
Electrochemical Behavior of SiC-Coated AA2014 Alloy through Plasma Electrolytic Oxidation

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
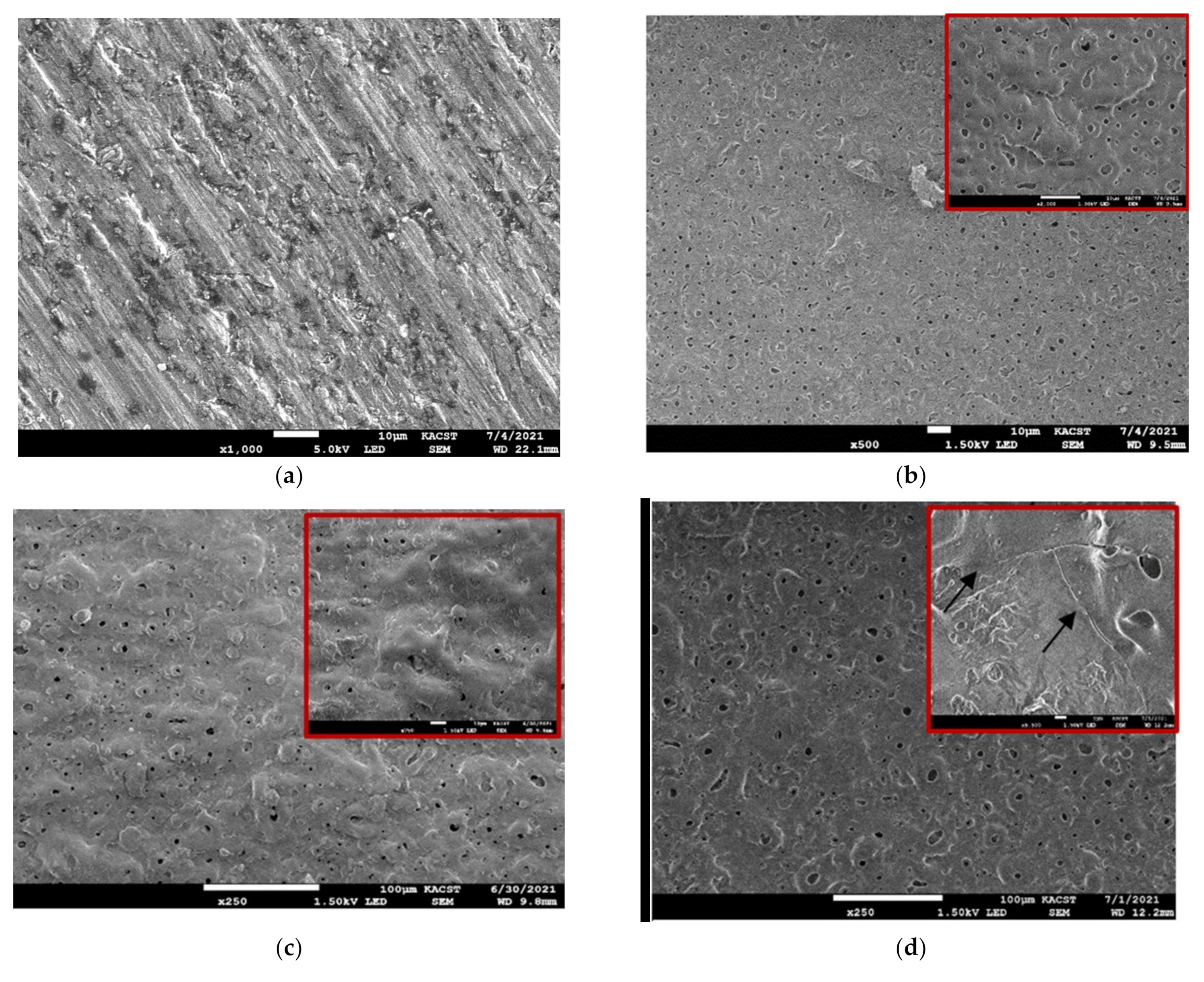
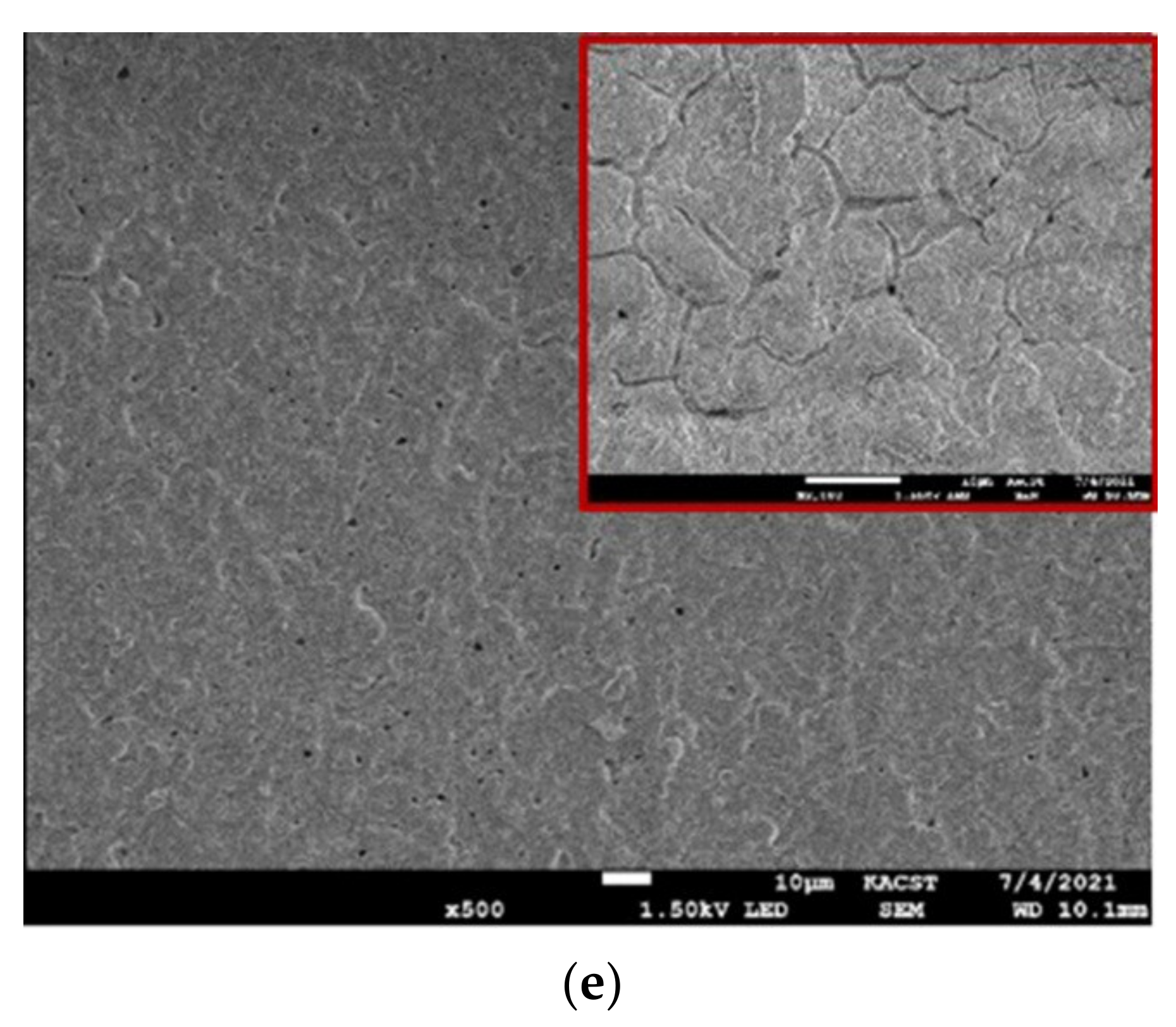
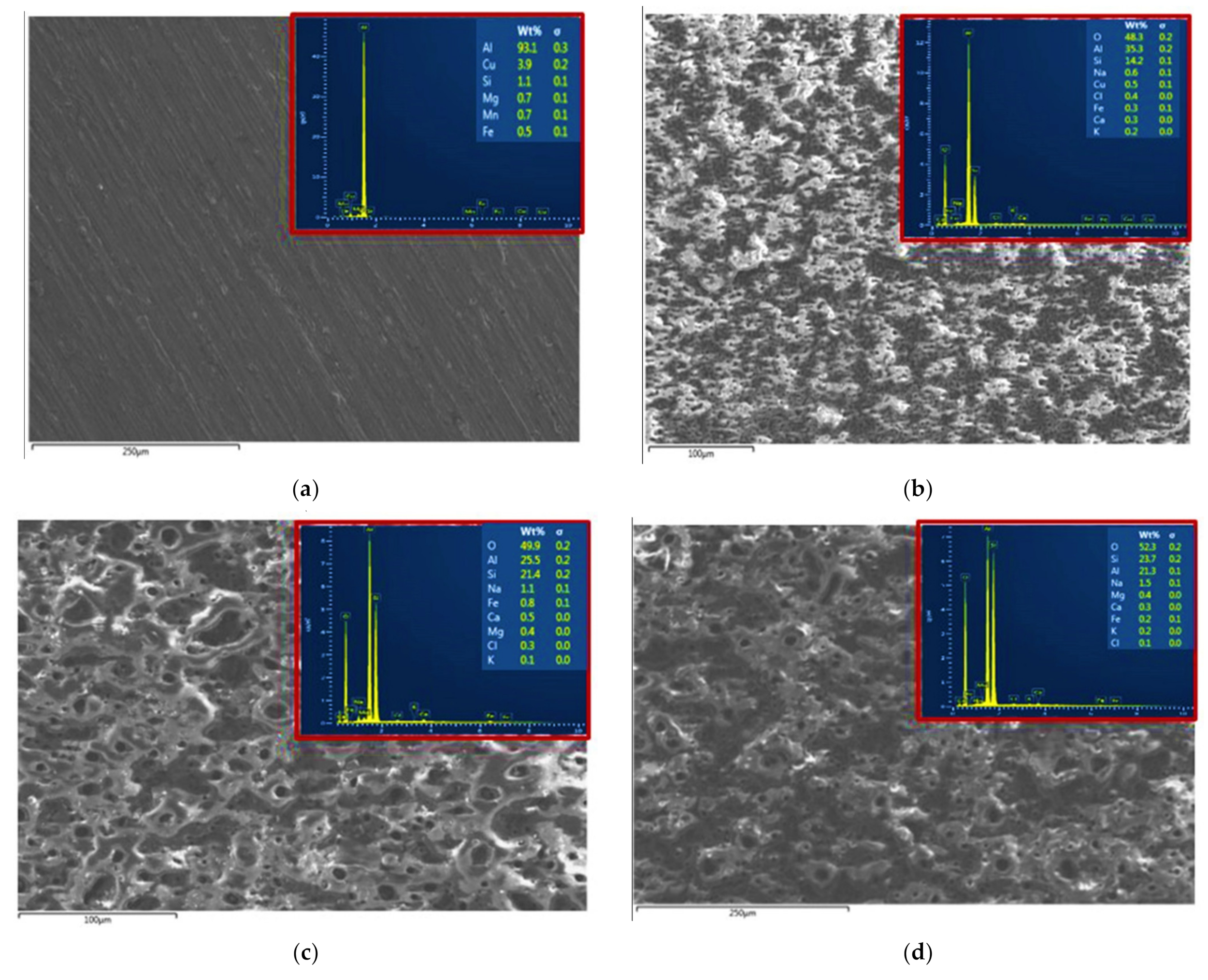
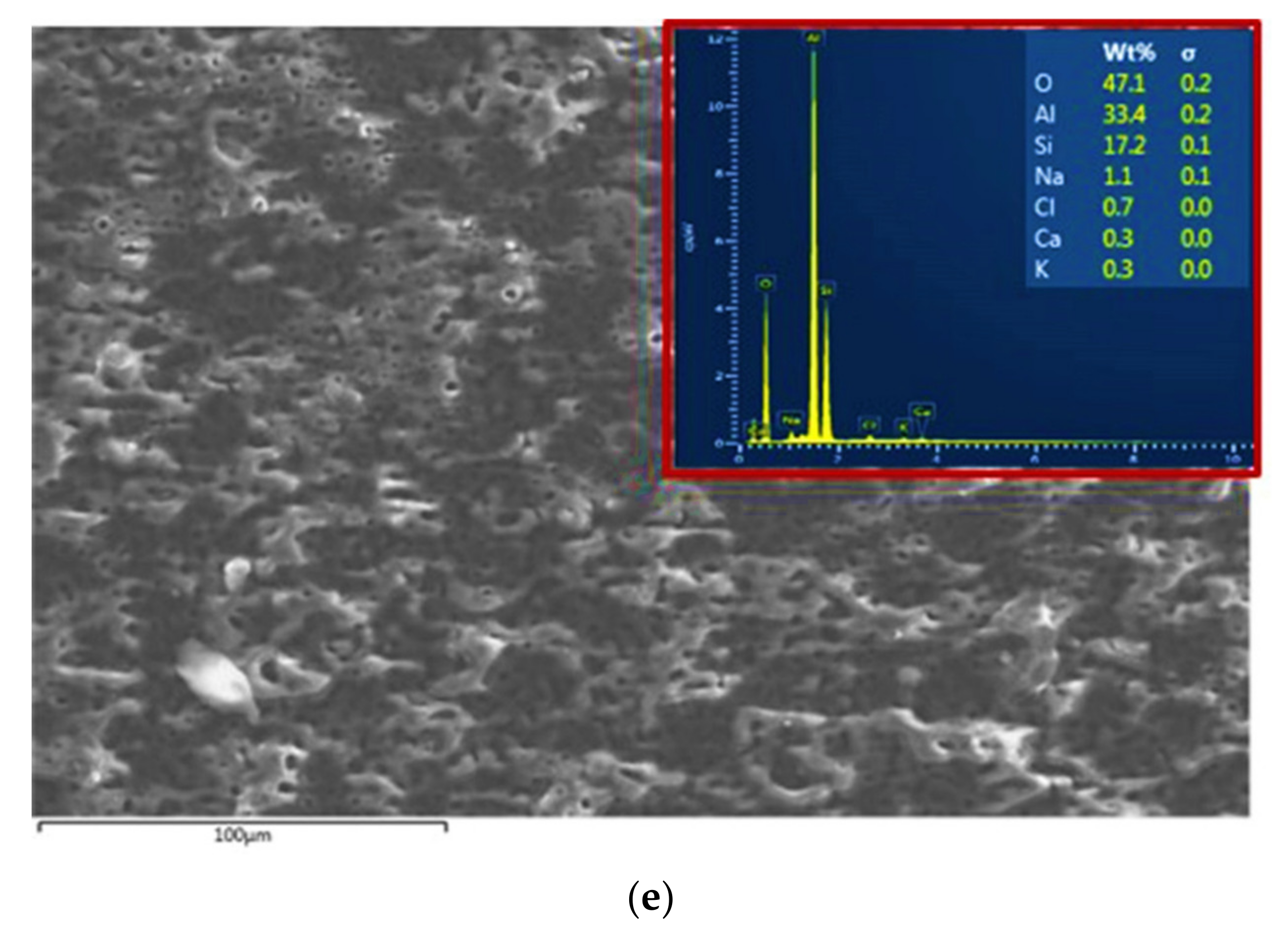
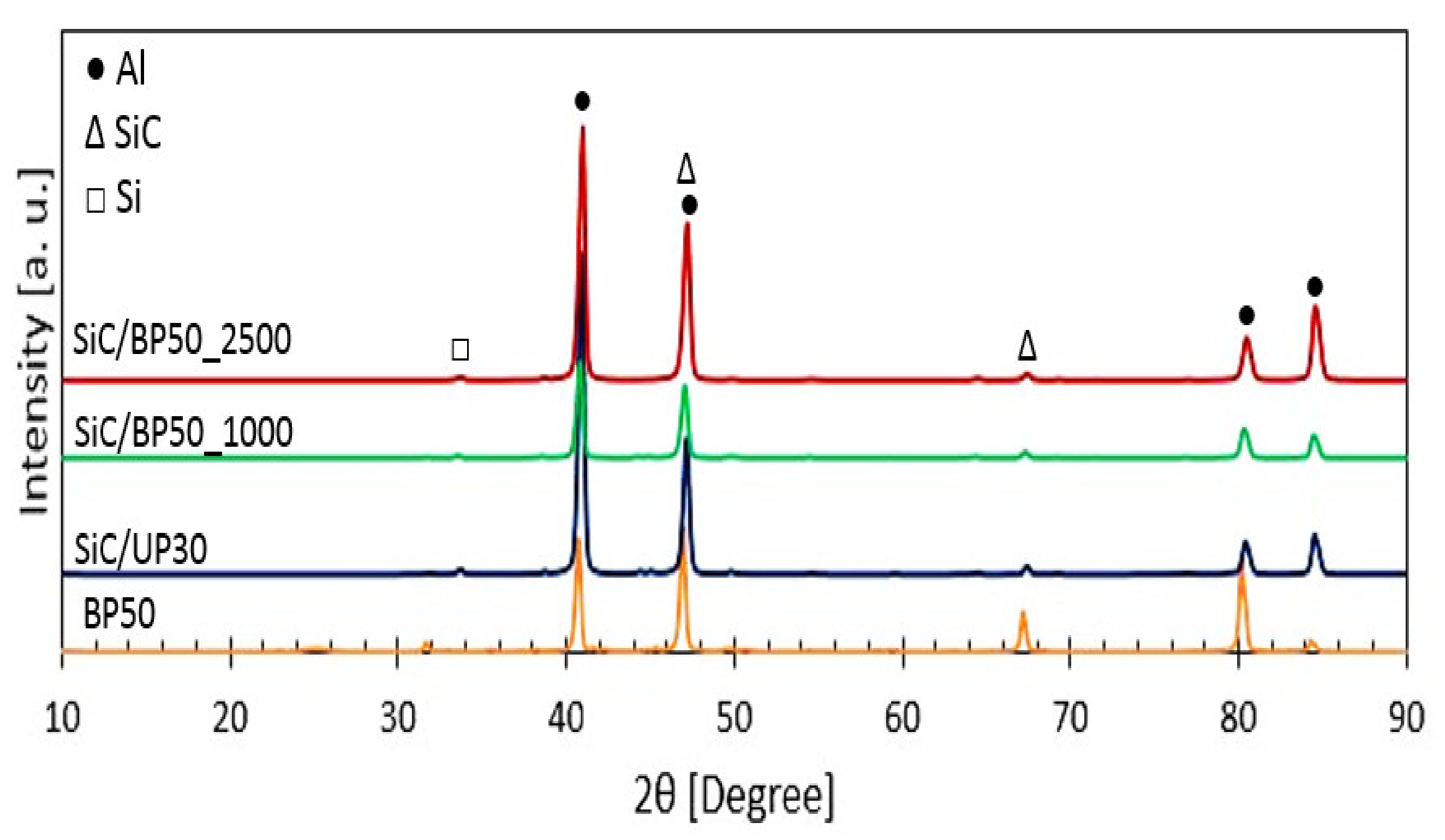
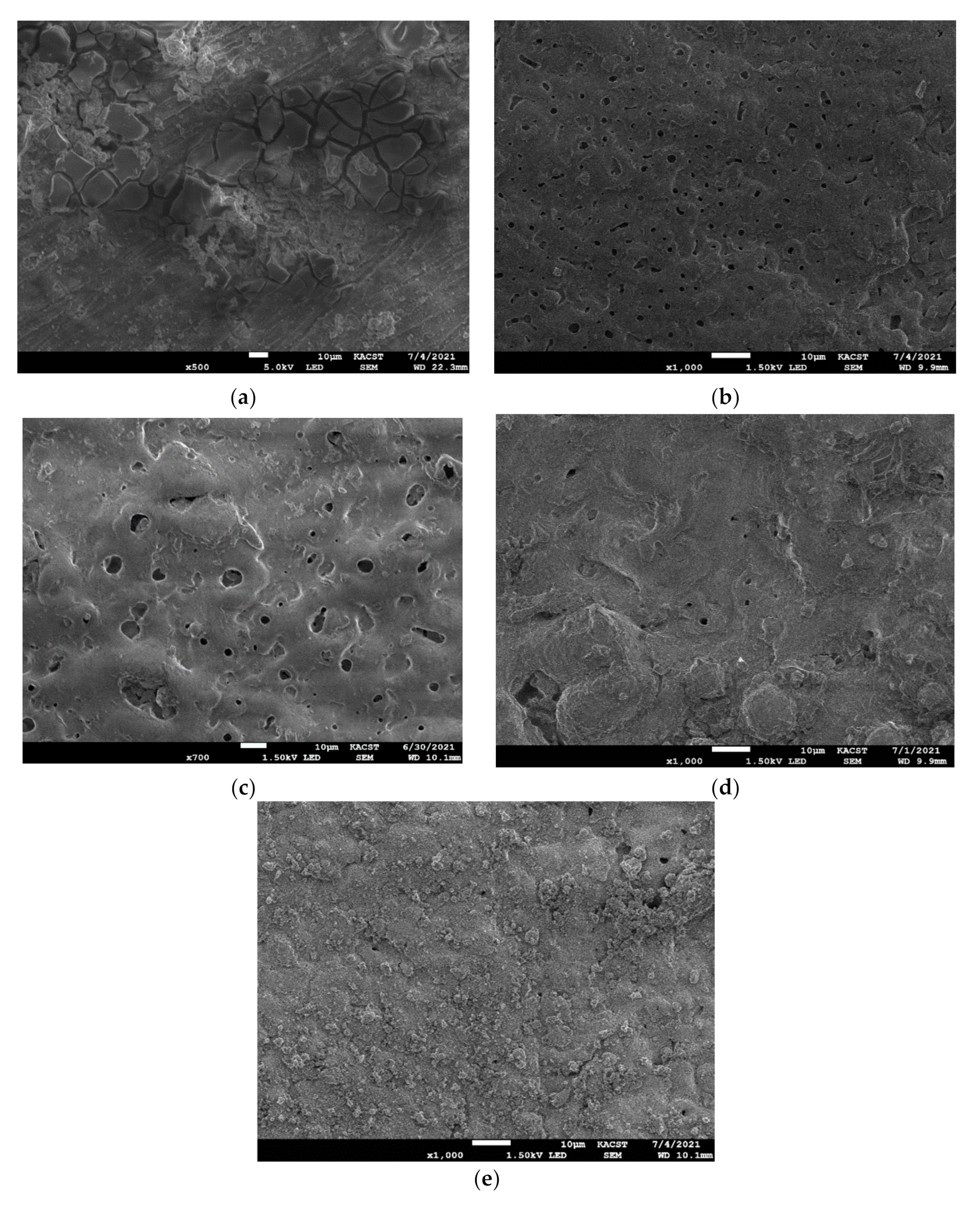
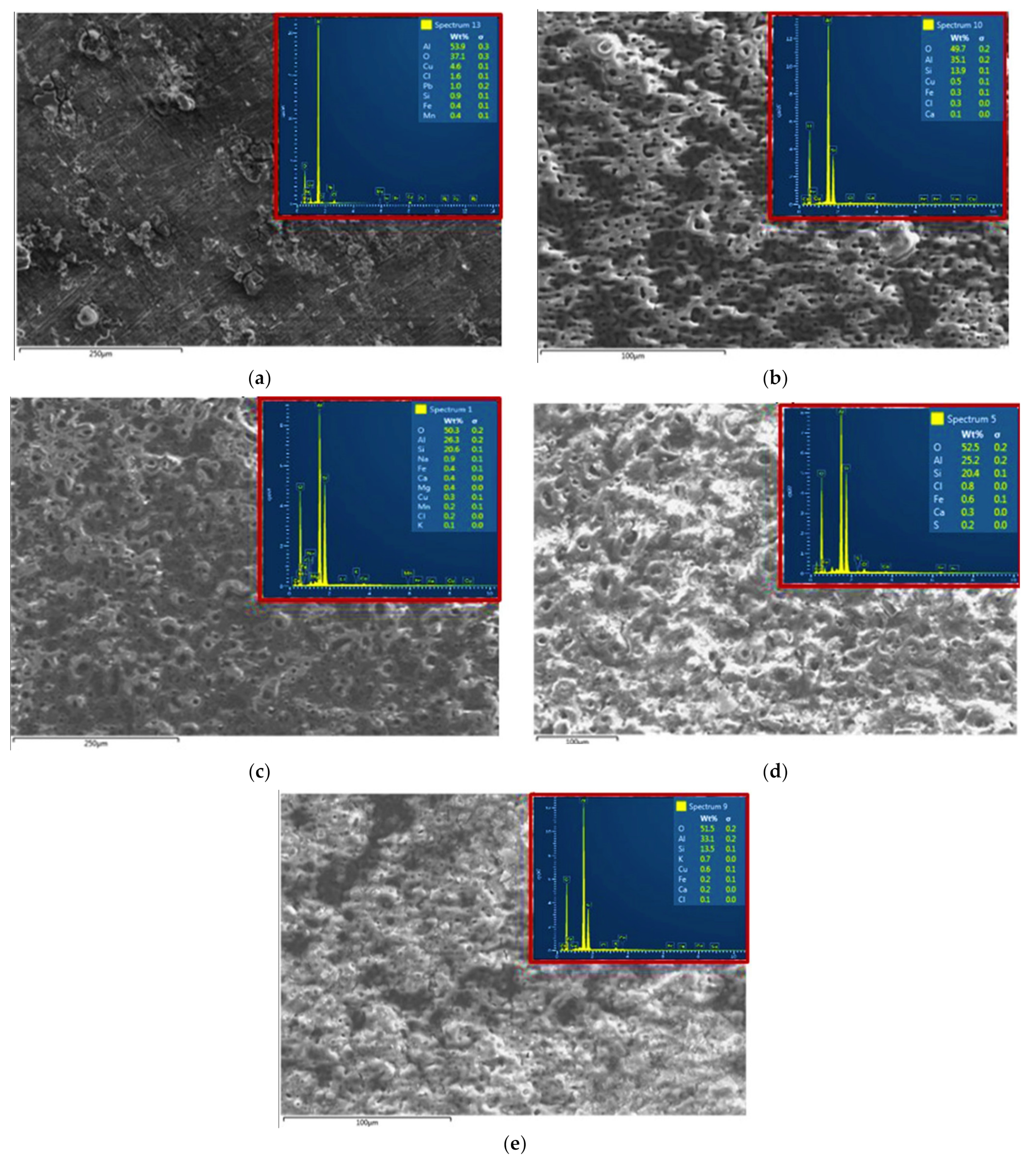
3.1. Phase Composition and Microstructure Morphology of the Samples
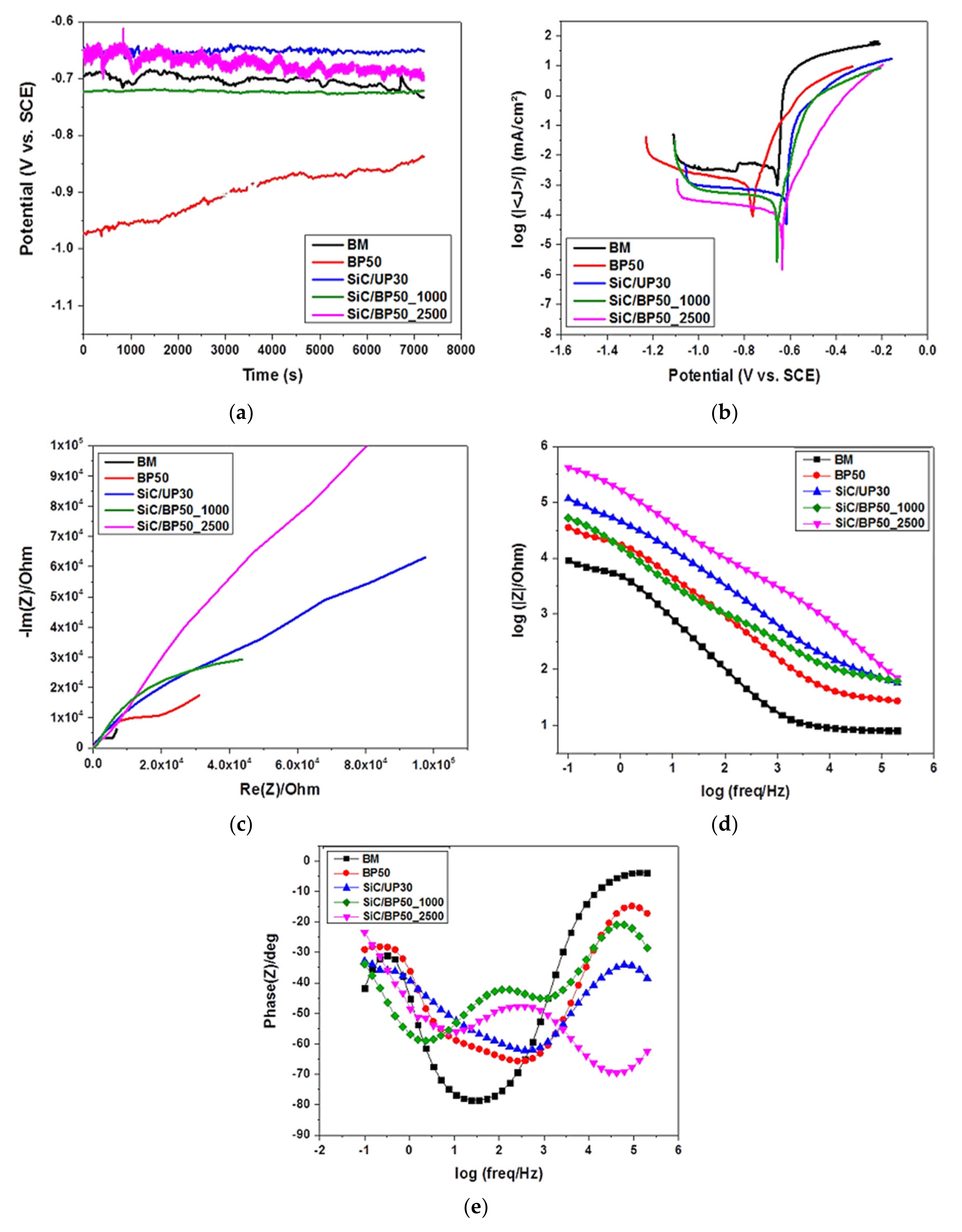
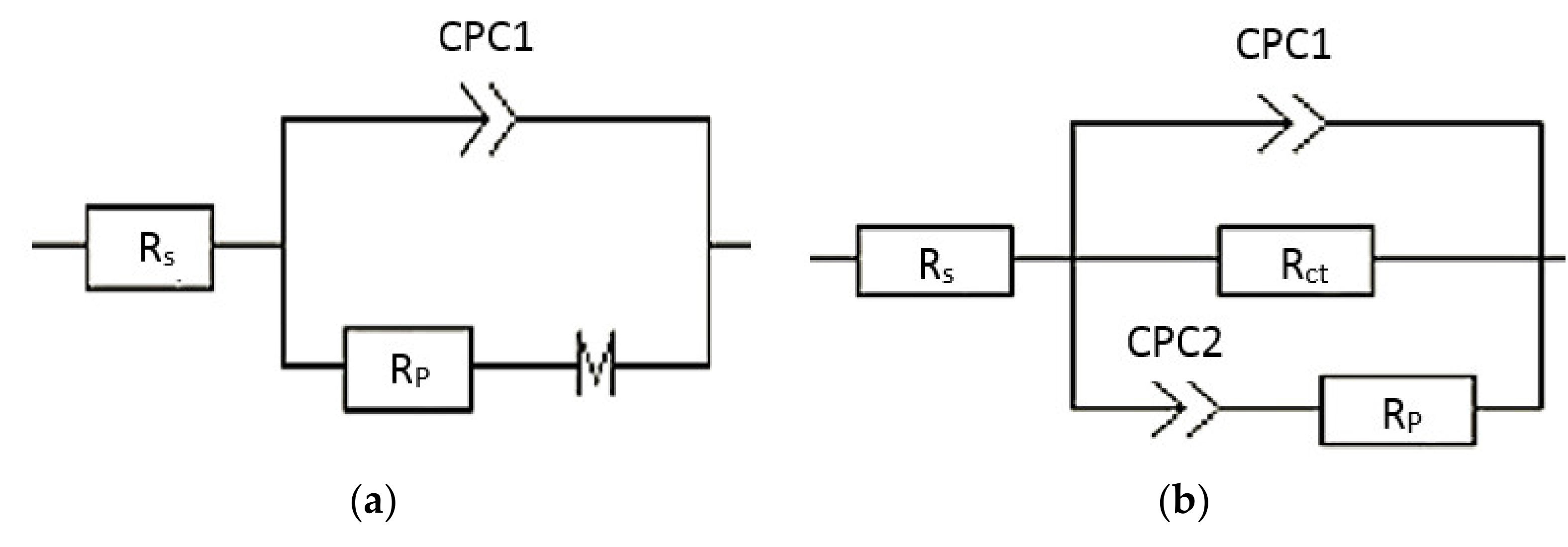
3.2. Electrochemical Measurements
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Campana, F.; Pilone, D. Effect of heat treatments on the mechanical behavior of aluminum alloy foams. Scr. Mater. 2009, 60, 679–682. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alharbi, M.; El-Hafez, H.A.; El-Garaihy, W.H. The Effect of Equal Channel Angular Pressing Processing on Microstructural Evolution, Hardness Homogeneity, and Mechanical Properties of Pure Aluminum. SAE Int. J. Mater. Manuf. 2021, 14, 113–125. [Google Scholar] [CrossRef]
- Ha, W.; Kim, S.K.; Jo, H.-H.; Kim, Y.J. Optimization of process variables for manufacturing aluminum foam materials using aluminum scrap. Mater. Sci. Technol. 2005, 21, 495–499. [Google Scholar] [CrossRef]
- El-Garaihy, W.; El Rassoul, E.-S.A.; Al Ateyah, A.; Alaskari, A.M.; Oraby, S. Data Manipulation Approach and Parameters Interrelationships of the High-Pressure Torsion for AA6061-15%SiCp Composite. SAE Int. J. Mater. Manuf. 2018, 11, 167–182. [Google Scholar] [CrossRef]
- Fouad, D.; Moataz, A.; El-Garaihy, W.; Salem, H. Numerical and experimental analysis of multi-channel spiral twist extrusion processing of AA5083. Mater. Sci. Eng. A 2019, 764, 138216. [Google Scholar] [CrossRef]
- El-Garaihy, W.; Rassoul, E.S.M.; Salem, H.G. Consolidation of High Performance AA6061 and AA6061-SiCp Composite Processed by High Pressure Torsion. Mater. Sci. Forum 2014, 783–786, 2623–2628. [Google Scholar] [CrossRef]
- Nassef, A.E.; El-Katatny, S.M.; El Garaihy, W.H. Application of Response Surface Methodology in Optimizing the Cold Compaction Parameters of Al-4Cu-xAl2O3 Composites. Adv. Met. Mater. Eng. 2019, 2, 71–80. [Google Scholar] [CrossRef]
- Nassef, A.; El-Garaihy, W.H.; El-Hadek, M. Mechanical and Corrosion Behavior of Al-Zn-Cr Family Alloys. Metals 2017, 7, 171. [Google Scholar] [CrossRef] [Green Version]
- El-Shenawy, M.; Ahmed, M.; Nassef, A.; El-Hadek, M.; Alzahrani, B.; Zedan, Y.; El-Garaihy, W. Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals 2021, 11, 938. [Google Scholar] [CrossRef]
- Salem, H.G.; El-Garaihy, W.H.; Rassoul, E.-S.M.A. Influence of High Pressure Torsion on the Consolidation Behavior and Mechanical Properties of AA6061-SiCp Composites Powders. In Supplemented Proceeding: Materials Processing and Interfaces; The Minerals, Metals & Materials Society (TMS): Pittsburgh, PA, USA, 2012; Volume 1, pp. 553–560. [Google Scholar]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; Seleman, M.E.-S.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- Nassef, A.; Samy, S.; El-Garaihy, W.H. Enhancement of mechanical properties for Al-Mg-Si alloy using equal channel angular pressing. Int. J. Chem. Nucl. Mater. Metall. Eng. 2015, 9, 131–136. [Google Scholar]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; Albaijan, I.; Seleman, M.M.E.-S.; Salem, H.G. Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083. Metals 2021, 11, 1276. [Google Scholar] [CrossRef]
- El-Katatny, M.S.; Nassef, A.E.; El-Domiaty, A.; El-Garaihy, W.H. Fundamental analysis of cold die compaction of reinforced aluminum powder. Int. J. Eng. Tech. Res. 2015, 3, 180–184. [Google Scholar]
- Jiang, J.-H.; Ma, A.-B.; Lu, F.-M.; Saito, N.; Watazu, A.; Song, D.; Zhang, P.; Nishida, Y. Improving corrosion resistance of Al-11mass%Si alloy through a large number of ECAP passes. Mater. Corros. 2011, 62, 848–852. [Google Scholar] [CrossRef]
- Na, K.H.; Pyun, S.I. Comparison of susceptibility to pitting corrosion of AA2024-T4, AA7075-T651 and AA7475-T761 aluminum alloys in neutral chloride solutions using electrochemical noise analysis. Corros. Sci. 2008, 50, 248–258. [Google Scholar] [CrossRef]
- Li, R.; Ferreira, M.; Almeida, A.; Vilar, R.; Watkins, K.; McMahon, M.; Steen, W. Localized corrosion of laser surface melted 2024-T351 aluminium alloy. Surf. Coat. Technol. 1996, 81, 290–296. [Google Scholar] [CrossRef]
- Chong, P.H.; Liu, Z.; Thompson, P.S.G.E. Large area laser surface treatment of aluminum alloys for pitting corrosion protection. Appl. Surf. Sci. 2003, 208–209, 399–404. [Google Scholar] [CrossRef]
- Alateyah, A.; Aljohani, T.; Alawad, M.; El-Hafez, H.; Almutairi, A.; Alharbi, E.; Alhamada, R.; El-Garaihy, B.; El-Garaihy, W. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Wang, Y.; Tian, H.; Shen, X.; Wen, L.; Ouyang, J.; Zhou, Y.; Jia, D.; Guo, L. An elevated temperature infrared emissivity ceramic coating formed on 2024 aluminium alloy by microarc oxidation. Ceram. Int. 2013, 39, 2869–2875. [Google Scholar] [CrossRef]
- Dong, H. Surface Engineering of Light Alloys: Aluminium, Magnesium and Titanium Alloys; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Raj, V.; Ali, M.M. Formation of ceramic alumina nanocomposite coatings on aluminum for enhanced corrosion resistance. J. Mater. Process. Technol. 2009, 209, 5341–5352. [Google Scholar] [CrossRef]
- Alateyah, A.; Aljohani, T.; Alawad, M.; Elkatatny, S.; El-Garaihy, W. Improving the Corrosion Behavior of Biodegradable AM60 Alloy through Plasma Electrolytic Oxidation. Metals 2021, 11, 953. [Google Scholar] [CrossRef]
- Li, Q.B.; Liu, C.C.; Yang, W.B.; Liang, J. Growth mechanism and adhesion of PEO coatings on 2024Al alloy. Surf. Eng. 2016, 33, 760–766. [Google Scholar] [CrossRef]
- Vakili-Azghandi, M.; Fattah-Alhosseini, A.; Keshavarz, M.K. Optimizing the electrolyte chemistry parameters of PEO coating on 6061 Al alloy by corrosion rate measurement: Response surface methodology. Measurement 2018, 124, 252–259. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Rouhaghdam, A.S.; Shahrabi, T. Abrasive wear behaviour of Si3N4/TiO2 nanocomposite coatings fabricated by plasma electrolytic oxidation. Surf. Coat. Technol. 2010, 205, S41–S46. [Google Scholar] [CrossRef]
- Gnedenkov, S.; Sinebryukhov, S.; Mashtalyar, D.; Imshinetskiy, I.; Gnedenkov, A.; Samokhin, A.; Tsvetkov, Y. Protective composite coatings obtained by plasma electrolytic oxidation on magnesium alloy MA8. Vacuum 2015, 120, 107–114. [Google Scholar] [CrossRef]
- Mu, M.; Zhou, X.; Xiao, Q.; Liang, J.; Huo, X. Preparation and tribological properties of self-lubricating TiO2/graphite composite coating on Ti6Al4V alloy. Appl. Surf. Sci. 2012, 258, 8570–8576. [Google Scholar] [CrossRef]
- Vatan, H.N.; Ebrahimi-Kahrizsangi, R.; Kasiri-Asgarani, M. Structural, tribological and electrochemical behavior of SiC nanocomposite oxide coatings fabricated by plasma electrolytic oxidation (PEO) on AZ31 magnesium alloy. J. Alloy. Compd. 2016, 683, 241–255. [Google Scholar] [CrossRef]
- Shoaei-Rad, V.; Bayati, M.; Golestani-Fard, F.; Zargar, H.; Javadpour, J. Fabrication of ZrO2–Al2O3 hybrid nano-porous layers through micro arc oxidation process. Mater. Lett. 2011, 65, 1835–1838. [Google Scholar] [CrossRef]
- Guo, H.F.; An, M.Z. Growth of ceramic coatings on AZ91D magnesium alloys by micro-arc oxidation in aluminate–fluoride solutions and evaluation of corrosion resistance. Appl. Surf. Sci. 2005, 246, 229–238. [Google Scholar] [CrossRef]
- Ezhilselvi, V.; Nithin, J.; Balaraju, J.; Subramanian, S. The influence of current density on the morphology and corrosion properties of MAO coatings on AZ31B magnesium alloy. Surf. Coat. Technol. 2016, 288, 221–229. [Google Scholar] [CrossRef]
- Keddam, M.; Kuntz, C.; Takenouti, H.; Schustert, D.; Zuili, D. Exfoliation corrosion of aluminium alloys examined by electrode impedance. Electrochim. Acta 1997, 42, 87–97. [Google Scholar] [CrossRef]
- Sheffer, M.; Groysman, A.; Starosvetsky, D.; Savchenko, N.; Mandler, D. Anion embedded sol–gel films on Al for corrosion protection. Corros. Sci. 2004, 46, 2975–2985. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Aljohani, T.A.; Aljadaan, S.; Bin Rubayan, M.T.; Khoshnaw, F. Impact of processing parameters in plasma electrolytic oxidation on corrosion resistance of magnesium alloy type AZ91. Eng. Rep. 2021, 4, e12459. [Google Scholar] [CrossRef]
- Musa, A.; Mohamad, A.B.; Kadhum, A.; Chee, E.P. Galvanic Corrosion of Aluminum Alloy (Al2024) and Copper in 1.0 M Nitric Acid. Int. J. Electrochem. Sci. 2011, 6, 5052–5065. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Polarity | Frequency (Hz) | Off/On (ms) | Duty Cycle % | Working Electrode (mA/cm2) | Time (s) | |
|---|---|---|---|---|---|---|---|
| BP50 | Bipolar | 2500 | 0.2/0.2 | 50 | +0.30 | −0.1 | 440 |
| SiC/UP30 | Unipolar | 1000 | 0.7/0.3 | 30 | +0.30 | −0.1 | 440 |
| SiC/BP50_1000 | Bipolar | 1000 | 0.5/0.5 | 50 | +0.30 | −0.1 | 440 |
| SiC/BP50_2500 | Bipolar | 2500 | 0.2/0.2 | 50 | +0.30 | −0.1 | 440 |
| Sample Designation | Before Corrosion | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Cu | Mn | Fe | Mg | Si | O | Na | Cl | Ca | K | |
| BM | 93.1 | 3.9 | 0.7 | 0.5 | 0.7 | 1.1 | - | - | - | - | - |
| BP50 | 35.3 | 0.5 | - | 0.3 | - | 14.2 | 48.3 | 0.6 | 0.4 | 0.3 | 0.2 |
| SiC/UP30 | 25.5 | - | - | 0.8 | 0.4 | 21.4 | 49.9 | 1.1 | 0.3 | 0.5 | 0.1 |
| SiC/BP50_1000 | 21.3 | - | - | 0.2 | 0.4 | 23.7 | 52.3 | 1.5 | 0.1 | 0.3 | 0.2 |
| SiC/BP50_2500 | 33.4 | - | - | - | - | 17.2 | 47.1 | 1.1 | 0.7 | 0.3 | 0.3 |
| Condition | βa (mV.dec−1) | −βc (mV.dec−1) | Ecorr (V/SCE) | Icorr (µAcm−2) | Corrosion Rate Mpy |
|---|---|---|---|---|---|
| AA2014–BM | 12.6 | 46.7 | −0.664 | 2.276 | 1.279 |
| AA2014–BP50 | 51.9 | 127.8 | −0.768 | 0.624 | 0.0086 |
| AA2014–SiC/UP30 | 7.6 | 108.8 | −0.616 | 0.27 | 0.0037 |
| AA2014–SiC/BP50_1000 | 36.5 | 96.1 | −0.656 | 0.148 | 0.0020 |
| AA2014–SiC/BP50_2500 | 64.4 | 32 | −0.656 | 0.098 | 0.0013 |
| Condition | Rs (Ω.cm2) | CPC1 (Ω−1·sn·cm−2) | Rp (Ω·cm2) | CPC2 (Ω−1·sn·cm−2) | Rct (Ω·cm2) |
|---|---|---|---|---|---|
| BM | 8.377 | 27.92 × 10−6 | - | - | 7.902 |
| BP50 | 26.19 | 8.883 × 10−6 | - | - | 32.387 |
| SiC/UP30 | 42.85 | 4.415 × 10−6 | 168,904 | 3.944 × 10−6 | 214,938 |
| SiC/BP50_1000 | 12.05 | 0.1518 × 10−6 | 4803 | 1.303 × 10−6 | 604,942 |
| SiC/BP50_2500 | 39.97 | 42.87 × 10−6 | 14,130 | 25.36 × 10−6 | 659,404 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aljohani, T.A.; Alawad, M.O.; Elkatatny, S.; Alateyah, A.I.; Rubayan, M.T.B.; Alhajji, M.A.; AlBeladi, M.I.; Khoshnaw, F.; El-Garaihy, W.H. Electrochemical Behavior of SiC-Coated AA2014 Alloy through Plasma Electrolytic Oxidation. Materials 2022, 15, 3724. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103724
Aljohani TA, Alawad MO, Elkatatny S, Alateyah AI, Rubayan MTB, Alhajji MA, AlBeladi MI, Khoshnaw F, El-Garaihy WH. Electrochemical Behavior of SiC-Coated AA2014 Alloy through Plasma Electrolytic Oxidation. Materials. 2022; 15(10):3724. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103724
Chicago/Turabian StyleAljohani, Talal A., Majed O. Alawad, Sally Elkatatny, Abdulrahman I. Alateyah, Meteb T. Bin Rubayan, Mohammed A. Alhajji, Muntathir I. AlBeladi, Fuad Khoshnaw, and Waleed H. El-Garaihy. 2022. "Electrochemical Behavior of SiC-Coated AA2014 Alloy through Plasma Electrolytic Oxidation" Materials 15, no. 10: 3724. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103724