
Fatigue Analysis and Defect Size Evaluation of Filled NBR including Temperature Influence

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fatigue
2.3. Fracture Surface Analysis
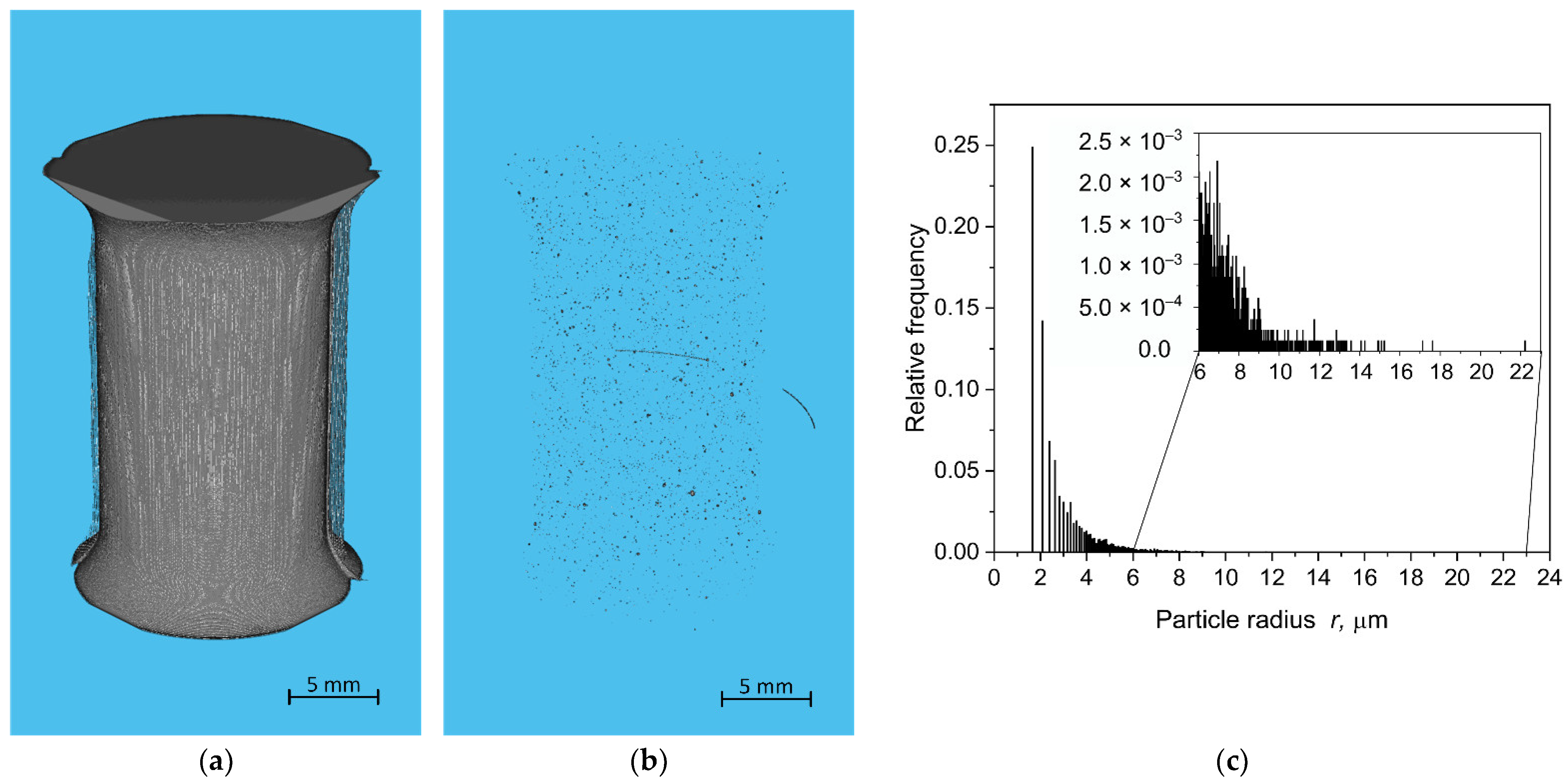
2.4. X-ray Microtomography (μ-CT)
2.5. Evalaution of J-Integral Using Finite Element Method (FEM)
3. Results
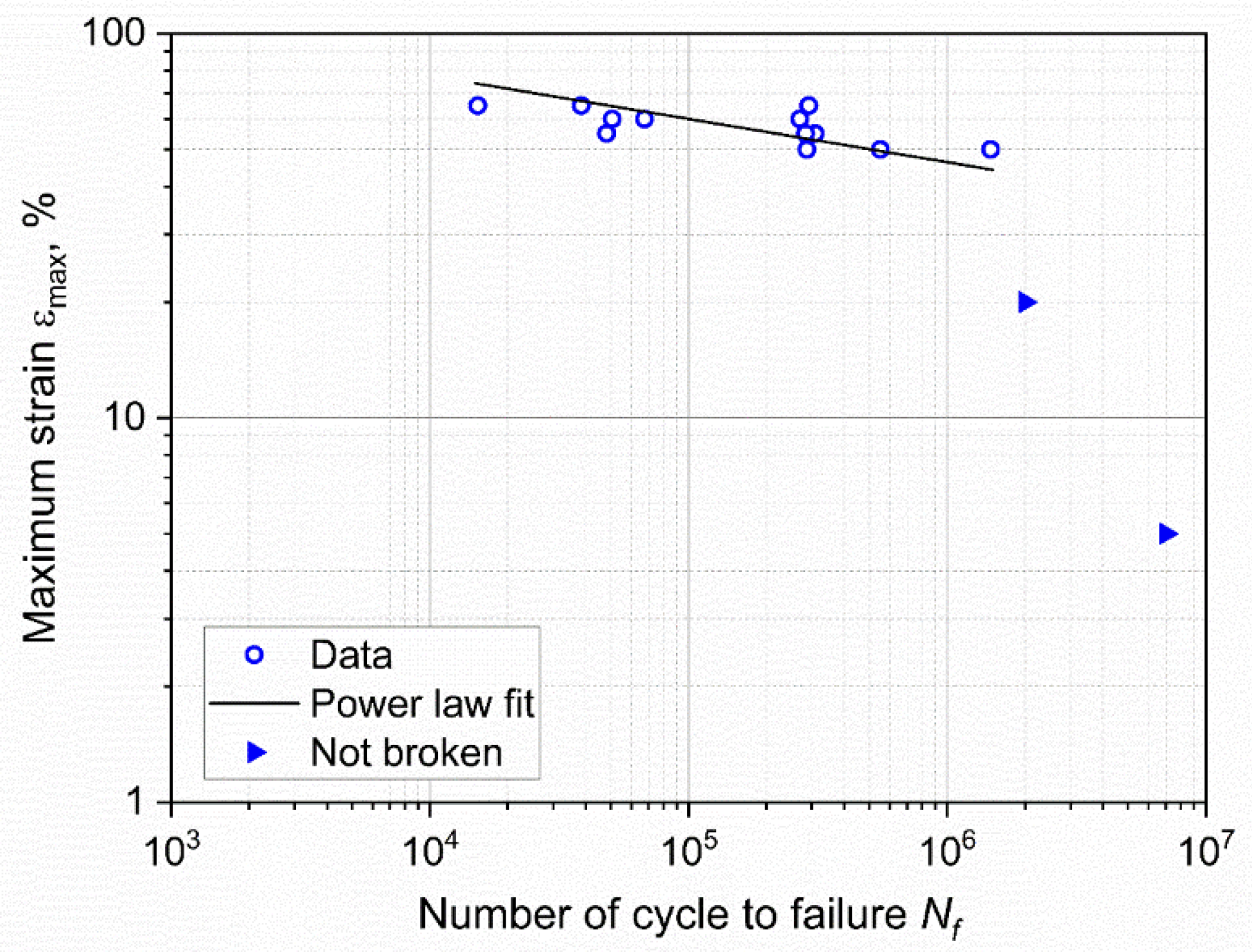
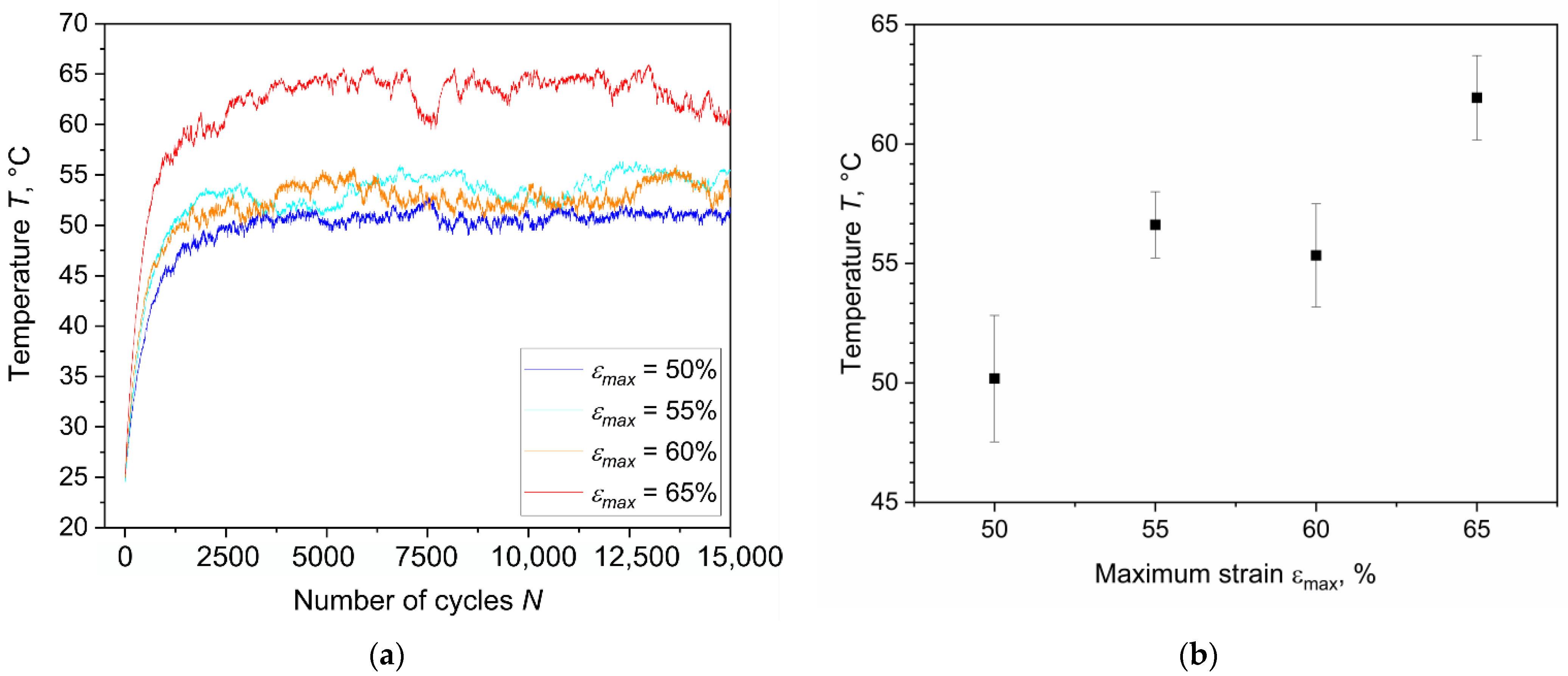
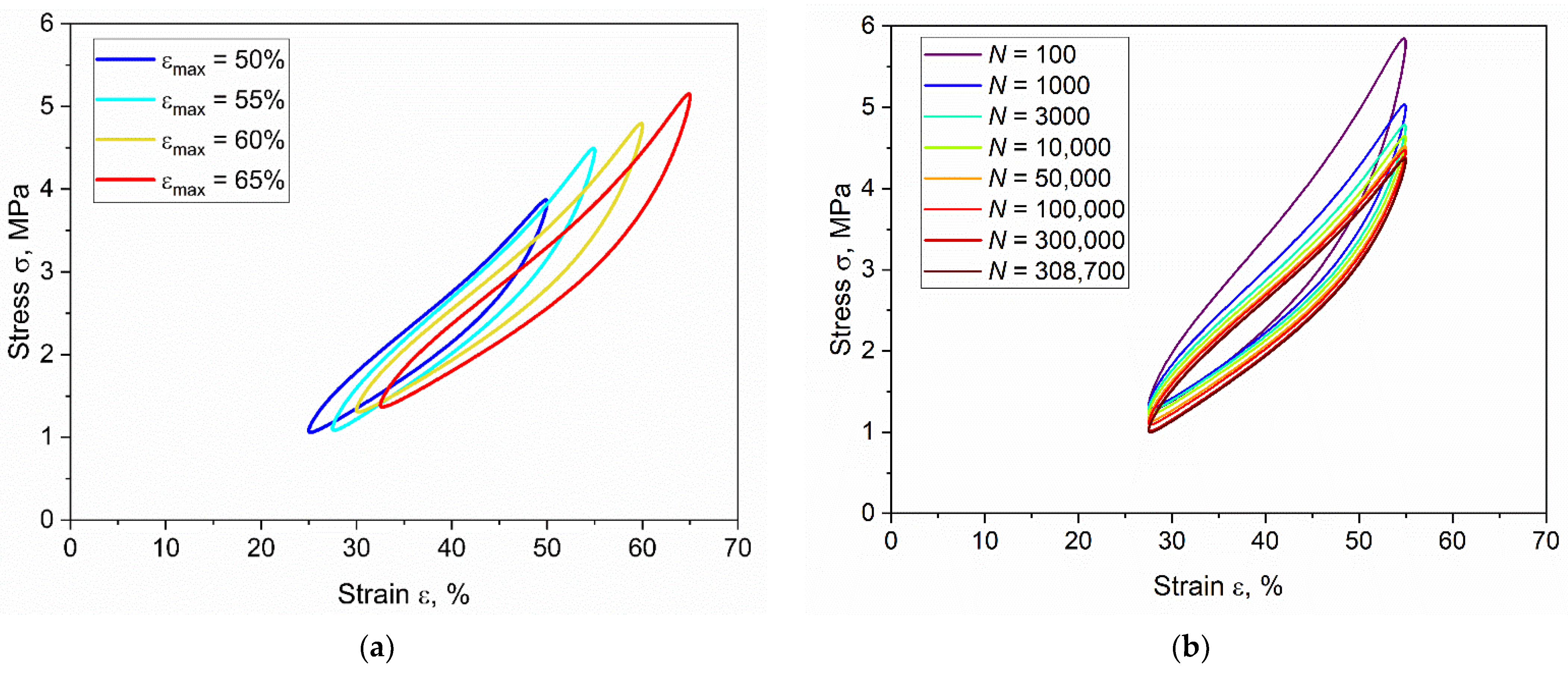
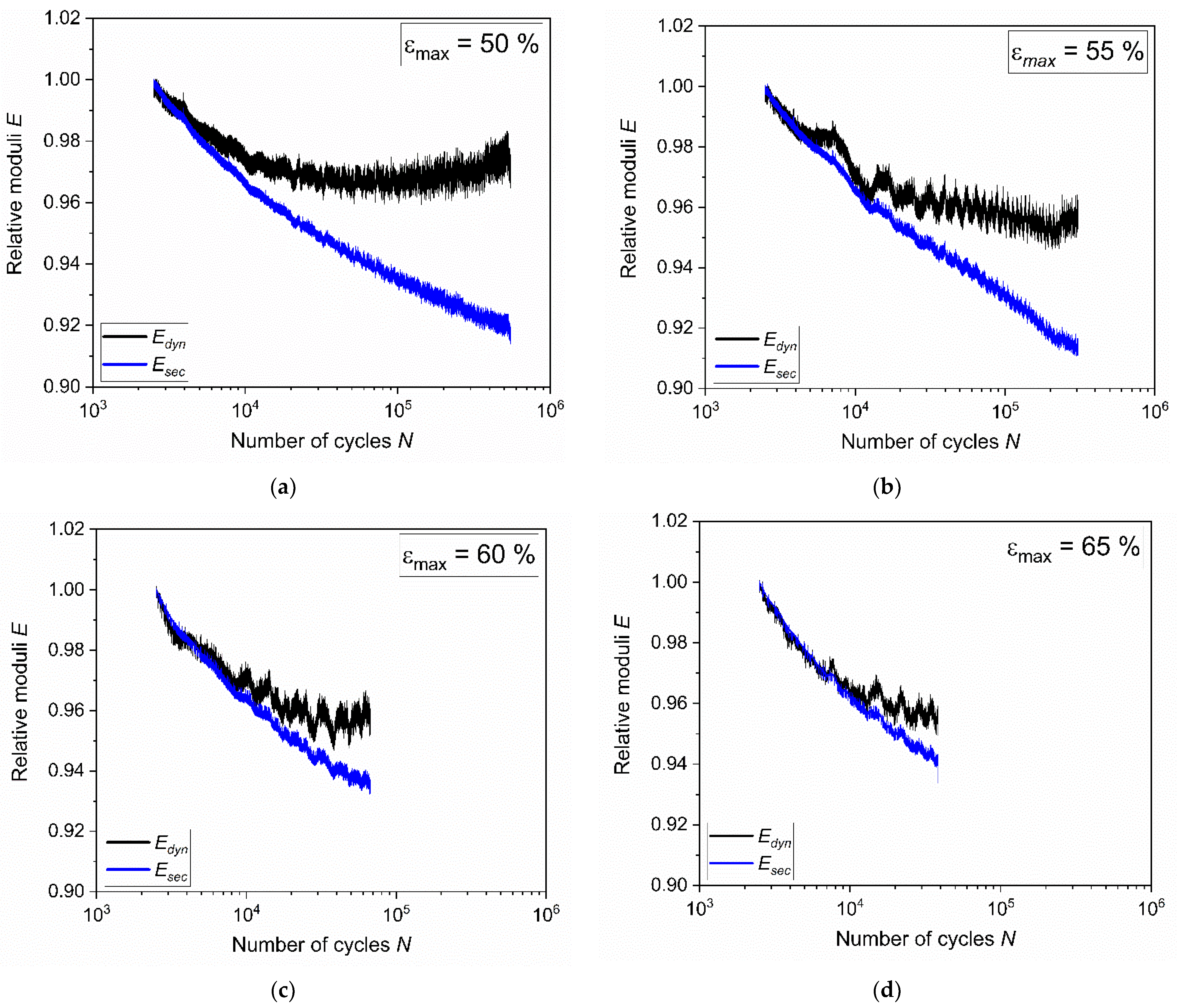
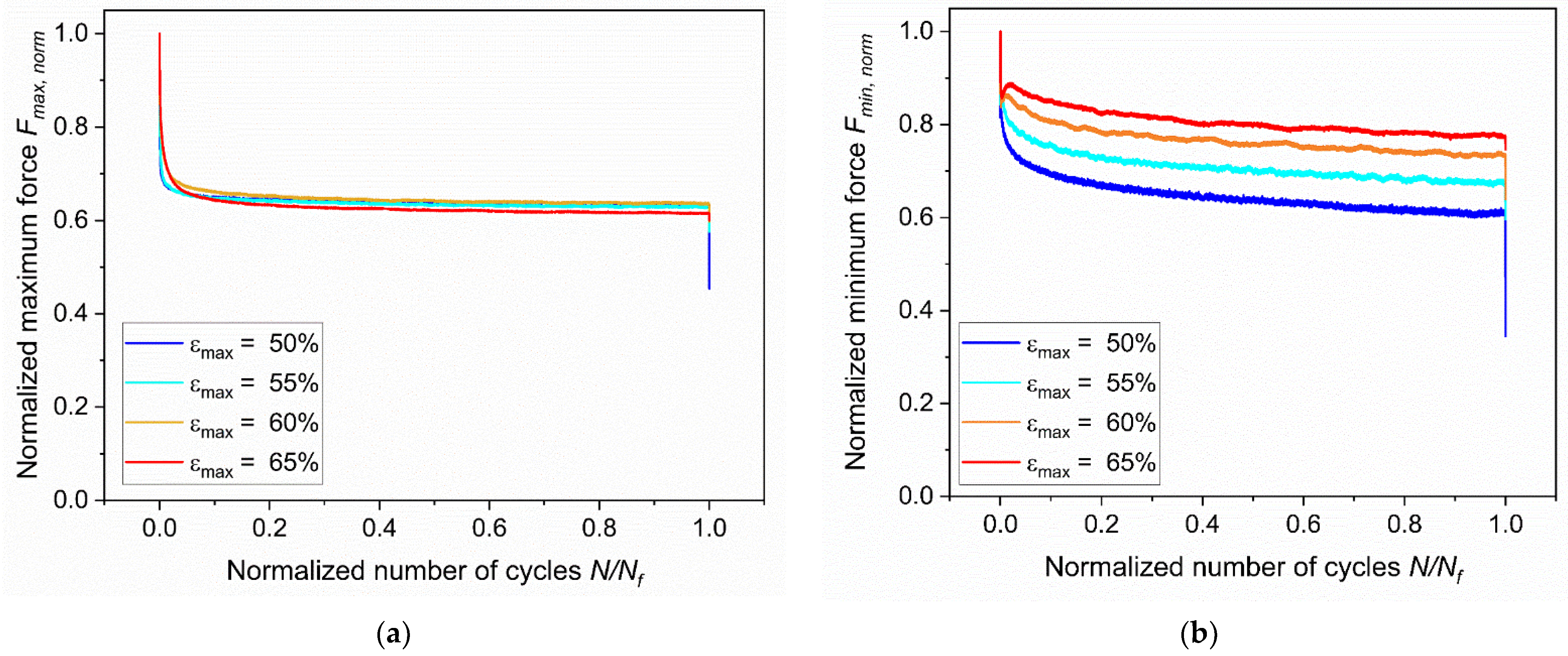
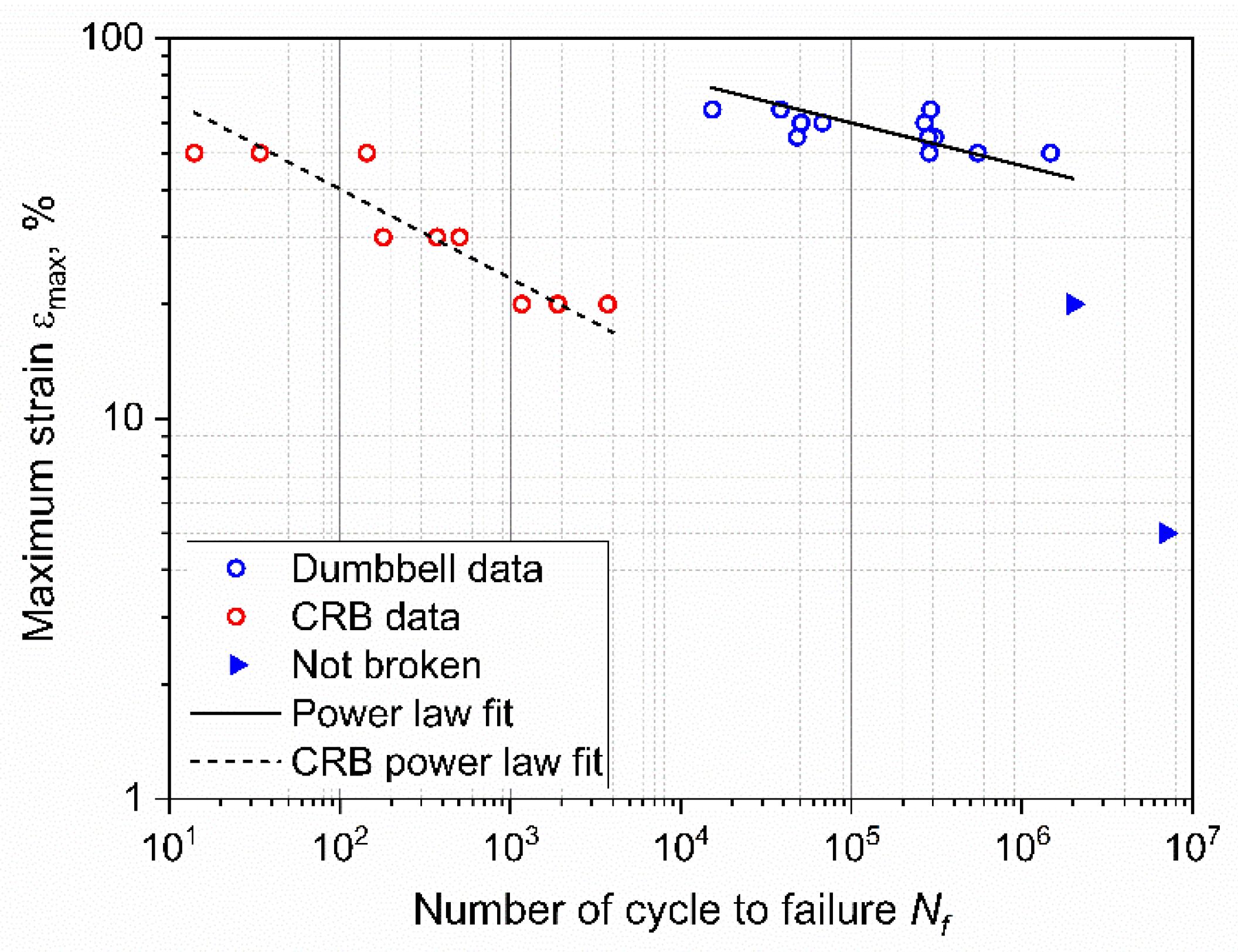
3.1. Fatigue of the Unnotched Dumbbell Specimens
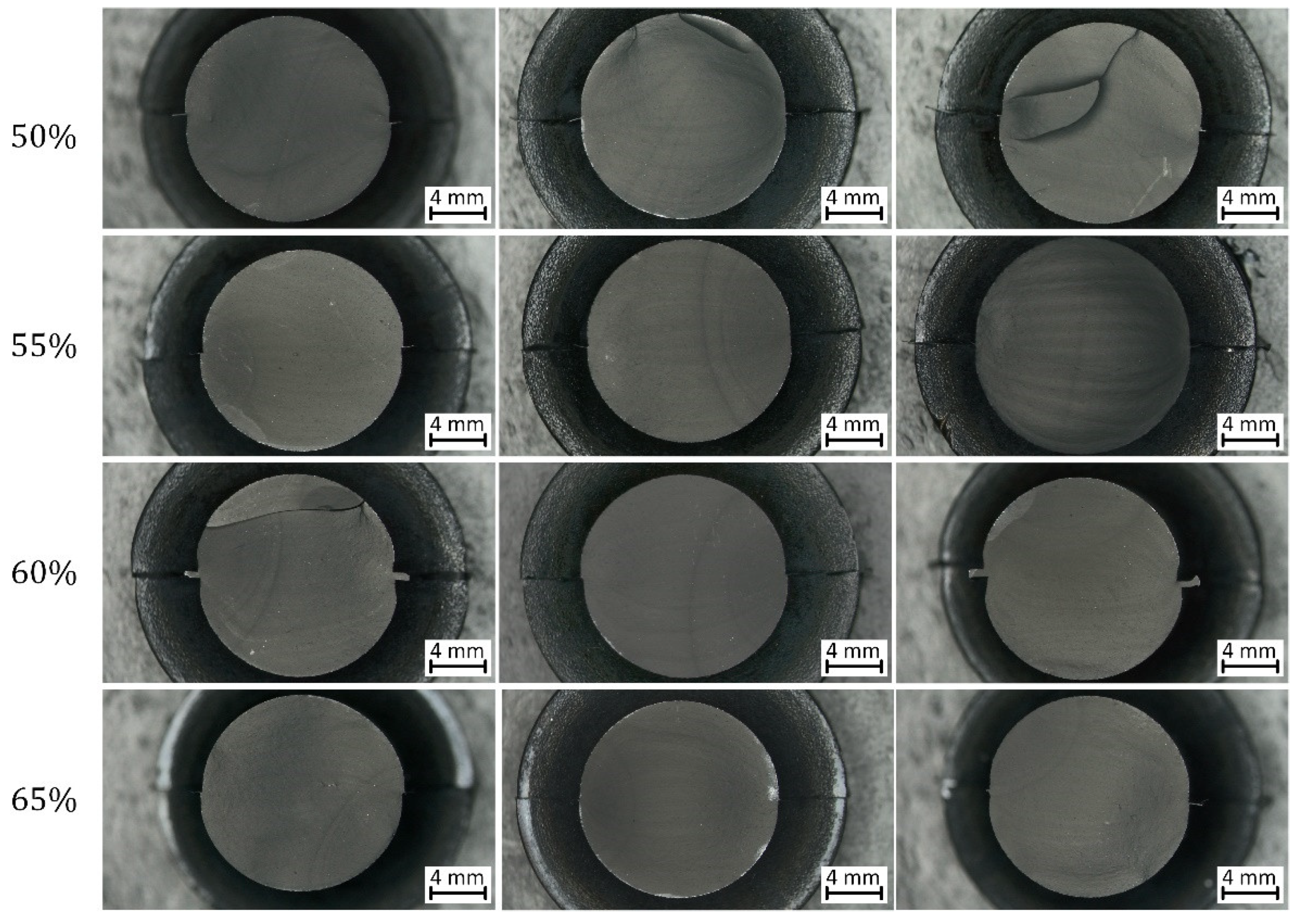
3.2. Fracture Surface Analysis of the Unnotched Dumbbell Specimens
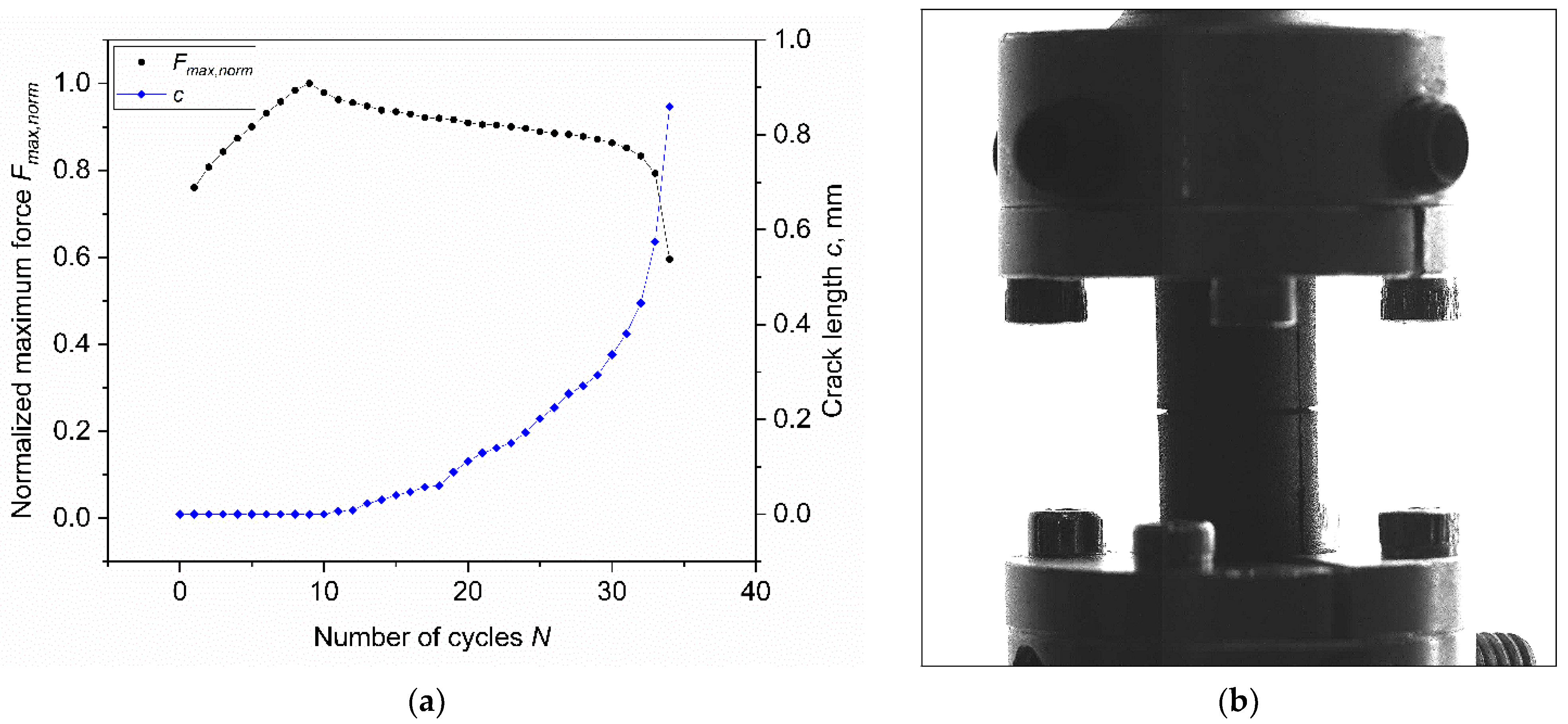
3.3. Fatigue of the Cracked Round Bar Specimens
3.4. Fracture Surface Analysis of the Cracked Round Bar Specimens
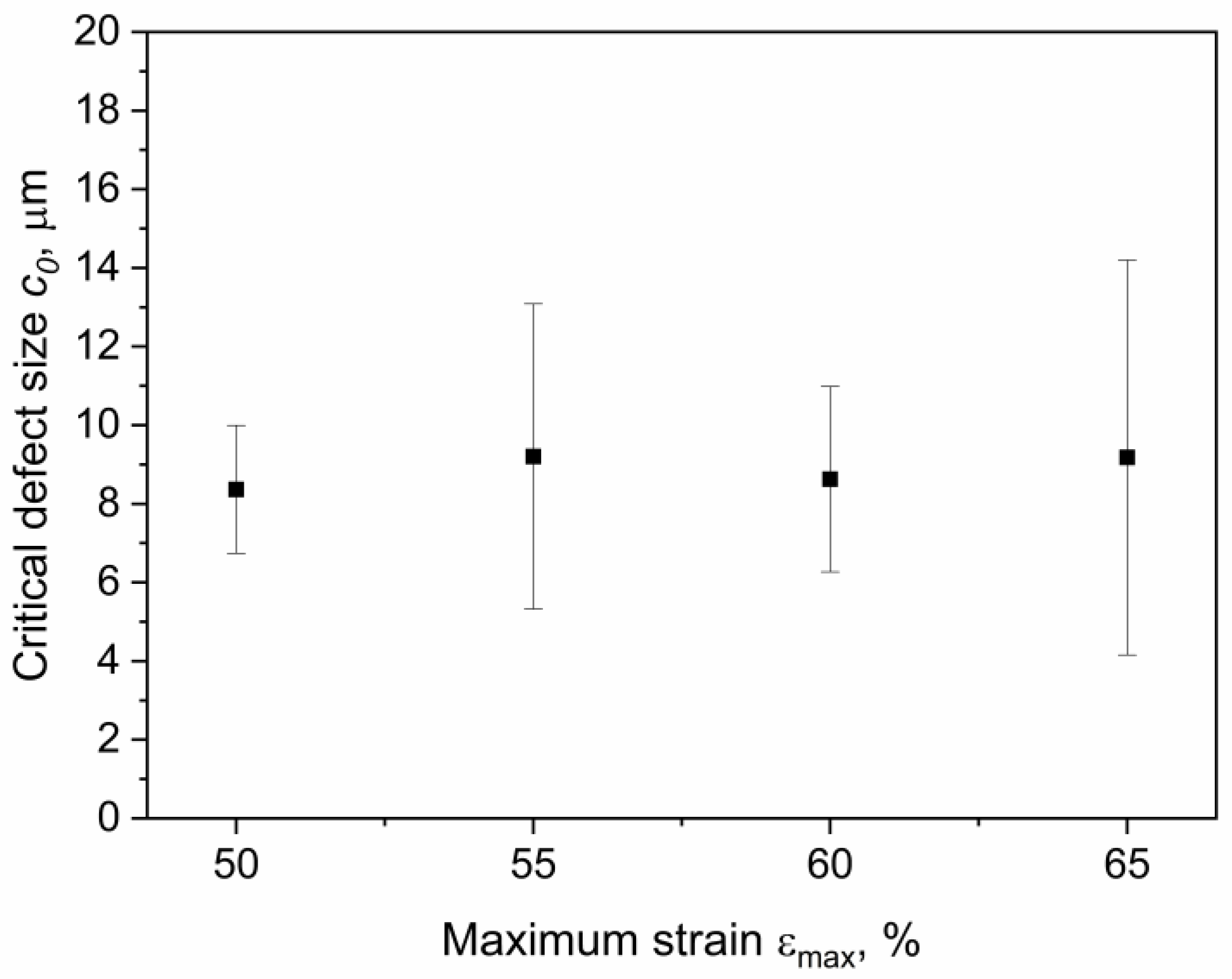
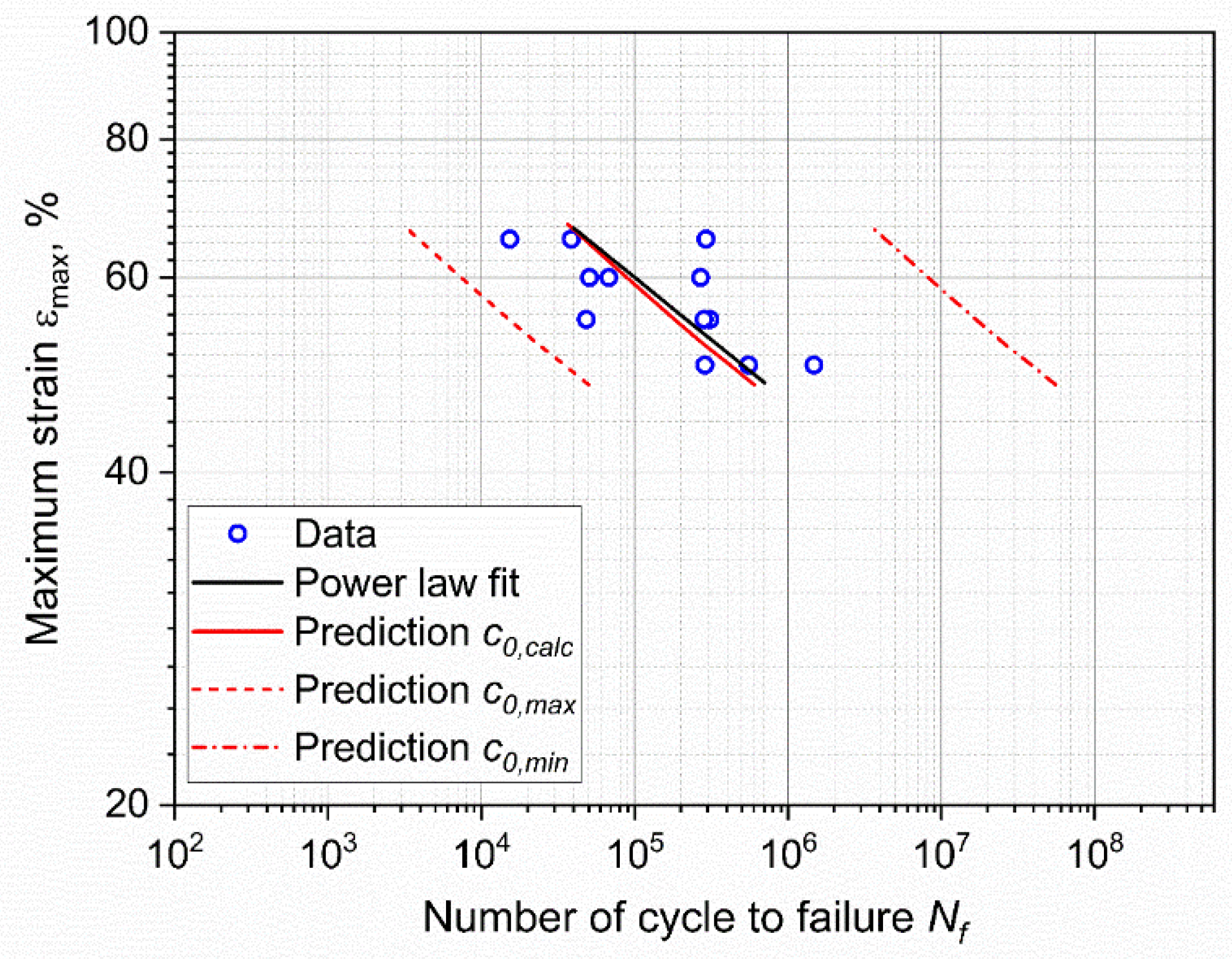
3.5. Defect Size Assesment
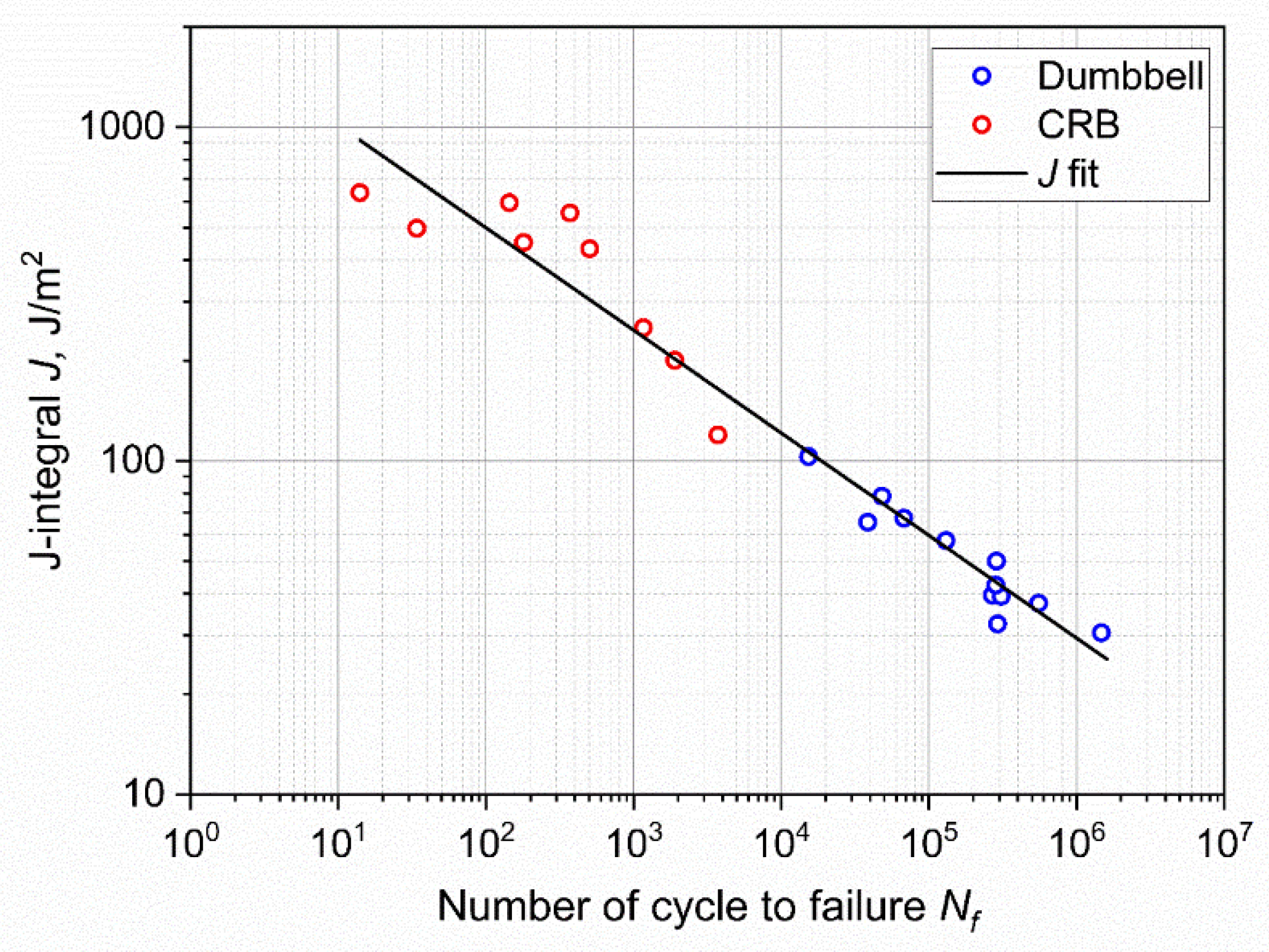
3.6. Correlation of the Results Based on J-Integral
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ellul, M.D. Mechanical fatigue. In Engineering with Rubber: How to Design Rubber Components, 3rd ed.; Gent, A.N., Ed.; Hanser Publications: Cincinnati, OH, USA, 2012. [Google Scholar]
- Mars, W.V.; Fatemi, A. A literature survey on fatigue analysis approaches for rubber. Int. J. Fatigue 2002, 24, 949–961. [Google Scholar] [CrossRef]
- Gent, A.N.; Lindley, P.B.; Thomas, A.G. Cut growth and fatigue of rubbers. I. The relationship between cut growth and fatigue. J. Appl. Polym. Sci. 1964, 8, 455–466. [Google Scholar] [CrossRef]
- Lake, G.J.; Lindley, P.B. Cut growth and fatigue of rubbers. II. Experiments on a noncrystallizing rubber. J. Appl. Polym. Sci. 1964, 8, 707–721. [Google Scholar] [CrossRef]
- Lake, G.J.; Lindley, P.B. The mechanical fatigue limit for rubber. J. Appl. Polym. Sci. 1965, 9, 1233–1251. [Google Scholar] [CrossRef]
- Fielding-Russell, G.S.; Rongone, R.L. Fatiguing of rubber-rubber interfaces. Rubber Chem. Technol. 1983, 56, 838–844. [Google Scholar] [CrossRef]
- Young, D.G. Dynamic property and fatigue crack propagation research on tire sidewall and model compounds. Rubber Chem. Technol. 1985, 58, 785–805. [Google Scholar] [CrossRef]
- Royo, J. Fatigue testing of rubber materials and articles. Polym. Test. 1992, 11, 325–344. [Google Scholar] [CrossRef]
- Lake, G.J. Fatigue and fracture of elastomers. Rubber Chem. Technol. 1995, 68, 435–460. [Google Scholar] [CrossRef]
- Choi, I.S.; Roland, C.M. Intrinsic defects and the failure properties of cis-1,4-polyisoprenes. Rubber Chem. Technol. 1996, 69, 591–599. [Google Scholar] [CrossRef]
- Mars, W.V.; Fatemi, A. Fatigue crack nucleation and growth in filled natural rubber. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 779–789. [Google Scholar] [CrossRef]
- Zarrin-Ghalami, T.; Fatemi, A. Fatigue life predictions of rubber components: Applications to an automobile cradle mount. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2012, 227, 691–703. [Google Scholar] [CrossRef]
- Zarrin-Ghalami, T.; Fatemi, A. Material deformation and fatigue behavior characterization for elastomeric component life predictions. Polym. Eng. Sci. 2012, 52, 1795–1805. [Google Scholar] [CrossRef]
- Kim, H.J.; Song, M.W.; Moon, H.I.; Kim, H.; Kim, H.Y. Fatigue life prediction of a rubber material based on dynamic crack growth considering shear effect. Int.J. Automot. Technol. 2014, 15, 317–324. [Google Scholar] [CrossRef]
- El Yaagoubi, M.; Juhre, D.; Meier, J.; Kröger, N.; Alshuth, T.; Giese, U. Lifetime prediction of filled elastomers based on particle distribution and the J-integral evaluation. Int. J. Fatigue 2018, 112, 341–354. [Google Scholar] [CrossRef]
- Gehrmann, O.; El Yaagoubi, M.; El Maanaoui, H.; Meier, J. Lifetime prediction of simple shear loaded filled elastomers based on the probability distribution of particles. Polym. Test. 2019, 75, 229–236. [Google Scholar] [CrossRef]
- Guo, H.; Li, F.; Wen, S.; Yang, H.; Zhang, L. Characterization and Quantitative Analysis of Crack Precursor Size for Rubber Composites. Materials 2019, 12, 3442. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- El Maanaoui, H.; Meier, J. Lifetime prediction with temperature dependence for EPDM and NR elastomers based on fatigue crack growth mechanical measurements and filler distribution. Polymer 2021, 228, 123909. [Google Scholar] [CrossRef]
- Andena, L.; Rink, M.; Frassine, R.; Corrieri, R. A fracture mechanics approach for the prediction of the failure time of polybutene pipes. Eng. Fract. Mech. 2009, 76, 2666–2677. [Google Scholar] [CrossRef]
- Le Cam, J.-B.; Huneau, B.; Verron, E.; Gornet, L. Mechanism of fatigue crack growth in carbon black filled natural rubber. Macromolecules 2004, 37, 5011–5017. [Google Scholar] [CrossRef] [Green Version]
- Mars, W.V.; Fatemi, A. Nucleation and growth of small fatigue cracks in filled natural rubber under multiaxial loading. J. Mater. Sci. 2006, 41, 7324–7332. [Google Scholar] [CrossRef]
- Saintier, N.; Cailletaud, G.; Piques, R. Crack initiation and propagation under multiaxial fatigue in a natural rubber. Int. J. Fatigue 2006, 28, 61–72. [Google Scholar] [CrossRef]
- Hainsworth, S.V. An environmental scanning electron microscopy investigation of fatigue crack initiation and propagation in elastomers. Polym. Test. 2007, 26, 60–70. [Google Scholar] [CrossRef]
- Le Cam, J.-B.; Toussaint, E. The mechanism of fatigue crack growth in rubbers under severe loading: The Effect of Stress-Induced Crystallization. Macromolecules 2010, 43, 4708–4714. [Google Scholar] [CrossRef] [Green Version]
- Weng, G.; Huang, G.; Lei, H.; Qu, L.; Nie, Y.; Wu, J. Crack initiation and evolution in vulcanized natural rubber under high temperature fatigue. Polym. Degrad. Stab. 2011, 96, 2221–2228. [Google Scholar] [CrossRef]
- Le Cam, J.-B.; Huneau, B.; Verron, E. Fatigue damage in carbon black filled natural rubber under uni- and multiaxial loading conditions. Int. J. Fatigue 2013, 52, 82–94. [Google Scholar] [CrossRef] [Green Version]
- Le Cam, J.-B.; Huneau, B.; Verron, E. Failure analysis of carbon black filled styrene butadiene rubber under fatigue loading conditions. Plast. Rubber Compos. 2014, 43, 187–191. [Google Scholar] [CrossRef] [Green Version]
- Huneau, B.; Masquelier, I.; Marco, Y.; Le Saux, V.; Noizet, S.; Schiel, C.; Charrier, P. Fatigue crack initiation in a carbon black-filled natural rubber. Rubber Chem. Technol. 2016, 89, 126–141. [Google Scholar] [CrossRef] [Green Version]
- Marco, Y.; Huneau, B.; Masquelier, I.; Le Saux, V.; Charrier, P. Prediction of fatigue properties of natural rubber based on the descriptions of the cracks population and of the dissipated energy. Polym. Test. 2017, 59, 67–74. [Google Scholar] [CrossRef] [Green Version]
- Federico, C.E.; Padmanathan, H.R.; Kotecky, O.; Rommel, R.; Rauchs, G.; Fleming, Y.; Addiego, F.; Westermann, S. Cavitation Micro-mechanisms in Silica-Filled Styrene-Butadiene Rubber Upon Fatigue and Cyclic Tensile Testing. In Fatigue Crack Growth in Rubber Materials: Experiments and Modelling; Heinrich, G., Kipscholl, R., Stoček, R., Eds.; Springer: Cham, Switzerland, 2020; ISBN 978-3-030-68919-3. [Google Scholar]
- Marco, Y.; Le Saux, V.; Calloch, S.; Charrier, P. X-ray computed μ-tomography: A tool for the characterization of fatigue defect population in a polychloroprene rubber. Procedia Eng. 2010, 2, 2131–2140. [Google Scholar] [CrossRef] [Green Version]
- Le Saux, V.; Marco, Y.; Calloch, S.; Charrier, P. Evaluation of the fatigue defect population in an elastomer using X-ray computed micro-tomography. Polym. Eng. Sci. 2011, 51, 1253–1263. [Google Scholar] [CrossRef]
- Euchler, E.; Bernhardt, R.; Schneider, K.; Heinrich, G.; Tada, T.; Wießner, S.; Stommel, M. Cavitation in Rubber Vulcanizates Subjected to Constrained Tensile Deformation. In Fatigue Crack Growth in Rubber Materials: Experiments and Modelling; Heinrich, G., Kipscholl, R., Stoček, R., Eds.; Springer: Cham, Switzerland, 2020; ISBN 978-3-030-68919-3. [Google Scholar]
- Schieppati, J.; Schrittesser, B.; Wondracek, A.; Robin, S.; Holzner, A.; Pinter, G. Effect of mechanical loading history on fatigue crack growth of non-crystallizing rubber. Eng. Fract. Mech. 2021, 257, 108010. [Google Scholar] [CrossRef]
- Schieppati, J.; Schrittesser, B.; Wondracek, A.; Robin, S.; Holzner, A.; Pinter, G. Temperature impact on the mechanical and fatigue behavior of a non-crystallizing rubber. Int. J. Fatigue 2021, 144, 106050. [Google Scholar] [CrossRef]
- ISO 18489:2015; Polyethylene (PE) Materials for Piping Systems—Determination of Resistance to Slow Crack Growth under Cyclic Loading-Cracked Round Bar Test Method, 2015, 23.040.20 Plastics Pipes; 23.040.45 Plastics fittings (18489). ISO: Geneva, Switzerland, 2015.
- Moroni, G.; Petrò, S. A Discussion on Performance Verification of 3D X-Ray Computed Tomography Systems. Procedia CIRP 2018, 75, 125–130. [Google Scholar] [CrossRef]
- Tagliabue, S.; Andena, L.; Nacucchi, M.; de Pascalis, F. An image-based approach for structure investigation and 3D numerical modelling of polymeric foams. J. Polym. Res. 2021, 28, 75. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Andena, L.; Caimmi, F.; Leonardi, L.; Nacucchi, M.; de Pascalis, F. Compression of polystyrene and polypropylene foams for energy absorption applications: A combined mechanical and microstructural study. J. Cell. Plast. 2019, 55, 49–72. [Google Scholar] [CrossRef]
- Najman, L.; Schmitt, M. Watershed of a continuous function. Signal. Process. 1994, 38, 99–112. [Google Scholar] [CrossRef] [Green Version]
- ANSYS Inc. ANSYS Help Release 2022 R1. Available online: https://ansyshelp.ansys.com (accessed on 31 January 2022).
- Wöhler, A. Wöhler’s experiments on the strength of metals. Engineering 1867, 4, 160–161. [Google Scholar]
- E739-10; Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (e-N) Fatigue Data. ASTM International: West Conshohocken, PA, USA, 2015.
- Ruellan, B.; Le Cam, J.-B.; Jeanneau, I.; Canévet, F.; Mortier, F.; Robin, E. Fatigue of natural rubber under different temperatures. Int. J. Fatigue 2019, 124, 544–557. [Google Scholar] [CrossRef]
- Schieppati, J.; Schrittesser, B.; Wondracek, A.; Robin, S.; Holzner, A.; Pinter, G. Impact of temperature on the fatigue and crack growth behavior of rubbers. Procedia Struct. Integr. 2018, 13, 642–647. [Google Scholar] [CrossRef]
- Schieppati, J.; Schrittesser, B.; Wondracek, A.; Robin, S.; Holzner, A.; Pinter, G. Heat build-up of rubbers during cyclic loading. In Proceedings of the 11th European Conference on Constitutive Models for Rubber (ECCMR 2019), Nantes, France, 25–27 June 2019. [Google Scholar]
- Gent, A.N.; Scott, K.W. Dynamic mechanical properties. In Engineering with Rubber: How to Design Rubber Components, 3rd ed.; Gent, A.N., Ed.; Hanser Publications: Cincinnati, OH, USA, 2012. [Google Scholar]
- Ferry, J.D. Viscoelastic Properties of Polymers, 3rd ed.; Wiley: New York, NY, USA; Chichester, UK, 1980; ISBN 978-0-471-04894-7. [Google Scholar]
- Hertzberg, R.W.; Manson, J.A. Fatigue of Engineering Plastics; Academic Press: New York, NY, USA; London, UK, 1980; ISBN 0123435501. [Google Scholar]
- Alshuth, T.; Abraham, F.; Jerrams, S. Parameter Dependence and Prediction of Fatigue Properties of Elastomer Products. Rubber Chem. Technol. 2002, 75, 635–642. [Google Scholar] [CrossRef]
- Kim, W. Fatigue life estimation of an engine rubber mount. Int. J. Fatigue 2004, 26, 553–560. [Google Scholar] [CrossRef]
- Abraham, F.; Alshuth, T.; Jerrams, S. The effect of minimum stress and stress amplitude on the fatigue life of non strain crystallising elastomers. Mater. Des. 2005, 26, 239–245. [Google Scholar] [CrossRef]
- Kim, J.; Jeong, H. A study on the material properties and fatigue life of natural rubber with different carbon blacks. Int. J. Fatigue 2005, 27, 263–272. [Google Scholar] [CrossRef]
- Kim, H.; Kim, H.-Y. Numerical life prediction method for fatigue failure of rubber-like material under repeated loading condition. J. Mech. Sci. Technol. 2006, 20, 473–481. [Google Scholar] [CrossRef]
- Woo, C.S.; Kim, W.D. Fatigue lifetime prediction methodology of rubber components. In High Performance Structures and Materials IV, Proceedings of the HPSM 2008, Algarve, Portugal, 13–15 May 2008; de Wilde, W., Brebbia, C.A., Eds.; WIT Press: Southampton, UK, 2008; pp. 285–293. ISBN 9781845641061. [Google Scholar]
- Woo, C.-S.; Kim, W.-D.; Kwon, J.-D. A study on the material properties and fatigue life prediction of natural rubber component. Mater. Sci. Eng. A 2008, 483-484, 376–381. [Google Scholar] [CrossRef]
- Woo, C.-S.; Kim, W.-D.; Lee, S.-H.; Choi, B.-I.; Park, H.-S. Fatigue life prediction of vulcanized natural rubber subjected to heat-aging. Procedia Eng. 2009, 1, 9–12. [Google Scholar] [CrossRef] [Green Version]
- Abraham, F.; Alshuth, T.; Jerrams, S. Dependence on mean stress and stress amplitude of fatigue life of EPDM elastomers. Plast. Rubber Compos. 2013, 30, 421–425. [Google Scholar] [CrossRef]
- El Yaagoubi, M.; Juhre, D.; Meier, J.; Alshuth, T.; Giese, U. Tearing energy and path-dependent J-integral evaluation considering stress softening for carbon black reinforced elastomers. Eng. Fract. Mech. 2018, 190, 259–272. [Google Scholar] [CrossRef]
- El Yaagoubi, M.; El Maanaoui, H.; Meier, J. New fatigue test sample: Lifetime prediction of carbon black filled elastomers based on the probability distribution of particles. Polymer 2020, 208, 122973. [Google Scholar] [CrossRef]
- Meier, J.; Robin, S.; Ludwig, M.; El Yaagoubi, M. Influence of Filler Induced Cracks on the Statistical Lifetime of Rubber: A Review. In Fatigue Crack Growth in Rubber Materials: Experiments and Modelling; Heinrich, G., Kipscholl, R., Stoček, R., Eds.; Springer: Cham, Switzerland, 2020; ISBN 978-3-030-68919-3. [Google Scholar]
- Zahnt, B.A. Ermüdungsverhalten von Diskontinuierlich Glasfaserverstärkten Kunststoffen—Charakterisierungsmethoden, Werkstoffgesetze und Struktur-Eigenschafts-Beziehungen. Ph.D. Thesis, Montanuniversität Leoben, Leoben, Austria, 2003. [Google Scholar]
- Pinter, G.; Ladstätter, E.; Billinger, W.; Lang, R.W. Characterisation of the tensile fatigue behaviour of RTM-laminates by isocyclic stress–strain-diagrams. Int. J. Fatigue 2006, 28, 1277–1283. [Google Scholar] [CrossRef]
- Berer, M.; Major, Z.; Pinter, G.; Constantinescu, D.M.; Marsavina, L. Investigation of the dynamic mechanical behavior of polyetheretherketone (PEEK) in the high stress tensile regime. Mech. Time-Depend. Mater. 2014, 18, 663–684. [Google Scholar] [CrossRef]
- Tong, X.; Chen, X.; Xu, J.; Zheng, Y.; Zhi, S. The heat build-up of a polymer matrix composite under cyclic loading: Experimental assessment and numerical simulation. Int. J. Fatigue 2018, 116, 323–333. [Google Scholar] [CrossRef]
- Gent, A.N. Elasticity. In Engineering with Rubber: How to Design Rubber Components, 3rd ed.; Gent, A.N., Ed.; Hanser Publications: Cincinnati, OH, USA, 2012. [Google Scholar]
- Arbeiter, F.; Schrittesser, B.; Frank, A.; Berer, M.; Pinter, G. Cyclic tests on cracked round bars as a quick tool to assess the long term behaviour of thermoplastics and elastomers. Polym. Test. 2015, 45, 83–92. [Google Scholar] [CrossRef]
- Wang, C.; Stiller, T.; Hausberger, A.; Pinter, G.; Grün, F.; Schwarz, T. Correlation of Tribological Behavior and Fatigue Properties of Filled and Unfilled TPUs. Lubricants 2019, 7, 60. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Hausberger, A.; Berer, M.; Pinter, G.; Grün, F.; Schwarz, T. An investigation of fretting behavior of thermoplastic polyurethane for mechanical seal application. Polym. Test. 2018, 72, 271–284. [Google Scholar] [CrossRef]
- Frank, A.; Freimann, W.; Pinter, G.; Lang, R.W. A fracture mechanics concept for the accelerated characterization of creep crack growth in PE-HD pipe grades. Eng. Fract. Mech. 2009, 76, 2780–2787. [Google Scholar] [CrossRef]
- Greensmith, H.W. Rupture of rubber. X. The change in stored energy on making a small cut in a test piece held in simple extension. J. Appl. Polym. Sci. 1963, 7, 993–1002. [Google Scholar] [CrossRef]
- Scibetta, M.; Chaouadi, R.; Van Walle, E. Fracture toughness analysis of circumferentially-cracked round bars. Int. J. Fract. 2000, 104, 145–168. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| εmax (%) | Nf | W (kJ/m3) | k (λ) | T (°C) | m | C |
|---|---|---|---|---|---|---|
| 50 | 1,472,620 | 715 | 2.38 | 47.4 | 3.7 | 1.26 × 10−14 |
| 551,975 | 817 | 2.38 | 52.7 | 3.7 | 1.91 × 10−14 | |
| 286,860 | 814 | 2.38 | 50.5 | 3.7 | 1.62 × 10−14 | |
| 55 | 48,181 | 948 | 2.33 | 57.4 | 3.7 | 2.69 × 10−14 |
| 308,772 | 1000 | 2.33 | 56.4 | 3.7 | 2.45 × 10−14 | |
| 283,510 | 971 | 2.33 | 55.0 | 3.7 | 2.24 × 10−14 | |
| 60 | 67,622 | 1072 | 2.29 | 56.2 | 3.7 | 2.45 × 10−14 |
| 269,073 | 1103 | 2.29 | 57.0 | 3.7 | 2.57 × 10−14 | |
| 130,393 | 1099 | 2.29 | 52.9 | 3.7 | 1.91 × 10−14 | |
| 65 | 291,859 | 1267 | 2.26 | 61.7 | 3.7 | 3.63 × 10−14 |
| 15,318 | 1222 | 2.26 | 60.3 | 3.7 | 3.24 × 10−14 | |
| 38,475 | 1288 | 2.26 | 63.7 | 3.7 | 4.17 × 10−14 |
| εmax (%) | W (kJ/m3) | k (λ) | T (°C) | m | C | Nf,calc |
|---|---|---|---|---|---|---|
| 5 | 16 | 2.88 | 26.2 | 3.7 | 2.24 × 10−15 | 3.5 × 1012 |
| 20 | 187 | 2.68 | 31.6 | 3.7 | 3.55 × 10−15 | 2.9 × 108 |
| Εmax (%) | Nf | a (mm) | rout (mm) | Fmax (N) | Fmin (N) | J (J/m2) |
|---|---|---|---|---|---|---|
| 20 | 3724 | 0.47 | 7.19 | 526 | 129 | 120 |
| 1899 | 0.69 | 7.26 | 556 | 157 | 200 | |
| 1165 | 0.86 | 7.24 | 540 | 145 | 251 | |
| 30 | 371 | 1.00 | 7.09 | 702 | 178 | 554 |
| 504 | 0.85 | 7.29 | 720 | 190 | 433 | |
| 180 | 0.84 | 7.36 | 757 | 206 | 452 | |
| 50 | 14 | 0.64 | 7.19 | 1002 | 213 | 638 |
| 144 | 0.62 | 7.08 | 973 | 229 | 594 | |
| 34 | 0.71 | 7.19 | 841 | 200 | 498 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schieppati, J.; Schrittesser, B.; Tagliabue, S.; Andena, L.; Holzner, A.; Poduška, J.; Pinter, G. Fatigue Analysis and Defect Size Evaluation of Filled NBR including Temperature Influence. Materials 2022, 15, 3745. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113745
Schieppati J, Schrittesser B, Tagliabue S, Andena L, Holzner A, Poduška J, Pinter G. Fatigue Analysis and Defect Size Evaluation of Filled NBR including Temperature Influence. Materials. 2022; 15(11):3745. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113745
Chicago/Turabian StyleSchieppati, Jacopo, Bernd Schrittesser, Stefano Tagliabue, Luca Andena, Armin Holzner, Jan Poduška, and Gerald Pinter. 2022. "Fatigue Analysis and Defect Size Evaluation of Filled NBR including Temperature Influence" Materials 15, no. 11: 3745. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113745