In contrast to more conventional feedforward neural networks, LSTMs feature feedback connections. As a result of this property, LSTMs may analyze whole data sequences (for example, time series) without having to consider each point individually, but rather by retaining crucial knowledge about past data in the sequence that can be used to aid in the processing of incoming data points. A consequence of this is that LSTMs are particularly adept at processing data sequences such as text, audio, and time series in general. In our case, it is certain that the presence of a defect has a significant impact on the complete set of time–temperature characteristics that have been investigated, both in the short− and long−term aspects. As a result, the employment of LSTM networks is completely warranted in this context.
5.1. LSTM Network Structure
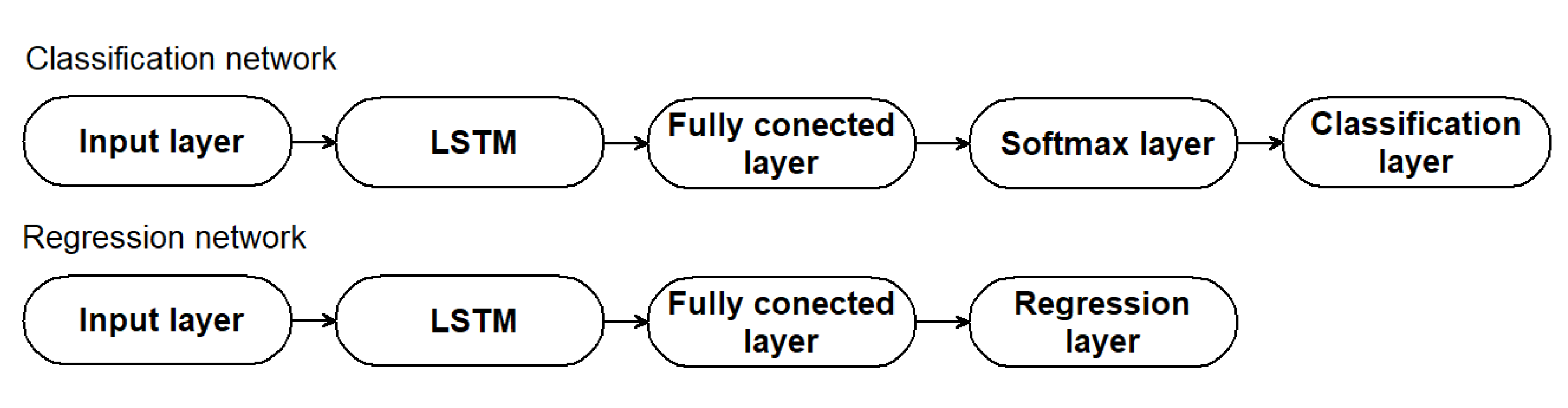
In this study, we relied on the conventional MATLAB implementation of the LSTM network to complete our task successfully. These nets can be utilized in a sequence−to−label classification task as well as a sequence−to−sequence regression task, depending on the problem being performed. In all cases, the input and LSTM layers constitute the network’s core. A sequence input layer is responsible for bringing data from a sequence or time series into the network. An LSTM layer in a process of learning, establishes long−term dependencies between sequence data time steps. The classification network terminates with a fully connected layer, a softmax layer, and a classification output layer, whereas the regression network ends with a regression layer in place of the softmax and classification layers.
Figure 15 presents the general structure of the LSTM networks.
The LSTM layer is where the learning occurs. LSTMs are distinguished from other forms of RNNs by their neuron structure, which is based on the gate mechanism. Three types of gates are recognized: forget, input, and output. The forget gate is used to erase unnecessary data. It accepts two inputs: new data and the output of the preceding cell. It filters these inputs using a sigmoid function and then multiplies them with the cell state. The input gate is in charge of updating the cell state. It operates similarly to the forget gate, in that it determines how much information should be retained using a sigmoid function. It uses the hyperbolic tangent function to produce a vector containing the required information. It then adds the beneficial information to the current cell state by combining the outputs of the sigmoid and tanh functions. The final output gate extracts valuable information based on the current state of the cell, the previous cell’s output, and any additional data received during the computation. This is accomplished by sending the cell state generated by the input and forget gates through a tanh function to generate a vector of values. After comparing the new data to the previous cell output, a sigmoid function is utilized to determine which values should be output. The output of the cell is created by combining the results of these two actions. The classification network is then terminated with a sequence of three classifying layers: fully connected, softmax, and classification output, all of which are used to forecast class labels. The fully connected layer is a one−dimensional flattened representation of the preceding layer, in which each neuron is connected to every neuron in the preceding layer, with each connection having its own weight. The softmax layer utilizes the softmax function to determine the probability that the input vector belongs to a particular class. In the regression network, the last two layers are replaced by a regression layer, computing the half−mean−squared−error loss for regression tasks.
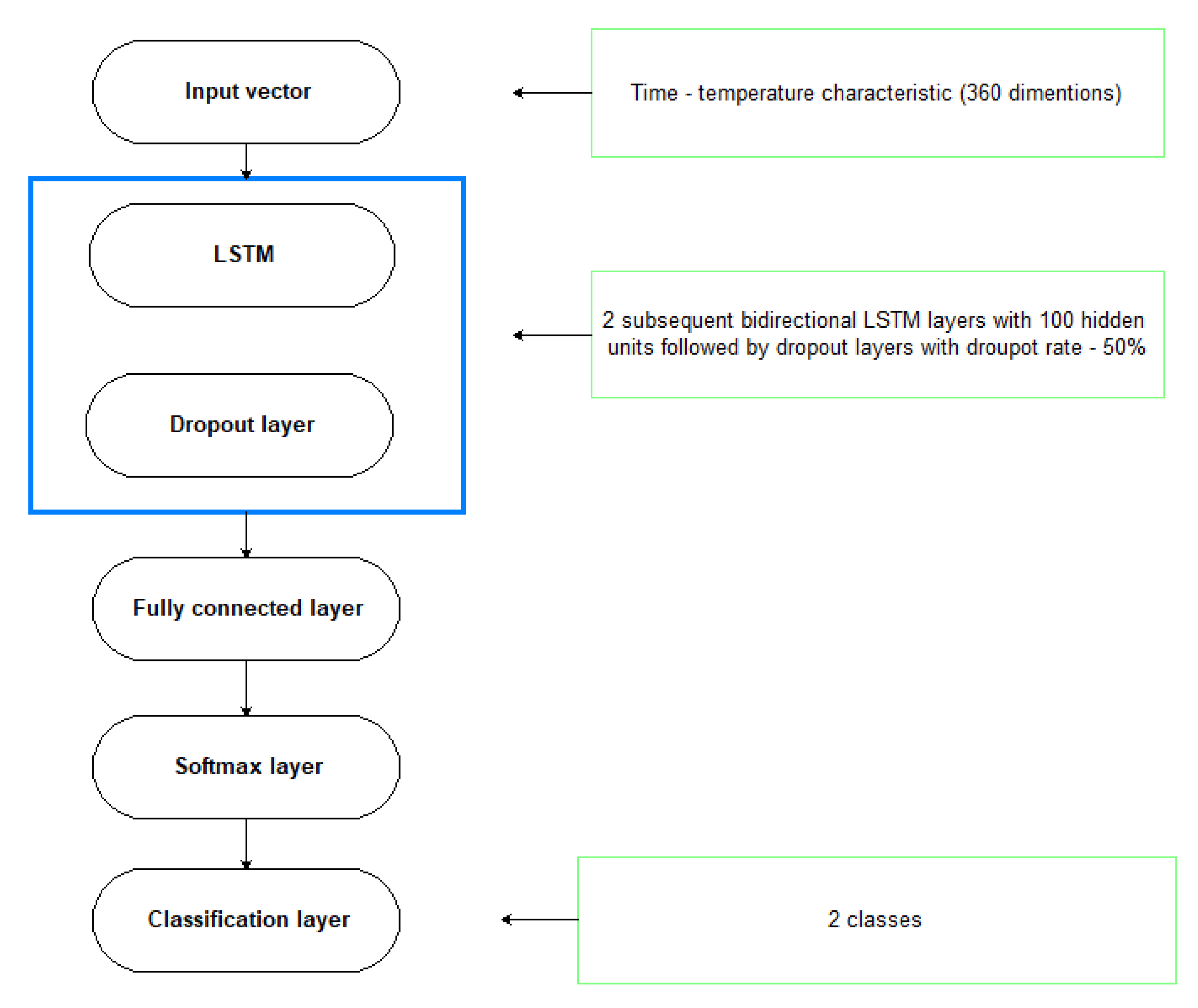
Prior to selecting the final LSTM network topology, preliminary experiments were conducted using LSTM layers, ranging in size from 30 to 500. Additionally, calculations were performed for various network depths utilizing one to five subsequent LSTM layers. Additionally, a dropout layer was incorporated into the network structure to mitigate the potential of an overfitting problem. The likelihood of deleting a given neuron from this layer in the subsequent round of the learning process was increased from 10% to 90%. Calculations were repeated ten times for each configuration, and the solution with the highest network accuracy value for the test set was chosen. The mini−batch size was also changed from 32 to 100, and finally, the value 80 was chosen. The maximum number of epochs was set at 100.
Figure 16 depicts the final structure and configuration of the LSTM network obtained in a consequence of the preliminary trials.
5.2. Validation of the Network Performance
The generated neural network, trained on numerical data, was tested in two stages: in the first stage, the received network was fed with a test set randomized from the numerical data (15% of the data not used to the network training). This enabled the extraction of information on the confusion matrix and the coefficients associated with the accuracy, precision, and recall of neural networks. Additionally, all numerical data were fed to the network to demonstrate its effectiveness. The second stage involved loading the test data for both S1 (100% infill) and S2 (30% infill) to the network in order to determine its suitability for evaluating real, experimental data.
The following factors were used for evaluating the performance of the proposed network:
- o
True Positive (TP): expresses all the positive indications that were correctly classified as a positive (defect) class.
- o
False Positive (FP): expresses all the non−positive cases that were incorrectly classified as a positive class.
- o
True Negative (TN): expresses all the negative cases that were correctly classified as a negative (non−defect) class.
- o
False Negative (FN): expresses all the non−negative cases that were incorrectly classified as a negative class.
The four above−mentioned quantities can be given either in absolute numbers (in our case, these will be the numbers of the classified characteristics) or as a percentage. When combined, they generate a confusion matrix.
Table 2 depicts the matrix of confusion for the numerical test set. The number of characteristics associated with the defect was equal to the number of characteristics associated with the background in this set (therefore, the test set had the same character as the set training the network). As can be seen, the proportion of false indications (false positives—FP and false negatives—FN) was less than 1%.
Furthermore, to evaluate the performance and robustness of the classification network, the following parameters were considered:
- o
Accuracy, defined as:
This parameter represents the percentage of correctly classified indications.
- o
Recall, defined as:
This parameter refers to the proportion of correctly classified defects to all positive cases.
- o
Selectivity, defined as:
This parameter refers to the proportion of correctly classified non−defects to all negative cases.
- o
This parameter represents the proportion of correctly classified defects to all cases that the network classified as the defect class.
The mentioned parameters were calculated for the network tested on numerical data, and the results are gathered in
Table 3.
To demonstrate the network’s operation on numerical data, the complete database was put into the network, which then classified all accessible time−frequency characteristics.
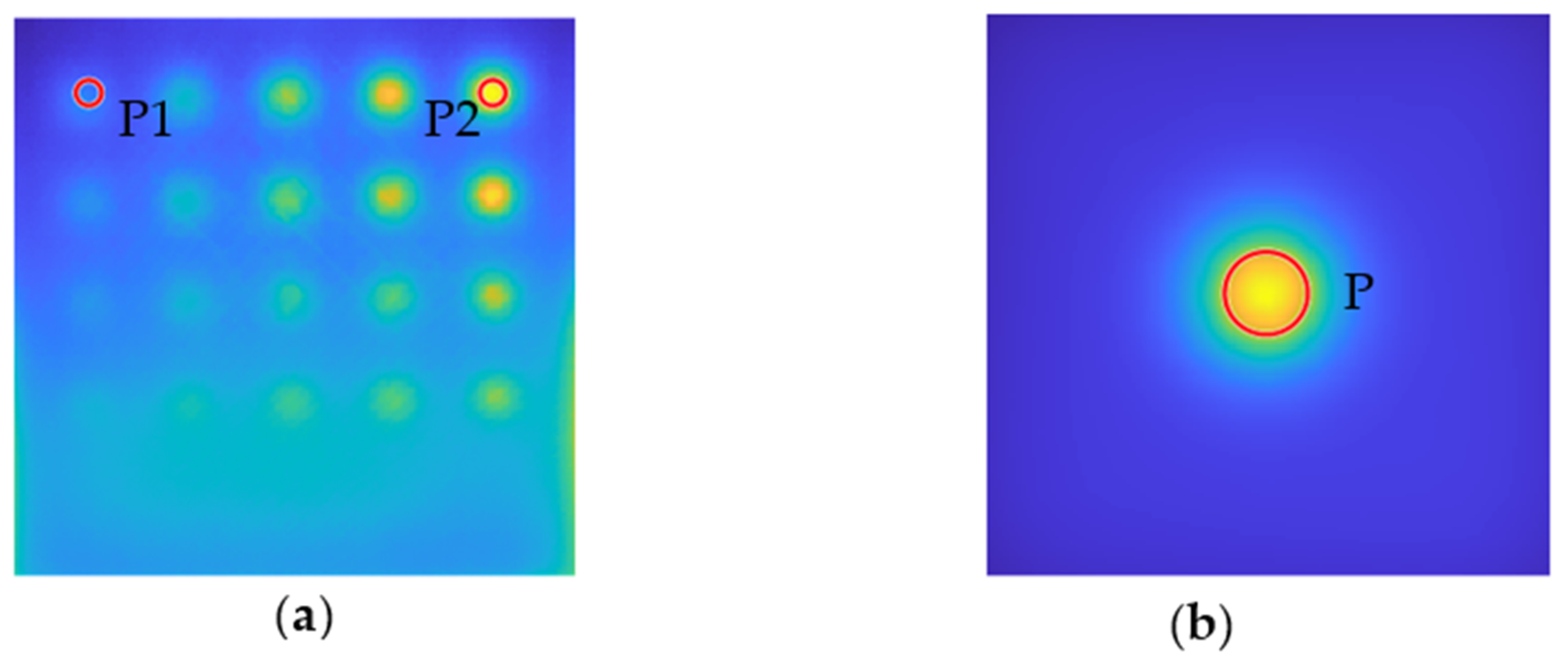
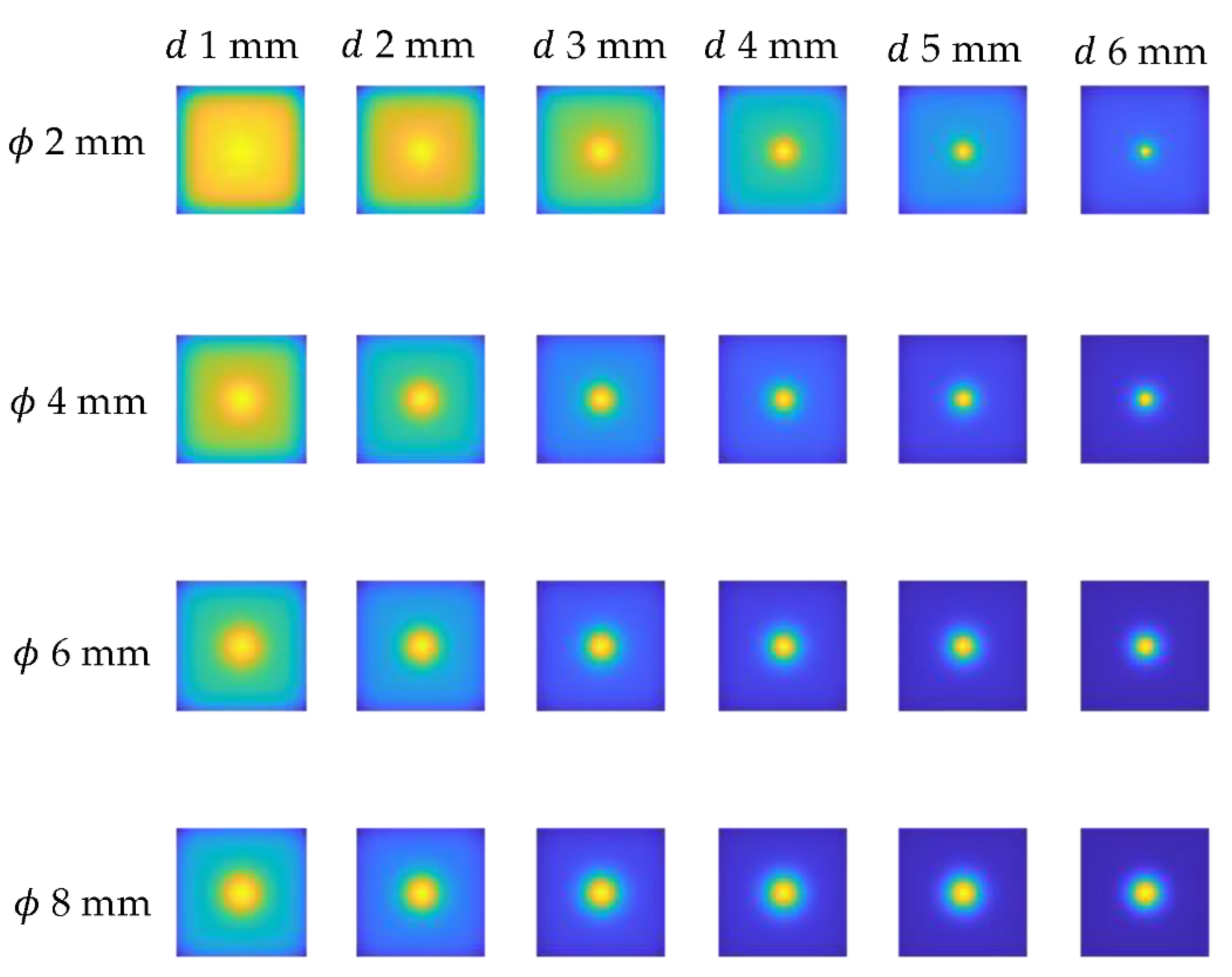
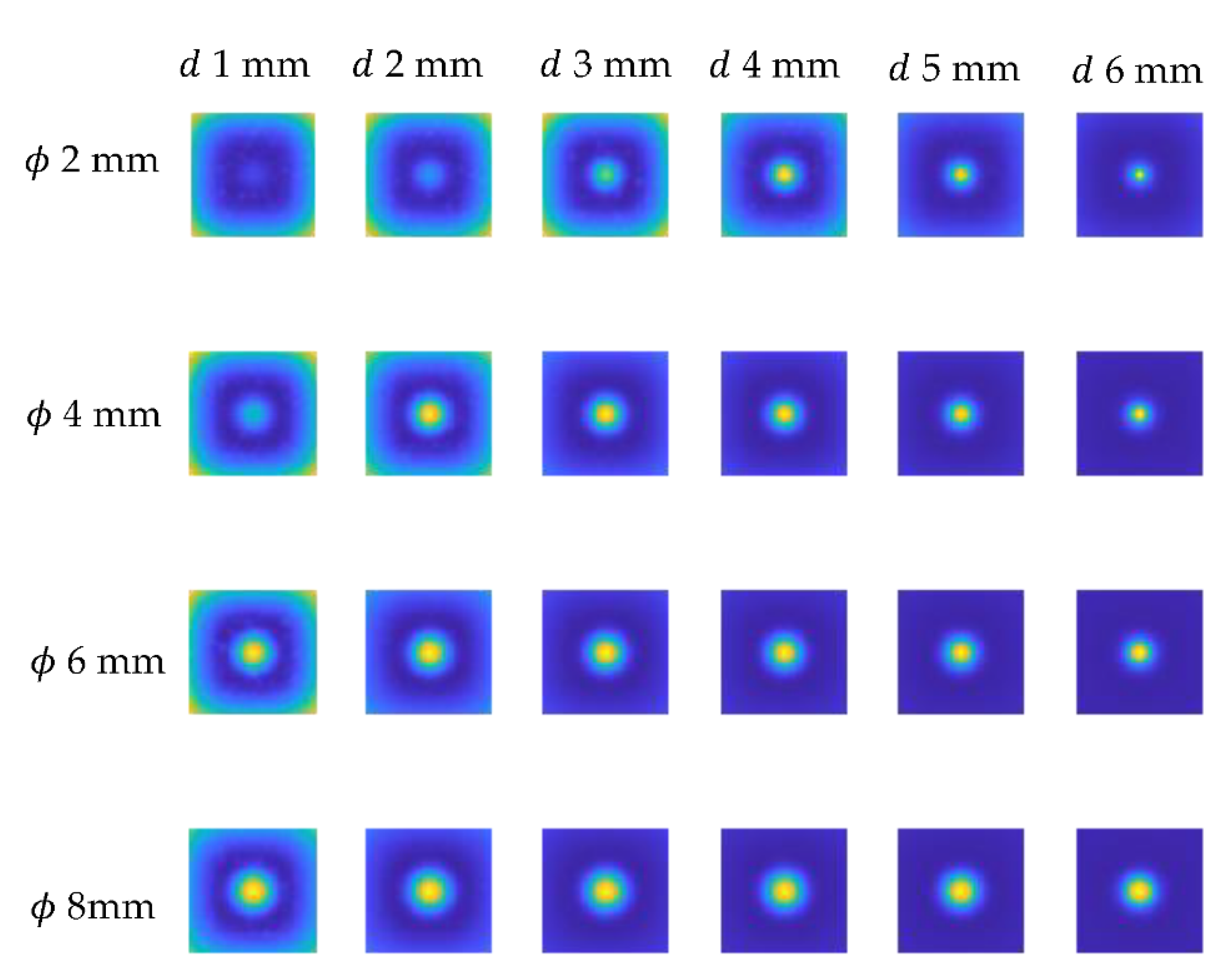
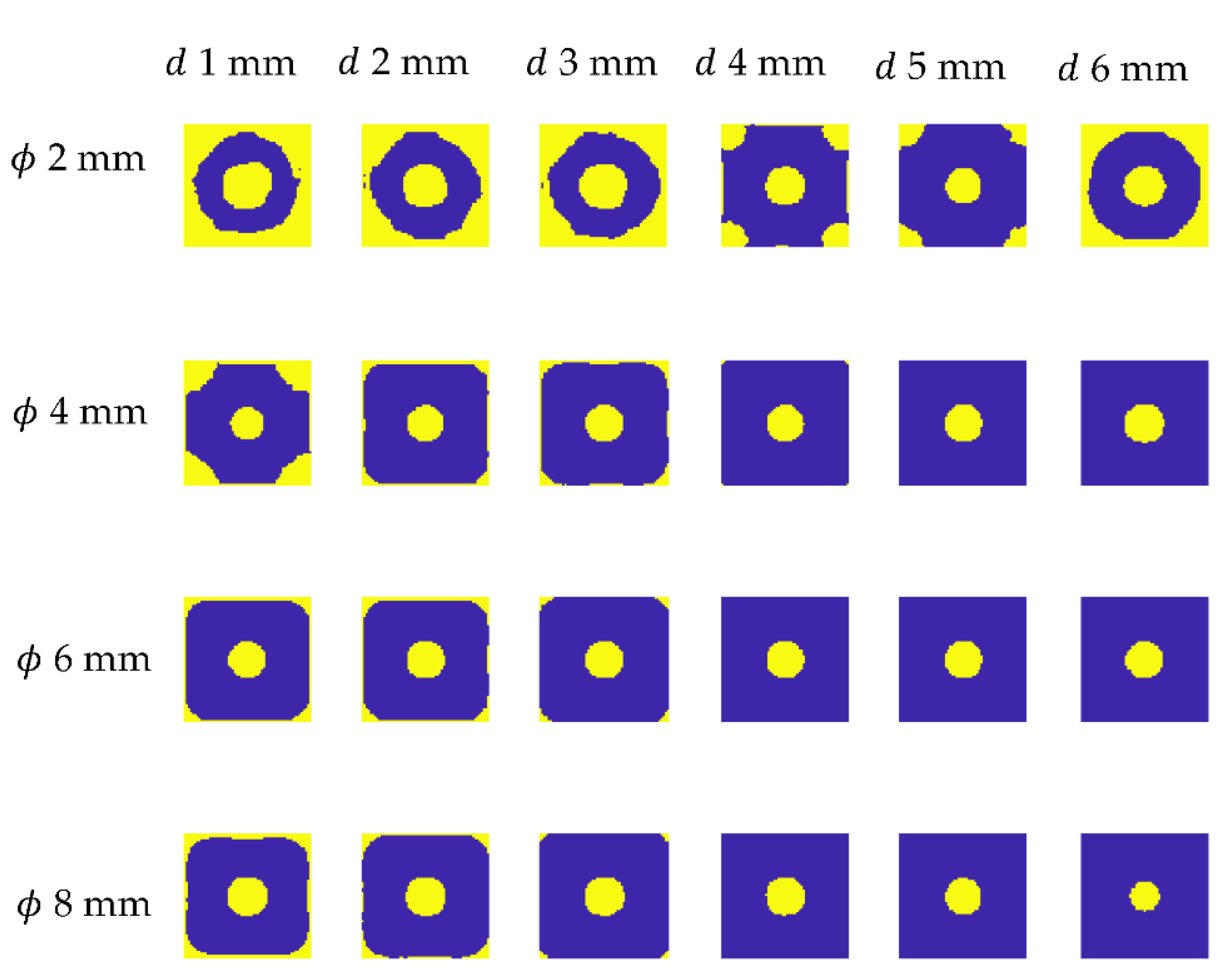
Figure 17 illustrates the results for defects of various depths and diameters. Because the flaw is always centrally situated, it can be observed that the defect is localized in each of the cases illustrated. For smaller flaws, there is an issue with false positives at the image edges; this is clearly related to the thermogram characteristics (see
Figure 13), where the signal−to−noise ratio was lowest for smaller defects and artifacts developed at the image edges. The second critical issue is defect oversizing: the network always delivers defects (i.e., pixels categorized as the defect class) with a diameter greater than the actual diameter. This is because the heat spread around the fault is relatively broad, rendering the area immediately surrounding the flaw indistinguishable from the actual defect for the network.
According to the obtained results, which include selected parameters characterizing the effectiveness of the network at a level close to 99% and actual indications of defects in the images obtained numerically, it is possible to conclude that the network was successfully trained for numerical data. We aimed to employ a trained, generic network for a specific purpose, such as detecting defects on real experimental data acquired from two separate samples. This was our primary goal in developing the network. The purpose of completing this work is to demonstrate that it is possible to use the generalized numerical model in a practical environment. To determine how the network handles experimental data similarly to how it handles numerical data, both databases (from two samples) were fed into the network input. To estimate the confusion matrix and selected network efficiency parameters, the pixels from experimental images were manually labeled and assigned to the classifications “defect”—1 and “not defect”—0. This result was attainable because all sample dimensions and locations in space during the experiment were precisely known. Dimensions have been translated from mm to px to ensure that all flaws are appropriately marked. As a result, a reference image was created against which the network output results were compared. It should be emphasized that, in contrast to the numerical test set, where exactly half of the data were characteristics related to defects and the other half were characteristics related to the background, there is no such relationship in the experimental data for obvious reasons—the total number of obtained characteristics related to defects was equal to 2316, while the total number of obtained characteristics related to the background was 50,687. As a result, very substantial percentage disproportions should be expected in the confusion matrices themselves.
Table 4 contains the confusion matrix for sample S1 (100% infill). As previously stated, significant percentage differences in the values of TN and TP are observed. To have a clearer view of the situation, absolute figures should be used here. For sample S1, the network successfully categorized 44,782 of the 50,687 (88.35%) characteristics associated with the background (non−defect class), and 1506 of the 2316 characteristics associated with defect areas (defect class) (which is 65.03%). Similarly to the numerical data, the network was precisely characterized using the four previously indicated parameters (
Table 5). For the S1 sample, accuracy and selectivity coefficients values are above 90%; however, precision fell below 30%. The latter is inversely proportional to the quantity of false positives, which are many in comparison to true positives. This parameter is also substantially correlated with the low overall number of defect−related characteristics with respect to all available data.
A similar study was conducted on the S2 sample (30% print density), and the results obtained are comparable to those for the S1 sample.
Table 6 contains the confusion matrix. Additionally, it is worth noting that the network categorized 44,485 background characteristics correctly (87.76%) and 1680 defect characteristics correctly (72.54%). All four characteristic parameters were recalculated, yielding an accuracy and selectivity of less than 90% and, once again, the lowest precision value of 21.88% (
Table 7).
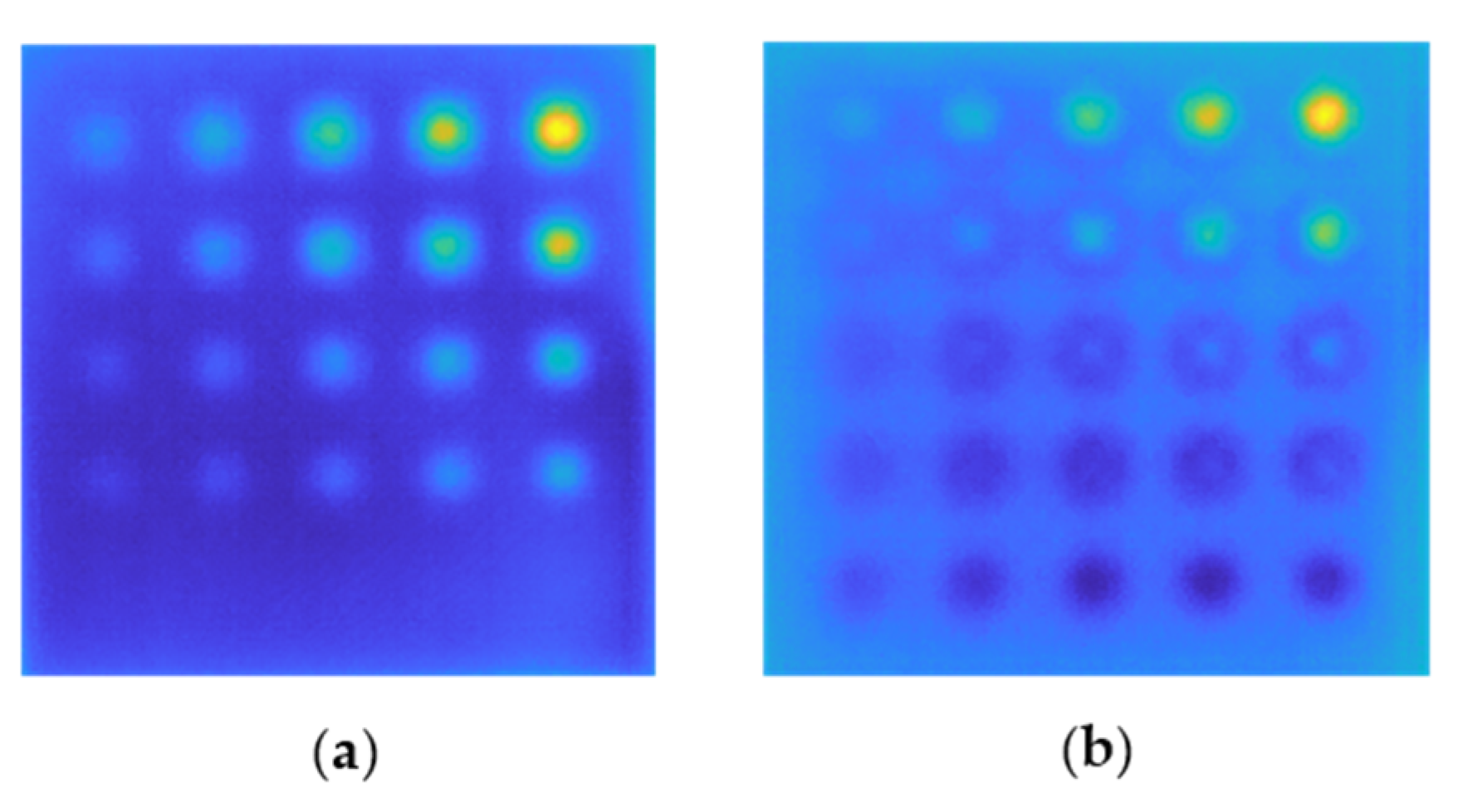
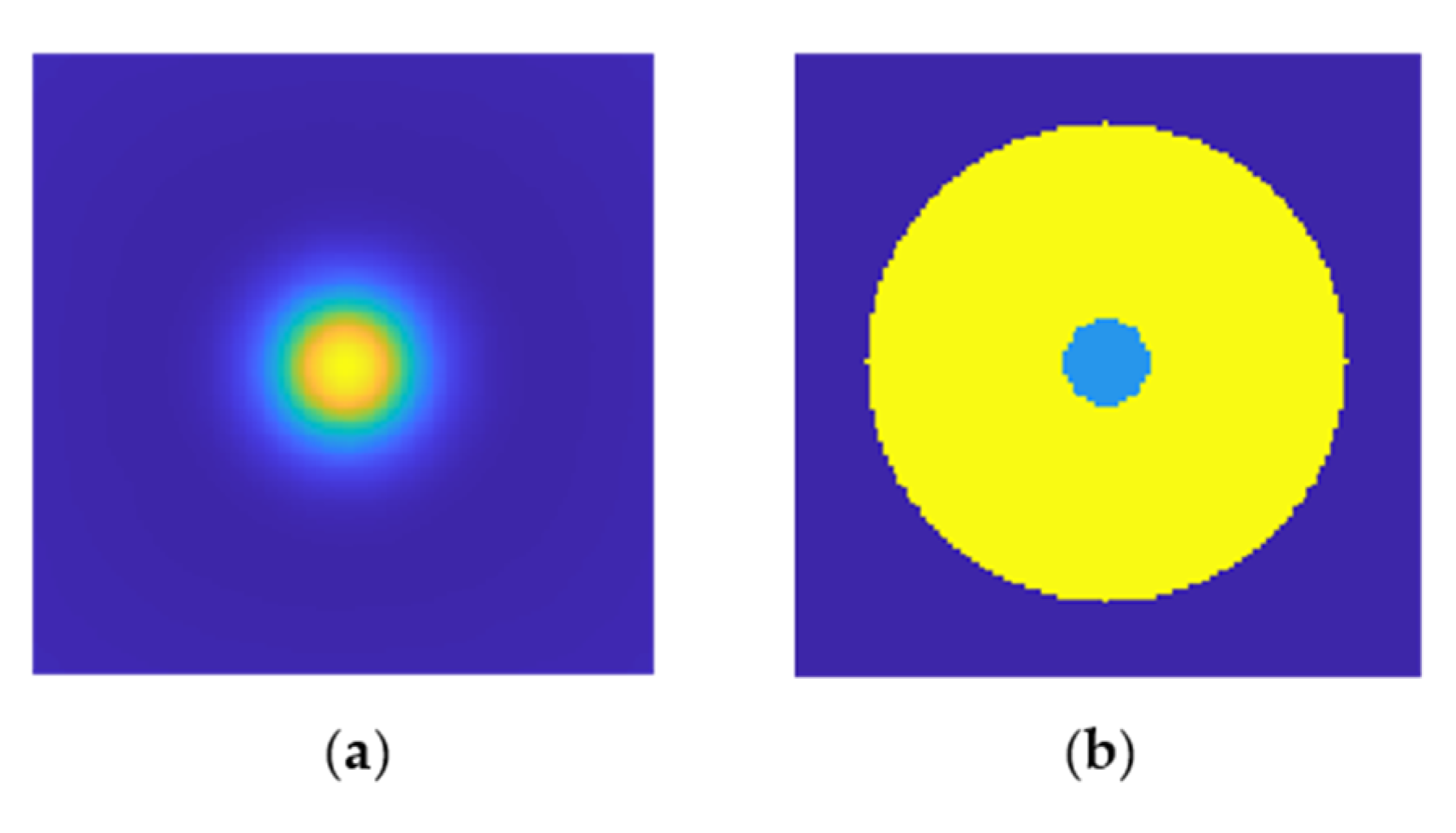
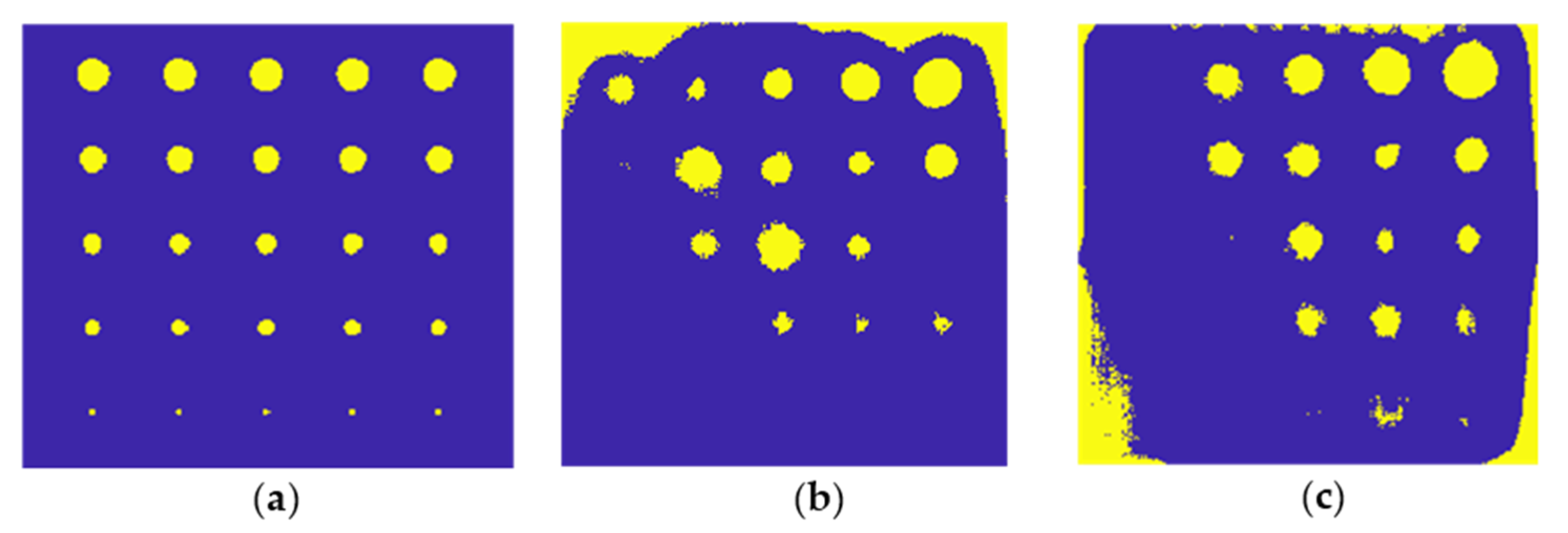
The final stage of the results presentation is to depict the network’s classification of the experimental data obtained from both samples (S1 and S2) in the form of an image in order to demonstrate the network’s effectiveness in detecting defects.
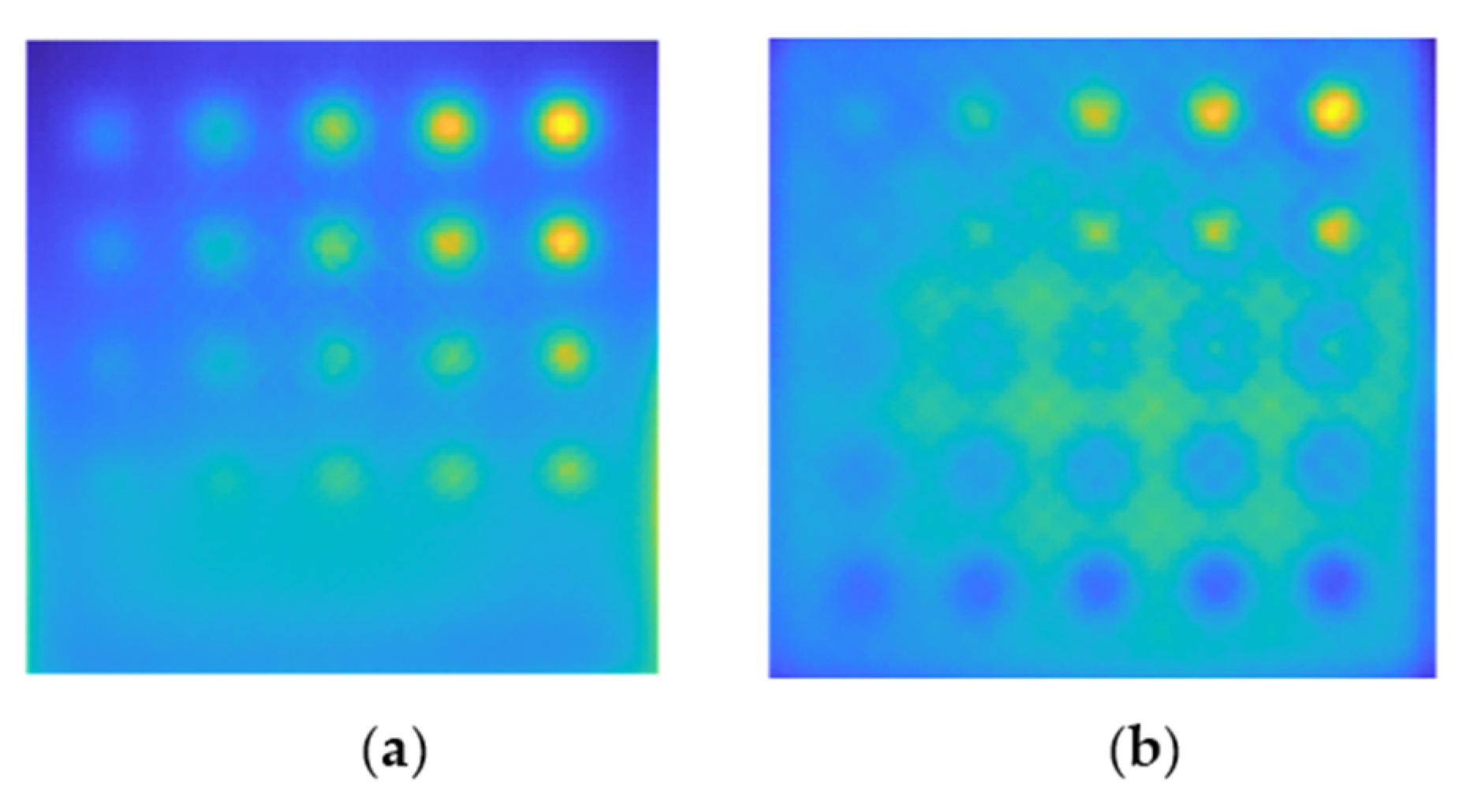
Figure 18 illustrates this visualization. In
Figure 18a, an image with defects that have been manually marked is presented; thus, it serves as a reference image.
Figure 18b illustrates the outcome for the S1 plate (100% infill). As can be seen, the majority of defects were correctly located, although the smallest defects (
equal to 1.4 mm) were not indicated at all by the network. False positives occur near the image’s boundaries, which is attributable to the heterogeneity of the background, which persists even after the trend is removed. False positives have also been linked to an oversizing of some defects.
Figure 18c illustrates the network classification result for sample S2 (30% infill). Once again, the majority of defects were correctly located; in this case, even some of the smallest defects were correctly detected, though their location is not as precise as in the case of major defects. Again, false positives emerge around the image’s periphery and around the faults due to an oversizing effect.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}