Microstructure and Mechanical Properties of Laser-Welded DP Steels Used in the Automotive Industry


Abstract
:1. Introduction
2. Materials and Methods
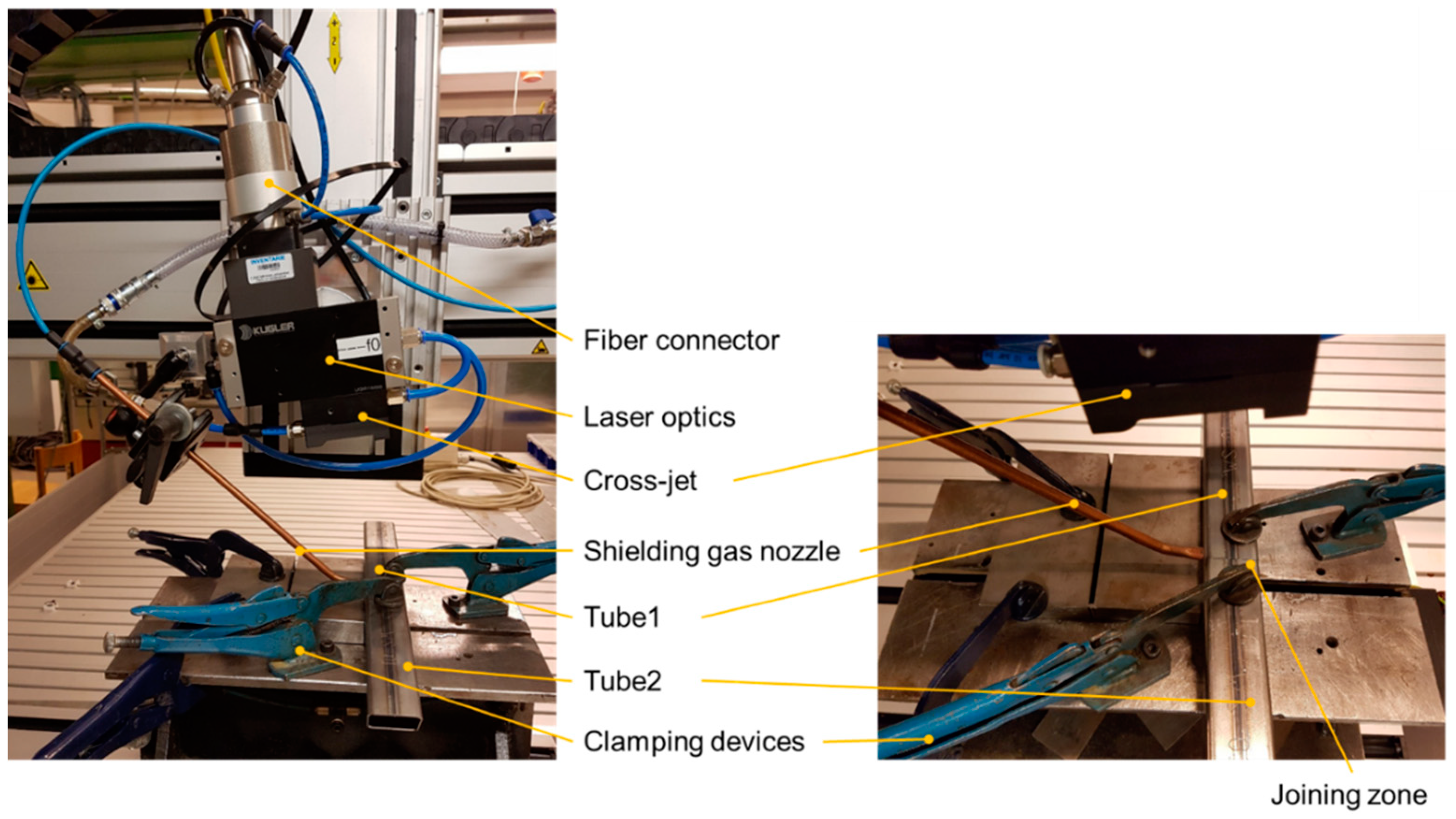
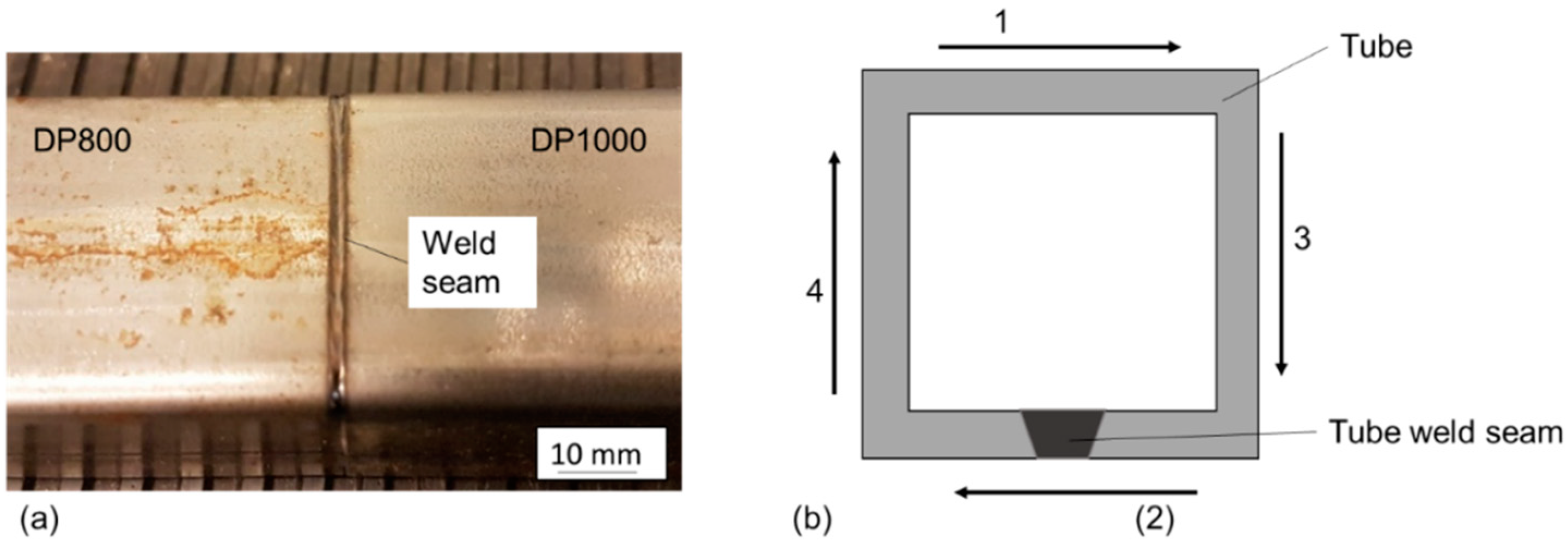
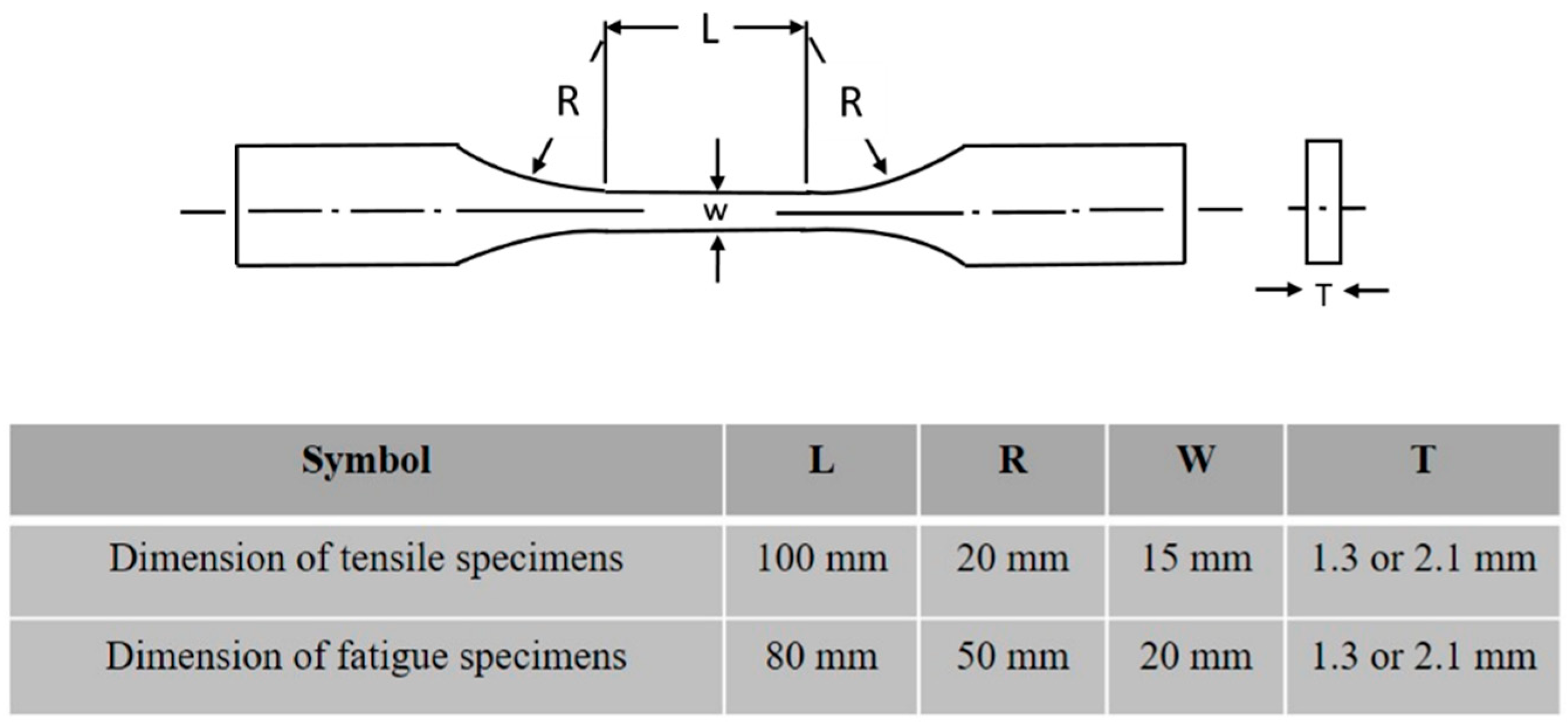
2.1. Materials and Specimen Fabrication
2.2. Microstructure Investigation and Mechanical Testing
3. Results
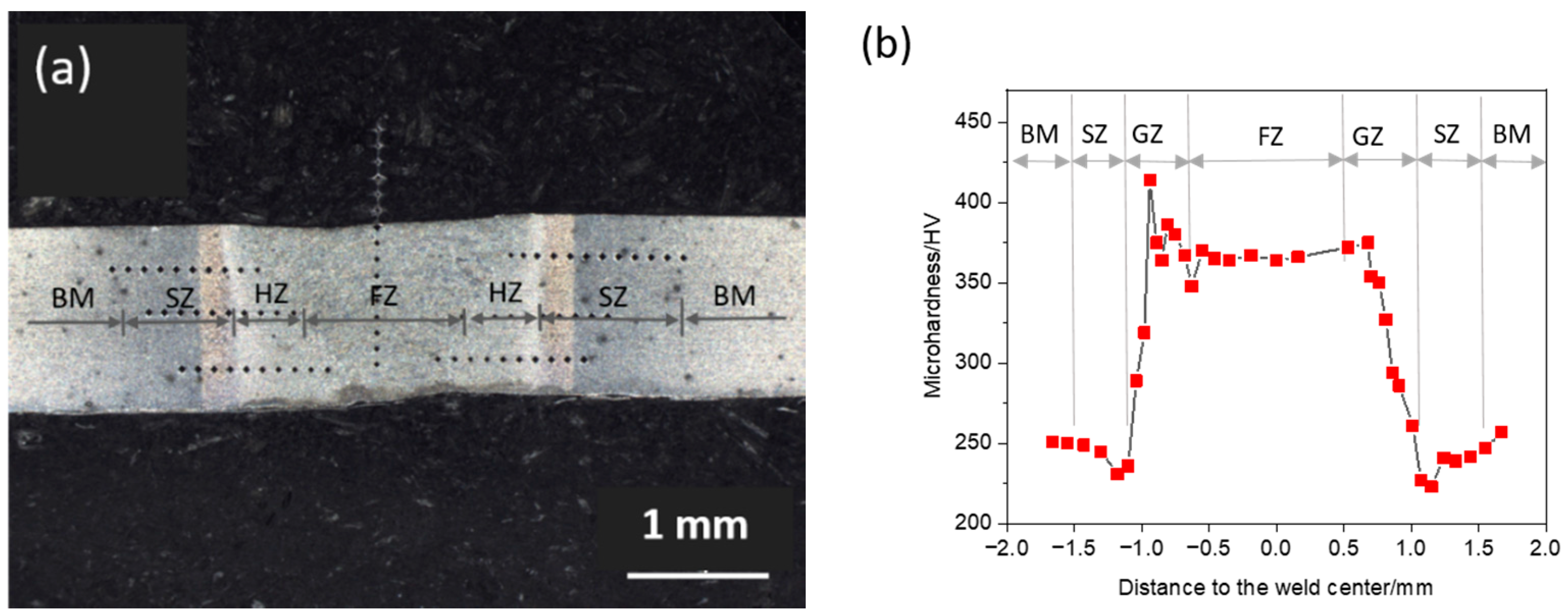
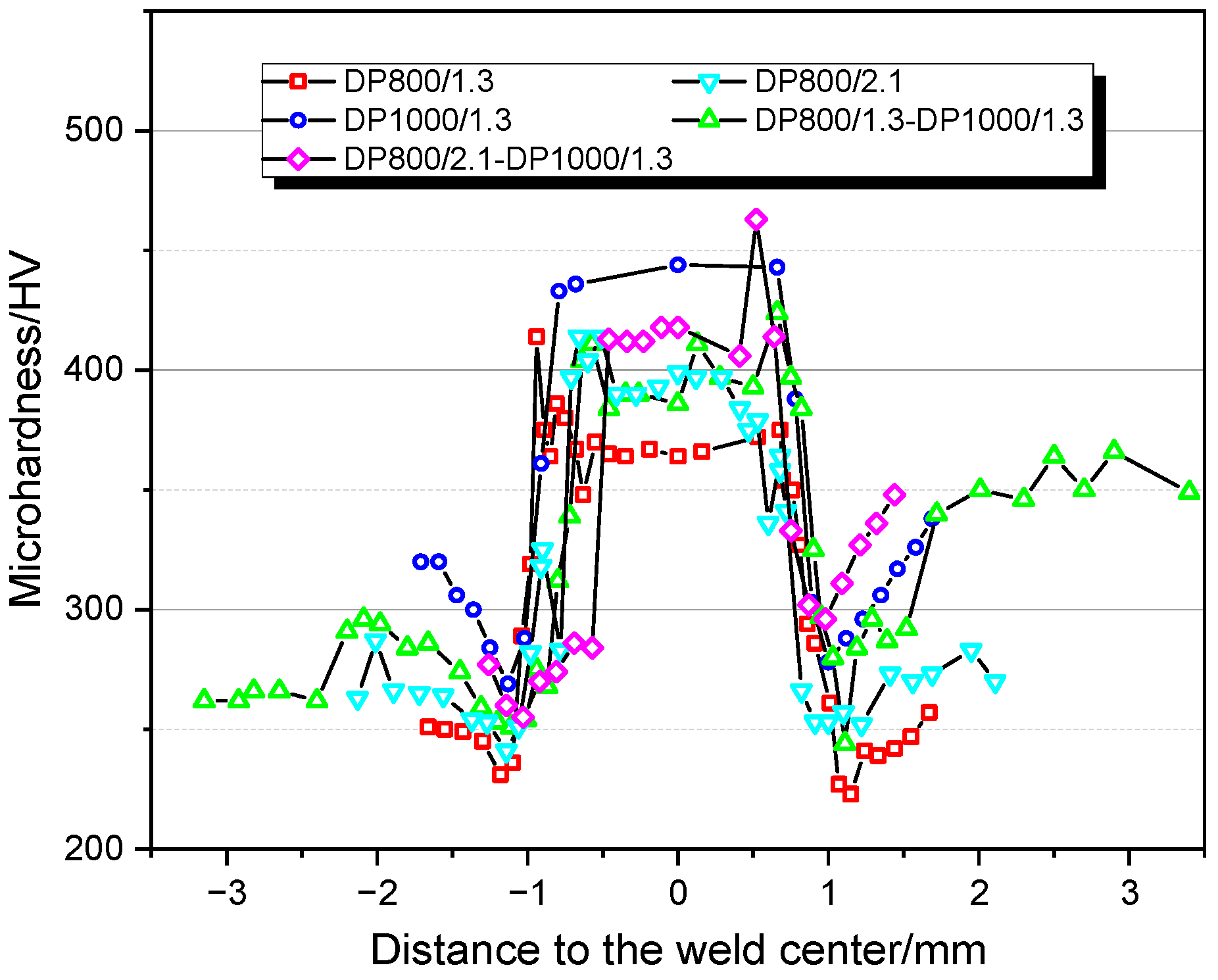
3.1. Appearance of Welded Joints and Microhardness Results
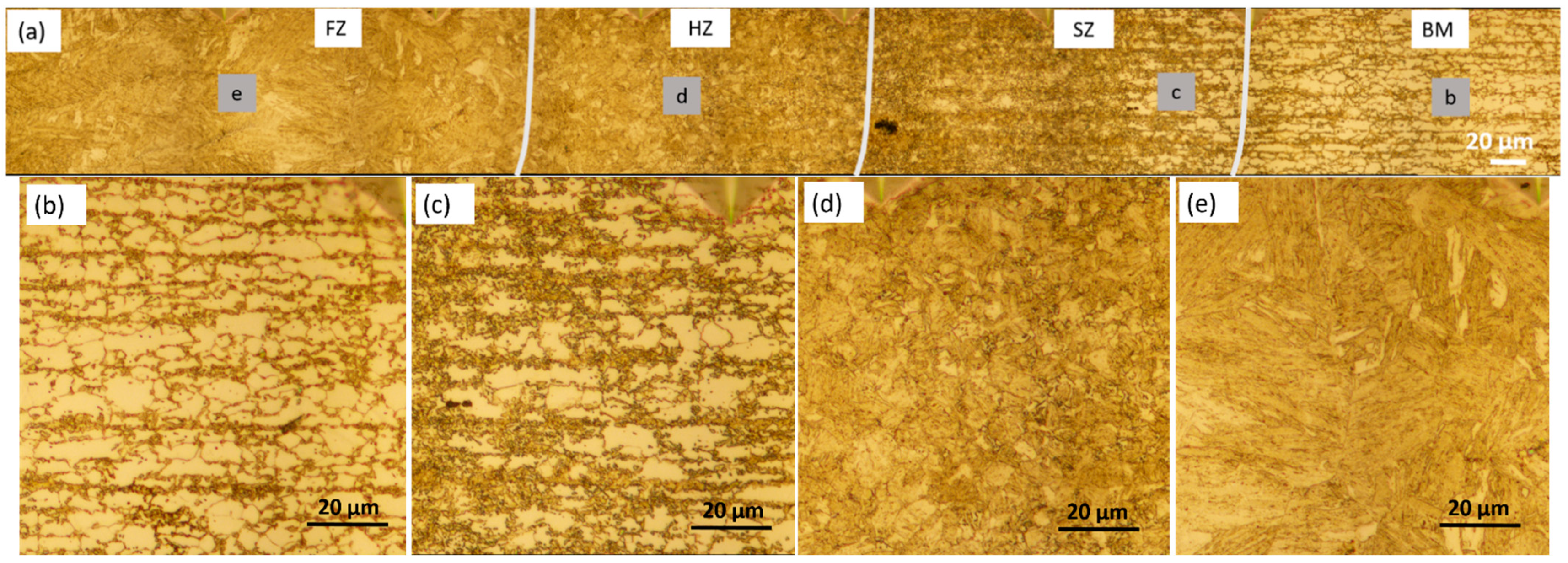
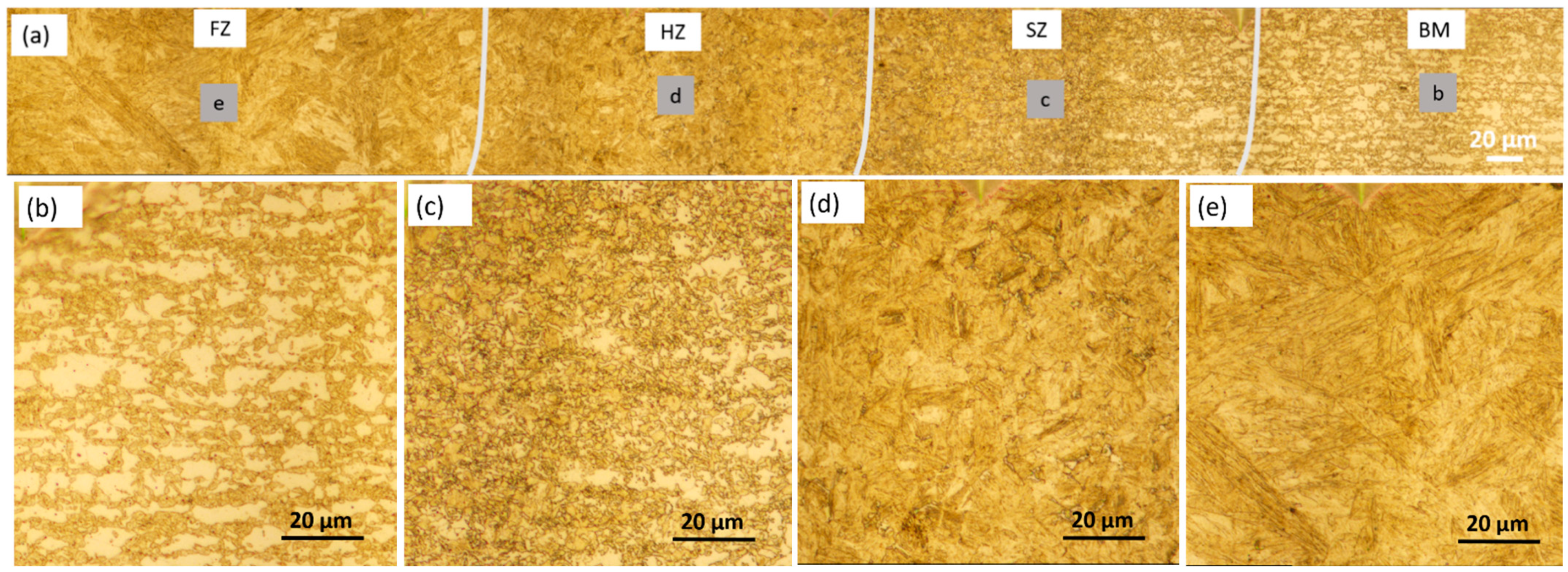
3.2. Microstructures
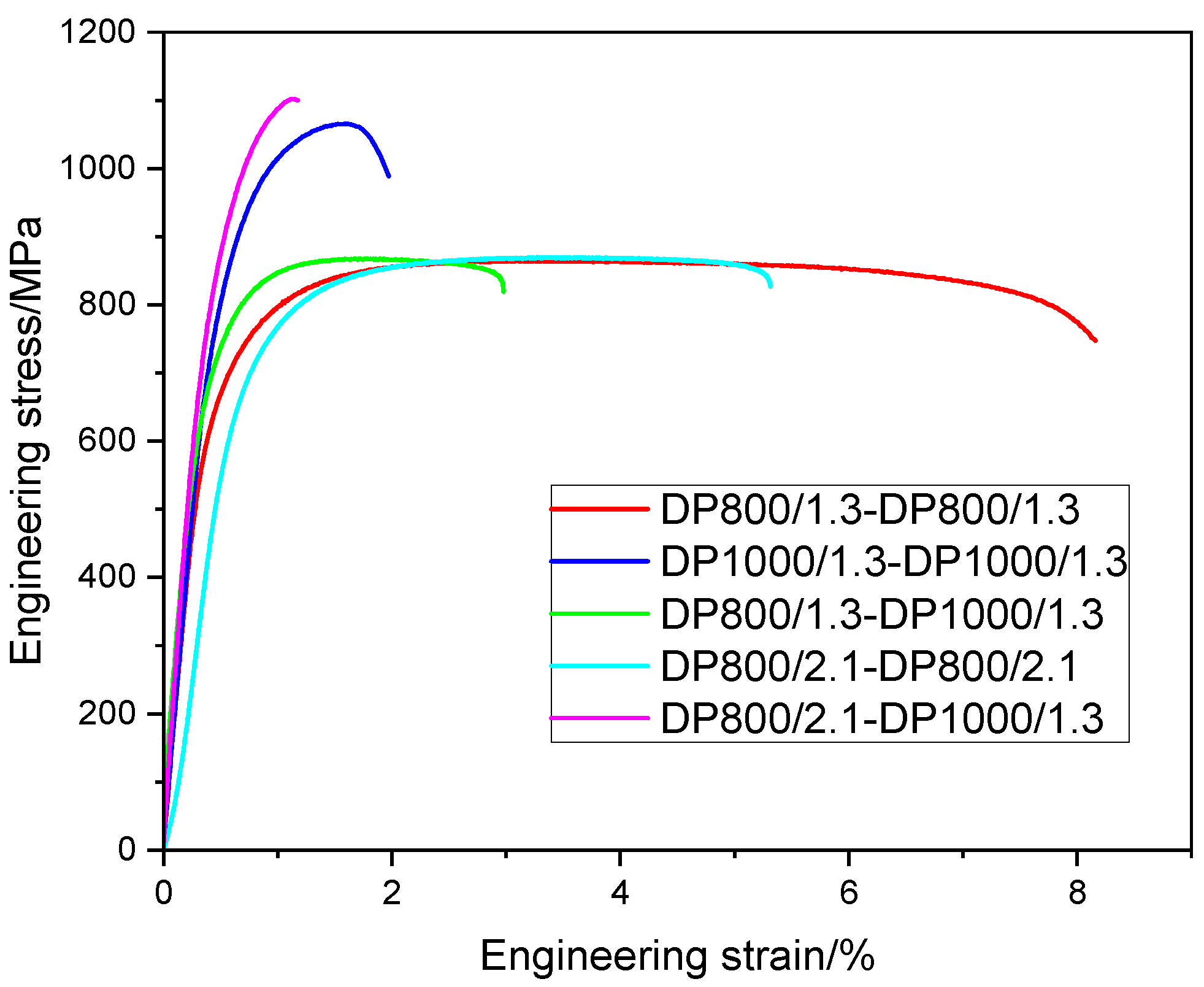
3.3. Tensile Test Results
3.4. Fatigue Test Results
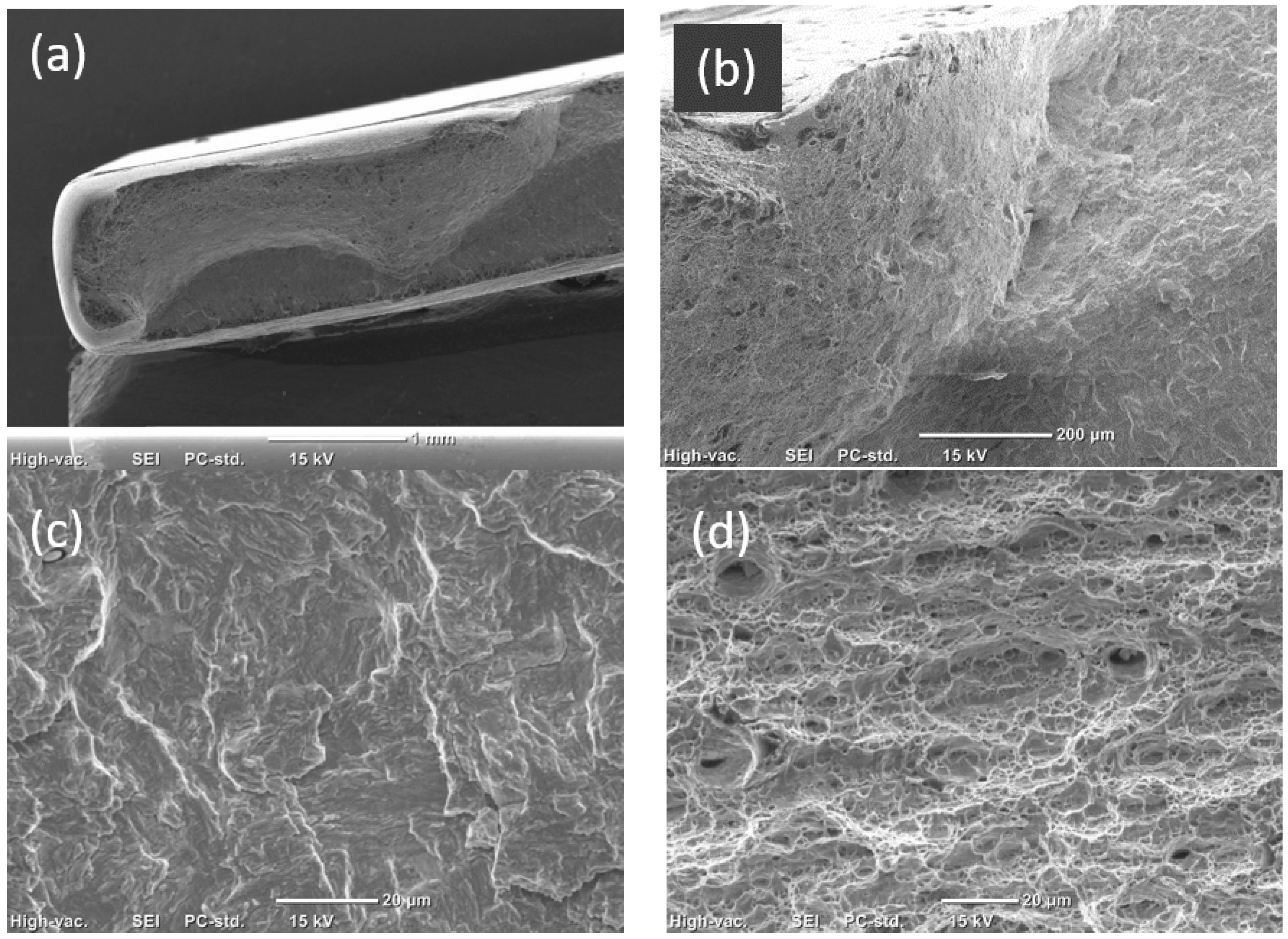
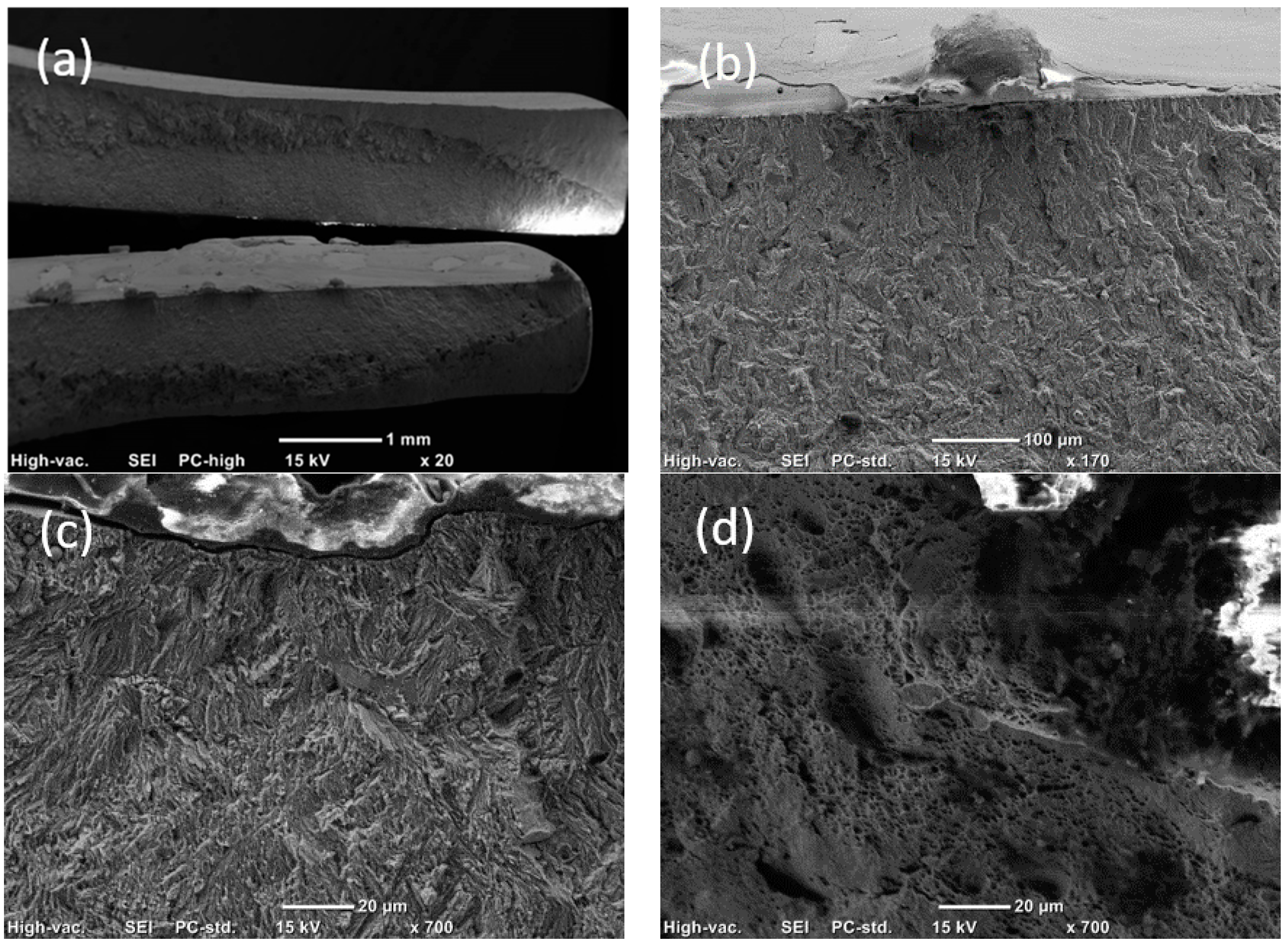
3.5. Fractography
4. Discussion
4.1. Microstructure Evolution
4.2. Mechanical Properties
5. Conclusions
- (1)
- A difference in thickness, (1.3 to 2.1 mm), for the welded DP800 steel, did not affect the tensile property significantly and the fracture occurred at the base material.
- (2)
- The elongation at fracture of the DP1000/1.3-DP1000/1.3 weldment was greatly reduced in comparison with the tensile test values of the base material and the fracture occurred at the welded joint.
- (3)
- The DP800/1.3-DP1000/1.3 weldment fractured at the base material and showed similar values of yield strength and ultimate tensile stress but lower elongation, compared to DP800/1.3-DP800/1.3 weldment. The DP800/2.1-DP1000/1.3 weldment fractured at the welded joint and showed the highest yield strength and ultimate tensile stress values in comparison with the other weldments, but it showed though the lowest elongation.
- (4)
- The fatigue fractures occurred at the welded joint for all types of weldments. DP800/1.3-DP800/1.3 weldment had the highest fatigue value for 106 cycles, while DP800/2.1-DP1000/1.3 weldment showed the lowest. The fatigue fracture was initiated from the weld surface and the presence of concavities and impurities had a negative effect on the fatigue strength. The fatigue strength values of the thinner DP800 sheets (1.3 mm) showed larger scatter in comparison with the thicker sheets (2.1 mm).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Saeidi, N.; Raeissi, M. Microstructural modifications of dual-phase steels: An overview of recent progress and challenges. Steel Res. Int. 2020, 91, 200178. [Google Scholar] [CrossRef]
- Lesch, C.; Kwiaton, N.; Klose, F.B. Advanced high strength steels (AHSS) for automotive applications − Tailored properties by smart microstructural adjustments. Steel Res. Int. 2017, 10, 1700210. [Google Scholar] [CrossRef]
- Senuma, T. Physical metallurgy of modern high strength steel sheets. ISIJ Int. 2001, 41, 520–532. [Google Scholar] [CrossRef] [Green Version]
- Ishikawa, T. Understanding and controlling microstructural evolution in metal forming: An overview. In Microstructure Evolution in Metal Forming Processes, 1st ed.; Lin, J., Balint, D., Pietrzyk, M., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2012; Volume 1, pp. 3–16. [Google Scholar]
- Quintino, L.; Costa, A.; Miranda, R.; Yapp, D.; Kumar, V.; Kong, C.J. Welding with high power fiber lasers—A preliminary study. Mater. Des. 2007, 28, 1231–1237. [Google Scholar] [CrossRef] [Green Version]
- Hong, K.M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Alves, P.H.O.M.; Lima, M.S.F.; Raabe, D.; Sandim, H.R.Z. Laser beam welding dual-phase DP1000 steel. J. Mater. Process. Technol. 2018, 252, 498–510. [Google Scholar] [CrossRef]
- Yang, L.; Gao, S.; Huang, Y.; Sun, M.; Li, Y. Effect of microstructure on tensile and fatigue properties of laser-welded DP780 and DP980 high-strength steel joints. Mater. Sci. Eng. A 2019, 754, 535–555. [Google Scholar] [CrossRef]
- Rossini, M.; Russo Spena, P.; Cortese, L.; Matteis, P.; Firrao, D. Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry. Mater. Sci. Eng. A 2015, 628, 288–296. [Google Scholar] [CrossRef]
- Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser dissimilar welding of AISI 430F and AISI 304 stainless steels. Materials 2020, 13, 4540. [Google Scholar] [CrossRef]
- Sahul, M.; Tomčíková, E.; Sahul, M.; Pašák, M.; Ludrovcová, B.; Hodúlová, E. Effect of disk laser beam offset on the microstructure and mechanical properties of copper—AISI 304 stainless steel dissimilar metals joints. Metals 2020, 10, 1294. [Google Scholar] [CrossRef]
- Biro, E.; McDermid, J.R.; Embury, J.D.; Zhou, Y. Softening kinetics in the subcritical heat-affected zone of dual-phase steel welds. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 2348–2356. [Google Scholar] [CrossRef]
- Baltazar Hernandez, V.H.; Nayak, S.S.; Zhou, Y. Tempering of martensite in dual-phase steels and its effects on softening behavior. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 42, 3115–3129. [Google Scholar] [CrossRef]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. A study of the softening mechanisms of laser-welded DP1000 steel butt joints. Mater. Des. 2016, 97, 118–125. [Google Scholar] [CrossRef]
- Li, X.; Wang, L.; Yang, L.; Wang, J. Modeling of temperature field and pool formation during linear laser welding of DP1000 steel. J. Mater. Process. Technol. 2014, 214, 1844–1851. [Google Scholar] [CrossRef]
- Xia, M.; Biro, E.; Tian, Z.; Zhou, Y.N. Effects of heat input and martensite on HAZ softening in laser welding of dual phase steels. ISIJ Int. 2008, 48, 809–814. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. Effect of energy input on the microstructure and properties of butt joints in DP1000 steel laser welding. Mater. Des. 2016, 90, 641–649. [Google Scholar] [CrossRef]
- Wang, X.; Sun, Q.; Zheng, Z.; Di, H. Microstructure and fracture behavior of laser welded joints of DP steels with different heat inputs. Mater. Sci. Eng. A 2017, 699, 18–25. [Google Scholar] [CrossRef]
- Di, H.; Sun, Q.; Wang, X.; Li, J. Microstructure and properties in dissimilar/similar weld joints between DP780 and DP980 steels processed by fiber laser welding. J. Mater. Sci. Technol. 2017, 33, 1561–1571. [Google Scholar] [CrossRef]
- Zhang, H.; Wei, A.; Qiu, X.; Chen, J. Microstructure and mechanical properties of resistance spot welded dissimilar thickness DP780/DP600 dual-phase steel joints. Mater. Des. 2014, 54, 443–449. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, D.; Wang, L.; Chu, X.; Wang, P.; Jin, M. Strain rate dependent deformation and failure behavior of laser welded DP780 steel joint under dynamic tensile loading. Mater. Sci. Eng. A 2015, 627, 296–305. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.L.; Zhou, Y. Microstructure and mechanical properties of laser welded dissimilar DP600/DP980 dual-phase steel joints. J. Alloys Compd. 2011, 509, 982–989. [Google Scholar] [CrossRef]
- Jia, J.; Yang, S.L.; Ni, W.Y.; Bai, J.Y. Microstructure and mechanical properties of fiber laser welded joints of ultrahigh-strength steel 22MnB5 and dual-phase steels. J. Mater. Res. 2014, 29, 2565–2575. [Google Scholar] [CrossRef]
- Ahiale, G.K.; Oh, Y.J. Microstructure and fatigue performance of butt-welded joints in advanced high-strength steels. Mater. Sci. Eng. A 2014, 597, 342–348. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.S.; Chen, D.L.; Goodwin, F.; Biro, E.; Zhou, Y. Microstructure and fatigue performance of single and multiple linear fiber laser welded DP980 dual-phase steel. Mater. Sci. Eng. A 2012, 553, 51–58. [Google Scholar] [CrossRef]
- A Standard E466. Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Panda, S.K.; Sreenivasan, N.; Kuntz, M.L.; Zhou, Y. Numerical simulations and experimental results of tensile test behavior of laser butt welded DP980 steels. J. Eng. Mater. Technol. 2008, 130, 041003-1–041003-9. [Google Scholar] [CrossRef]
- Sudhakar, K.V.; Dwarakadasa, E.S. A study on fatigue crack growth in dual phase martensitic steel in air environment. Bull. Mater. Sci. 2000, 23, 193–199. [Google Scholar] [CrossRef]
- Sarwar, M.; Priestner, R.; Ahmad, E. Influence of martensite volume fraction on fatigue limit of a dual-phase steel. J. Mater. Eng. Perform. 2002, 11, 274–277. [Google Scholar] [CrossRef]
- Aran, A.; Turker, H. The effect of martensite content on the fatigue behaviour of a ferritic-martensitic steel. J. Mater. Sci. Lett. 1990, 12, 1407–1408. [Google Scholar] [CrossRef]
- Kundu, J.; Ray, T.; Kundu, A.; Shome, M. Effect of the laser power on the mechanical performance of the laser spot welds in dual phase steels. J. Mater. Process. Technol. 2019, 267, 114–123. [Google Scholar] [CrossRef]
- Alma, M.M.; Karlsson, J.; Kaplan, A.F.H. Generalising fatigue stress analysis of different laser weld geometries. Mater. Des. 2011, 32, 1814–1823. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt %) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn + Al + Si | P | S | Cu | Ni | Cr + Mo | V + Nb + Ti | YS * (MPa) | UTS * (MPa) | EI * (%) | |
| DP800 | 0.157 | 2.43 | 0.009 | 0.0020 | - | - | - | 0.0043 | 686 | 815 | 7.9 |
| DP1000 | 0.113 | 2.68 | 0.014 | 0.0014 | 0.0123 | 0.174 | 0.038 | 0.0275 | 760 | 1041 | 8.0 |
| Joint Identification | Base Metal A | Base Metal B |
|---|---|---|
| 1# | DP800/1.3 mm | DP800/1.3 mm |
| 2# | DP1000/1.3 mm | DP1000/1.3 mm |
| 3# | DP1000/1.3 mm | DP800/1.3 mm |
| 4# | DP800/2.1 mm | DP800/2.1 mm |
| 5# | DP800/2.1 mm | DP1000/1.3 mm |
| Laser System | Focal Beam Diameter (µm) | Focal Distance (mm) | Laser Power (kW) | Welding Speed (m/min) |
|---|---|---|---|---|
| IPG fiber laser (YRL-15000) | 660 | 250 | 3 | 3 |
| Joint Identification | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Fracture Location after Tensile test | Fatigue Limit (MPa) |
|---|---|---|---|---|---|
| 1# (DP800/1.3) | 701 | 868 | 7.9 | BM | 348 |
| 2# (DP1000/1.3) | 883 | 1034 | 1.9 | WJ | 211 |
| 3# (DP800/1.3-DP1000/1.3) | 747 | 858 | 5.1 | BM | 209 |
| 4# (DP800/2.1) | 742 | 861 | 6.2 | BM | 221 |
| 5# (DP800/2.1-DP1000/1.3) | 955 | 1075 | 1.2 | WJ | <200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, H.; Forouzan, F.; Volpp, J.; Robertson, S.M.; Vuorinen, E. Microstructure and Mechanical Properties of Laser-Welded DP Steels Used in the Automotive Industry. Materials 2021, 14, 456. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020456
He H, Forouzan F, Volpp J, Robertson SM, Vuorinen E. Microstructure and Mechanical Properties of Laser-Welded DP Steels Used in the Automotive Industry. Materials. 2021; 14(2):456. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020456
Chicago/Turabian StyleHe, Hanbing, Farnoosh Forouzan, Joerg Volpp, Stephanie M. Robertson, and Esa Vuorinen. 2021. "Microstructure and Mechanical Properties of Laser-Welded DP Steels Used in the Automotive Industry" Materials 14, no. 2: 456. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14020456