The Impact of Post-Manufacture Treatments on the Surface Characteristics Important for Finishing of OSB and Particleboard


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Brinell Hardness
2.3. Wetting Angle and Surface Free Energy
2.4. Surface Roughness
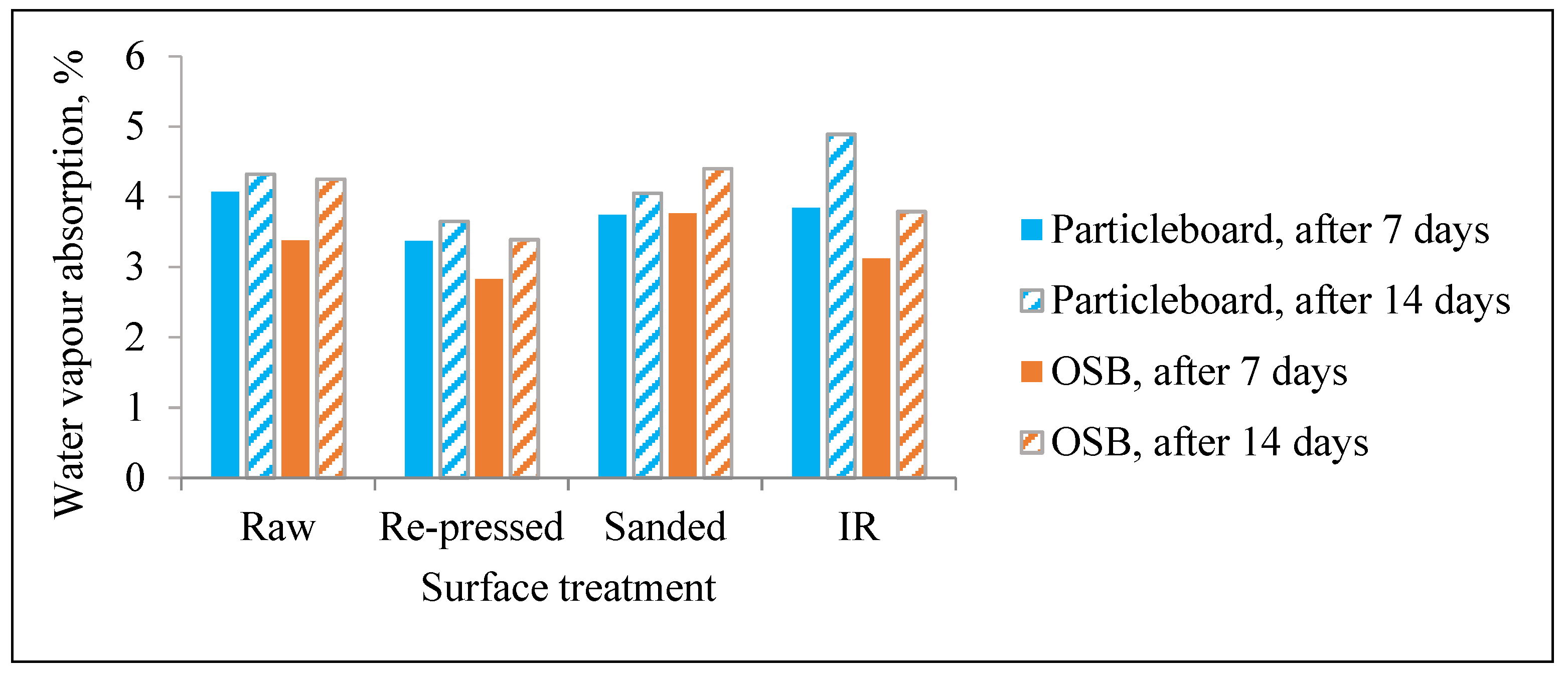
2.5. Water and Water Vapour Absorption
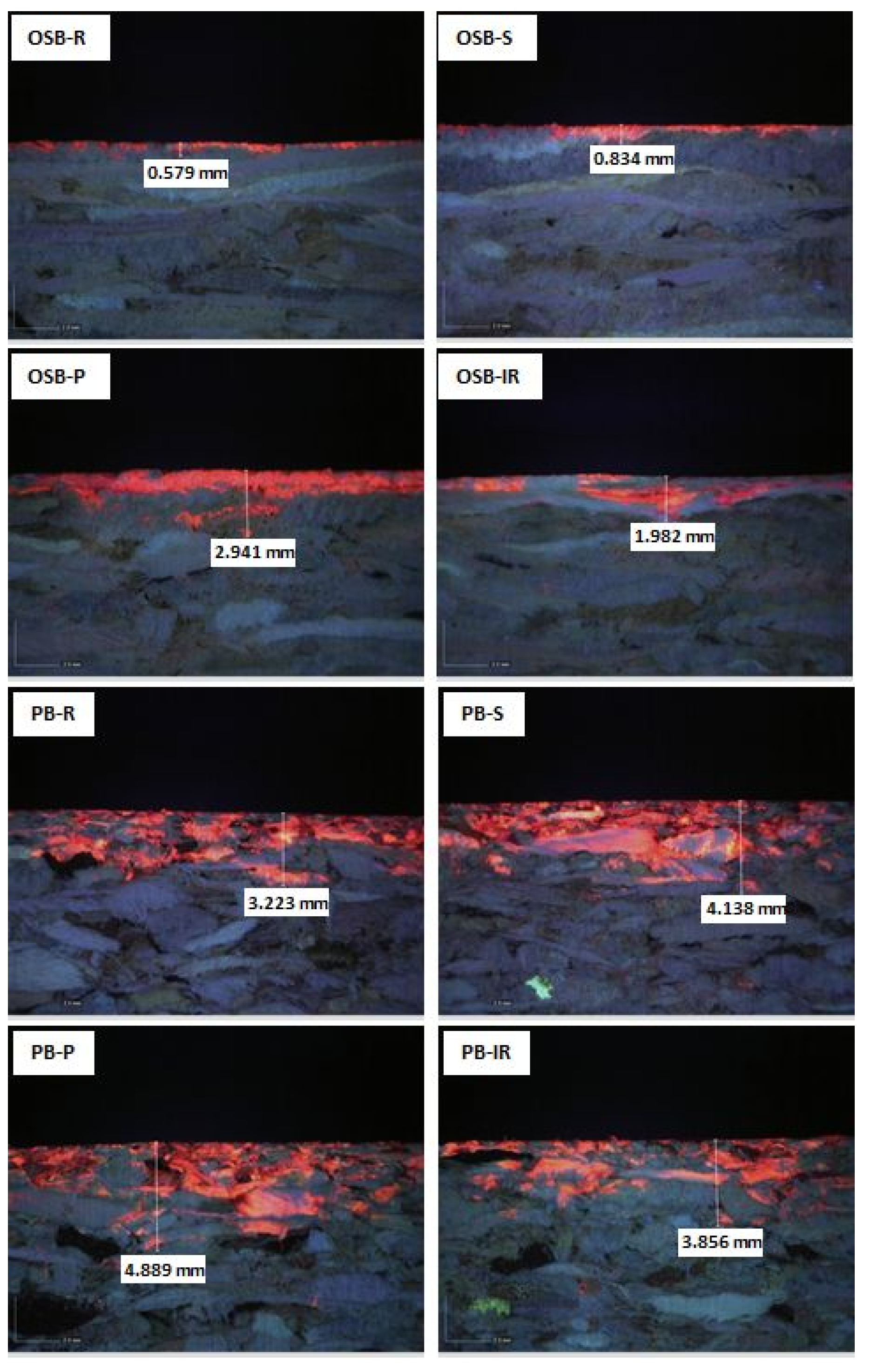
2.6. Water Penetration
3. Results and Discussion
4. Conclusions
- Brinell hardness of particleboard and OSB increase after re-pressing. This is most probably due to the densification of outermost layers of examined panels as affected with the pressure and temperature used at re-pressing;
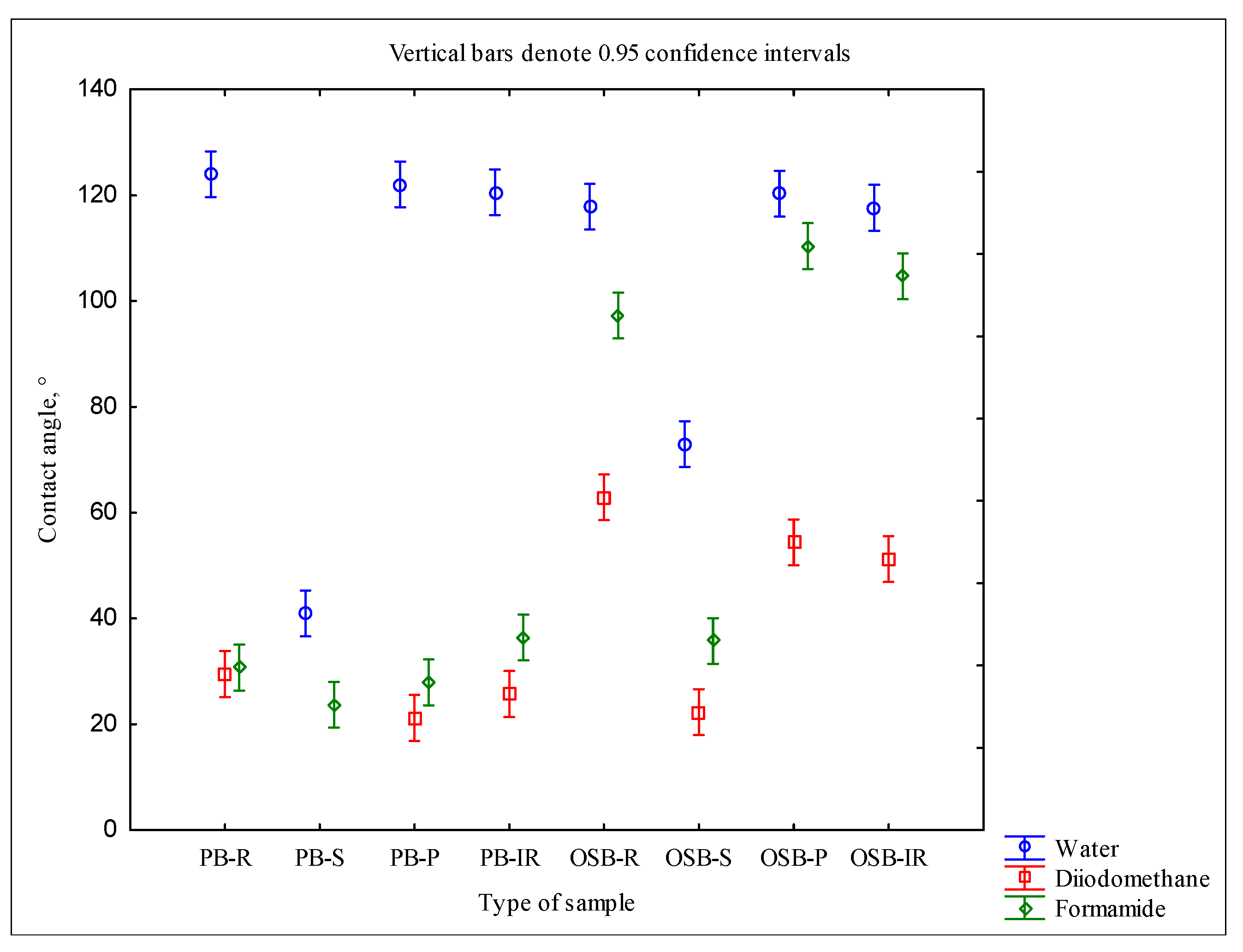
- Wetting of particleboard and OSB surface with water improved when the surface layer of resin was removed, indicating that with sanding the protective hydrophobic barrier was removed from the panel’s surfaces. At the same time, the re-pressing at a temperature of 120 °C and IR heating at 50 °C had no significant effect on the wetting of panel surfaces with water, formamide or diiodometane;
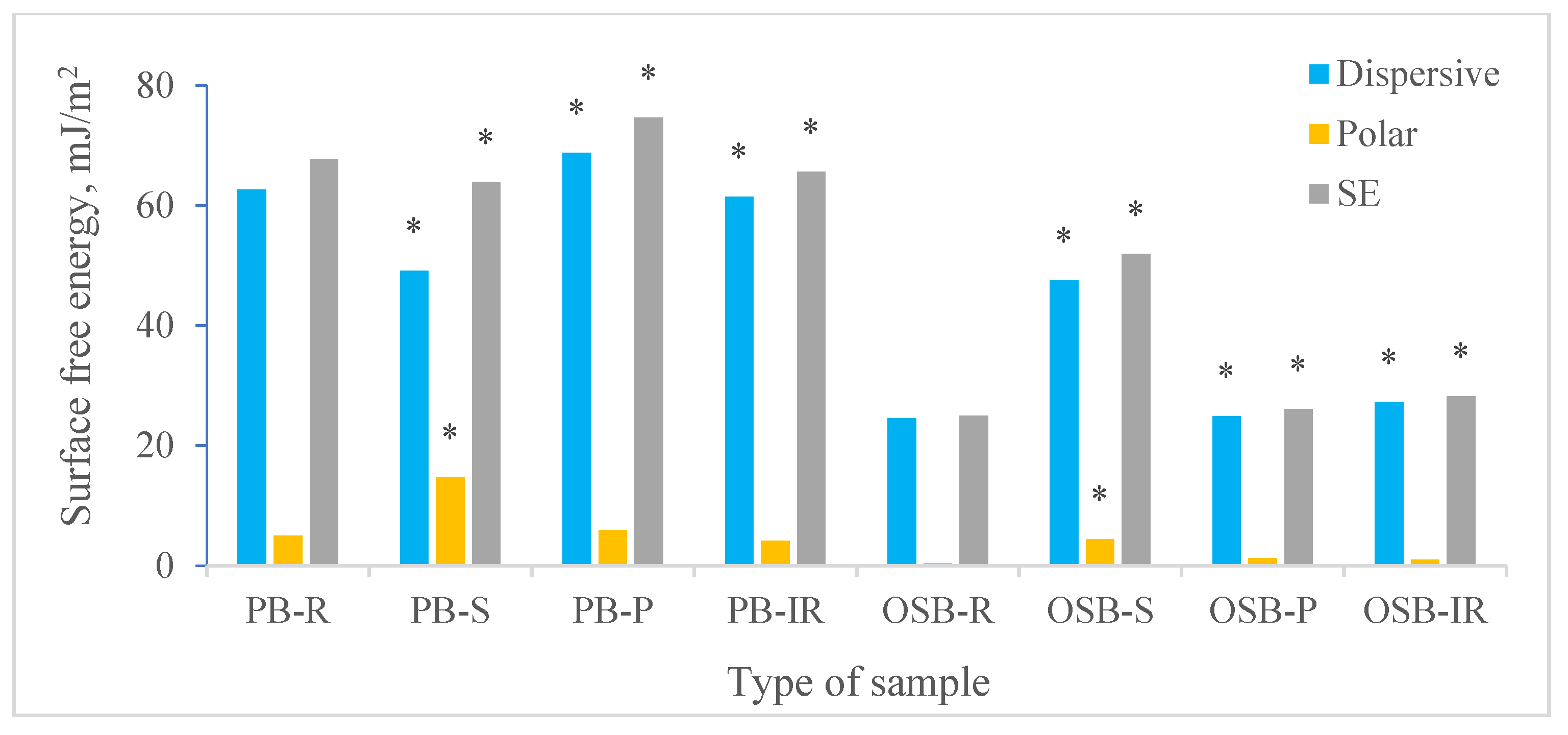
- In addition, sanding reduced surface free energy of particleboard and increased surface free energy of OSB. This can be related to the changes in surface roughness of OSB and particleboard after sanding. More precisely, it can be connected to the appearance of small cavities related to the complete removal of wood-dust resin spots, the presence of which also affected the water absorption;
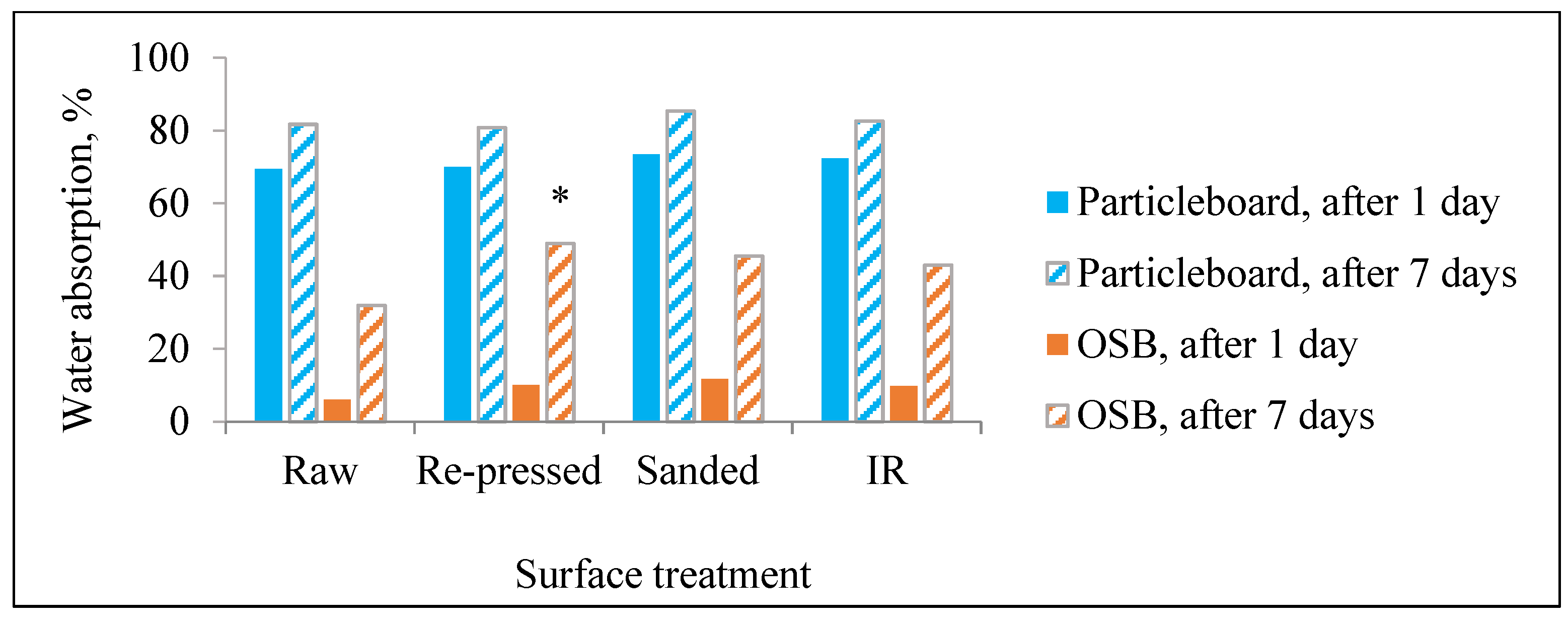
- The studied surface treatments increased water absorption and water penetration depth of OSB panels. Moreover, re-pressing had a positive effect on reducing the water vapour absorption of particleboard and OSB. This is due to the removal of protective hydrophobic barrier by sanding, to density increase after re-pressing, and, to some extent, to the reduced hydrophylicity of the outermost layers of individual strands on the particleboard and OSB surfaces due to the lignin degradation caused by additional heating of panels surfaces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Papadopoulos, A.N.; Ntalos, G.A.; Kakaras, I. Mechanical and Physical Properties of Cement-Bonded OSB. Holz Roh Werkst. 2006, 64, 517–518. [Google Scholar] [CrossRef]
- Ayrilmis, N. Surface Properties of Oriented Strand Board Coated by Electrostatic Dry Powder Spray Deposition Technique. BioResources 2020, 15, 1521–1530. [Google Scholar]
- Branowski, B.; Starczewski, K.; Zabłocki, M.; Sydor, M. Design Issues of Innovative Furniture Fasteners for Wood-Based Boards. BioResourses 2020, 15, 8472–8495. [Google Scholar] [CrossRef]
- Timusk, P.C. An Investigation of the Moisture Sorption and Permeability Properties of Mill-Fabricated Oriented Strandboard. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2008; p. 266. [Google Scholar]
- Owodunni, A.A.; Lamaming, J.; Hashim, R.; Taiwo, O.F.A.; Hussin, M.H.; Mohamad Kassim, M.H.; Bustami, Y.; Sulaiman, O.; Amini, M.H.M.; Hiziroglu, S. Adhesive Application on Particleboard from Natural Fibers: A Review. Polym. Compos. 2020, 41, 4448–4460. [Google Scholar] [CrossRef]
- Sydor, M.; Majka, J.; Langová, N. Effective Diameters of Drilled Holes in Pinewood in Response to Changes in Relative Humidity. BioResources 2021, 16, 5407–5421. [Google Scholar] [CrossRef]
- Kelly, M.W. Critical Literature Review of Relationships Between Processing Parameters and Physical Properties of Particleboard; Forest Products Laboratory: Madison, WI, USA, 1977; p. 70. [Google Scholar]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Militz, H. Characterisation of Thermally Modified Wood: Molecular Reasons for Wood Performance Improvement. Holz Roh Werkst. 1998, 56, 149–153. [Google Scholar] [CrossRef]
- Mitchell, P.H. Irreversible Property Changes of Small Loblolly Pine Specimens Heated in Air, Nitrogen, or Oxygen. Wood Fibre Sci. 1988, 20, 320–335. [Google Scholar]
- Carvalho, A.; Zanuncio, A.; Carneiro, A.; da Silva, C.; Erkel, E.; Vital, B. Hydrothermal Treatment of Eucalyptus Strand Particles for Improvement of Oriented Strand Board (OSB) Panels. JTFS 2020, 32, 136–143. [Google Scholar] [CrossRef]
- De Melo, R.R.; Muhl, M.; Stangerlin, D.M.; Alfenas, R.F.; Rodolfo Junior, F. Properties of Particleboards Submitted to Heat Treatments. Ciênc. Florest. 2018, 28, 776. [Google Scholar] [CrossRef] [Green Version]
- Mendes, R.F.; Júnior, G.B.; de Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. Effect of Thermal Treatment on Properties of OSB Panels. Wood Sci. Technol. 2013, 47, 243–256. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Laufenberg, T.L.; Winandy, J.E. Dimensional Stability and Creep Behavior of Heat-Treated Exterior Medium Density FIberboard. Holz Roh Werkst. 2009, 67, 287–295. [Google Scholar] [CrossRef]
- Del Menezzi, C.H.S.; Tomaselli, I. Contact Thermal Post-Treatment of Oriented Strandboard to Improve Dimensional Stability: A Preliminary Study. Holz Roh Werkst 2006, 64, 212–217. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Pizzi, A.; Zomers, F.; Ohlmeyer, M.; Paul, W. The Effects of a Two Stage Heat Treatment Process on the Properties of Particleboard. Holz Roh Werkst. 2006, 64, 157–164. [Google Scholar] [CrossRef]
- Suchland, O.; Enlow, R.C. Heat Treatment of Exterior Particleboard. For. Prod. J. 1968, 18, 24–28. [Google Scholar]
- Okino, E.Y.A.; Teixeira, D.E.; Del Menezzi, C.H.S. Post-Thermal Treatment of Oriented Strandboard (OSB) Made from Cypress (Cupressus Glauca Lam.). Maderas Cienc. Tecnol. 2007, 9. [Google Scholar] [CrossRef]
- Carvalho, A.G.; Mendes, R.F.; Oliveira, S.L.; Mendes, L.M. Effect of Post-Production Heat Treatment on Particleboard from Sugarcane Bagasse. Mater. Res. 2015, 18, 78–84. [Google Scholar] [CrossRef] [Green Version]
- Demirbas, A. Mechanisms of Liquefaction and Pyrolysis Reactions of Biomass. Energy Convers. Manag. 2000, 41, 633–646. [Google Scholar] [CrossRef]
- Winandy, J.E.; Krzysik, A.M. Thermal Degradation of Wood Fibers during Hot-Pressing of MDF Composites: Part I. Relative Effects and Benefits of Thermal Exposure. Wood Fibre Sci. 2007, 39, 450–461. [Google Scholar]
- Hsu, W.E.; Schwald, W.; Schwald, J.; Shields, J.A. Chemical and Physical Changes Required for Producing Dimensionally Stable Wood-Based Composites: Part I: Steam Pretreatment. Wood Sci.Technol. 1988, 22, 281–289. [Google Scholar] [CrossRef]
- Repellin, V.; Guyonnet, R. Evaluation of Heat Treated Wood Swelling by Differential Scanning Calorimetry in Relation with Chemical Composition. Holzforschung 2005, 59, 28–34. [Google Scholar] [CrossRef]
- H‘ng, P.S.; Lee, S.H.; Lum, W.C. Effect of Post Heat Treatment on Dimensional Stability of UF Bonded Particleboard. Asian J. Appl. Sci. 2012, 5, 299–306. [Google Scholar] [CrossRef] [Green Version]
- Metsä-Kortelainen, S.; Antikainen, T.; Viitaniemi, P. The Water Absorption of Sapwood and Heartwood of Scots Pine and Norway Spruce Heat-Treated at 170 °C, 190 °C, 210 °C and 230 °C. Holz Roh Werkst. 2006, 64, 192–197. [Google Scholar] [CrossRef]
- Gupta, R.C.; Singh, S.P.; Nautiyal, S.-N. Studies on Tempering of Phenolic Bonded Particle Board. J. Timber Dev. Assoc. India 1980, 26, 16–18. [Google Scholar]
- Gurau, L.; Irle, M. Surface Roughness Evaluation Methods for Wood Products: A Review. Curr. For. Rep. 2017, 3, 119–131. [Google Scholar] [CrossRef]
- Sydor, M.; Mirski, R.; Stuper-Szablewska, K.; Rogoziński, T. Efficiency of Machine Sanding of Wood. Appl. Sci. 2021, 11, 2860. [Google Scholar] [CrossRef]
- Rolleri, A.; Roffael, E. Surface Roughness of Uncoated Particleboards and Its Relation with the Raw Material, Adhesive and Climatic Conditions. Eur. J. Wood Prod. 2010, 68, 369–372. [Google Scholar] [CrossRef] [Green Version]
- Ulker, O. Surface Roughness of Composite Panels as a Quality Control Tool. Materials 2018, 11, 407. [Google Scholar] [CrossRef] [Green Version]
- Gurau, L.; Benthien, J.T.; Ohlmeyer, M.; Ayrilmis, N. Effect of Particleboard Density and Core Layer Particle Thickness on Surface Roughness. Drewno. Pr. Naukowe Doniesienia Komun. 2019, 71–83. [Google Scholar] [CrossRef]
- Nemli, G.; Ozturk, I.; Aydin, I. Some of the Parameters Influencing Surface Roughness of Particleboard. Build. Environ. 2005, 40, 1337–1340. [Google Scholar] [CrossRef]
- Kalaycioglu, H.; Deniz, I.; Hiziroglu, S. Some of the Properties of Particleboard Made from Paulownia. J. Wood Sci. 2005, 51, 410–414. [Google Scholar] [CrossRef]
- Hiziroglu, S.; Suzuki, S. Evaluation of Surface Roughness of Commercially Manufactured Particleboard and Medium Density Fiberboard in Japan. J. Mater. Process. Technol. 2007, 184, 436–440. [Google Scholar] [CrossRef]
- Nemli, G.; Akbulut, T.; Zekoviç, E. Effects of Some Sanding Factors on the Surface Roughness of Particleboard. Silva Fenn. 2007, 41. [Google Scholar] [CrossRef]
- Tabarsa, T.; Ashori, A.; Gholamzadeh, M. Evaluation of Surface Roughness and Mechanical Properties of Particleboard Panels Made from Bagasse. Compos. Part B Eng. 2011, 42, 1330–1335. [Google Scholar] [CrossRef]
- Baharoğlu, M.; Nemli, G.; Sarı, B.; Bardak, S.; Ayrılmış, N. The Influence of Moisture Content of Raw Material on the Physical and Mechanical Properties, Surface Roughness, Wettability, and Formaldehyde Emission of Particleboard Composite. Compos. Part B Eng. 2012, 43, 2448–2451. [Google Scholar] [CrossRef]
- Unsal, O.; Candan, Z.; Buyuksari, U.; Korkut, S.; Babiak, M. Effects of Thermal Modification on Surface Characteristics of OSB Panels. Wood Res. 2010, 55, 51–58. [Google Scholar]
- Del Menezzi, C.H.S.; Riberio, R.B.; Sternadt, G.H.; Teixeira, D.E.; Okino, E. Effect of Thermal Post-Treatment on Some Surface-Related Properties of Oriented Strandboards. Drv. Industija 2008, 59, 61–67. [Google Scholar]
- Hiziroglu, S.; Jarusombuti, S.; Fueangvivat, V. Surface Characteristics of Wood Composites Manufactured in Thailand. Build. Environ. 2004, 39, 1359–1364. [Google Scholar] [CrossRef]
- Richter, K.; Feist, W.C.; Mark, T.K. The Effect of Surface Roughness on the Performance of Finishes. For. Prod. J. 1995, 45, 8. [Google Scholar]
- Evans, P.D.; Cullis, I. Effect of Sanding and Coating with UV-Cured Finishes on the Surface Roughness, Dimensional Stability and Fire Resistance of Oriented Strandboard. Holz Roh Werkst. 2008, 66, 191–199. [Google Scholar] [CrossRef]
- EN 1534 Wood Flooring and Parquet—Determination of Resistance to Indentation—Test Method; The European Committee for Standardization: Brussel, Belgium, 2020.
- Wålinder, M.E.P.; Gardner, D.J. Acid–Base Characterization of Wood and Selected Thermoplastics. J. Adhes. Sci. Technol. 2002, 16, 1625–1649. [Google Scholar] [CrossRef]
- Ström, G.; Fredriksson, M.; Stenius, P. Contact Angles, Work of Adhesion, and Interfacial Tensions at a Dissolving Hydrocarbon Surface. J. Colloid Interface Sci. 1987, 119, 352–361. [Google Scholar] [CrossRef]
- Kaelble, D.H. Dispersion-Polar Surface Tension Properties of Organic Solids. J. Adhes. 1970, 2, 66–81. [Google Scholar] [CrossRef]
- Software SCA Module SCA 21; DataPhysics: Fiderstadt, Germany, 2006.
- Blateyron, F. Profile Parameters from ISO 4287. Digital Surf 2020. Available online: https://www.google.com.hk/search?q=Profile+Parameters+from+ISO+4287&sxsrf=ALeKk00SISCJ1x90w1Wbtf5W3gwpYKNNuw%3A1626745064554&source=hp&ei=6Cj2YOfjH5LpmAW2yqvgDQ&iflsig=AINFCbYAAAAAYPY2-PBDXXOX_QSvl7fcCf1qQweu9J6_&oq=Profile+Parameters+from+ISO+4287&gs_lcp=Cgdnd3Mtd2l6EANQsJkBWLCZAWDJmwFoAHAAeACAAZEBiAGRAZIBAzAuMZgBAKABAqABAaoBB2d3cy13aXo&sclient=gws-wiz&ved=0ahUKEwjn99fNwfDxAhWSNKYKHTblCtwQ4dUDCAY&uact=5 (accessed on 13 January 2021).
- Dos Santos, P.C.; Del Menezzi, C.H.S. Effect of the Densification Process on Properties of Commercial Oriented Strand Boards. Eur. J. Wood Prod. 2018, 76, 1707–1713. [Google Scholar] [CrossRef]
- Sydor, M.; Pinkowski, G.; Jasińska, A. The Brinell Method for Determining Hardness of Wood Flooring Materials. Forests 2020, 11, 878. [Google Scholar] [CrossRef]
- Lee, S.; Lum, W.; Zaidon, A.; Fatin-Ruzanna, J.; Tan, L.; Mariusz, M.; Chin, K. Effect of Post-Thermal Treatment on the Density Profile of Rubberwood Particleboard and Its Relation to Mechanical Properties. J. Trop. For. Sci. 2017, 13, 93–104. [Google Scholar]
- Gérardin, P.; Petrič, M.; Petrissans, M.; Lambert, J.; Ehrhrardt, J.J. Evolution of Wood Surface Free Energy after Heat Treatment. Polym. Degrad. Stab. 2007, 92, 653–657. [Google Scholar] [CrossRef]
- Akgül, M.; Korkut, S.; Çamlibel, O.; Candan, Z.; Akbulut, T. Wettability and Surface Roughness Characteristics of Medium Density Fiberboard Panels from Rhododendron (Rhododendron Ponticum) Biomass. Maderas Cienc. Tecnol. 2012, 14, 185–193. [Google Scholar] [CrossRef] [Green Version]
- de Meijer, M.; Haemers, S.; Cobben, W.; Militz, H. Surface Energy Determinations of Wood: Comparison of Methods and Wood Species. Langmuir 2000, 16, 9352–9359. [Google Scholar] [CrossRef]
- Bardak, S.; Nemli, G.; Sari, B.; Baharoglu, M.; Zekovic, E. Manufacture and Properties of Particleboard Composite From Waste Sanding Dusts. High Temp. Mater. Process. 2010, 29, 159–168. [Google Scholar] [CrossRef]
- Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Appl. Sci. 2020, 10, 8165. [Google Scholar] [CrossRef]
- Kačik, F.; Kačikova, D.; Bubenikova, T. Spruce Wood Lignin Alterations after Infrared Heating at Different Wood Moistures. Cellul. Chem. Technol. 2006, 40, 643–648. [Google Scholar]
- Christensen, G.N.; Kelsey, K.E. The rate of sorption of water vapor by wood. Holz Roh Werkst. 1959, 17, 178–188. [Google Scholar] [CrossRef]
- Engelund, E.T.; Thygesen, L.G.; Svensson, S.; Hill, C.A.S. A Critical Discussion of the Physics of Wood–Water Interactions. Wood Sci. Technol. 2013, 47, 141–161. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Board | Type of Resin | Density (g/cm3) | Moisture Content (%) | Thickness (mm) |
|---|---|---|---|---|
| OSB | pMDI 1 | 0.6033 | 7.9 | 12 |
| Particleboard | UF 2 | 0.6479 | 7.4 | 12 |
| Type of Surface | Process Parameters |
|---|---|
| Raw | Commercial board prepared in factory |
| Pressed | Press time: 3 min, pressure: 0.8 MPa, temperature: 120 °C |
| Sanded | 1. step: sanding with sandpaper P80 grit-size 2. step: sanding with sandpaper P120 grit-size (average thickness of sanded layer: OSB = 0.65 mm, particleboard = 0.32 mm) |
| Heated | Heated with IR heater until surface of sample reached 50 °C |
| Type of Sample 1 | Brinell Hardness | Standard Deviation | p-Value |
|---|---|---|---|
| PB | 3.62 | 0.705 | |
| PB-P | 4.67 | 1.501 | 0.010786 * |
| OSB | 3.85 | 1.528 | |
| OSB-P | 4.39 | 0.567 | 0.356742 |
| OSB | ||||
|---|---|---|---|---|
| Roughness Parameter | Raw | Sanded | Re-Pressed | IR-Heated |
| Ra | 7.27 (2.69) 1 | 5.59 (2.25) | 7.48 (4.30) | 5.59 (2.75) |
| Rz | 53.13 (20.50) | 44.64 (14.64) | 55.09 (28.73) | 40.54 (18.15) |
| Rt | 111.00 (51.11) | 88.01 (37.62) | 125.80 (86.38) | 86.30 (49.91) |
| Rv | 36.95 (15.73) | 28.67 (11.02) | 38.01 (18.46) | 27.28 (11.46) |
| Rsk | −0.93 (0.49) | −0.80 (0.53) | −1.15 (0.37) | −1.00 (0.20) |
| RSm | 223.76 (90.32) | 133.59 * (41.95) | 165.88 (105.43) | 145.44 * (31.42) |
| Particleboard | ||||
| Roughness Parameter | Raw | Sanded | Re-Pressed | IR-Heated |
| Ra | 8.21 (1.06) | 8.24 (0.85) | 7.68 (1.31) | 11.22 * (1.8) |
| Rz | 57.90 (7.98) | 63.61 (7.83) | 54.93 (7.72) | 78.43 * (11.14) |
| Rt | 85.11 (18.87) | 96.07 (18.91) | 87.12 (19.09) | 119.24 * (22.54) |
| Rv | 39.09 (6.39) | 46.44 (7.66) | 39.81 (6.06) | 53.75 (8.52) |
| Rsk | −1.04 (0.23) | −1.51 * (0.33) | −1.28 (0.24) | −1.08 (0.21) |
| RSm | 171.49 (21.06) | 198.09 (23.86) | 178.08 (23.05) | 237.25 * (28.31) |
| Properties | Particleboard | OSB | ||||
|---|---|---|---|---|---|---|
| S | P | IR | S | P | IR | |
| Brinell hardness | n.a. |  28.2% 28.2% | n.a. | n.a. | 14.0% | n.a. |
| Contact angle—water |  66.9% 66.9% | 1.5% | 2.7% | 38.1% | 2.1% | 0.2% |
| Contact angle—diiodomethane | 100% | 28.1% | 12.7% | 6.45% | 13.5% | 18.5% |
| Contact angle—formamide | 22.9% | 9.0% | 18.6% | 63.3% | 13.5% | 7.6% |
| Surface free energy | 5.6% | 10.3% | 3.1% | 107.6% | 4.32% | 12.9% |
| Roughness—Ra | 0.4% | 6.5% | 36.7% | 23.1% | 2.9% | 23.1% |
| Roughness—Rz | 9.9% | 5.1% | 35.5% | 16.0% | 3.7% | 23.7% |
| Roughness—Rt | 12.9% | 2.4% | 40.1% | 20.7% | 13.3% | 22.3% |
| Roughness—Rv | 18.8% | 1.8% | 37.5% | 22.4% | 2.9% | 26.2% |
| Roughness—Rsk | 44.2% | 23.1% | 3.8% | 14.0% | 23.7% | 7.5% |
| Roughness—RSm | 15.5% | 3.8% | 38.3% | 40.3% | 25.9% | 35.0% |
| Water absorption—7 days | 4.5% | 1.1% | 1.2% | 42.4% | 53.2% | >34.6% |
| Water vapour absorption—14 days | 21.6% | 15.5% | 13.3% | 3.5% | 20.3% | 10.8% |
| Water penetration | 28.4% | 51.7% | 19.7% | 57.7% | 446.5% | 274.7% |
Increase in value compared to raw panel. Decrease in value compared to raw panel.Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Copak, A.; Jirouš-Rajković, V.; Španić, N.; Miklečić, J. The Impact of Post-Manufacture Treatments on the Surface Characteristics Important for Finishing of OSB and Particleboard. Forests 2021, 12, 975. https://0-doi-org.brum.beds.ac.uk/10.3390/f12080975
Copak A, Jirouš-Rajković V, Španić N, Miklečić J. The Impact of Post-Manufacture Treatments on the Surface Characteristics Important for Finishing of OSB and Particleboard. Forests. 2021; 12(8):975. https://0-doi-org.brum.beds.ac.uk/10.3390/f12080975
Chicago/Turabian StyleCopak, Antonio, Vlatka Jirouš-Rajković, Nikola Španić, and Josip Miklečić. 2021. "The Impact of Post-Manufacture Treatments on the Surface Characteristics Important for Finishing of OSB and Particleboard" Forests 12, no. 8: 975. https://0-doi-org.brum.beds.ac.uk/10.3390/f12080975