
Annealing Response of Additively Manufactured High-Strength 1.2709 Maraging Steel Depending on Elevated Temperatures


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Mechanical Properties
3.2. Differential Thermal Analysis (DTA)
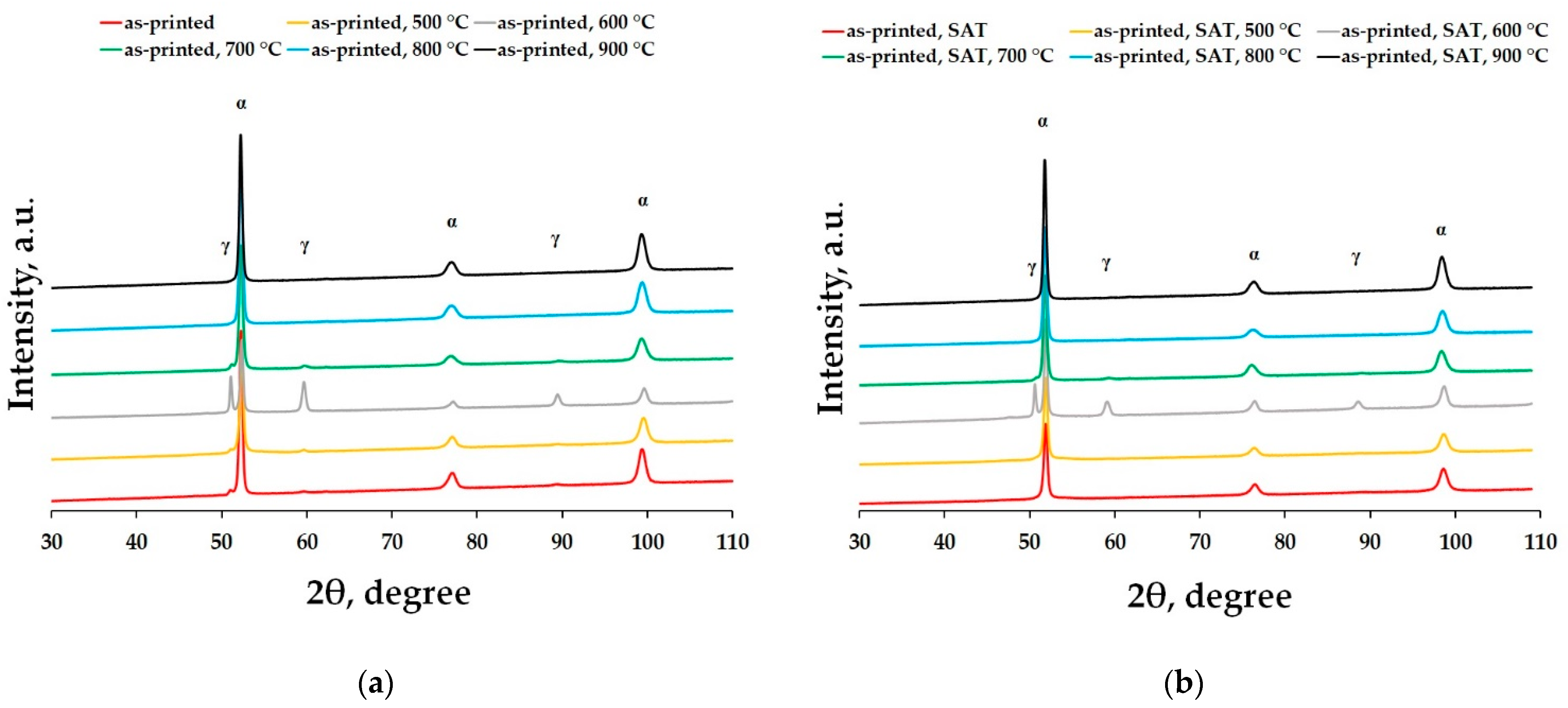
3.3. X-ray Diffraction (XRD)
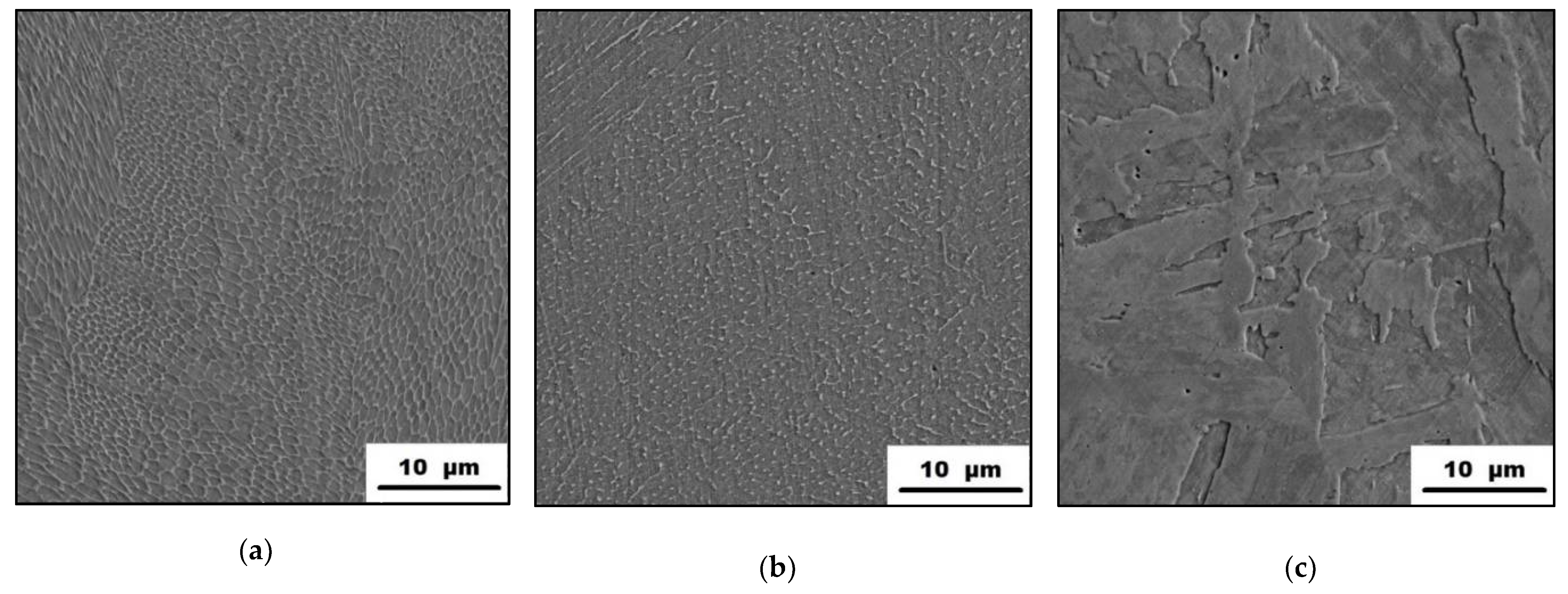
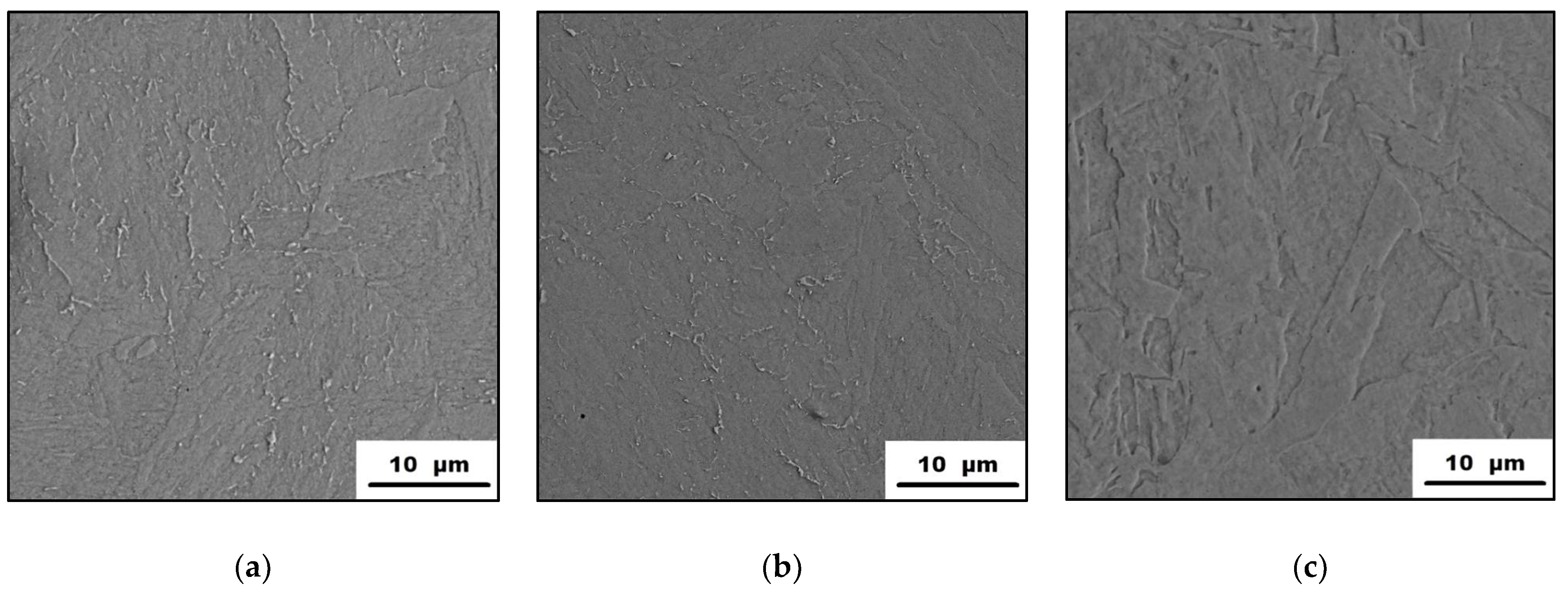
3.4. Microstructure Characterization
4. Conclusions
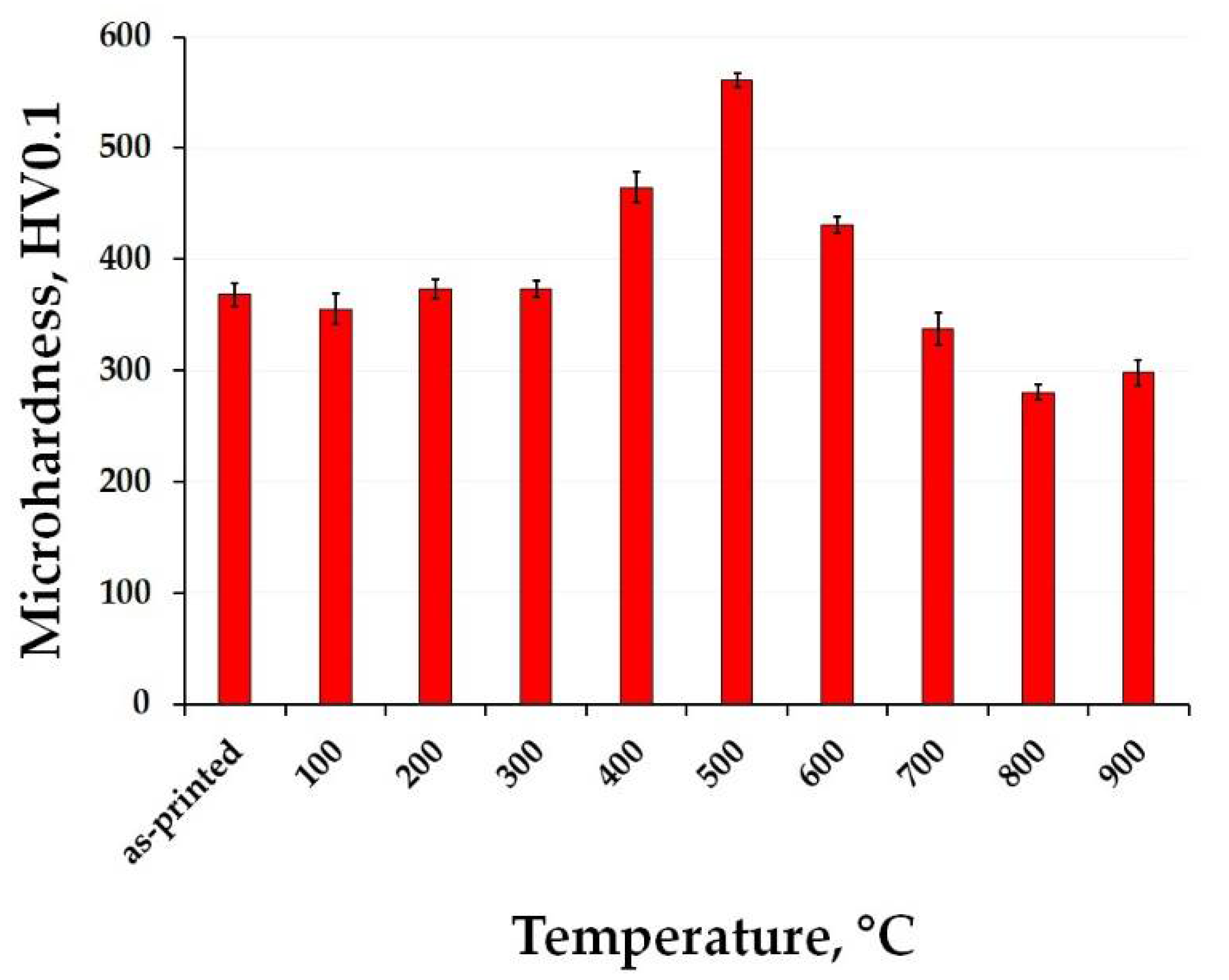
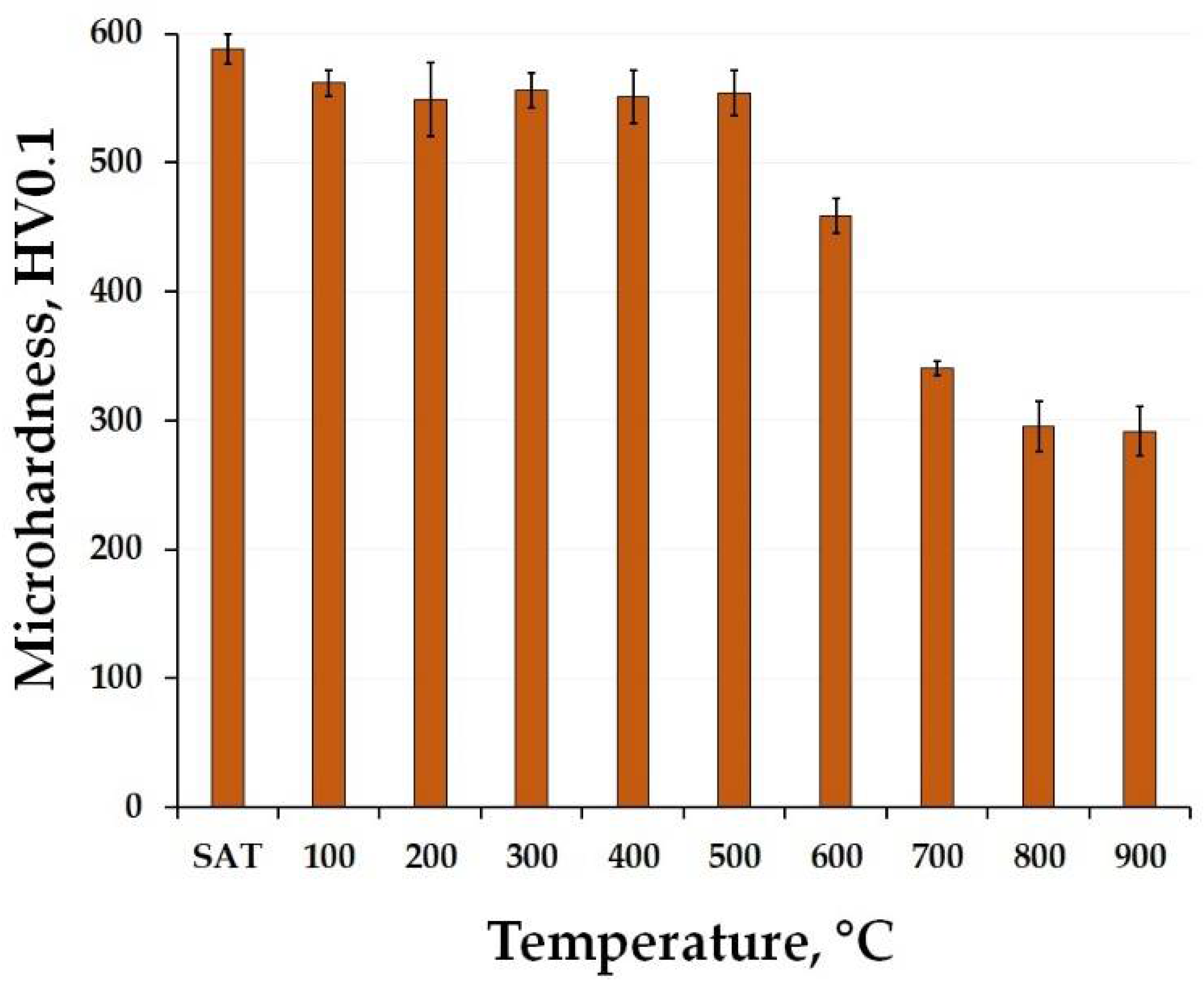
- The microhardness of the as-printed material started to increase at 400 °C and reached its highest value when exposed at 500 °C for 2 h. This value corresponded to the microhardness of the as-heat-treated material (solution annealed at 820 °C/1 h and aged at 490 °C/6 h). On the other hand, this maximum hardness was retained in the as-heat-treated material throughout the entire temperature interval up to 500 °C. Reaching a temperature of 900 °C, both materials significantly softened, decreasing their microhardness to approximately 300 HV0.1.
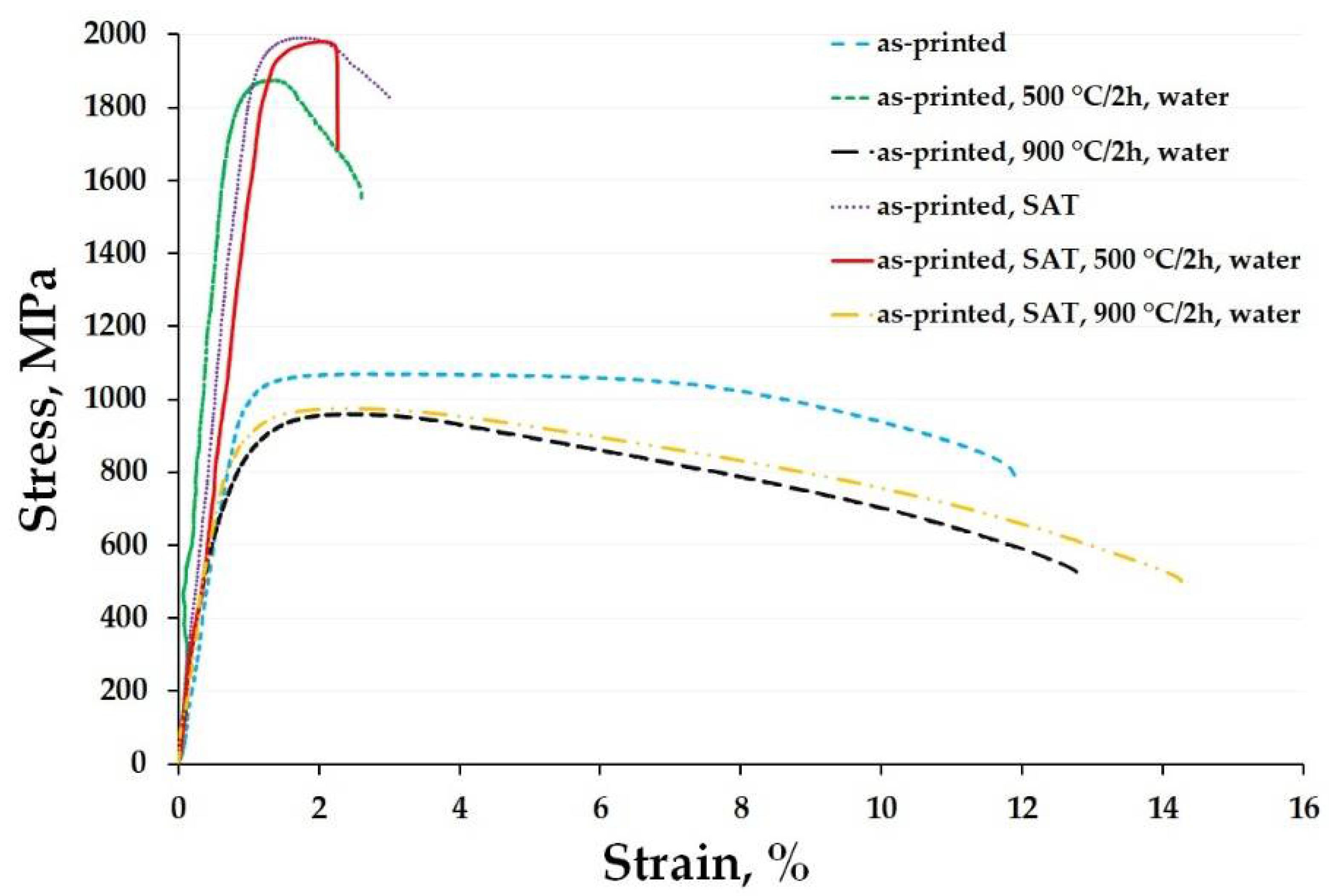
- The tensile stress-strain tests showed that the as-printed material significantly strengthened during exposure at 500 °C. However, the TYS and UTS values were slightly lower (≈200 MPa) compared to those of the as-heat-treated material.
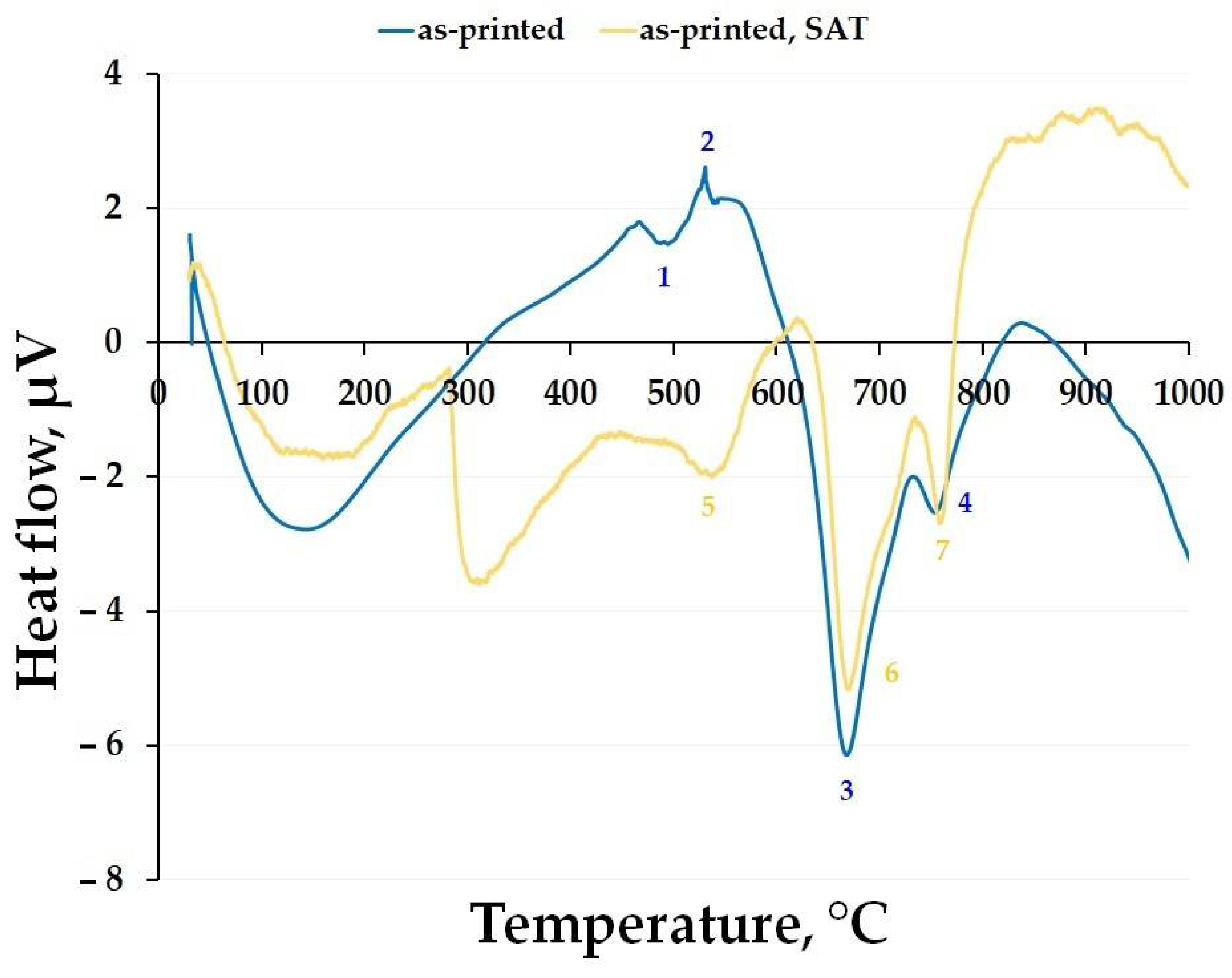
- Increasing the temperature beyond 500 °C produced a coarsening of each present microstructural component, resulting in the formation of coarse-grained martensite and the overall softening of both the investigated materials, which was confirmed by the DTA and XRD analysis.
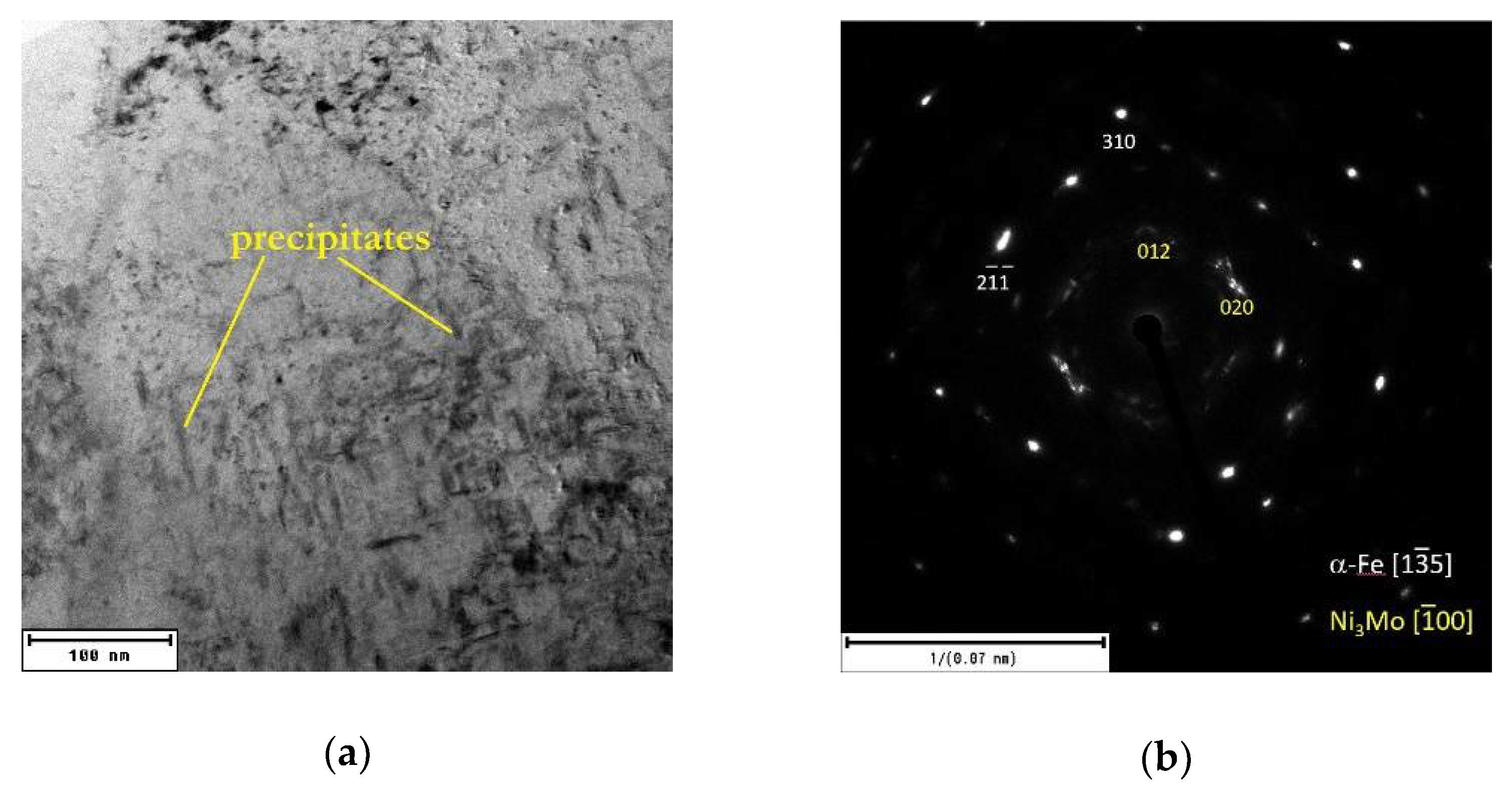
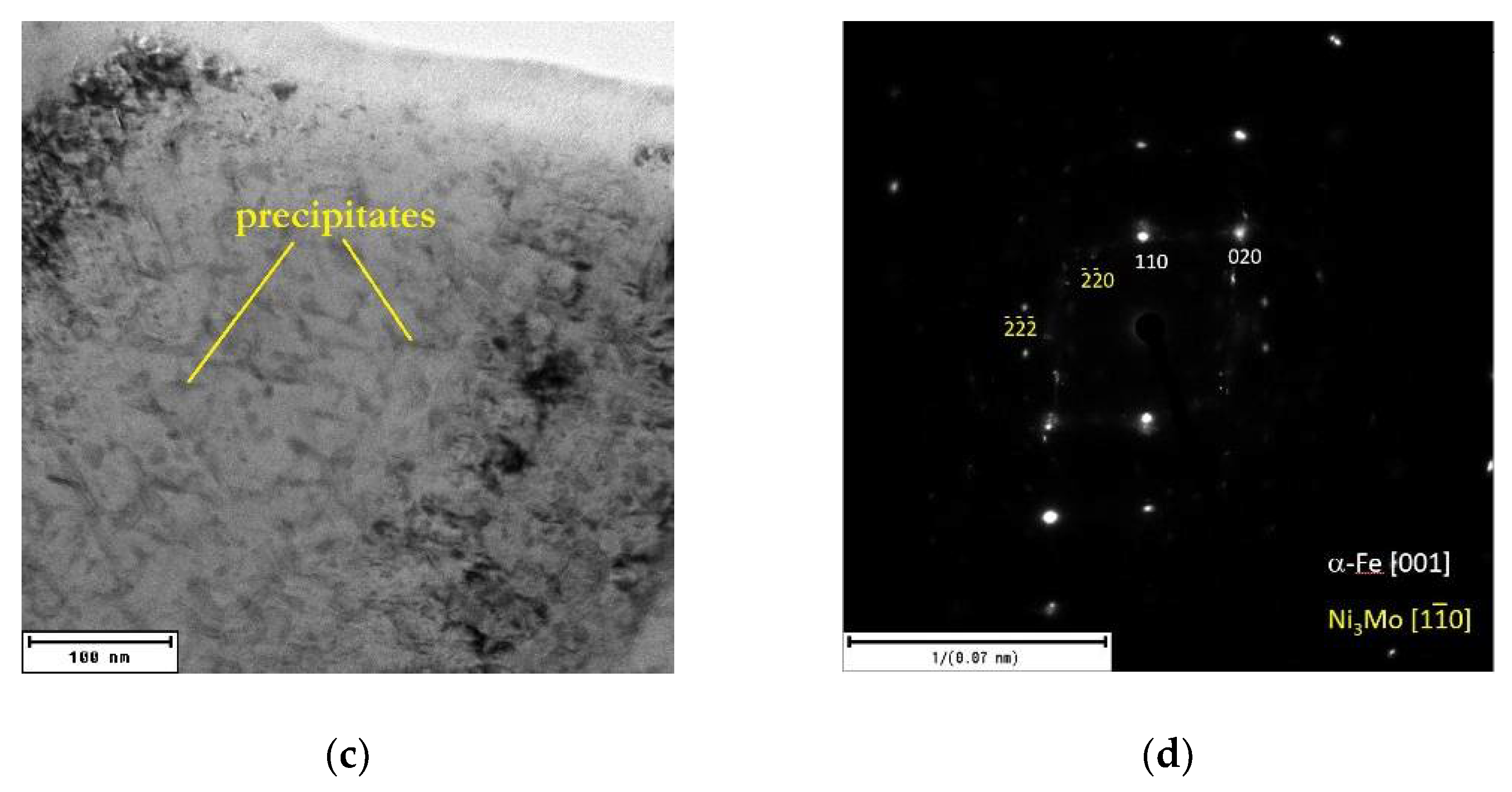
- TEM analysis has confirmed that, after annealing at 500 °C with a holding time of 2 h, the formation of Ni3Mo intermetallic phases takes place in the as-printed samples. Furthermore, the same phases were present in the as-heat-treated sample and remained stable up to 500 °C/2 h.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Viswanathan, U.K.; Dey, G.K.; Asundi, M.K. Precipitation Hardening in 350 Grade Maraging Steel. Metall. Trans. A 1993, 24, 2429–2442. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; da Silva, M.R.; Neto, J.M.; Pardal, J.M.; Cindra Fonseca, M.P.; Abreu, H.F.G.J. Magnetic properties of a Ni–Co–Mo–Ti maraging 350 steel. Alloy Compd. 2004, 373, 304–311. [Google Scholar] [CrossRef]
- Viswanathan, U.K.; Dey, G.K.; Sethumadhavan, V. Effects of austenite reversion during overageing on the mechanical properties of 18Ni(350) maraging steel. Mater. Sci. Eng. 2005, 398, 367–372. [Google Scholar] [CrossRef]
- Yin, S.; Chen, C.; Yan, X.; Feng, X.; Jenkins, R.; O’Reilly, P.; Liu, M.; Li, H.; Lupoi, R. The influence of aging temperature and aging time on the mechanical and tribological properties of selective laser melted maraging 18Ni-300 steel. Addit. Manuf. 2018, 22, 592–600. [Google Scholar] [CrossRef]
- He, Y.; Yang, K.; Qu, W.; Kong, F.; Su, G. Strengthening and toughening of a 2800-MPa grade maraging steel. Mater. Lett. 2002, 56, 763–769. [Google Scholar] [CrossRef]
- Mutua, J.; Nakata, S.; Onda, T.; Chen, Z.-C. Optimization of selective laser melting parameters and influence of post heat treatment on microstructure and mechanical properties of maraging steel. Mater. Des. 2018, 139, 486–497. [Google Scholar] [CrossRef]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Microstructure and mechanical properties of selective laser melted 18Ni-300 steel. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Yang, Y.; Wang, D.; Zhang, M. Influence mechanism of parameters process and mechanical properties evolution mechanism of maraging steel 300 by selective laser melting. Mater. Sci. Eng. 2017, 703, 116–123. [Google Scholar] [CrossRef]
- Decker, R.F.; Floreen, S. Maraging steel—The first 30 years. In Maraging Steels: Recent Developments and Applications, Proceedings of the Symposium TMS Meeting, Phoenix, AZ, USA, 25–29 January 1988; Wilson, R.K., Ed.; TMS: Pittsburgh, PA, USA, 1988; Volumes 1–38. [Google Scholar]
- Floreen, S. The physical metallurgy of maraging steels. Met. Rev. 1968, 13, 115–128. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Sha, W.; Cerezo, A.; Smith, G.D.W. Atom probe studies of early stages of precipitation reactions in maraging steels I. Co- and Ti-containing C-300 steel. Scripta Metall. Mater. 1992, 26, 517. [Google Scholar] [CrossRef]
- Sha, W.; Cerezo, A.; Smith, G.D.W. Phase chemistry and precipitation reactions in maraging steels: Part I. Introduction and study of Co-containing C-300 steel. Metall. Trans. 1993, 24, 1221. [Google Scholar] [CrossRef]
- Tewari, R.; Mazumder, S.; Batra, I.S.; Dey, G.K.; Banerjee, S. Precipitation in 18wt% Ni maraging steel of grade 350. Acta Mater. 2000, 48, 1187. [Google Scholar] [CrossRef]
- Moshka, O.; Pinkas, M.; Brosh, E.; Ezersky, V.; Meshi, L. Addressing the issue of precipitates in maraging steels—Unambiguous answer. Mater. Sci. Eng. A. 2015, 638, 232. [Google Scholar] [CrossRef]
- Farooque, M.; Ayub, H.; Haq, A.U.; Khan, A.Q. The formation of reverted austenite in 18% Ni 350 grade maraging steel. J. Mater. Sci. 1998, 33, 2927. [Google Scholar] [CrossRef]
- Pardal, J.M.; Tavares, S.S.M.; Cindra Fonseca, M.P.; Abreu, H.F.G.; Silva, J.J.M. Study of the austenite quantification by X-ray diffraction in the 18Ni-Co-Mo-Ti maraging 300 steel. J. Mater. Sci. 2006, 41, 2301. [Google Scholar] [CrossRef]
- Strakosova, A.; Kubásek, J.; Michalcová, A.; Průša, F.; Vojtěch, D.; Dvorský, D. High Strength X3NiCoMoTi 18-9-5 Maraging Steel Prepared by Selective Laser Melting from Atomized Powder. Materials 2019, 12, 4174. [Google Scholar] [CrossRef] [Green Version]
- Kučerová, L.; Burdová, K.; Jenícek, S.; Chena, I. Effect of solution annealing and precipitation hardening at 250 °C–550 °C on microstructure and mechanical properties of additively manufactured 1.2709 maraging steel. Mater. Sci. Eng. A 2021, 814, 141195. [Google Scholar] [CrossRef]
- Kim, D.; Kim, T.; Ha, K.; Oak, J.-J.; Jeon, J.B.; Park, Y.; Lee, W. Effect of Heat Treatment Condition on Microstructural and Mechanical Anisotropies of Selective Laser Melted Maraging 18Ni-300 Steel. Metals 2020, 10, 410. [Google Scholar] [CrossRef] [Green Version]
- Kannan, R.; Leonard, D.N.; Nandwana, P. Optimization of direct aging temperature of Ti free grade 300 maraging steel manufactured using laser powder bed fusion (LPBF). Mater. Sci. Eng. A 2021, 817, 141266. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Zhang, J.; Wang, H. Abnormal thermal expansion behaviour and phase transition of laser powder bed fusion maraging steel with different thermal histories during continuous heating. Addit. Manuf. 2022, 53, 102712. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.N.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Performance of 18-Ni 300 Steel Processed by Selective Laser Melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Piekło, J.; Garbacz-Klempka, A. Use of Maraging Steel 1.2709 for Implementing Parts of Pressure Mold Devices with Conformal Cooling System. Materials 2020, 13, 5533. [Google Scholar] [CrossRef] [PubMed]
- Król, M.; Snopiński, P.; Czech, A. The phase transitions in selective laser-melted 18-NI (300-grade) maraging steel. J. Therm. Anal. Calorim. 2020, 142, 1011–1018. [Google Scholar] [CrossRef] [Green Version]
- Dos Reis, A.G.; Reis, D.A.P.; Abdalla, A.J.; Otubo, J. High-temperature creep resistance and effects on the austenite reversion and precipitation of 18 Ni (300) maraging steel. Mater. Charact. 2015, 107, 350–357. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Wang, D.; Yang, Y.; Wang, H. Effect of heat treatment on the microstructure and mechanical properties of maraging steel by selective laser melting. Mater. Sci. Eng. 2019, 760, 105–117. [Google Scholar] [CrossRef]
- Jägle, E.A.; Sheng, Z.; Kürnsteiner, P.; Ocylok, S.; Weisheit, A.; Raabe, D. Comparison of maraging steel micro- and nanostructure produced conventionally and by laser additive manufacturing. Materials 2017, 10, 8. [Google Scholar] [CrossRef] [Green Version]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strakosova, A.; Průša, F.; Michalcová, A.; Kratochvíl, P.; Vojtěch, D. Annealing Response of Additively Manufactured High-Strength 1.2709 Maraging Steel Depending on Elevated Temperatures. Materials 2022, 15, 3753. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113753
Strakosova A, Průša F, Michalcová A, Kratochvíl P, Vojtěch D. Annealing Response of Additively Manufactured High-Strength 1.2709 Maraging Steel Depending on Elevated Temperatures. Materials. 2022; 15(11):3753. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113753
Chicago/Turabian StyleStrakosova, Angelina, Filip Průša, Alena Michalcová, Petr Kratochvíl, and Dalibor Vojtěch. 2022. "Annealing Response of Additively Manufactured High-Strength 1.2709 Maraging Steel Depending on Elevated Temperatures" Materials 15, no. 11: 3753. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113753