
Corrosion Behavior of the CoNiCrAlY-Al2O3 Composite Coating Based on Core-Shell Structured Powder Design

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Core-Shell Structured Powder
2.3. Preparation and Microstructure Characterization of HVOF Coatings
2.4. Electrochemical Measurements
3. Results
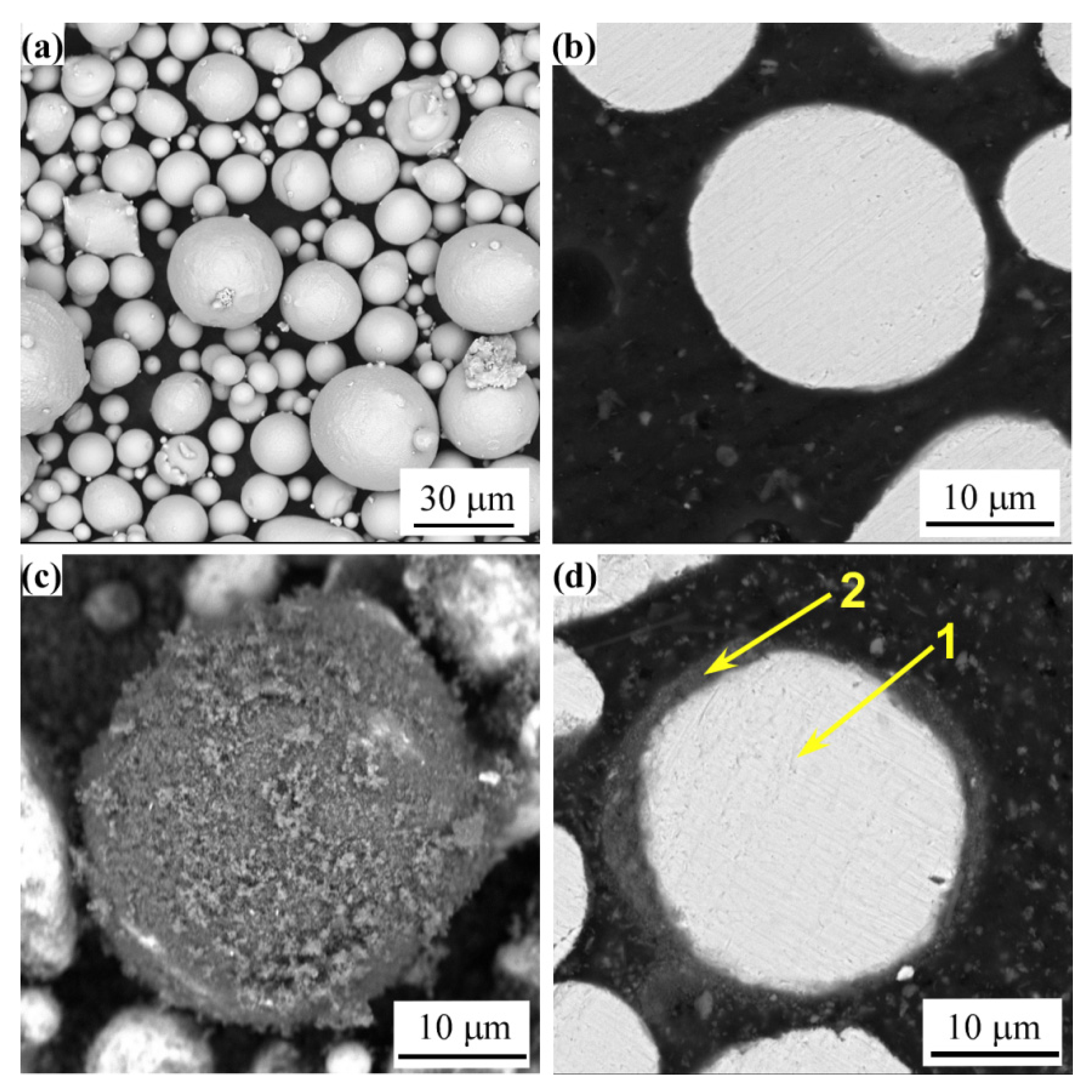
3.1. Microstructure of the Core-Shell Structured Powder
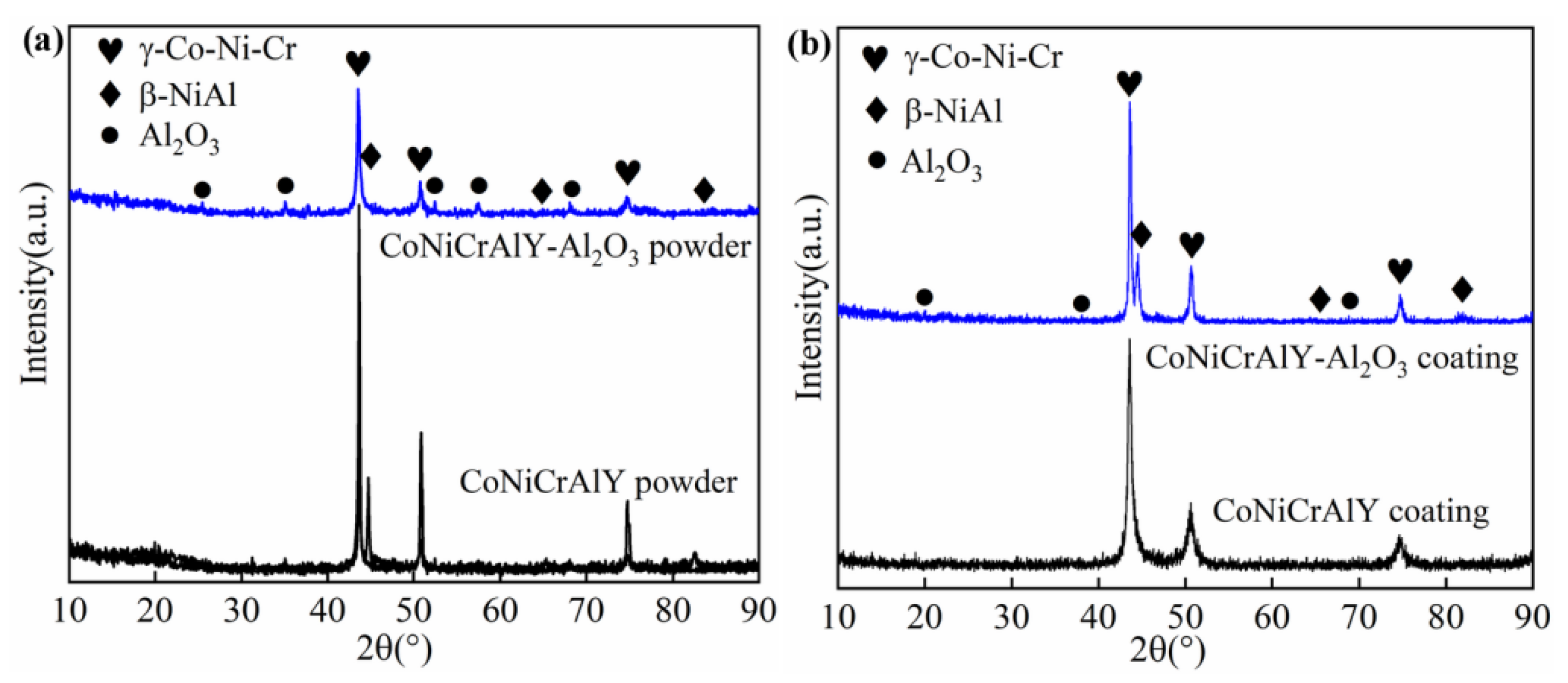
3.2. Phase Structure of HVOF Sprayed Coatings
3.3. Microstructure of HVOF Sprayed Coatings
3.4. Corrosion Resistance of HVOF Coatings
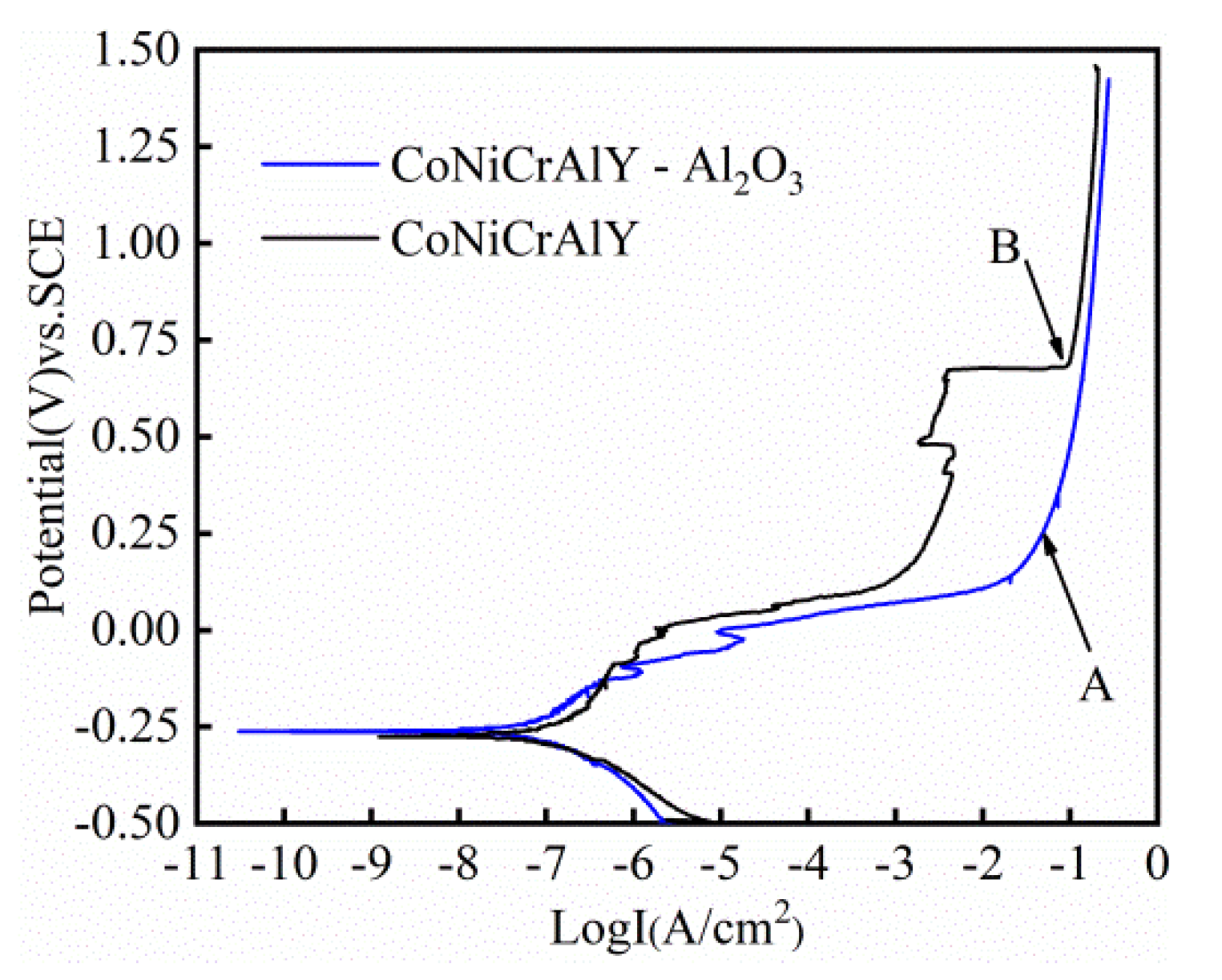
3.4.1. Potentiodynamic Polarization Curves
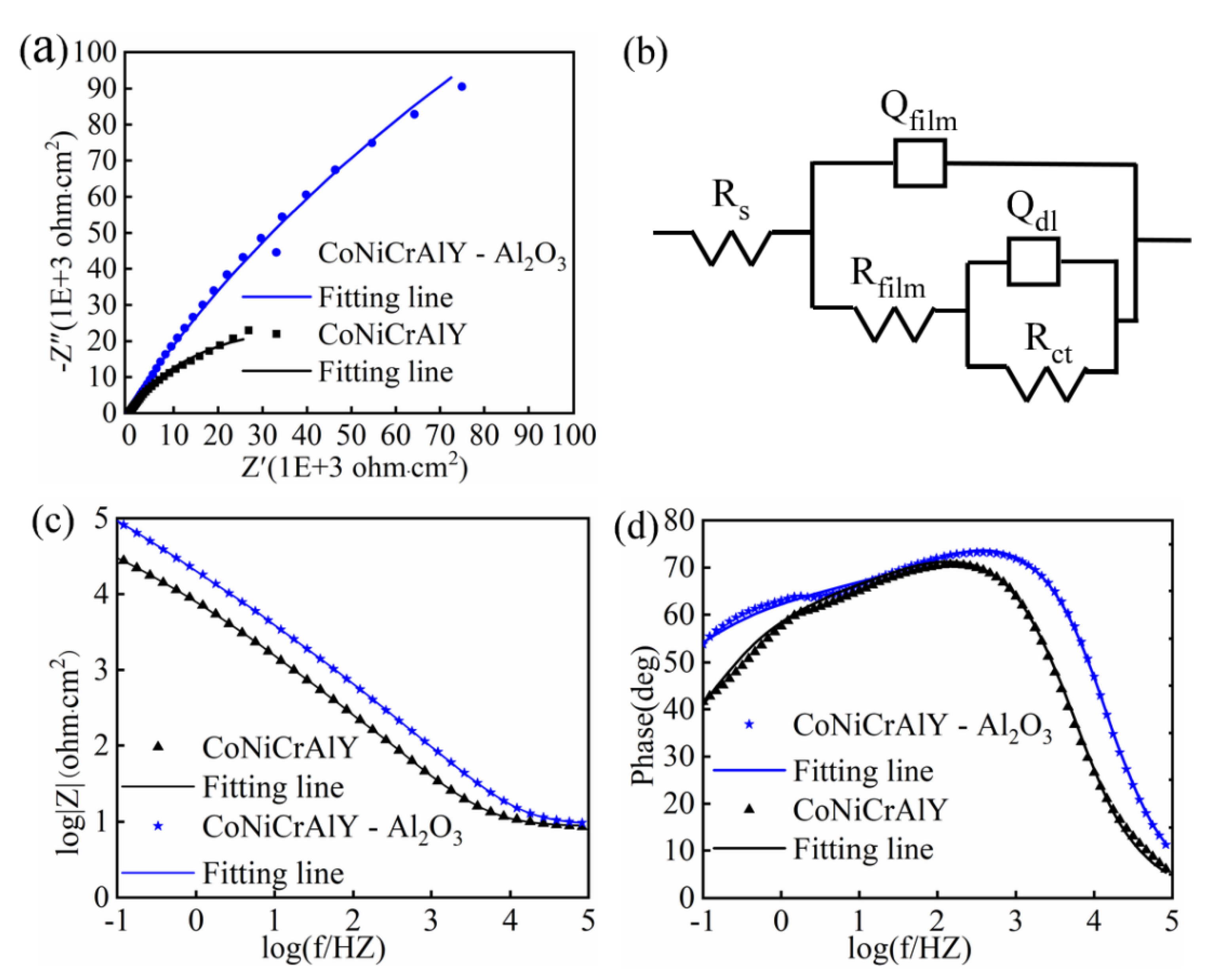
3.4.2. Electrochemical Impedance Spectroscopy
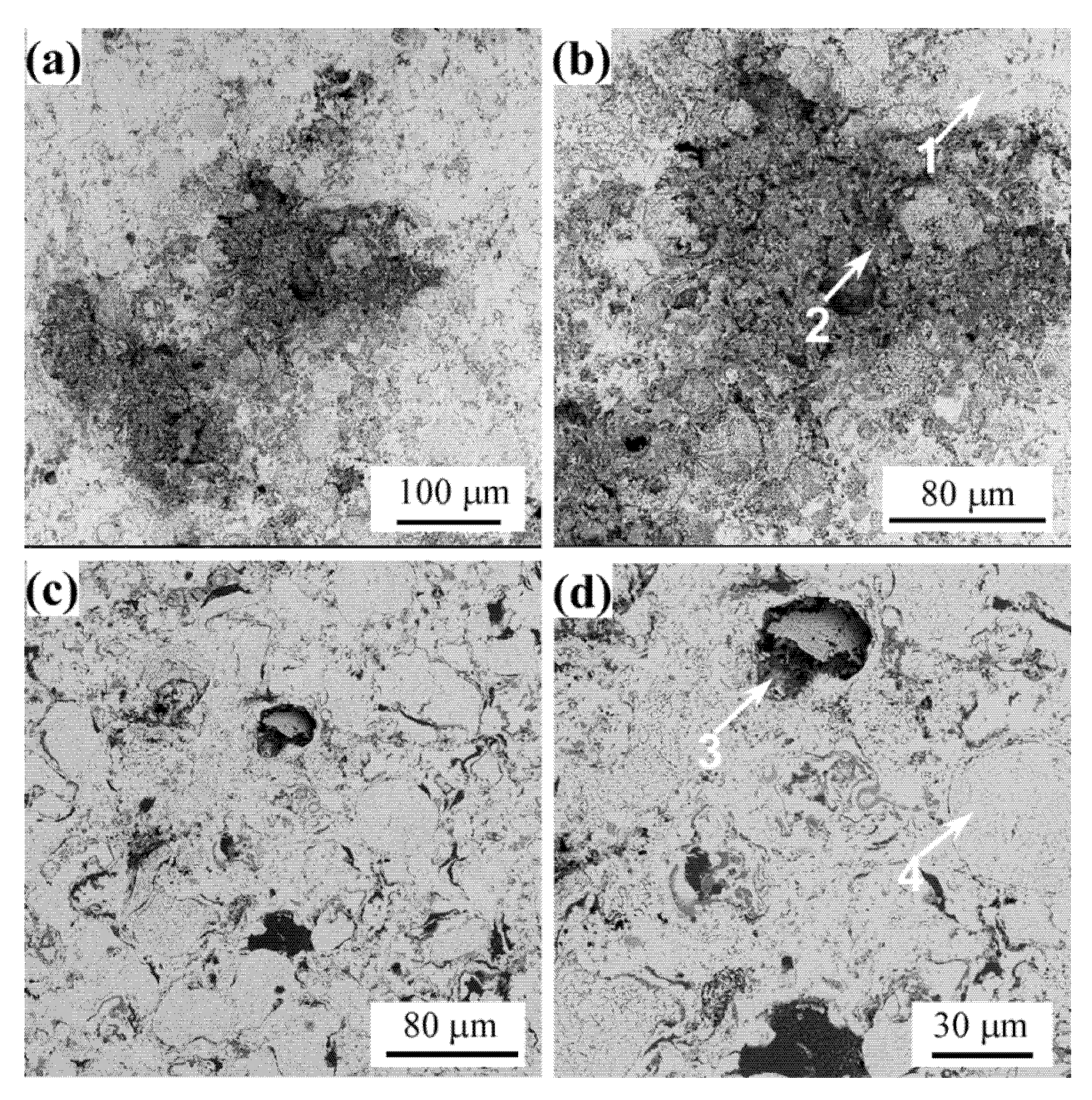
3.4.3. Surface Morphologies of Corroded Coatings
4. Discussion
4.1. Influence of Core-Shell Structured Powder on the Phase Structure and Microstructure of HVOF Coatings
4.2. The Effect of Core-Shell Structured Powder on the Corrosion Behavior of HVOF Coatings
5. Conclusions
- (1)
- The CoNiCrAlY-Al2O3 core-shell structured powder with Al2O3 as the shell was successfully prepared by mechanical ball milling. The thickness of the Al2O3 shell of the core-shell structured powder is about 1 μm.
- (2)
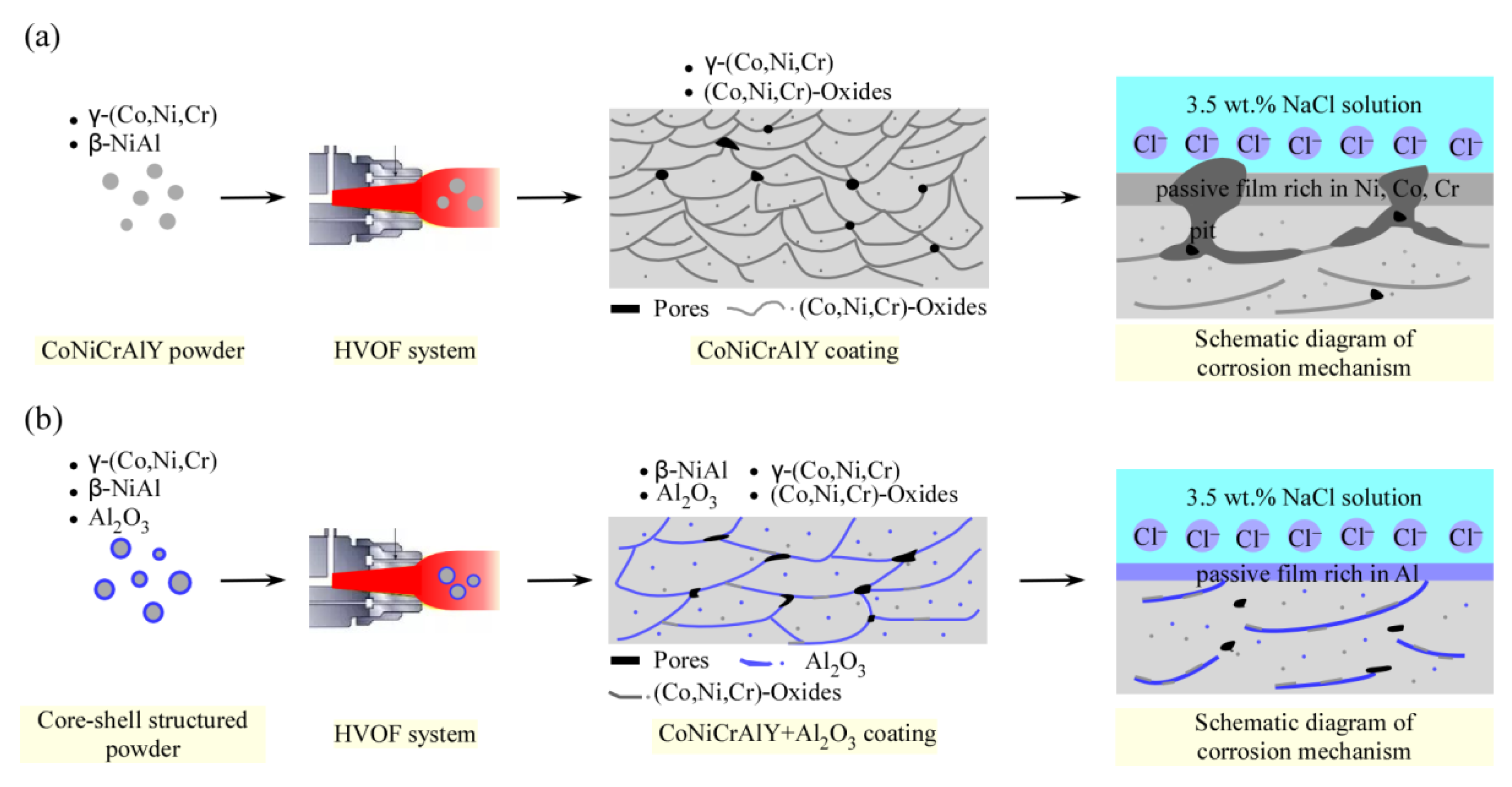
- The temperature field of the molten CoNiCrAlY powder during the HVOF spraying process is significantly changed by the Al2O3 shell. The poor deformability of the CoNiCrAlY-Al2O3 droplets leads to an increase in the porosity and unmelted particles of the coating. In addition, the significant difference is that the CoNiCrAlY-Al2O3 coating also maintains a high content of β-NiAl phase. The lower oxide content in the coating indicates that the core-shell structured powder significantly inhibits the oxidation of the CoNiCrAlY core powder during the spraying process.
- (3)
- The HVOF sprayed CoNiCrAlY-Al2O3 coating exhibits excellent corrosion resistance in 3.5 wt.% NaCl solution. The formation of a continuous dense Al-rich passivation film on the coating is mainly due to the high content of Al2O3 and β-NiAl phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, M.X.; Melchers, R.; Chaves, I. Corrosion and pitting of 6060 series aluminium after 2 years exposure in seawater splash, tidal and immersion zones. Corros. Sci. 2018, 140, 286–296. [Google Scholar] [CrossRef]
- Chen, M.D.; Pang, K.; Liu, Z.Y.; Wu, J.S.; Li, X.G. Influence of rust permeability on corrosion of E690 steel in industrial and non-industrial marine splash zones. J. Mater. Eng. Perform. 2018, 27, 3742–3749. [Google Scholar] [CrossRef]
- Ruiz-Luna, H.; Porcayo-Calderon, J.; Alvarado-Orozco, J.M.; Garcia-Herrera, J.E.; Martinez-Gomez, L. Electrochemical corrosion of HVOF-sprayed NiCoCrAlY coatings in CO2-saturated brine. J. Therm. Spray Technol. 2016, 25, 1330–1343. [Google Scholar] [CrossRef]
- Deshpande, S.; Sampath, S.; Zhang, H. Mechanisms of oxidation and its role in microstructural evolution of metallic thermal spray coatings—case study for Ni–Al. Surf. Coat. Technol. 2006, 200, 5395–5406. [Google Scholar] [CrossRef]
- Choi, H.; Lee, S.; Kim, B.; Jo, H.; Lee, C. Effect of in-flight particle oxidation on the phase evolution of HVOF NiTiZrSiSn bulk amorphous coating. J. Mater. Sci. 2005, 40, 6121–6126. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, L.; Chan, K.C.; Chen, Q.; Tang, C.Y. Wear behavior of HVOF-sprayed Fe-based amorphous coating. Intermetallics 2012, 29, 80–85. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, C.; Zhou, H.; Liu, L. On the bonding strength in thermally sprayed Fe-based amorphous coating. Surf. Coat. Technol. 2013, 218, 17–22. [Google Scholar] [CrossRef]
- Guo, W.M.; Wu, Y.P.; Zhang, J.F.; Hong, S.; Chen, L.Y. A comparative study of cyclic oxidation and sulfates-induced hot corrosion behavior of arc-sprayed Ni-Cr-Ti coatings at moderate temperatures. J. Therm. Spray Technol. 2015, 24, 789–797. [Google Scholar] [CrossRef]
- Vetrivendan, E.; Jayaraj, J.; Ningshen, S.; Mallika, C.; Mudali, U.K. Argon shrouded plasma spraying of Tantalum over titanium for corrosion protection in fluorinated nitric acid media. J. Therm. Spray Technol. 2018, 27, 512–523. [Google Scholar] [CrossRef]
- Liu, T.; Zheng, L.L.; Zhang, H. Effect of solid shield on coating properties in atmospheric plasma spray process. J. Therm. Spray Technol. 2016, 25, 1502–1515. [Google Scholar] [CrossRef]
- Dalal, J.; Malik, S.; Dahiya, S.; Punia, R. One pot synthesis and electromagnetic interference shielding behavior of reduced graphene oxide nanocomposites decorated with Ni0.5Co0.5Fe2O4 nanoparticles. J. Alloys Compd. 2021, 887, 161472. [Google Scholar] [CrossRef]
- Jafari, M.; Enayati, M.H.; Salehi, M.; Nahvi, S.M.; Park, C.G. Microstructural and mechanical characterizations of a novel HVOF-Sprayed WC-Co coating deposited from electroless Ni-P coated WC-12Co powders. Mater. Sci. Eng. A 2013, 578, 46–53. [Google Scholar] [CrossRef]
- Dalal, J.; Gupta, A.; Lather, S.; Singh, K.; Dhawan, S.K. Poly (3, 4-ethylene dioxythiophene) laminated reduced graphene oxide composites for effective electromagnetic interference shielding. J. Alloys Compd. 2016, 682, 52–60. [Google Scholar] [CrossRef]
- Dalal, J.; Lather, S.; Gupta, A.; Tripathi, R. Reduced graphene oxide functionalized strontium ferrite in poly(3,4-ethylenedioxythiophene) conducting network: A high-performance EMI shielding material. Adv. Mater. Technol. 2019, 4, 1–11. [Google Scholar] [CrossRef]
- Luo, X.T.; Li, C.X.; Shang, F.L.; Yang, G.J.; Wang, Y.Y. WC-Co composite coating deposited by cold spraying of a core-shell-structured WC-Co powder. J. Therm. Spray Technol. 2014, 24, 1–8. [Google Scholar] [CrossRef]
- Jiang, C.P.; Lu, J.T.; Liu, W.Q.; Xing, Y. Corrosion resistance of plasma-sprayed Fe-based coatings by using core-shell structure powders. J. Mater. Res. Technol. 2020, 9, 12273–12280. [Google Scholar] [CrossRef]
- Tian, J.J.; Wei, Y.K.; Li, C.X. Effect of post-spray shot peening treatment on the corrosion behavior of NiCr-Mo coating by plasma spraying of the shell-core-structured powders. J. Therm. Spray Technol. 2017, 27, 232–242. [Google Scholar] [CrossRef]
- Tian, J.J.; Yao, S.W.; Luo, X.T.; Li, C.X. An effective approach for creating metallurgical self-bonding in plasma-spraying of NiCr-Mo coating by designing shell-core-structured powders. Acta. Mater. 2017, 110, 19–30. [Google Scholar] [CrossRef]
- Hatami, M.; Naeimi, F.; Shamanian, M.; Tahari, M. High-temperature oxidation behavior of nano-structured CoNiCrAlY-YSZ coatings produced by HVOF thermal spray technique. Oxid. Met. 2018, 90, 153–167. [Google Scholar] [CrossRef]
- Li, S.L.; Yang, X.G.; Qi, H.Y.; Xu, G.Q.; Shi, D.Q. Influence of MCrAlY coating on low-cycle fatigue behavior of a directionally solidified nickel-based superalloy in hot corrosive environment. Mater. Sci. Eng. A. 2016, 678, 57–64. [Google Scholar] [CrossRef]
- Sadeghimeresht, E.; Reddy, L.; Hussain, T.; Huhtakangas, M.; Markocsan, N.; Joshi, S. Influence of KCl and HCl on high temperature corrosion of HVAF-sprayed NiCrAlY and NiCrMo coatings. Mater. Design 2018, 148, 17–29. [Google Scholar] [CrossRef]
- Fan, X.Z.; Zou, B.L.; Gu, L.J.; Wang, C.J. Investigation of the bond coats for thermal barrier coatings on Mg alloy. Appl. Surf. Sci. 2013, 265, 264–273. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Liu, B.; Guo, W.M.; Fu, A. Corrosion behavior and mechanism of FeCrNi medium entropy alloy prepared by powder metallurgy. J. Alloys Compd. 2021, 867, 159054. [Google Scholar] [CrossRef]
- Bai, M.W.; Song, B.; Reddy, L.; Hussain, T. Preparation of MCrAlY-Al2O3 composite coatings with enhanced oxidation resistance through a novel powder manufacturing process. J. Therm. Spray Technol. 2019, 28, 433–443. [Google Scholar] [CrossRef] [Green Version]
- Gu, Z.W.; Guo, W.M.; Zhang, H.L. Microstructure and anti-oxidation properties of CoNiCrAlY-Al2O3 composite coatings based on core-shell structured powder design. J. Mater. Eng. 2021, 49, 112–123. [Google Scholar]
- Karaoglanli, A.C.; Ozgurluk, Y.; Doleker, K.M. Comparison of microstructure and oxidation behavior of CoNiCrAlY coatings produced by APS, SSAPS, D-gun, HVOF and CGDS techniques. Vacuum 2020, 180, 109609. [Google Scholar] [CrossRef]
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P. Microstructure effect of intermediate coat layer on corrosion behavior of HVAF-sprayed bi-layer coatings. J. Therm. Spray Technol. 2016, 26, 243–253. [Google Scholar] [CrossRef]
- Wang, Z.; Tan, M.X.; Wang, J.; Zeng, J.; Zhao, F.J.; Xiao, X.Y. Core-shell structural iron based metal matrix composite powder for laser cladding. J. Alloy. Compd. 2021, 878, 160127. [Google Scholar] [CrossRef]
- Fulchini, F.; Zafar, U.; Hare, C.; Ghadiri, M.; Tantawy, H.; Ahmadian, H.; Poletto, M. Relationship between surface area coverage of flow-aids and flowability of cohesive particles. Powder Technol. 2017, 322, 417–427. [Google Scholar] [CrossRef]
- Saharkhiz, R.; Valefi, Z.; Mirjani, M.; Abdollahi, A. Effect of hydrogen and argon shrouding gas flow rate on high-temperatureoxidation behavior of NiCrAlY coating by solid shielding shrouded plasma spray (SSPS). Surf. Coat. Technol. 2020, 394, 125818. [Google Scholar] [CrossRef]
- Jonca, J.; Malard, B.; Soulie, J.; Sanviemvongsak, T.; Selezneff, S.; Put, A.V. Oxidation behaviour of a CoNiCrAlY/h-BN based abradable coating. Corros. Sci. 2019, 153, 170–177. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.H.; Zhong, X.Q.; Xing, Y.; Li, T.J.; Pan, W. Surface sesistivity and bonding strength of atmosphere plasma sprayed copper-coated alumina substrate. J. Am. Ceram. Soc. 2020, 104, 1193–1197. [Google Scholar] [CrossRef]
- Verdian, M.M.; Raeissi, K.; Salehi, M. A corrosion performance of HVOF and APS thermally sprayed NiTi intermetallic coatings in 3.5% NaCl solution. Corros. Sci. 2010, 52, 1052–1059. [Google Scholar] [CrossRef]
- Silveira, L.L.; Pukasiewicz, A.G.M.; de Aguiar, D.J.M.; Zara, A.J.; Bjorklund, S. Study of the corrosion and cavitation resistance of HVOF and HVAF FeCrMnSiNi and FeCrMnSiB coatings. Surf. Coat. Technol. 2019, 374, 910–922. [Google Scholar] [CrossRef]
- Milanti, A.; Matikainen, V.; Koivuluoto, H.; Bolelli, G.; Lusvarghi, L.; Vuoristo, P. Effect of spraying parameters on the microstructural and corrosion properties of HVAF-sprayed Fe-Cr-Ni-B-C coatings. Surf. Coat. Technol. 2015, 277, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.J.; Yuan, T.C.; Li, R.D. Corrosion performance of selective laser-melted equimolar CrCoNi medium-entropy alloy vs its cast counterpart in 3.5 wt% NaCl. J. Alloys Compd. 2021, 864, 1–29. [Google Scholar] [CrossRef]
- Hao, E.K.; Liu, X.; An, Y.L.; Zhou, H.D.; Yan, F.Y. The coupling effect of immersion corrosion and cavitation erosion of NiCoCrAlYTa coatings in artificial seawater. Corros. Sci. 2020, 169, 108635. [Google Scholar] [CrossRef]
- Tian, S.S.; Sun, K.; Cui, H.Z.; Xie, X.; Wang, X.Z.; Wei, N.; Wang, H.H.; Wang, G.; Song, X.J.; Yang, K.Z. Structural evolution and electrochemical corrosion behavior of Al-Ti-O amorphous-nanocrystalline composite films deposited by magnetron sputtering. Thin Solid Film. 2019, 692, 137–640. [Google Scholar] [CrossRef]
- Yang, X.W.; Li, W.Y.; Yu, S.Q.; Xu, Y.X. Electrochemical characterization and microstructure of cold sprayed AA5083/Al2O3 composite coatings. J. Mater. Sci. Technol. 2020, 59, 117–128. [Google Scholar] [CrossRef]
- Feng, K.; Zhang, Y.; Li, Z.G.; Yao, C.W.; Yao, L.; Fan, C.Y. Corrosion properties of laser cladded CrCoNi medium entropy alloy coating. Surf. Coat. Technol. 2020, 397, 126004. [Google Scholar] [CrossRef]
- Antou, G.; Montavon, G.; Hlawka, F.; Cornet, A.; Coddet, C. Exploring thermal spray gray alumina coating pore network architecture by combining stereological protocols and impedance electrochemical spectroscopy. J. Therm. Spray Technol. 2006, 15, 765–772. [Google Scholar] [CrossRef]
- Gong, X.J.; Cui, Y.J.; Wei, D.X.; Liu, B. Building birection dependence of corrosion resistance property of Ti-6Al-4V alloy fabricated by electron beam melting. Corros. Sci. 2017, 127, 101–109. [Google Scholar] [CrossRef]
- Luo, H.; Li, Z.M.; Mingers, A.M.; Raabe, D. Corrosion behavior of an equiatomic CoCrFeMnNi high-entropy alloy compared with 304 stainless steel in sulfuric acid solution. Corros. Sci. 2018, 134, 131–139. [Google Scholar] [CrossRef]
- Benoit, M.; Bataillon, C.; Gwinner, B.; Miserque, F.; Orazem, M.E.; Sanchez-Sanchez, C.M. Comparison of different methods for measuring the passive film thickness on metals. Electrochim. Acta 2016, 201, 340–347. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.B.; Du, L.Z.; Zhang, W.G. Friction and wear characteristics of plasma-sprayed self-lubrication coating with clad powder at elevated temperatures up to 800 degrees °C. J. Therm. Spray Technol. 2013, 23, 463–469. [Google Scholar] [CrossRef]
- Siller, M.; Lang, D.; Schatte, J.; Knabl, W.; Clemens, H.; Maier-Kiener, V. Interaction of precipitation, recovery and recrystallization in the Mo-Hf-C alloy MHC studied by multipass compression tests. Int. J. Refract. Met. Hard Mater. 2018, 73, 199–203. [Google Scholar] [CrossRef]
- Shan, S.Y.; Chen, X.G.; Xi, Z.J.; Yu, X.Y.; Qu, X.W.; Zhang, Q.X. The effect of nitrile-functionalized nano-aluminum oxide on the thermomechanical properties and toughness of phthalonitrile resin. High. Perform. Polym. 2017, 29, 113–123. [Google Scholar] [CrossRef]
- Wang, X.S.; Xing, Z.G. Preparation and properties of composite nanoceramic NiCrBSi-TiO2/WC(Co) coatings. Coatings 2020, 10, 868. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, C. Fe-based amorphous coatings: Structures and properties. Thin Solid Film 2014, 561, 70–86. [Google Scholar] [CrossRef]
- Kawakita, J.; Kuroda, S.; Fukushima, T.; Kodama, T. Development of dense corrosion resistant coatings by an improved HVOF spraying process. Sci. Technol. Adv. Mater. 2016, 4, 2016. [Google Scholar] [CrossRef] [Green Version]
- Guo, R.Q.; Zhang, C.; Chen, Q.; Yang, Y.; Li, N. Study of structure and corrosion resistance of Fe-based amorphous coatings prepared by HVAF and HVOF. Corros. Sci. 2011, 53, 2351–2356. [Google Scholar] [CrossRef]
- Brioua, S.; Belmokre, K.; Debout, V.; Jacquot, P.; Conforto, E.; Touzain, S.; Creus, J. Corrosion behavior in artificial seawater of thermal-sprayed WC-CoCr coatings on mild steel by electrochemical impedance spectroscopy. J. Solid State Electr. 2011, 16, 633–648. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Normand, B.; Mary, N.; Yu, M.; Liao, H.L. Microstructure and corrosion behavior of cold sprayed SiCp/Al 5056 composite coatings. Surf. Coat. Techol. 2015, 251, 264–275. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Cinca, N.; Dosta, S. Corrosion behaviour of thermal sprayed nitinol coatings. Corros. Sci. 2009, 51, 171–180. [Google Scholar] [CrossRef]
- Chen, H.; Rushworth, A. Effects of oxide stringers on the β-phase depletion behaviour in thermally sprayed CoNiCrAlY coatings during isothermal oxidation. J. Mater. Sci. Technol. 2020, 45, 108–116. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Ni | Cr | Al | Y |
|---|---|---|---|---|
| 38.5 | 32 | 21 | 8 | 0.5 |
| Fe | C | Mn | P | S | Si | Cr | Ni |
|---|---|---|---|---|---|---|---|
| Bal | 0.08 | 2 | 0.045 | 0.03 | 1 | 18~20 | 8~11 |
| Spray Parameter | Value |
|---|---|
| Oxygen flow (SCPH) | 2000 |
| Carrier Gas flow (SCFH) | 21 |
| Kerosene flow (GPH) | 5.5 |
| Spray distance (mm) | 360 |
| Gun moving Speed (mm/s) | 300 |
| Number | Co | Ni | Cr | Al | Y | O |
|---|---|---|---|---|---|---|
| 1 | 38.99 | 28.85 | 19.30 | 7.64 | 0.14 | 5.08 |
| 2 | - | - | - | 46.55 | - | 53.45 |
| Number | Co | Ni | Cr | Al | Y | O |
|---|---|---|---|---|---|---|
| 1 | 26.66 | 12.30 | 17.67 | 10.12 | 0.97 | 32.27 |
| 2 | 38.99 | 28.55 | 19.30 | 7.64 | 0.14 | 53.45 |
| 3 | - | - | - | 46.55 | - | 53.45 |
| 4 | 33.64 | 30.79 | 17.83 | 11.33 | 0.67 | 5.74 |
| 5 | 23.86 | 13.77 | 17.22 | 15.95 | 0.42 | 28.77 |
| Ecorr (mV) | Icorr (μA·cm−2) | Epass (mV) | Ipass (A·cm−2) | βa (V·dec−1) | βc (V·dec−1) | Rp (KΩ·cm2) | |
|---|---|---|---|---|---|---|---|
| CoNiCrAlY-Al2O3 | −251 | 0.066 | 321 | 0.065 | 0.15 | −0.12 | 43.9 |
| CoNiCrAlY | −269 | 0.17 | 691 | 0.096 | 0.34 | −0.15 | 20.2 |
| CoNiCr [36] | −320 | 1.4 | - | - | - | - | - |
| 316L SS [23] | −273 | 0.213 | - | - | - | - | - |
| Rs (Ohm·cm2) | Qfilm-Y0 (Ω−1·cm−2·s−n) | Qfilm-n | Qdl-Y0 (Ω−1·cm−2·s−n) | Qdl-n | Rfilm (Ohm·cm2) | Rct (Ohm·cm2) | χ2 (×10−4) | |
|---|---|---|---|---|---|---|---|---|
| CoNiCrAlY-Al2O3 | 9.1 | 4.9 × 10−6 | 0.88 | 9.4 × 10−6 | 0.58 | 2839 | 797,300 | 1.98 |
| CoNiCrAlY | 8.6 | 1.5 × 10−5 | 0.85 | 2.2 × 10−5 | 0.56 | 2388 | 77,250 | 6.16 |
| Number | Co | Ni | Cr | Al | Y | O | Cl |
|---|---|---|---|---|---|---|---|
| 1 | 36.94 | 29.11 | 20.13 | 7.47 | 0.35 | 5.99 | - |
| 2 | 23.98 | 20.60 | 16.60 | 4.97 | 1.08 | 18.32 | 14.99 |
| 3 | 5.25 | 4.61 | 3.11 | 43.04 | 0.59 | 42.41 | 0.99 |
| 4 | 36.31 | 29.75 | 19.21 | 8.30 | 0.51 | 6.10 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, W.; Zhang, H.; Zhao, S.; Ding, Z.; Liu, B.; Li, W.; Xu, H.; Liu, H. Corrosion Behavior of the CoNiCrAlY-Al2O3 Composite Coating Based on Core-Shell Structured Powder Design. Materials 2021, 14, 7093. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14227093
Guo W, Zhang H, Zhao S, Ding Z, Liu B, Li W, Xu H, Liu H. Corrosion Behavior of the CoNiCrAlY-Al2O3 Composite Coating Based on Core-Shell Structured Powder Design. Materials. 2021; 14(22):7093. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14227093
Chicago/Turabian StyleGuo, Wenmin, Honglin Zhang, Shan Zhao, Zhibing Ding, Bin Liu, Wenjuan Li, Huanhuan Xu, and Huiyuan Liu. 2021. "Corrosion Behavior of the CoNiCrAlY-Al2O3 Composite Coating Based on Core-Shell Structured Powder Design" Materials 14, no. 22: 7093. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14227093