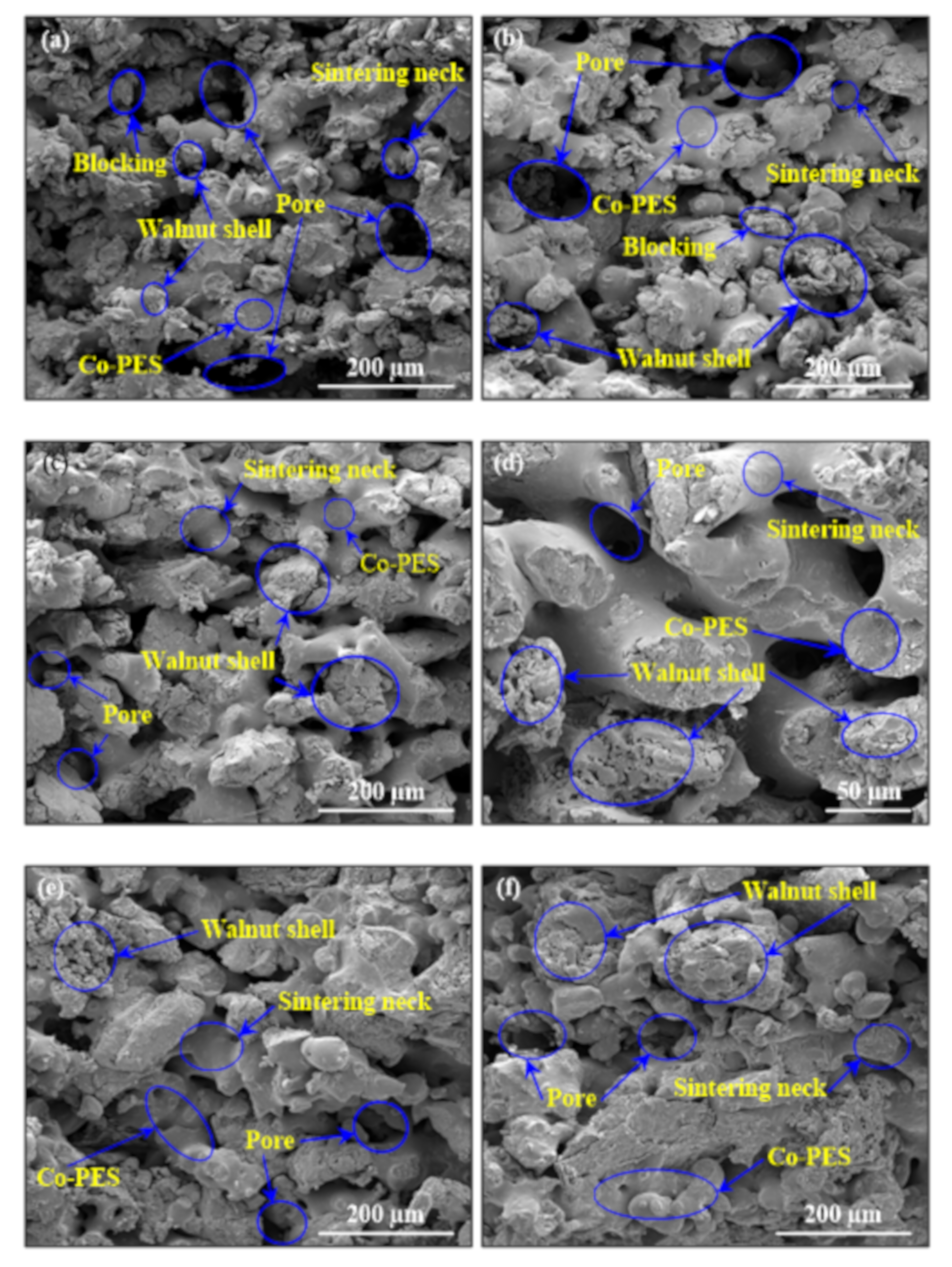
3.3. Morphologies
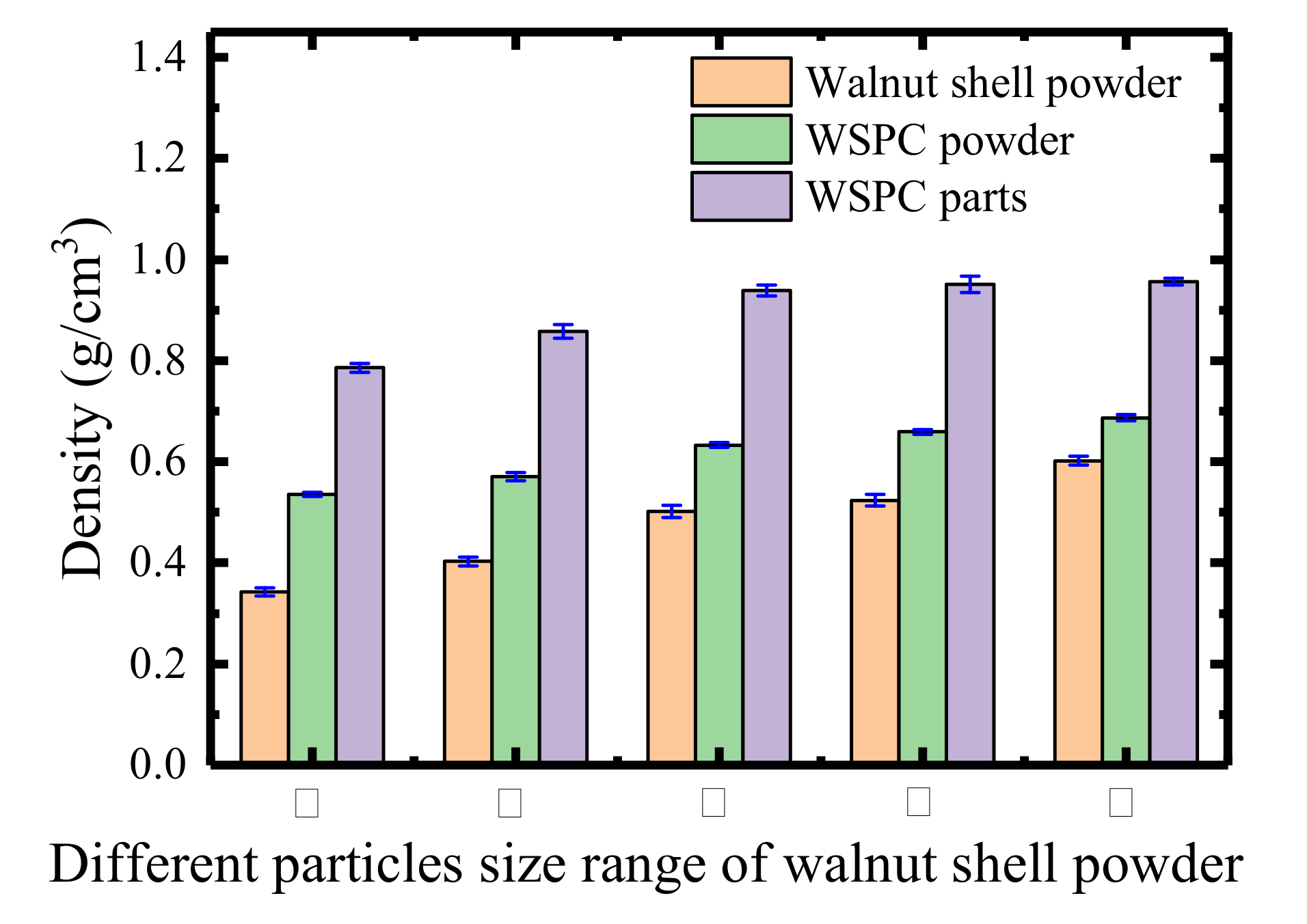
3.4. Density of Parts
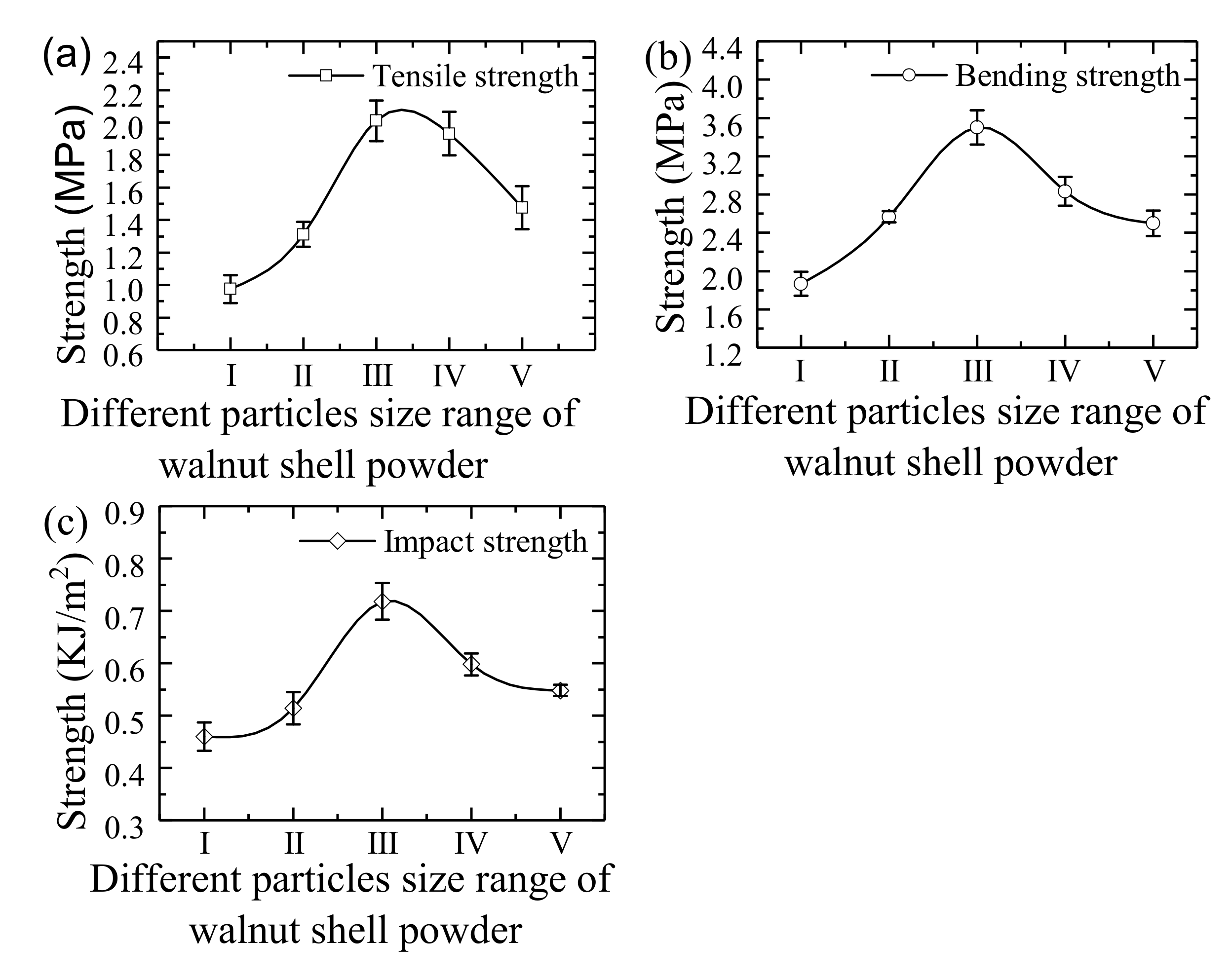
3.5. Mechanical Properties
4. Conclusions
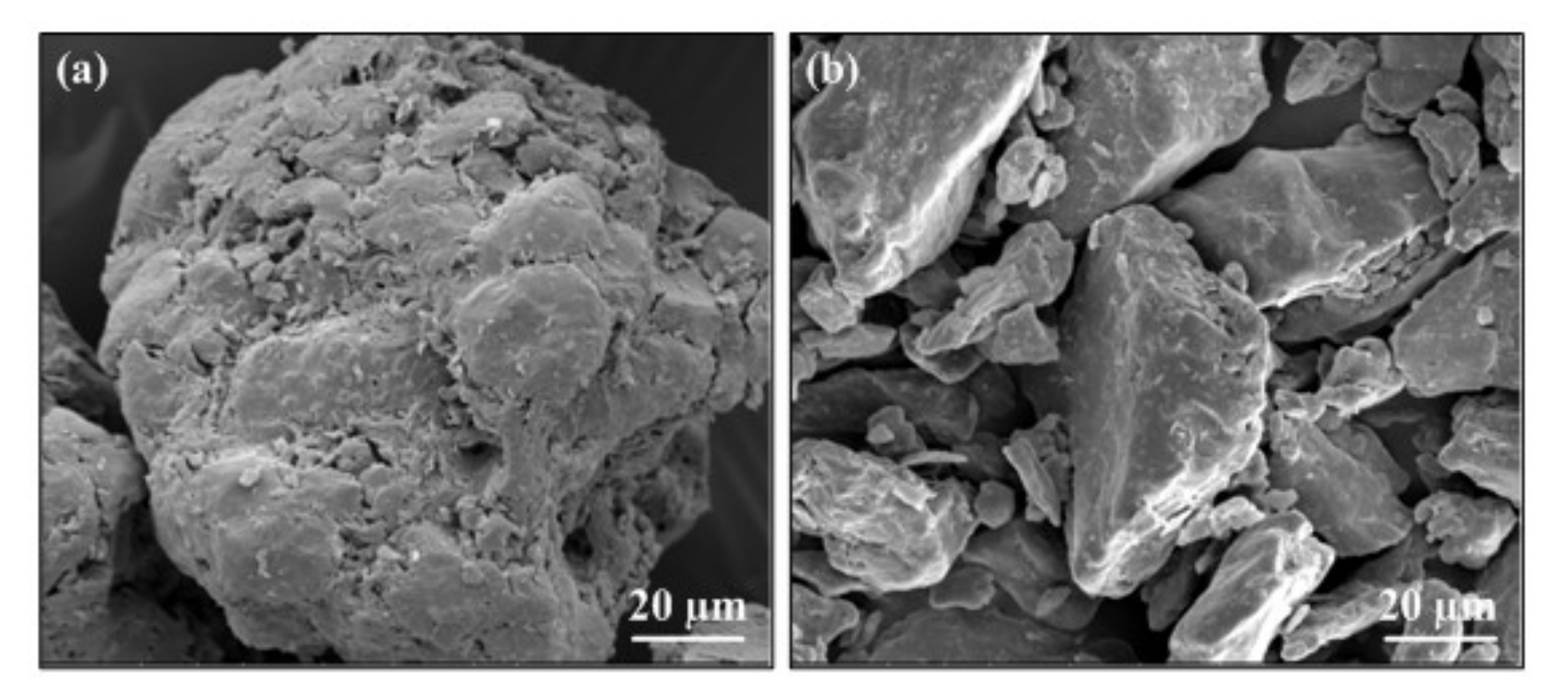
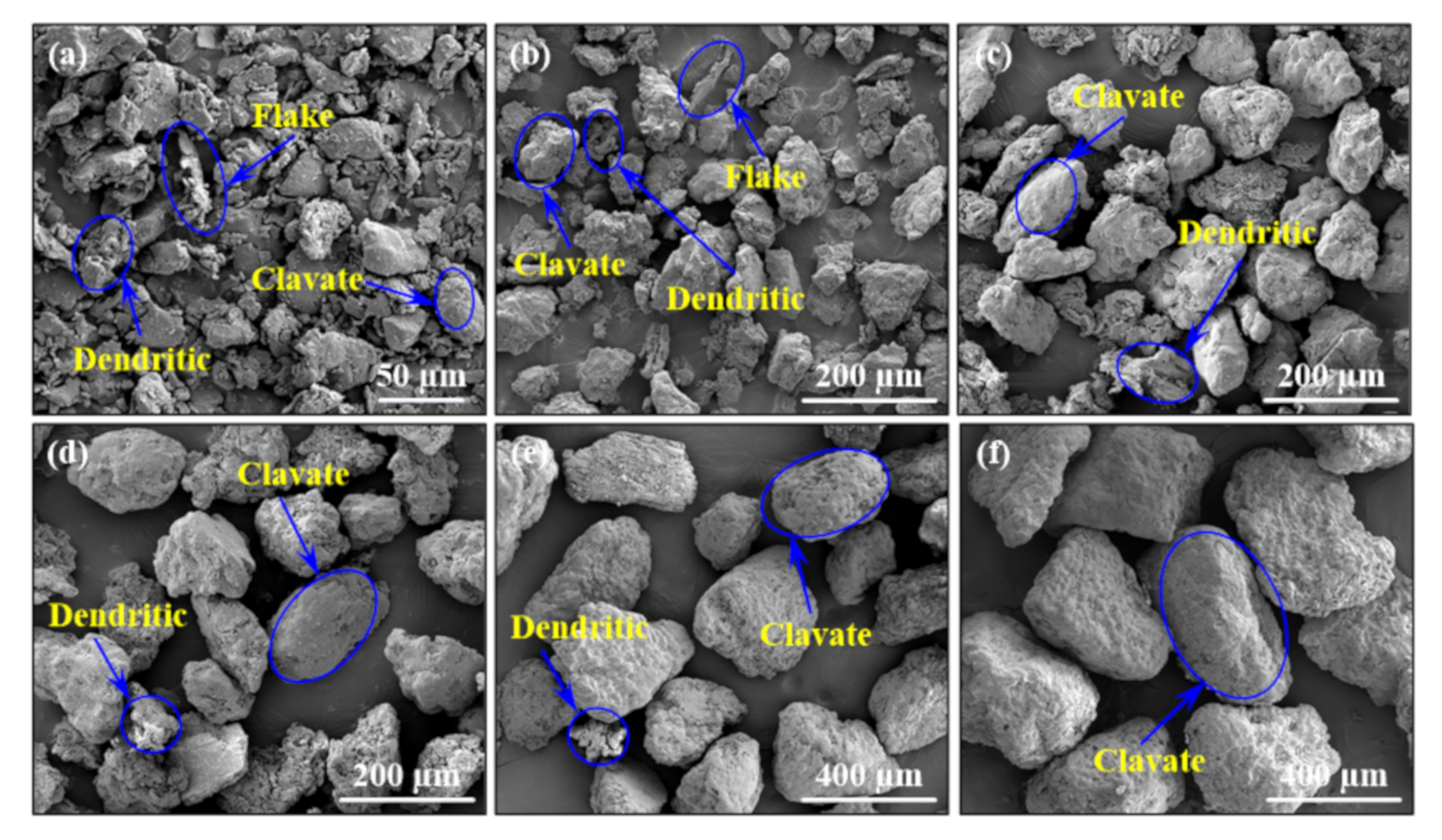
- Through the analysis of the sizes and shapes of walnut shell powder particles, due to the large particle size and a few types of particle shapes, the melt-viscosity is low, and the spread powder effect is good.
- After analyzing surface morphologies and surface roughness of WSPC parts, smaller walnut shell powder particles result in more holes on the surface of WSPC parts. Walnut shell powder particles agglomeration and loss of material areas lead to rough surface. Large particles result in large holes on the surface of WSPC parts. At the same time, walnut shell powder particles are distributed unevenly and stand out obviously, which also causes rough surface. When the particle size of walnut shell powder is 120 to 180 μm, there are a few holes on the surface of WSPC parts, and walnut shell powder particles are evenly distributed. Moreover, there is no loss of material area, showing a flat surface, and its surface roughness was minimum. Ra and Rz are 15.711 μm and 99.721 μm.
- By morphologies analysis, it can be indicated that smaller walnut shell powder particles result in larger and more internal pores of WSPC parts, lower density, smaller sintering necks and lower interface bonding strength. Large walnut shell powder particles tend to cause uneven distribution of walnut shell powder particles in the Co-PES matrix, resulting in a large number of local aggregation phenomenon in the Co-PES matrix, which leads to larger and more internal pores of WSPC parts, and lower density. When the particle size of walnut shell powder is 80–120 μm, the interfacing strength between Co-PES matrix and walnut shell powder particles is the best in WSPC parts. However, when the walnut shell powder particle size is 120–180 μm, the internal pores of WSPC parts are few and density is relatively high.
- Through density analysis, the density of WSPC parts first increases and then decreases as the walnut shell powder particle size increases. When the walnut shell powder particle size is 80–120 μm, the density of WSPC parts closes to the maximum, and its value is 0.926 g/cm3.
- Mechanical test analysis of WSPC parts shows that the tensile strength, bending strength and impact strength of WSPC parts first increases and then decreases because of increasing walnut shell powder particle size. When the walnut shell powder particle size is 80–120 μm, the mechanical properties of WSPC parts are the best, namely the tensile, bending, and impact strengths reach 2.011 MPa, 3.5 MPa, and 0.718 KJ/m2, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bahnini, I.; Rivette, M.; Rechia, A.; Siadat, A.; Elmesbahi, A. Additive manufacturing technology: The status, applications, and prospects. Int. J. Adv. Manuf. Technol. 2018, 97, 147–161. [Google Scholar] [CrossRef] [Green Version]
- Lu, B.H.; Li, D.C. Development of the Additive Manufacturing (3D printing) Technology. Mach. Build. Autom. 2013, 42, 1–4. [Google Scholar] [CrossRef]
- Saxena, P.; Bissacco, G.; Meinert, K.L.; Danielak, A.H.; Macarena, M.R.; Pedersen, D.B. Soft tooling process chain for the manufacturing of micro-functional features on molds used for molding of paper bottles. J. Manuf. Process. 2020, 54, 129–137. [Google Scholar] [CrossRef]
- Westerweel, B.; Basten, R.J.I.; Van Houtum, G.J. Traditional or additive manufacturing? Assessing component design options through lifecycle cost analysis. Eur. J. Oper. Res. 2018, 270, 570–585. [Google Scholar] [CrossRef] [Green Version]
- Hannibal, M.; Knight, G. Additive manufacturing and the global factory: Disruptive technologies and the location of international business. Int. Bus. Rev. 2018, 27, 1116–1127. [Google Scholar] [CrossRef]
- Bourell, D.L. Sintering in laser sintering. JOM 2016, 68, 885–889. [Google Scholar] [CrossRef]
- Deckard, C.R. Selective Laser Sintering. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, 1988. [Google Scholar]
- Ji, H.C.; Zhang, X.J.; Pei, W.C.; Li, Y.G.; Zheng, L.; Ye, X.H.; Lu, Y.H. Research progress in ceramic 3D printing technology and material development. J. Mater. Eng. 2018, 46, 19–28. [Google Scholar] [CrossRef]
- Baitimerov, R.; Lykov, P.; Zherebtsov, D.; Radionova, L.; Shultc, A.; Prashanth, K.G. Influence of powder characteristics on processability of AlSi12 alloy fabricated by selective laser melting. Materials 2018, 11, 742. [Google Scholar] [CrossRef] [Green Version]
- Cao, S.; Chen, Z.; Chao, V.S.L.; Yang, K.; Jia, Q.; Jarvis, T. Defect, microstructure, and mechanical property of Ti-6Al-4V alloy fabricated by high-Power selective laser melting. JOM 2017, 69, 2684–2692. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C. Bio-functional and anti-corrosive 3D printing 316L stainless steel fabricated by selective laser melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Minasyan, T.; Liu, L.; Aghayan, M.; Kollo, L.; Kamboj, N.; Aydinyan, S.; Hussainova, I. A novel approach to fabricate Si3N4 by selective laser melting. Ceram. Int. 2018, 44, 13689–13694. [Google Scholar] [CrossRef]
- Ferrage, L.; Bertrand, G.; Lenormand, P. Dense yttria-stabilized zirconia obtained by direct selective laser sintering. Addit. Manuf. 2018, 21, 472–478. [Google Scholar] [CrossRef] [Green Version]
- Worz, A.; Drummer, D. Tribological anisotropy of selective laser sintered PA12 parts. Polym. Test. 2018, 70, 117–126. [Google Scholar] [CrossRef]
- Bai, J.M.; Goodridge, R.D.; Hague, R.J.M.; Okamoto, M. Processing and characterization of a polylactic acid / nanoclay composite for laser sintering. Polym. Compos. 2017, 38, 2570–2576. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Lauth, V.R.; Cardenuto, M.R.; Magnago, R.F. Characterization of PA12/PBT specimens prepared by selective laser sintering. Opt. Laser Technol. 2017, 98, 92–96. [Google Scholar] [CrossRef]
- Qi, F.W.; Chen, N.; Wang, Q. Dielectric and piezoelectric properties in selective laser sintered polyamide11/BaTiO3/CNT ternary nanocomposites. Mater. Des. 2018, 143, 72–80. [Google Scholar] [CrossRef]
- Deng, Y.F.; Cui, R.X.; Wang, Z.Y.; Zhuo, A.Q. Research Progress of Polymer/Biomass Composites. China Plast. 2018, 32, 10–20. [Google Scholar] [CrossRef]
- Xue, P.; Zhang, M.Z.; He, Y.D.; He, J.M. Research on Composites of Wood-Fiber Plastics and Extrusion Conditions. China Plast. 2001, 15, 53–59. [Google Scholar] [CrossRef]
- Sun, Z.Z.; Song, W.L.; Zhao, G.; Wang, H. Chitosan-based polymer gel paper actuators coated with multi-wall carbon nanotubes and MnO2 composite electrode. Cellulose 2017, 24, 4383–4392. [Google Scholar] [CrossRef]
- Guo, Y.L.; Jiang, K.Y.; Yu, Z.X.; Xin, Z.S.; Zeng, W.L. The preparation technology and forming properties of wood-plastic composite powder used in selective laser sintering. J. Shanghai Jiaotong Univ. 2011, 45, 1327–1331. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, Y.L.; Zhao, D.J.; Yu, Z.X. Preparation and Selective Laser Sintering of Pine/Polyether sulfone Composite. J. Northeast For. Univ. 2014, 42, 150–152. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Fang, J.; Jian, L.; Guo, Y.L.; Wang, Q.W. The effect of carbon nanotubes on the mechanical properties of wood plastic composites by selective laser sintering. Polymers 2017, 9, 728. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, Y.L.; Zeng, W.L.; Jiang, K.Y. Preparation and selective laser sintering of Wood-Plastic Composite powder and post processing. Dig. J. Nanomater. Bios. 2011, 6, 1435–1444. [Google Scholar] [CrossRef]
- Zeng, W.L.; Guo, Y.L.; Jiang, K.Y.; Yu, Z.X.; Liu, Y.; Shen, Y.D.; Deng, J.R.; Wang, P.X. Laser intensity effect on mechanical properties of wood-plastic composite parts fabricated by selective laser sintering. J. Thermoplast. Compos. Mater. 2013, 26, 125–136. [Google Scholar] [CrossRef]
- Zhao, D.J.; Guo, Y.L.; Jiang, K.Y.; Zhang, H. Preparation and selective laser sintering of bamboo flour/copolyester composite and post-processing. J. Thermoplast. Compos. 2017, 30, 1045–1055. [Google Scholar] [CrossRef]
- Zhao, D.J.; Guo, Y.L.; Song, W.L.; Jiang, K.Y. Preparation and forming characteristics of bamboopowder/co-polyamide laser sintering composite materials. J. Northeast For. Univ. 2015, 43, 107–109. [Google Scholar]
- Zeng, W.L.; Guo, Y.L.; Jiang, K.Y.; Yu, Z.X.; Liu, Y. Preparation and selective laser sintering of rice husk-plastic composite powder and post treatment. Dig. J. Nanomater. Biostruct. 2012, 7, 1063–1070. [Google Scholar]
- Yu, Y.Q.; Guo, Y.L.; Jiang, T.; Jiang, K.Y.; Li, J.; Guo, S. Laser sintering and post-processing of a walnut shell/Co-PES composite. RSC Adv. 2017, 7, 23176–23181. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.Q.; Guo, Y.L.; Jiang, T.; Li, J.; Jiang, K.Y.; Zhang, H.; Zhuang, Y. Study on the Characteristics of Walnut Shell/Co-PES/Co-PA Powder Produced by Selective Laser Sintering. Materials 2018, 11, 784. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.Q.; Guo, Y.L.; Jiang, T.; Li, J.; Jiang, K.Y.; Zhang, H. Study on the Ingredient Proportions and After-Treatment of Laser Sintering Walnut Shell Composites. Materials 2017, 10, 1381. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.Q.; Guo, Y.L.; Jiang, T.; Li, J.; Jiang, K.Y.; Zhang, H. Study on Process and Parameter Optimization of Selective Laser Sintering of Walnut Shell Composite Powder. BioResources 2018, 13, 3017–3029. [Google Scholar] [CrossRef]
- Yu, Y.Q.; Wang, S.; Jiang, M.Z.; Guo, Y.L.; Jiang, T. Prediction and Analysis of Post-Treatment of Sustainable Walnut Shell/Co-PES Parts by Laser Sintering. J. Renew. Mater. 2021, 9, 351–364. [Google Scholar] [CrossRef]
- Liu, D.; Guo, Y.; Tu, D.W.; Chen, Y.X.; Ai, H. A Review of Recent Development in Forest Shell Fiber Reinforced Plastic Based Composites. China Plast. Ind. 2018, 46, 6–10. [Google Scholar] [CrossRef]
- EN ISO 60 Plastics—Determination of Apparent Density of Material That Can Be Poured from a Specified Funnel; Organization of Standardization: Geneva, Switzerland, 1977.
- Yan, C.Z. Preparation of Polymer and Its Composite Powders and Their Selective Laser Sintering. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2009. [Google Scholar]
- EN ISO 527-2 Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; Organization of Standardization: Geneva, Switzerland, 2012.
- EN ISO 178 Plastics—Determination of Flexural Properties; Organization of Standardization: Geneva, Switzerland, 2010.
- EN ISO 179-2 Plastics—Determination of Charpy Impact Properties—Part2: Instrumented Impact Test; Organization of Standardization: Geneva, Switzerland, 2012.
- Chen, J.G. Physical Processes and Equipment; Chemical Industry Press: China, Beijing, 2013. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Walnut Shell Powder Particles (µm) | Co-PES Powder Particles (µm) |
|---|---|---|
| I | ≤58 | ≤58 |
| II | 58–80 | ≤58 |
| III | 80–120 | ≤58 |
| IV | 120–180 | ≤58 |
| V | 180–380 | ≤58 |
| VI | 380–550 | ≤58 |
| Laser Power (W) | Scan Speed (mm/s) | Layer Thickness (mm) | Scan Spacing (mm) | Preheating Temperature (°C) | Processing Temperature (°C) |
|---|---|---|---|---|---|
| 12 | 2000 | 0.15 | 0.2 | 80 | 75 |
| Test Number | Surface Roughness Ra (µm) | Surface Roughness Rz (µm) |
|---|---|---|
| I | 27.567 | 177.338 |
| II | 23.973 | 171.641 |
| III | 21.271 | 161.617 |
| IV | 15.711 | 99.271 |
| V | 36.028 | 204.952 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Jiang, M.; Wang, S.; Guo, Y.; Jiang, T.; Zeng, W.; Zhuang, Y. Impact of Particle Size on Performance of Selective Laser Sintering Walnut Shell/Co-PES Powder. Materials 2021, 14, 448. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020448
Yu Y, Jiang M, Wang S, Guo Y, Jiang T, Zeng W, Zhuang Y. Impact of Particle Size on Performance of Selective Laser Sintering Walnut Shell/Co-PES Powder. Materials. 2021; 14(2):448. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020448
Chicago/Turabian StyleYu, Yueqiang, Minzheng Jiang, Suling Wang, Yanling Guo, Ting Jiang, Weiliang Zeng, and Yu Zhuang. 2021. "Impact of Particle Size on Performance of Selective Laser Sintering Walnut Shell/Co-PES Powder" Materials 14, no. 2: 448. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020448