Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer


1
Co-Innovation Center of Efficient Processing and Utilization of Forest Resources, Nanjing Forestry University, Nanjing 210037, China
2
College of Furnishings and Industrial Design, Nanjing Forestry University, Nanjing 210037, China
*
Author to whom correspondence should be addressed.
Forests 2021, 12(1), 102; https://0-doi-org.brum.beds.ac.uk/10.3390/f12010102
Submission received: 24 December 2020
/
Revised: 12 January 2021
/
Accepted: 12 January 2021
/
Published: 18 January 2021
(This article belongs to the Section Wood Science and Forest Products)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:The flexible modification of decorative veneer by plastic film is an effective method to broaden its applications. In order to understand the effect of initial veneer moisture content on the performance of plastic film reinforced decorative veneer, Fraxinus mandshurica veneers with different initial moisture contents were composited with polyethylene film. The overlaying performance of the decorative veneer and its interface morphology with MDF substrate were evaluated. The results showed that when the initial moisture content increased from 10% to 50%, the cavity proportion of PE film reinforced decorative veneer increased from 7.23% to 18.48%, while all of the minimum steel rod diameters remained at 7.6 mm. When the initial moisture content fluctuated between 10% and 20%, the optimum surface bonding strength (1 MPa) and immersion peel strength (0 mm) of the decorative veneer could be obtained. The strength of the decorative veneer significantly decreased when the initial moisture content was more than 20%, which was caused by the cavities and the poor interfacial bonding. The veneer surface was easy to crack under low moisture content conditions. Based on the overall performance and the cost of decorative wood-based panels, initial veneer moisture content was suggested to be 15% to 20%.
1. Introduction
Wood-based panels have been widely developed as alternative materials for furniture manufacturing, structure building board, and interior parts in cars because of their stable physical properties, wide sources of raw materials, and good use effect [1,2,3]. To improve the surface appearance and color of the wood-based panel, a sliced decorative veneer with a thickness of 0.05~0.8 mm produced from naturally beautiful precious wood is usually employed to overlay on the panels’ surface [4,5,6]. However, the flexibility of decorative veneer is generally poor, and its transverse tensile strength is low, making it not easy to store and transport [7]. Sliced veneer is only available for plane or curved surfaces with a large radius of curvature for decoration. These problems can be effectively solved by compounding the decorative veneer with flexible materials, such as non-woven fabric, paper, and plastic film [8,9,10].
In recent years, plastic film reinforced decorative sliced veneer has been widely studied because of its good flexibility, lightweight, and good dimensional stability when exposed to moisture [11,12]. The plastic film reinforced veneer is essentially a kind of layered composite, in which plastic film is not only a flexible reinforced material but also an adhesive used for the veneer. Compared with non-woven fabrics, paper, and other reinforced materials, its preparation and finishing process is simple and the energy consumption is low. Since there is no need to add additional adhesive, it also solved the problem of formaldehyde emission [13,14]. Peng et al. systematically evaluated the manufacturing process and properties of polyethylene (PE) film reinforced decorative veneers [10,12,15,16]. The results showed that the desirable flexibility and peel strength of the PE film reinforced veneer can be obtained under the hot-press pressure of 1.0 MPa, the hot-press temperature of 150 °C, and the hot-press time of 120 s. It was comparable to that of the commercial non-woven reinforced decorative veneer. However, curling deformation easily happened in the plastic film reinforced decorative veneer [17]. It has been proven that the atmospheric dielectric barrier discharge plasma is a good method to improve the veneer surface wettability and surface roughness, which can effectively solve the problem of curling deformation and poor interfacial adhesion [18,19,20].
There are many factors affecting the performance of decorative veneers as well as decorative veneer overlayed wood-based panels [21,22,23], among which the impact of initial moisture content (MC) is very complicated [24,25]. The decorative veneer is very easy to crack due to its small thickness. There are strict requirements for the initial MC of veneers in both dry and wet veneering processes. Under the condition of high initial MC, the porosity of the veneer surface will decrease, leading to insufficient adhesive penetration. At low initial MC, adhesives overpenetration will occur, resulting in the inadequate resin remained on the bond line. Both conditions are unfavorable on the bonding quality.
Wang et al. [25] found that the initial MC played a significant role in the melamine formaldehyde resin impregnation content, resin pre-curing degree, volatile content, and the surface bonding strength of the overlayed panel. The optimal initial MC was suggested between 10% and 20%. However, the plastic film is completely different from the traditional adhesives. There is a large difference in polarity and thermal expansion coefficient between plastic and decorative veneer. At present, little information was found exploring the impact of initial veneer MC on the properties of plastic film reinforced decorative veneer. In this paper, PE film was selected as reinforced material for Fraxinus mandshurica decorative veneer, the influence of veneer initial MC on the physical and mechanical properties of PE reinforced decorative veneer was emphatically analyzed. The purpose of this study was to provide a theoretical basis for the formulation of the process specification of plastic film reinforced flexible decorative veneer.
2. Materials and Methods
2.1. Materials
Manchurian Ash (Fraxinus mandshurica Rupr.) decorative veneer with size specification of 180 mm × 180 mm × 0.5 mm and initial MC of 17% was purchased from Deqing Meilun Decoration Materials Co., Ltd., Huzhou, China. PE film with a thickness of 0.1 mm and density of 0.92 g/cm3 was used as a reinforced material (Fujian Furong New Materials Co., Ltd., Fuzhou, China). MDF with a thickness of 8 mm was purchased from Shanghai Aiwei Industrial Development Co., Ltd., Shanghai, China. The release paper was cut into the same size as the veneer (Suzhou Yuxuan Paper industry Co., Ltd., Suzhou, China).
2.2. Initial Moisture Content Control
Twenty-five Fraxinus mandshurica veneer specimens with a size of 90 mm × 90 mm were prepared. These specimens were divided into five groups and marked as A, B, C, D, and E. Their initial MC was adjusted to 10%, 20%, 30%, 40%, and 50%, respectively as follows: (1) We put the specimens in the oven at 100 °C, recorded their mass every 15 min until the mass change rate was less than 2 ‰, obtaining the absolute dry mass. (2) We sturated all the specimens in the distilled water, and (3) we put the saturated specimens in the oven at 50 °C and recorded their mass every 2 min.
2.3. Preparation of PE Film Reinforced Decorative Veneer
The decorative veneer specimens with initial MC of 10%, 20%, 30%, 40%, and 50% were compounded with PE plastic film respectively under the conditions of hot-pressing pressure of 1 MPa, the hot-pressing temperature of 130 °C, and the hot-pressing time of 1 min. The dimension of the plastic film was 10%~20% larger than that of the veneer to avoid the influence of thermal curling. The release paper was covered on both the upper and lower surface of the composite. The PE film reinforced decorative veneer was subsequently composited with MDF substrate under the hot-pressing temperature of 140 °C, the hot-pressing pressure of 1 MPa, and the hot-pressing time of 2 min.
At the same time, commercially available Fraxinus mandshurica veneer (initial MC 17%, thickness 0.5 mm) was also selected to be composited with the PE film and MDF under the same process conditions. All specimens were prepared in three replicates.
2.4. Physical-Mechanical Characterization
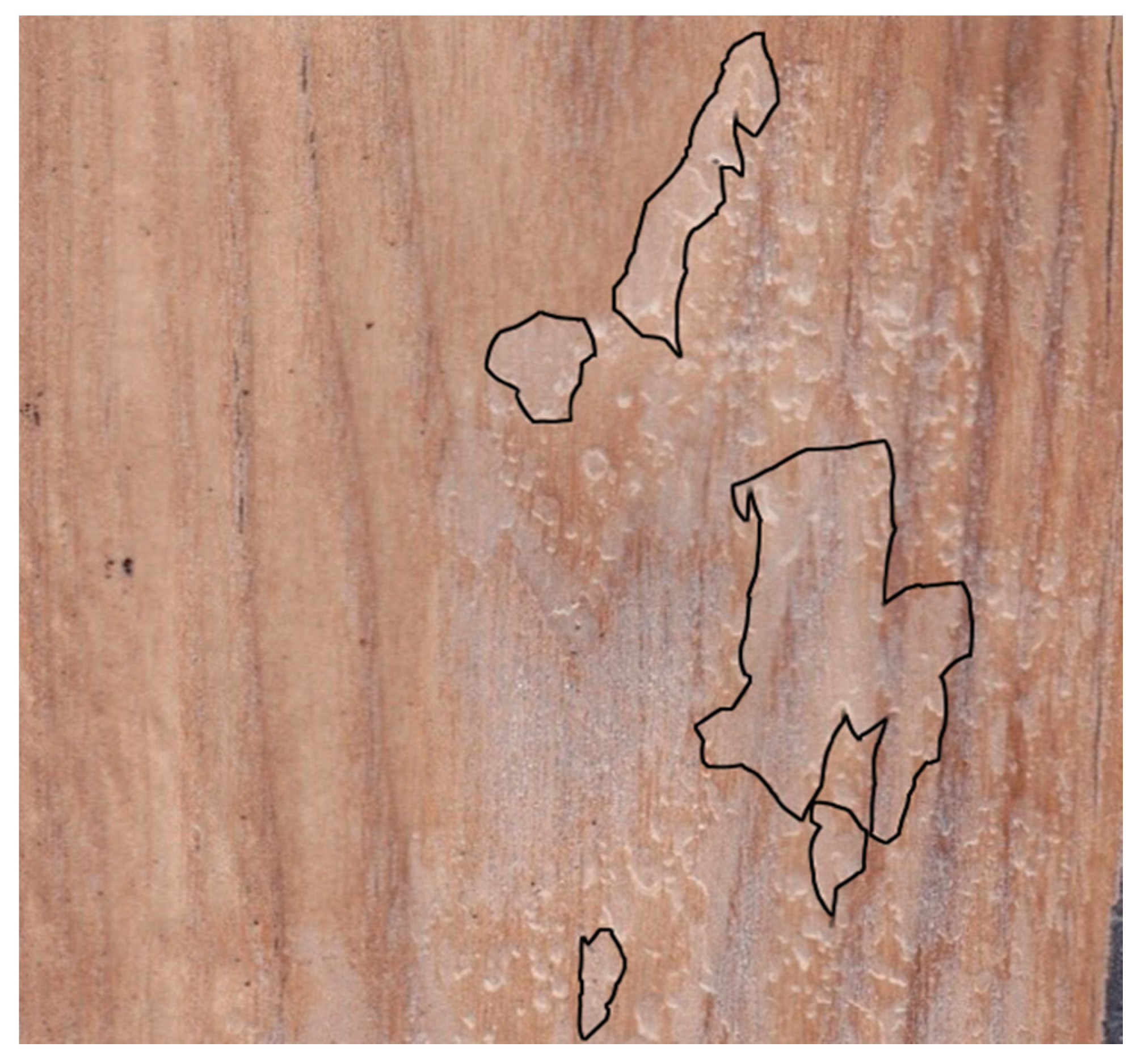
(1) Cavity proportion: As shown in Figure 1, the bulged part where the bonding failure occurs in the prepared PE film decorative veneer was defined as the cavity. The image was imported into the computer through the scanner, and the cavity part in the image was selected by Digimizer software (Medcalc software Co., Ltd., Belgium), and the proportion of the cavity in the image sheet was calculated, which was the cavity proportion.
(2) Flexibility: The flexibility of decorative veneer was evaluated according to the Chinese national standard LY/T 2879-2017 [26]. The specimens were cut into 50 mm × 10 mm along the grain, and the flexibility tests were performed using the steel rods. These steel rods were 100 mm in length and 2 mm to 14 mm in diameter. Flexibility was defined as the minimum steel rod diameter when the specimen began to crimp and crack.
(3) Overlaying performance:The surface bonding strength and immersion peel strength between the PE film reinforced veneer and MDF were tested according to the Chinese national standard of “Decorative veneered wood-based panel” (GB/T 15104-2006) [27]. A total of nine specimens were prepared from three conditioned panels under each set of manufacturing conditions.
2.5. Differential Scanning Calorimetry Analysis (DSC)
The melting temperature of PE film was measured using DSC-250 (TA Instruments, New Castle, DE, USA) under the N2 atmosphere. 5~10 mg of PE film was used for the test. (1) heating from 0 °C to 180 °C at a rate of 10 °C/min, equilibration for 5 min, (2) cooling from 180 °C to 0 °C at a rate of 10 °C/min, equilibration for 5 min, and (3) heating from 0 °C to 180 °C at a rate of 10 °C/min.
2.6. Scanning Electron Microscopy (SEM)
The interface morphology of PE film reinforced decorative veneer was examined using a Quanta-200 ESEM (Hillsboro, OR, USA). Slice samples with a size of 0.5 cm × 0.5 cm were cut from the profile side of the composites, fixed onto the loading platform with adhesive tape, and sprayed by a vacuum-gold-sputtering instrument. The bonding interface between the PE reinforced veneer and MDF substrate was further observed by the SEM under different magnifications.
3. Results and Discussion
3.1. Characteristic of PE Film
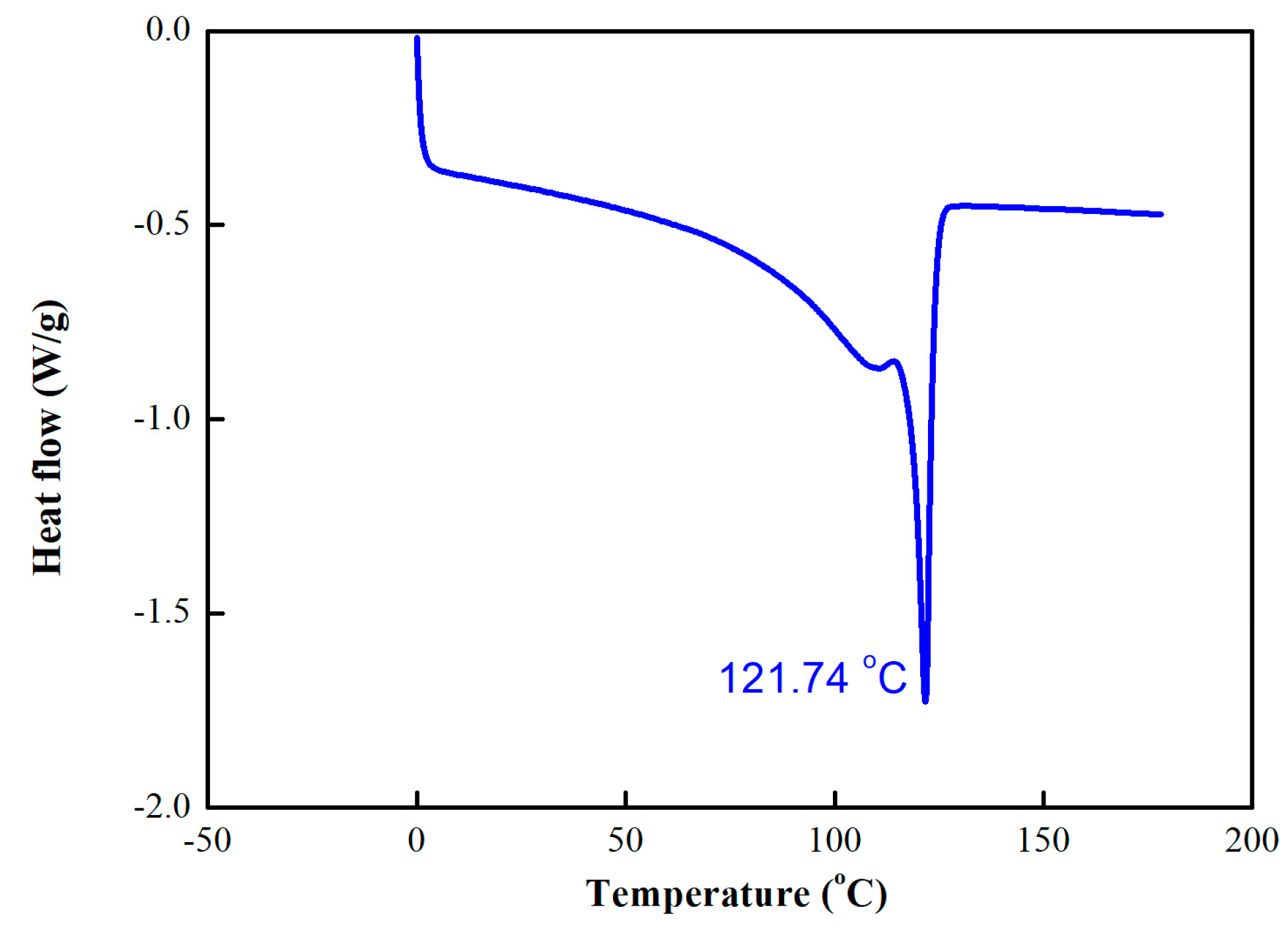
PE film can not only be used as a reinforced material but also as an adhesive for Fraxinus mandshurica veneer. As shown in Figure 2, the selected PE began to absorb heat at 0 °C until it reached the endothermic peak of 121.74 °C, which was the melting temperature of PE. In order to allow sufficient PE to penetrate into the veneer and forming a good mechanical interlock structure, 130 °C was chosen as the hot-pressing temperature in the preparation process of the PE reinforced decorative veneer.
PE remelted when the reinforced veneer was subsequently overlayed on the MDF substrate. In this process, the molecular weight of PE decreased and the melting fluidity improved, but the viscosity of PE was very high compared with the traditional liquid adhesives [28]. In order to ensure the surface bonding strength, hot-pressing temperature of 140 °C was selected in the following veneering experiment.
3.2. Effect of Initial MC on Properties of PE Film Reinforced Veneer
- (1)
- Cavity proportion
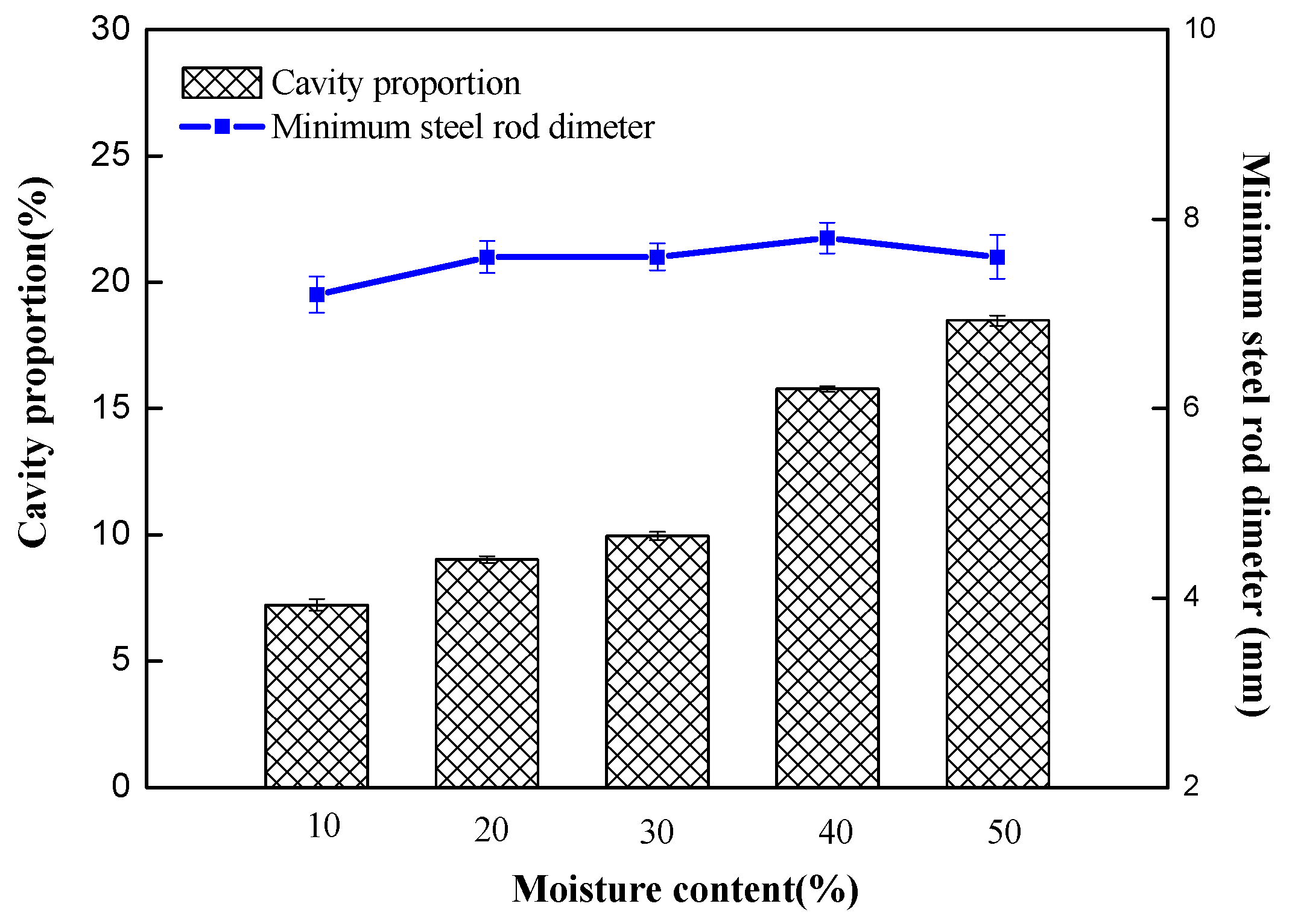
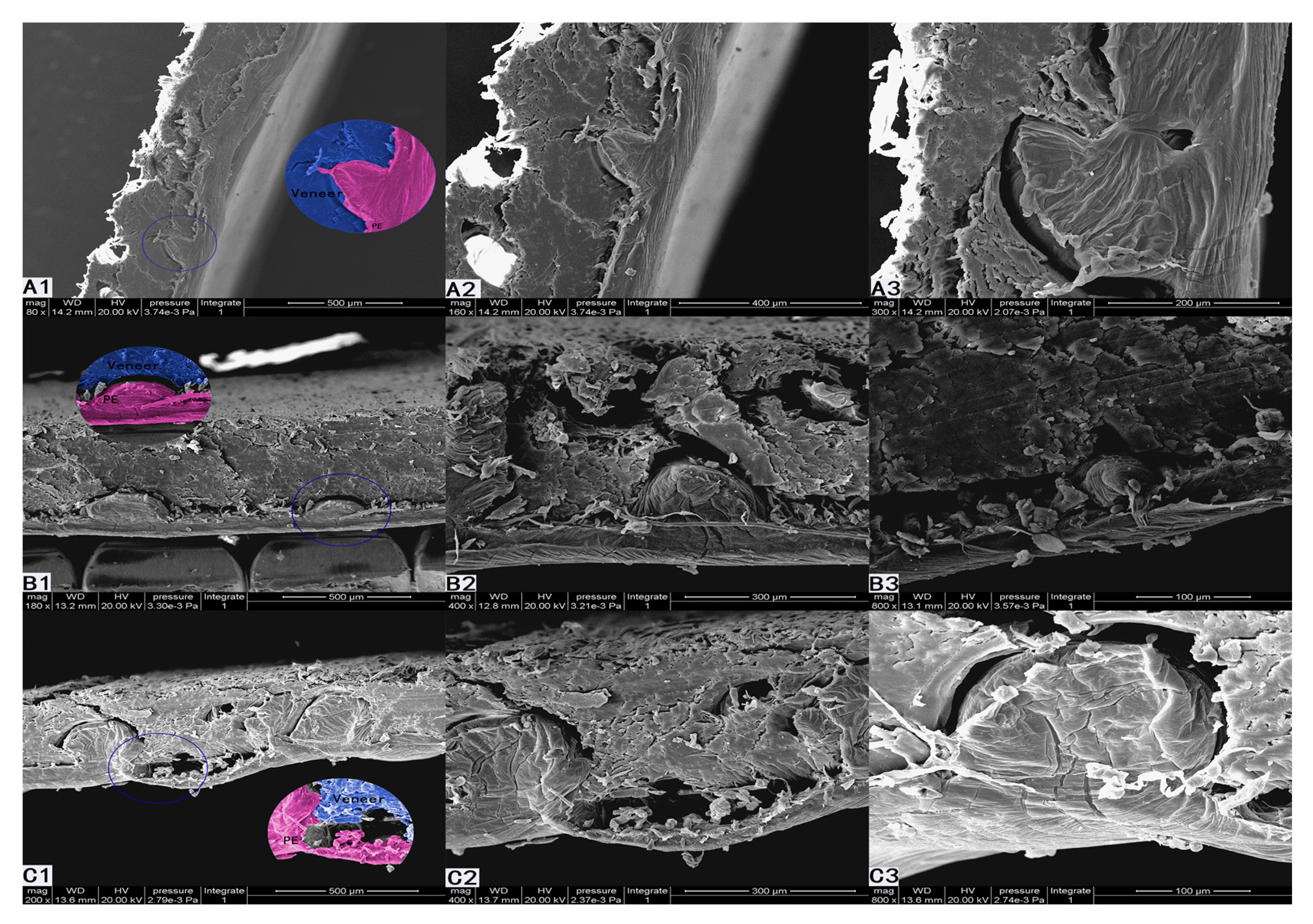
Initial MC has an extremely significant effect on the cavity proportion of PE film reinforced decorative veneer. As shown in Figure 3, with the increase of MC (in the range of 10% to 50%), the cavity proportion increased from 7.23% to 18.49%, increased by 155.6%. On the one hand, the hot plate temperature in the preparation process of PE reinforced veneer was much higher than the boiling point of water, leading to rapid volatilization of water and other substances in the veneer in a short time. These volatilized substances deposited between PE and the veneer, making it difficult for the PE to uniformly solidify in the penetrating process, and resulting in cavities. The higher the initial MC value, the more water vapor volatilized, and the more the cavity formed. Figure 4 showed the interface morphology of PE film reinforced decorative veneer. It can be seen that PE flowed and penetrated into the porous structure of the veneer under the selected hot-pressing conditions, forming mechanical interlocks. Interface delamination was observed between the decorative veneer and the PE film, which was evidence of poor interface compatibility. Such a weak interface can be seen more clearly in the specimen prepared at 50% initial MC (Figure 4C3).
On the other hand, different from the traditional urea-formaldehyde or PVAc adhesive, PE film was a non-polar material (wood is polar material). Due to the hydrophobicity of PE, even under continuous pressure, the water vapor generated during hot-pressing cannot pass through the PE side or escape from the decorative veneer surface. Previous studies have shown that about 80% of the water vapor accumulated between the bonding interfaces will escape at the moment of pressure release [29,30]. Under the impact of this steam, the cavity caused by bonding failure during hot-pressing was further expanded. Additionally, the expansion coefficient of PE was almost 10 times bigger than the wood veneer [15], so the stress concentration phenomenon occurred during the cold curing process of the PE film reinforced veneer. This further increased the cavity proportion.
- (2)
- Flexibility
Flexibility is the most intuitive index to evaluate whether the decorative veneer can be applied for special-shaped wood-based panels. In general, only when the steel rod diameter of the decorative veneer was less than 10 mm, it can be used for the substrate with a small curvature radius. The minimum steel rod diameter of the unmodified veneer was greater than 14 mm. It was easy to crack when directly applied to the wood-based panels with complex surfaces.
When PE film was used as the reinforced material, the flexibility of the veneer was significantly improved. But the flexibility was little affected by the initial MC. As seen in Figure 3, when the initial MC increased from 10% to 50%, the minimum steel rod diameter of the specimens was kept at about 7.6 mm. This is mainly attributed to the mechanical interlock structure formed during the hot-pressing process. The function of this structure is similar to that of reinforced bar in the soil-concrete structure. The PE in the interlock structure was able to unload the bending stress and delaying the brittle fracture of the veneer. Since the unloading process was little affected by the MC, the minimum steel rod diameter was only related to the maximum shear stress of the selected veneer rather than the initial MC.
In summary, the flexible veneer prepared under lower initial MC has better performance. However, low MC will also lead to veneer surface cracking, which was not good for the secondary finishing. Based on the overall performance of the flexible veneer, the initial MC was suggested to be around 20%.
3.3. Overlaying Performance of PE Film Reinforced Veneer
The PE film reinforced decorative veneer prepared under different initial MC conditions was compounded with MDF substrate respectively. The surface bonding strength and immersion peel strength of the decorated MDF were tested according to the Chinese national standard GB/T 15104-2006.
- (1)
- Surface Bonding Strength
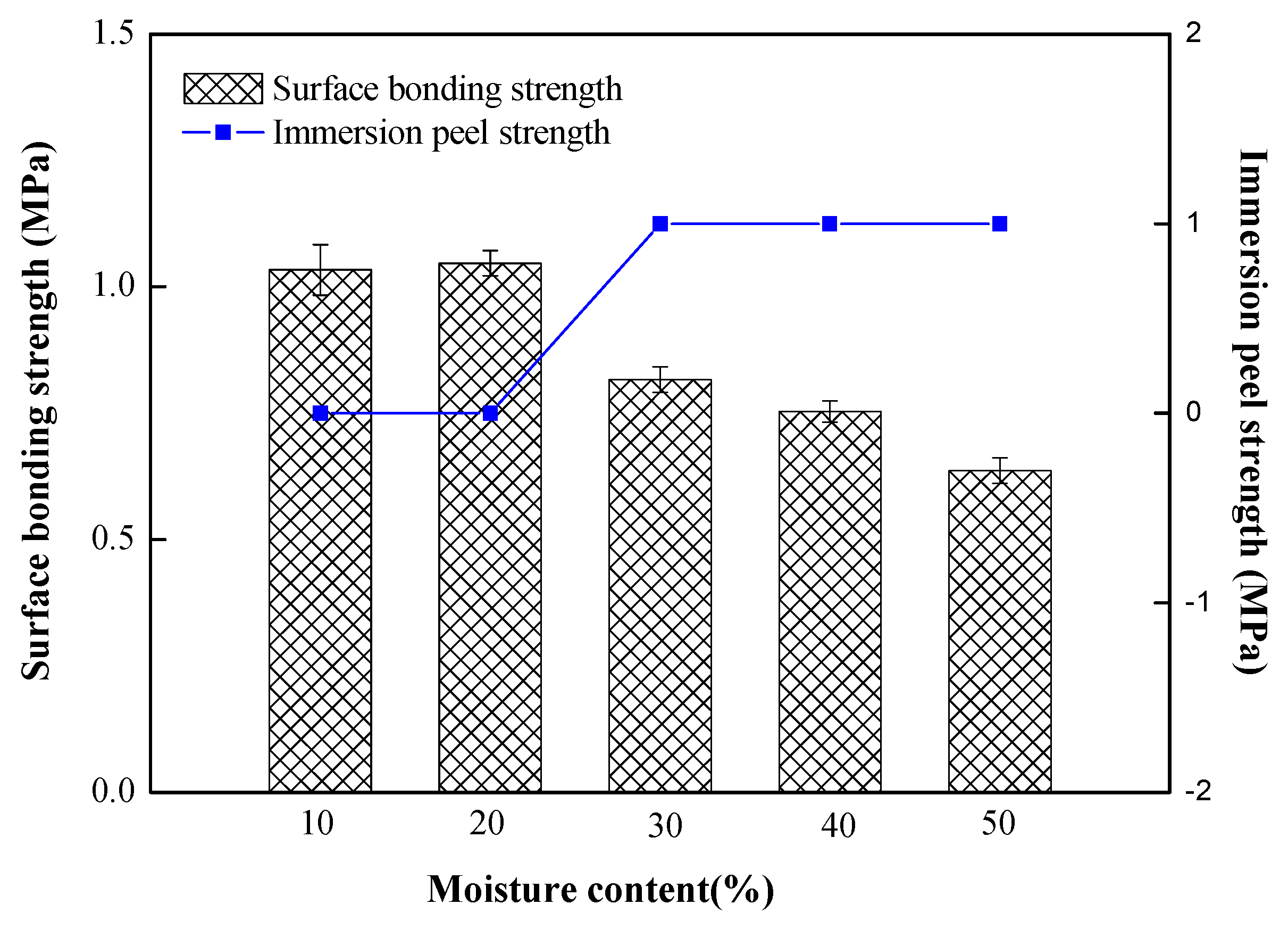
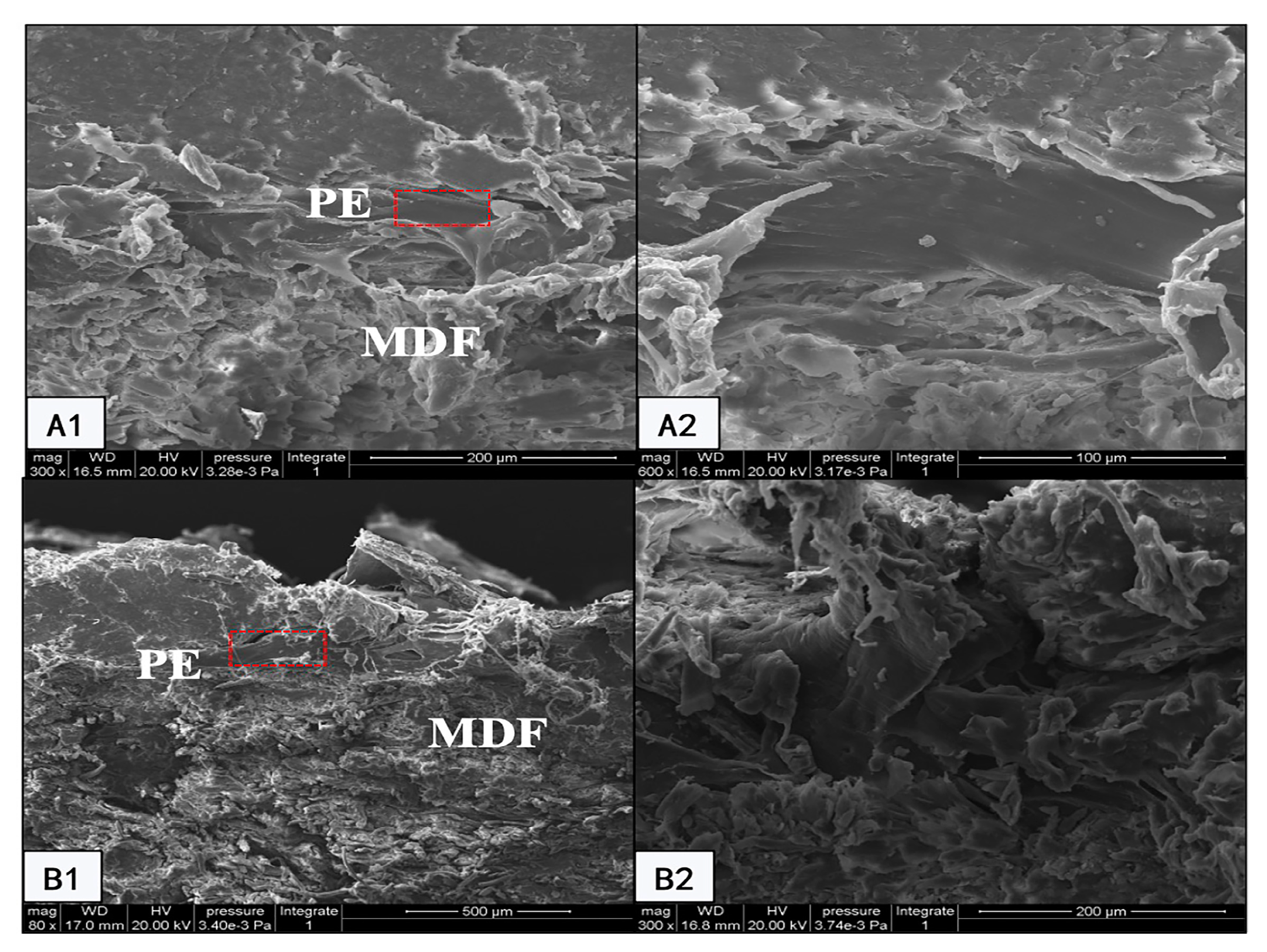
As shown in Figure 5, there was no obvious difference in the surface bonding strength of the PE film reinforced veneer decorated MDF when the initial MC of the veneer varied from 10% to 20%. The strength was about 1 MPa. This is because the PE film in the reinforced veneer will remelt and penetrate again in the subsequently overlaying process. The cavities formed during the preparation of PE reinforced veneer can be filled with the remelted PE, so the water vapor deposited between the bonding interfaces will not hinder the secondary penetration process. The interface morphology of decorative MDF under different magnification is shown in Figure 6. When the initial MC was 20%, there was no obvious gap between the reinforced veneer and the MDF substrate (Figure 6A2). However, the proportion of cavities in PE reinforced veneers prepared at high initial MC was very high. These cavities can not be completely filled in the secondary melting process, failing to form a satisfactory mechanical interlock structure between the veneer and MDF. The surface bonding strength decreased sharply with the increase of initial MC as shown in Figure 5. The minimum strength was 0.64 MPa when the initial MC reached 50%, which still met the lowest strength requirement according to GB/T 15104-2006 (higher than 0.4 MPa). As presented in Figure 6B2 (MC = 50%), the interface between the PE film reinforced veneer and the MDF substrate was not uniform.
- (2)
- Immersion Peel Strength
All decorative panels were subjected to the type II immersion peel test (soaking at (63 ± 3) for 3 h, and then drying at (63 ± 3) for 3 h). The peeling length of each side was measured and recorded, and the results were accurate to 1 mm. Similar to the results of surface bonding strength, the immersion peel strength of MDF panel overlayed with the PE reinforced veneer was lower under the condition of high initial MC, which was due to the cavities and the poor interfacial bonding. As shown in Figure 5, when the initial MC was controlled in the range of 10% to 20%, no cracking and delamination were found on the specimens. When the initial MC increased to 30%~50%, the immersion peel strength of the sample increased to 1 mm, which was still far beyond the requirements of GB/T 15104-2006. It means the MDF panel decorated with the PE reinforced veneer can be used in wet places. When the commercially purchased Fraxinus mandshurica veneer (initial MC was 17%) was directly composited with the PE film and MDF under the same process conditions, the cavity proportion, the minimum steel rod diameter, the surface bonding strength as well as the immersion peel strength were 8.14%, 7.4 mm, 0.99 MPa, and 0 mm, respectively. All values were close to those at 20% initial MC.
4. Conclusions
Fraxinus mandshurica sliced veneer with initial MC of 10%, 20%, 30%, 40%, and 50% respectively were successfully compounded with PE film. Due to the PE film, the flexibility of Fraxinus mandshurica veneer was significantly improved, but the flexibility was not affected by the initial veneer MC. The minimum steel rod diameter of samples prepared under different MC conditions was around 7.6 mm. The cavity proportion of the PE film reinforced veneer and its subsequent surface bonding strength were significantly affected by the initial MC. With the increase of the initial MC, the proportion of cavities increased. Not all of these cavities can be filled by the remelted PE during the secondary finishing process. Therefore, the interfacial bonding strength between MDF and the PE reinforced veneer prepared at high initial MC was weak, resulting in a lower surface bonding strength and immersion peel strength. Based on the cavity proportion and surface bonding strength, 10% to 20% was a good initial MC range for preparing plastic film reinforced decorative veneer. However, veneer surface cracking always occurs when the initial MC is lower than 15%, so 15% to 20% is recommended based on the overall performance and the cost of decorative wood-based panels.
Author Contributions
Conceptualization, L.F.; Formal analysis, L.F. and J.Z.; Methodology, J.Z.; Resources, L.F. and X.Z.; Writing—original draft, L.F.; Writing—review & editing, J.Z. and X.Z.; Investigation, D.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Science Foundation of Jiangsu Province (CN) (No. BK20150881), the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD), Innovation Fund for Young Scholars of Nanjing forestry University, China (No. CX2015020), and the Starting Foundation of Nanjing forestry University, China (No. GXL024), College Students innovation and entrepreneurship training program project of Nanjing Forestry University (2020NFUSPITP0159).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors are grateful to the advanced analysis and testing center of Nanjing Forestry University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yue, L.; Shi, R.; Yi, Z.; Shi, S.Q.; Gao, Q.; Li, J. A High-Performance Soybean Meal-Based Plywood Adhesive Prepared via an Ultrasonic Process and Using Significantly Lower Amounts of Chemical Additives. J. Clean. Prod. 2020, 274, 123017. [Google Scholar] [CrossRef]
- Wang, N.; Zhan, H.; Zhuang, X.; Xu, B.; Yin, X.; Wang, X.; Wu, C. Torrefaction of Waste Wood-Based Panels: More Understanding from the Combination of Upgrading and Denitrogenation Properties. Fuel Process. Technol. 2020, 206, 106462. [Google Scholar] [CrossRef]
- Zhou, X.; Cao, Y.; Yang, K.; Yu, P.; Chen, W.; Wang, S.; Chen, M. Clean Plasma Modification for Recycling Waste Plastic Bags: From Improving Interfacial Adhesion with Wood towards Fabricating Formaldehyde-Free Plywood. J. Clean. Prod. 2020, 269, 122196. [Google Scholar] [CrossRef]
- Uysal, B. Bonding Strength and Dimentional Stability of Laminated Veneer Lumbers Manufactured by Using Different Adhesives after the Steam Test. Int. J. Adhes. Adhes. 2005, 25, 395–403. [Google Scholar] [CrossRef]
- Yu, X.; Xu, D.; Sun, Y.; Geng, Y.; Fan, J.; Dai, X.; He, Z.; Dong, X.; Dong, Y.; Li, Y. Preparation of Wood-Based Panel Composites with Poplar Veneer as the Surface Layer Modified by In-Situ Polymerization of Active Monomers. Forests 2020, 11, 893. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, A.; Wang, W. Study on the properties of veneer-laminated jute fiber/PF composites. J. For. Eng. 2020, 5, 48–52. [Google Scholar]
- Ohyanagi, M.; Higuchi, S.; Yamamoto, T. Flexible Natural Wood Sheet. U.S. Patent 6936351, 30 August 2005. [Google Scholar]
- Armin, E. Flexible Wood-Faced Material. U.S. Patent 2070527, 9 February 1937. [Google Scholar]
- Zhang, D.; Zhang, Z.; Peng, X. Flexibility of Non-Woven Fabric Reinforced Decorative Veners. China Wood. Ind. 2014, 28, 41–43. [Google Scholar]
- Peng, X.; Zhang, Z. Rolling and pressing composite technology of plastic film and decorative veneer based on response surface optimization method. J. For. Eng. 2019, 4, 31–37. [Google Scholar]
- Zhang, Z.; Peng, X.; Zhang, D. A Kind of Composite Pliable Decorative Sliced Veneer and Its Manufacturing Method. CN Patent 103753656 A, 30 April 2014. [Google Scholar]
- Peng, X.; Zhang, Z. A Review of Manufacturing Technology of Flexible Decorative Veneers. China Wood. Ind. 2016, 30, 23–26. [Google Scholar]
- Pan, Y.; Meng, Z.; Fang, L.; Zeng, J.; Shen, J. Process Optimization of Veneer Overlaid with Dry State Adhesive for Wood-Based Panels. Furniture 2018, 39, 15–18. [Google Scholar]
- Qin, X.; Liu, X.; Xu, Y.; Wu, L.; Huang, K.; Huang, J.; Wang, W. Effect of microencapsulation of formaldehyde capture agents on formaldehyde emission from veneered panels. J. For. Eng. 2020, 5, 81–87. [Google Scholar]
- Peng, X.; Zhang, Z. Hot-Pressing Composite Curling Deformation Characteristics of Plastic Film-Reinforced Pliable Decorative Sliced Veneer. Compos. Sci. Technol. 2018, 157, 40–47. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, Z. Research on the Composite Curling Characteristic of Plastic Film Reinforced Pliable Veneer of Teak. Mater. Lett. 2020, 259, 126850. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, Z. Plasma Treatment of Plastic Film or Decorative Veneer and Its Effects on the Peel Strength and Curling Deformation of Plastic Film-Reinforced Pliable Decorative Sliced Veneer (PR-RP-DSV). Holzforschung 2019, 73, 313–322. [Google Scholar] [CrossRef]
- Guruvenket, S.; Rao, G.M.; Komath, M.; Raichur, A.M. Plasma Surface Modification of Polystyrene and Polyethylene. Appl. Surf. Sci. 2004, 236, 278–284. [Google Scholar] [CrossRef] [Green Version]
- Seitz, V.; Arzt, K.; Mahnel, S.; Rapp, C.; Schwaminger, S.; Hoffstetter, M.; Wintermantel, E. Improvement of Adhesion Strength of Self-Adhesive Silicone Rubber on Thermoplastic Substrates—Comparison of an Atmospheric Pressure Plasma Jet (APPJ) and a Pyrosil (R) Flame. Int. J. Adhes. Adhes. 2016, 66, 65–72. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, Z. Manufacturing Technology of Flexible Decorative Veneers Reinforced with Low Density Polyethylene (LDPE) and Treated by Plasma. China Wood. Ind. 2017, 31, 49–53. [Google Scholar]
- Xiong, X.; Niu, Y.; Yuan, Y.; Zhang, L. Study on Dimensional Stability of Veneer Rice Straw Particleboard. Coatings 2020, 10, 558. [Google Scholar] [CrossRef]
- Burnard, M.; Leavengood, S.; Muszynski, L.; Ganio, L. Investigating Face Veneer Check Development in Decorative Plywood Panels: The Impact of Four Common Manufacturing Factors. Eur. J. Wood Wood Prod. 2019, 77, 961–979. [Google Scholar] [CrossRef] [Green Version]
- Rindler, A.; Vay, O.; Hansmann, C.; Konnerth, J. Adhesive-Related Warping of Thin Wooden Bi-Layers. Wood Sci. Technol. 2019, 53, 1015–1033. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z. Function and control of moisture in the veneer-faced decorative board. Hubei For. Sci. Technol. 2003, 1, 22–23. [Google Scholar]
- Wang, R.; Tian, F.; Xu, D.; Xu, X. Effect of moisture content on overlaying performance of melamine formaldehyde resin impregnated thin veneer. J. Northwest A F Univ. (Nat. Sci. Ed.) 2020, 48, 1–9. [Google Scholar]
- Decorative Micro Veneer; LY/T 2879-2017; Standardization Administration of the People’s Republic of China: Beijing, China, 2017.
- Decorative Veneered Wood-Based Panel; GB/T 15104-2006; Standardization Administration of the People’s Republic of China: Beijing, China, 2006.
- Fang, L.; Zeng, J.; Liao, X.; Zou, Y.; Shen, J. Tensile Shear Strength and Microscopic Characterization of Veneer Bonding Interface with Polyethylene Film as Adhesive. Sci. Adv. Mater. 2019, 11, 1223–1231. [Google Scholar] [CrossRef]
- Chen, J.; Wang, X.; Long, Z.; Wang, S.; Zhang, J.; Wang, L. Preparation and Performance of Thermoplastic Starch and Microcrystalline Cellulose for Packaging Composites: Extrusion and Hot Pressing. Int. J. Biol. Macromol. 2020, 165, 2295–2302. [Google Scholar] [CrossRef] [PubMed]
- Chiniforush, A.A.; Valipour, H.; Akbarnezhad, A. Water Vapor Diffusivity of Engineered Wood: Effect of Temperature and Moisture Content. Constr. Build. Mater. 2019, 224, 1040–1055. [Google Scholar] [CrossRef]
Figure 1.
Cavity in polyethylene (PE) film reinforced veneer (Initial MC = 40%).

Figure 2.
Differential scanning calorimetry (DSC) curve of the selected PE film.

Figure 3.
Effects of initial moisture content (MC) on the cavity proportion and flexibility of the PE film reinforced Fraxinus mandshurica veneer.
Figure 3.
Effects of initial moisture content (MC) on the cavity proportion and flexibility of the PE film reinforced Fraxinus mandshurica veneer.

Figure 4.
Bonding interface between PE film and Fraxinus mandshurica veneer with different initial MC. (A1) 17%, ×80; (A2) 17%, ×160; (A3) 17%, ×300; (B1) 20%, ×180; (B2) 20%, ×400; (B3) 20%, ×800; (C1) 50%, ×200; (C2) 50%, ×400; (C3) 50%, ×800.
Figure 4.
Bonding interface between PE film and Fraxinus mandshurica veneer with different initial MC. (A1) 17%, ×80; (A2) 17%, ×160; (A3) 17%, ×300; (B1) 20%, ×180; (B2) 20%, ×400; (B3) 20%, ×800; (C1) 50%, ×200; (C2) 50%, ×400; (C3) 50%, ×800.

Figure 5.
Effects of initial MC on the overlaying performance of PE film reinforced Fraxinus mandshurica veneer.
Figure 5.
Effects of initial MC on the overlaying performance of PE film reinforced Fraxinus mandshurica veneer.

Figure 6.
Bonding interface between PE reinforced Fraxinus mandshurica veneer and MDF. (A1) Initial MC of the veneer was 20%, ×300; (A2) Initial MC of the veneer was 20%, ×600; (B1) Initial MC of the veneer was 50%, ×80; (B2) Initial MC of the veneer was 50%, ×300.
Figure 6.
Bonding interface between PE reinforced Fraxinus mandshurica veneer and MDF. (A1) Initial MC of the veneer was 20%, ×300; (A2) Initial MC of the veneer was 20%, ×600; (B1) Initial MC of the veneer was 50%, ×80; (B2) Initial MC of the veneer was 50%, ×300.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fang, L.; Zeng, J.; Zhang, X.; Wang, D. Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer. Forests 2021, 12, 102. https://0-doi-org.brum.beds.ac.uk/10.3390/f12010102
AMA Style
Fang L, Zeng J, Zhang X, Wang D. Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer. Forests. 2021; 12(1):102. https://0-doi-org.brum.beds.ac.uk/10.3390/f12010102
Chicago/Turabian StyleFang, Lu, Jian Zeng, Xinhao Zhang, and Dan Wang. 2021. "Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer" Forests 12, no. 1: 102. https://0-doi-org.brum.beds.ac.uk/10.3390/f12010102
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.