
Investigation of the Impact of Micro-Structuring on the Bonding Performance of Beechwood (Fagus Sylvatica L.)


1
Architecture, Wood and Civil Engineering, Bern University of Applied Sciences, 2500 Biel/Bienne, Switzerland
2
Institute for Building Materials, ETH Zurich, Lulea University of Technology, 971 87 Lulea, Sweden
*
Author to whom correspondence should be addressed.
†
Visiting Prof. Lulea University of Technology.
Forests 2022, 13(1), 113; https://0-doi-org.brum.beds.ac.uk/10.3390/f13010113
Submission received: 20 November 2021
/
Revised: 5 January 2022
/
Accepted: 7 January 2022
/
Published: 13 January 2022
(This article belongs to the Section Wood Science and Forest Products)
Abstract
:Although glueing softwood is well mastered by the industry, predicting and controlling bond quality for hardwood is still challenging after years of research. Parameters such as the adhesive type, resin–hardener ratio, and the penetration behaviour of the wood are determinants for the bond quality. The aim of this work was to assess to what extent the glueing behaviour of beechwood can be improved by using structural planing. The different surfacing methods were characterised by their roughness. The bond strength of the micro-structured surfaces was determined according to EN 302-1, and the delamination resistance was tested as indicated by EN 302-2 for type I adhesives. Micro-structured surfaces were compared with different surfaces (generated by surfacing methods such as dull/sharp planing and sanding). In dry test conditions, all surfacing methods gave satisfying results. In the wet stage, the bond strength on the finer micro-structured surface slightly outperformed the coarse structure surface. For the delamination resistance, a clear improvement could be observed for melamine-formaldehyde-bonded specimens since, when using the recommended amount of adhesive, micro-structured surfaces fulfilled the requirements. Nevertheless, structural planing cannot lead to a reduction in the applied grammage since no sample with a smaller amount fulfilled EN 302-2 requirements even by observing the recommended closed assembly waiting time. Adhesion area enlargement of the micro-structuring is minor. The good delamination performance without waiting time (CAT) is not caused by surface enlargement, since finer micro-structured surface with negligible area increase and delivered even better delamination resistance. Subsurface analysis should be carried out to thoroughly investigate this phenomenon.
1. Introduction
In Switzerland, softwoods account for most of the wood processed each year for various construction applications. Moreover, beechwood has a yearly growth of around 2 million cubic metres, whereas spruce has 5 million cubic metres. There is a clear dominance of softwoods in the construction market. In Switzerland, each time that a million cubic metres of spruce are used, only 36,000 cubic metres of beechwood are used [1]. This notable difference is mainly explained by the orientation of the wood industry.
Furthermore, the fact that spruce is a limited resource motivates research into the development of processing techniques for the optimal use of hardwoods. The superior mechanical properties of beech and the large reserves present in Switzerland make it the ideal candidate to try to rebalance the construction market. Due to the low utilisation of hardwoods in Central Europe, hardwood-processing techniques have not yet reached a similar technological development level as softwoods.
Glueing is certainly amongst the most important challenges to be met to efficiently use hardwoods. It is obvious that the use of engineered wood products involved in timber structural applications is enabled through glueing. Therefore, efficient adhesive bonding of hardwoods is the key to bringing competitive products to the market.
However, to adhesively bond beechwood (Fagus Sylvatica L.) with current adhesives, a closed waiting time must be observed, and in the case of polyurethane (PUR) adhesives, the surface to be glued must first be pre-treated with a primer. Closed assembly waiting time can reach an hour [2]. Both requirements increase production costs and reduce productivity since rentability can only be achieved by using very-large-scaled production facilities.
The present work is therefore set against this background to analyse the possibilities of improving the glueing of beechwood using structural planing. Several studies have analysed the possibility of improving the bond strength by using face milling. The present work was carried out in the framework of an Innosuisse feasibility study. Preliminary work carried out reported a positive impact of micro-structuring on the bonding performance of beechwood [3]. High-quality bonding can help better exploit the higher strength and stiffness of hardwood to replace steel or concrete with renewable resources in the reinforcement of load-bearing systems. Moreover, hardwoods have an optical advantage: they can be used to create slender load-bearing structures and offer a different aesthetic appearance through their specific anatomy.
At a European level, it is relevant for the future to master the processing of hardwood as a shift from conifer-dominated forests towards forests with a higher population of deciduous species. Improving technologies related to hardwood processing can help the timber industry to survive a possible lack of raw material [4].
In opposition to spruce, beech anatomically promotes deep penetration of adhesive. This penetration behaviour might lead to the formation of starved bond lines [5,6,7]. Hass [8] was able to unveil the complex network of vessels of beech by means of synchrotron radiation X-ray tomographic microscopy. Until then, the penetration behaviour of an adhesive was only described by using the maximum penetration depth. He also showed the list of major factors affecting adhesive penetration into the wood. In the case of starved bond lines, the bond performance is poor. This shows that only relying on adhesive penetration to assess a bond quality can be misleading [3]. Beechwood has a strong volumetric shrinkage that can reach 18% [9]. This restricts the number of adhesives that can be used since superior mechanical properties are required to withstand the inner tensions of the wood. In a delamination test, the adhesive must bear the forces caused by this particularly strong shrinkage. Employing adhesives that were initially developed for softwoods (such as spruce, pine, and fir) to bond hardwoods (such as beech, ash, and oak) requires adapting process parameters due to the pre-mentioned factors. The density of a wood species is a good factor to roughly estimate its bondability. For instance, fir and balsa belong to the category “bond easily” (bond very easily with adhesives of a wide range of properties and under a wide range of bonding conditions), whereas beech and white ash belong to the category “bond satisfactorily” (bond satisfactorily with good-quality adhesives under well-controlled bonding conditions), as presented by Frihart and Hunt [10]. High density corresponds to thicker cell walls and smaller lumens, which harden the penetration of the adhesive in the intimate wood tissue. Furthermore, the perforated vessels of beech diffuse the adhesive through the vessel network. The anatomy of the pits also has an important impact on the penetration behaviour of wood [8,10]. This complicated adhesive penetration results in limiting mechanical interlocking to less than two cells deep. More swelling and shrinking is associated with high-density species (hardwood or dense softwood). Wood porosity derives from wood density and the species’ related anatomy.
Knorz et al. [11] and Luedtke et al. [12] assessed the impact of surface preparation upon the bond quality of solid wood and the achieved bond performance. This section will sum up the state of the art around this topic. Planing, sanding, and face milling have been considered by many studies [13,14,15].
Planing. Surface quality is directly impacted by planing knives’ conditions. The sharpness of the knives determines the surface quality [14,16]. Singh et al. [16] could demonstrate using several microscopic methods that dull knives can lead to severe damage of outer cells of the planed surface. This results in the obstruction of the cell lumen and prevents good penetration of glue into the cell walls. The resulting bond line has an unregular width, and the overall bond performance is poor. Kläusler et al. [14] obtained results that correlate with the findings of Singh et al. [16]. Specimens planed with dull knives performed the worst on all tensile shear strength tests regardless of the treatment (A1, A4, A5). Furthermore, Singh found out that in case of wood failure, the breach occurs at a distance (some cells away) from the bond line, whereas it occurs near (some cell wall layers away) the bond line in case of dull-knives-planed surfaces. Since planing is a widely spread surfacing method in the industry, its effect on surface quality and bond performance has been extensively investigated. It has been reported that sharp knives produce planed surfaces that facilitate adhesive penetration due to open cells [17,18].
Sanding. Sanding differs from planing in the cutting geometry [19]. This type of surface treatment leads to varying results in contrast to other methods. For example, Jokerst and Stewart [20] could observe crushing and tearing of wood cells linked with sanding, resulting in a poor performance in a shear-strength test, whereas Kläusler et al. [14] report a rather positive effect over bond performance in wet and dry conditions when using abrasive planing. The grit size is a strong determinant. Further investigations related to the impact of sanding upon surface quality have been conducted by several researchers over the years. It has been established that fine grits (80, 120) induce good bond quality [18,21], whereas coarse grits (36, 60) lead to poor bond performance [20].
Working with coarse grits leads to cells damage. It has been shown that damaged cells can inhibit adhesive penetration into sound wood [21] and prevent excessive penetration into earlywood [18]. Another recent study also emphasises the obstruction of adhesive penetration due to subsurface damage. The first three layers of cells are affected by ruptures and deformation. Clogged cell lumens do not facilitate adhesive transport in the sound wood tissue [17]. De Moura and Hernández [22] confirmed that clogging and crushing hinder penetration as they evaluated the coating performance of sugar maple wood. Earlier, de Moura und Hernández [18] established a positive impact of sanding upon adhesion performance. They found a significant correlation between the surface roughness average, measured across the grain, and the pull-off adhesion of films. The measured roughness is caused by torn-out micro-fibrils and abrasive scratches; those elements also increase the actual surface available for other adhesion mechanisms.
Roughness is a quantitative parameter that is used to characterise a surfacing method [15]. There are studies that report roughness to have a positive influence on wood glueing [14,23]. This positive influence is attributed to the increased bond area. Nevertheless, surfaces planed with dull knives are rougher than those planed with sharp knives, but the bond performance is poor [24]. On the other hand, surfaces that are too rough can prevent ideal contact with the substrate. They are several methods to determine roughness. Due to wood anisotropy, most reported studies measure surface roughness across the fibre [14,15,25,26]. Damage caused by the surfacing method at a microscopic level seems to have more importance than the resulting enlargement of the available area for bonding, as Murmanis et al. [21] proved using fluorescence microscopy on the sanded and planed surfaces.
Adhesion mechanisms can be described by using several theories. Mechanical interlocking is one of the first established adhesion theories for wood adhesion. Mechanical anchoring can be divided into two groups: friction locking and dovetail locking. The presence of irregularities (pores and crevices) enhances the adhesive penetration [6]. Mechanical interlocking is still considered important for wood adhesion, as shown by Follrich et al. [27]. In addition to anatomical factors, the geometry of the surface also plays an important role in mechanical interlocking. Micro-structuring can influence the surface geometry based on the chosen pattern. It is commonly accepted that rougher surfaces provide better adhesion smoother surfaces.
To achieve successful glueing of hardwood, the use of long-closed assembly time is required when using melamine urea-formaldehyde (MUF) or melamine-formaldehyde (MF) systems. This waiting time can even be longer than an hour when working with MUF [2,28]. When using one-component polyurethane adhesive, it was not possible to pass the delamination test according to EN 302-2 without using surface chemical pre-treatment [12].
Micro-structuring has its roots in the field of surface coating. It has been shown that through structured planing of the surface to coat, the coating durability was increased [29]. Investigations have been made on softwoods used for outdoor applications, where better durability of the adhesion between the wood and coating is required. The durability of the adhesion refers to its resistance against adverse climate conditions (humidity, insolation).
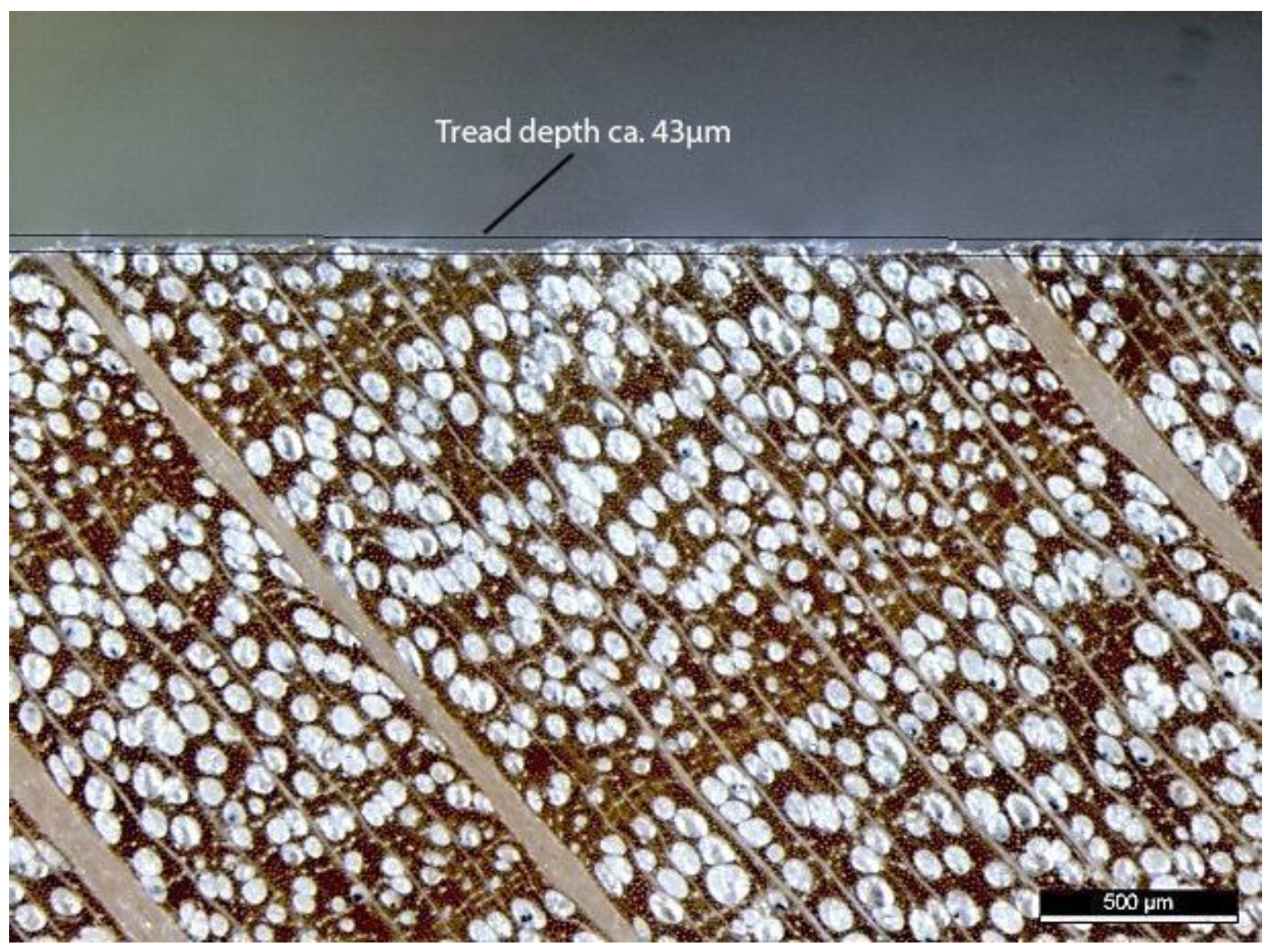
Lehmann and Volkmer [3] investigated the bond quality of micro-structured surfaces for hardwoods. They used three different wood species: ash (Fraxinus excelsior L.), beech (Fagus Sylvatica L.), and spruce (Picea abies Karst.). The microstructure machined on the surface was observed by optical microscopy. The profile depth was reported to be 43 μm, as can be observed in Figure 1. They conducted investigations of glue lines carried out with PUR (without primer) and MUF. Those series underwent a delamination test in respect to EN 302-2. The results showed that for MUF, the one-sided micro-structure planing of specimens had a promising impact on bond quality. They reported that no closed assembly time was needed to meet the delamination requirement for MUF. On the other hand, although the influence of micro structuring was still visible on samples adhesively joined with PUR, the delamination values were far above the accepted threshold. The PUR without primer performed poorly when used on hardwood. It was also observed that one-sided micro-structuring delivers better results than double-sided micro-structuring. PUR samples could fulfil neither the low nor the high-temperature process of EN 302-2 standard. The glulam layup of that experiment made micro-structured and normally planed surfaces within the same board. This might also have influenced the results since once the weakest bond line fails, the other bond lines are destressed and experience less delamination. The form factor can also be considered since it is known that a smaller sample dimensions for delamination with hardwood can improve the test results [30].
The aim of this study was to assess the impact of surface preparation on the bondability of beechwood. The characterisation of the micro-structured surfaces and the use of different adhesives with various process parameters aimed to gather knowledge about the extent of the positive effects of structural planing can already be observed in previous studies [3]. For this study, it was assumed that structural planing improves the mechanical performance of a bond line, and therefore less-demanding requirements on the adhesive to be employed were expected.
2. Material and Methods
2.1. Comparison of Five Different Surfacing Methods
2.1.1. Bonding Parameters and Test Specimens
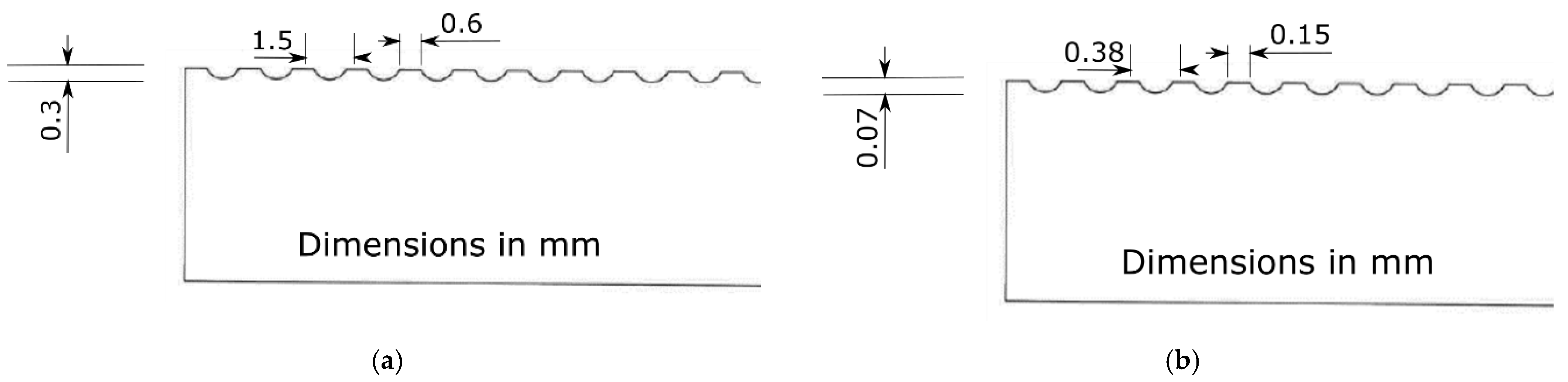
All adhesive-based connections carried out have involved beechwood (Fagus sylvatica L.). For the tensile shear test, the growth ring angle (GRA) ranges from 60 to 85 to lessen the wood impact. It is known that flat growth ring angle is associated with poor bonding performance [27,32]. The beech boards were conditioned in normal climate (20 °C/65% relative humidity) until the equilibrium moisture content of 12% was reached (14 days). In these conditions, the average density of the boards was (700 ± 50) kg/m3. Five different surface preparations were compared (sharp planing, planing with dull knives, sanding, and structural planing with coarse and fine patterns). Sharp planing was realised with a set of new and unused knives, whereas the dull knives, engaged for the creation of dull planed surfaces, were chosen among knives at the end of tool life. To obtain micro-structured surfaces, knives with pre-defined profiles in the back of the blade were used. Both used structures represented in Figure 2a,b. They, respectively, represent the coarse and fine structures. To assess the impact of surface preparation on bonding performance, a tensile shear test was carried out according to EN 302-1 [33]. The different surfaces produced are summed up in Table 1.
The adhesive was applied one-sidedly with a grammage set to with a wooden spatula. A lower grammage was used to cause failure at the interface. This a one-component polyurethane with a 30-min assembly time is used for structural applications with softwood and is available under the commercial name HBS 309 (PUREBOND®, Sempach, Switzerland). A one-component PUR adhesive was purposely chosen to achieve adhesive failure and remove the influence of the wood choice on the result since the wood failure percentage is lessened to its minimum.
The micro-structured prefabricated boards deviate from the standards (EN 205 [34]) since the folding could not be respected to guarantee to have one-sided micro-structured joints. It is known that one-sided structuring performs better [3]. The board was turned to obtain a fishbone pattern. Another difference to the standards is caused by the minimum thickness to be set on the four-face-planer, which is 9.5 mm. Going under this value causes a collision between the upper cutter head and the inner table, with severe damages to the machine. Therefore, the micro-structured prefabricated boards were 20 mm thick and had to be planed down to 10 mm on a regular thickness planer (with an equal removal of 5 mm on each side). Glueing parameters, such as open/closed assembly time (OAT/CAT), are listed in Table 2.
2.1.2. Roughness
Roughness measurement occurred within 24 h after machining. The surface roughness parameter Ra (arithmetic mean of the absolute ordinate values) was determined on a measuring length of 4 mm with a cutoff length of 0.5 mm at a measuring speed of 0.5 mm s−1. The measurement was realised using the Surftest SJ 210 roughness tester (© Mitutoyo, Urdorf, Switzerland, which uses the stylus method) in accordance with EN ISO 4287:2010 [35]. The roughness was measured in the cross-grain direction.
2.2. Analysis of Micro-Structuring Impact
2.2.1. Test Set-Up and Bonding Parameters
In order to assess the impact of micro-structuring (S1 and S2 as defined in Table 1), six groups of samples were defined for each adhesive involved (1C PUR and MF). For the micro-structured (S1 and S2) and normally planed surfaces, two different grammages were tested. The normally planed surface was used as a benchmark. The polyurethane adhesive used for this part of the experiments is commercially available under the name: HB S109 (PUREBOND®, Sempach, Switzerland). The melamine-formaldehyde system used is a formulation from AkzoNobel commercialised as GripProTM Design (Akzo Nobel, Kristinehamn, Sweden). The process parameters are reported in Table 3.
For this stage of the investigations, two different adhesive systems were used. A one-component polyurethane adhesive with 10 min open time at 20 °C and melamine formaldehyde system with an open time of 30 min at 20 °C. Adhesive was applied on sample in the laboratory at 20 °C and 65% relative humidity. Melamine formaldehyde was mixed with a resin–hardener mixing ratio of 100:50 (by weight). Different grammages were considered to assess the impact of micro-structuring (S1 and S2) on bond quality.
2.2.2. Tensile Shear Test
For the assessment of the adhesive performance, shear tests in both dry and wet stages were carried out. A1 and A4 treatments were undertaken.
Wood. All the prefabricated boards were made from beechwood (Fagus sylvatica L.). The wood was selected according to SN EN 302-1:2013. The wood used for the test were rift sawn with GRA ranging from 60° to 85°. The beech boards were conditioned in normal climate (20 °C/65% relative humidity) until the equilibrium moisture content of 12% was reached. In these conditions, the measured average density of the boards was (700 ± 50) kg/m3.
Test Procedure. After the glueing, the boards were stored in normal climate for at least a week. After, the test specimens were produced according to EN 205. The density of each specimen was determined before executing the tensile shear test. The specimens were tested at a constant testing speed, in force-controlled mode (2 kN/min) as indicated by the standards.
Evaluation method. The evaluation was based on the EN 302-1(2013). Data were censored in cases where the groove was not properly executed. As a deviation from the standards, the selection of a pre-defined sample size was carried out through randomisation. This randomisation occured in matlab with an algorithm that selects distinct sample from the censored raw data randomly (to avoid duplicates). This deviation from the norm makes sense since the aim of this research work is not to analyse an adhesive but to compare different surface treatments. The sample size used for the comparison of the different series was set to ten. Randomisation was not applied to the samples tested in dry stage since the initial sample size was set to 10. For the wet-stage tensile-shear-strength test, 30 samples per group were produced and tested, but only the limited sample size of 10 was evaluated after randomisation.
2.2.3. Delamination Test
To compare the bond performance of the structural planing, delamination tests were carried out on beechwood (Fagus Sylvatica L.). The selected wood had flat growth ring angle as recommended by the standard EN 302-2. The wood was first climatised in normal climate (20 °C/65% relative humidity) until the equilibrium moisture content of 12% was reached. The measured average density of the boards was (687 ± 27) kg/m3. Wood was sorted in respect to density, and density classes were defined as follows:
- C1
- (627–662 kg/m3);
- C2
- (662–697 kg/m3);
- C3
- (697–732 kg/m3).
The first two lamellae are from class C1, the middle pair of lamellae are from the C3 class, and the last pair is from the C2 class. This layup was respected for all delamination samples. Due to production capacity, the length of the glulam was limited to 250 mm, and one delamination sample was extracted out of the glulam.
Delamination tests were carried out on two different adhesive systems. Since both adhesive systems used are certified for structural applications, the high-temperature procedure suited to type I adhesives was applied. However, the one-component polyurethane (1C PUR) did not undergo a surface reactivation through the usage of primer solution, which exposes it to bad delamination performance on hardwood [36]. The process parameters are represented in Table 4.
3. Results
3.1. Comparison of Surfacing Methods
3.1.1. Roughness
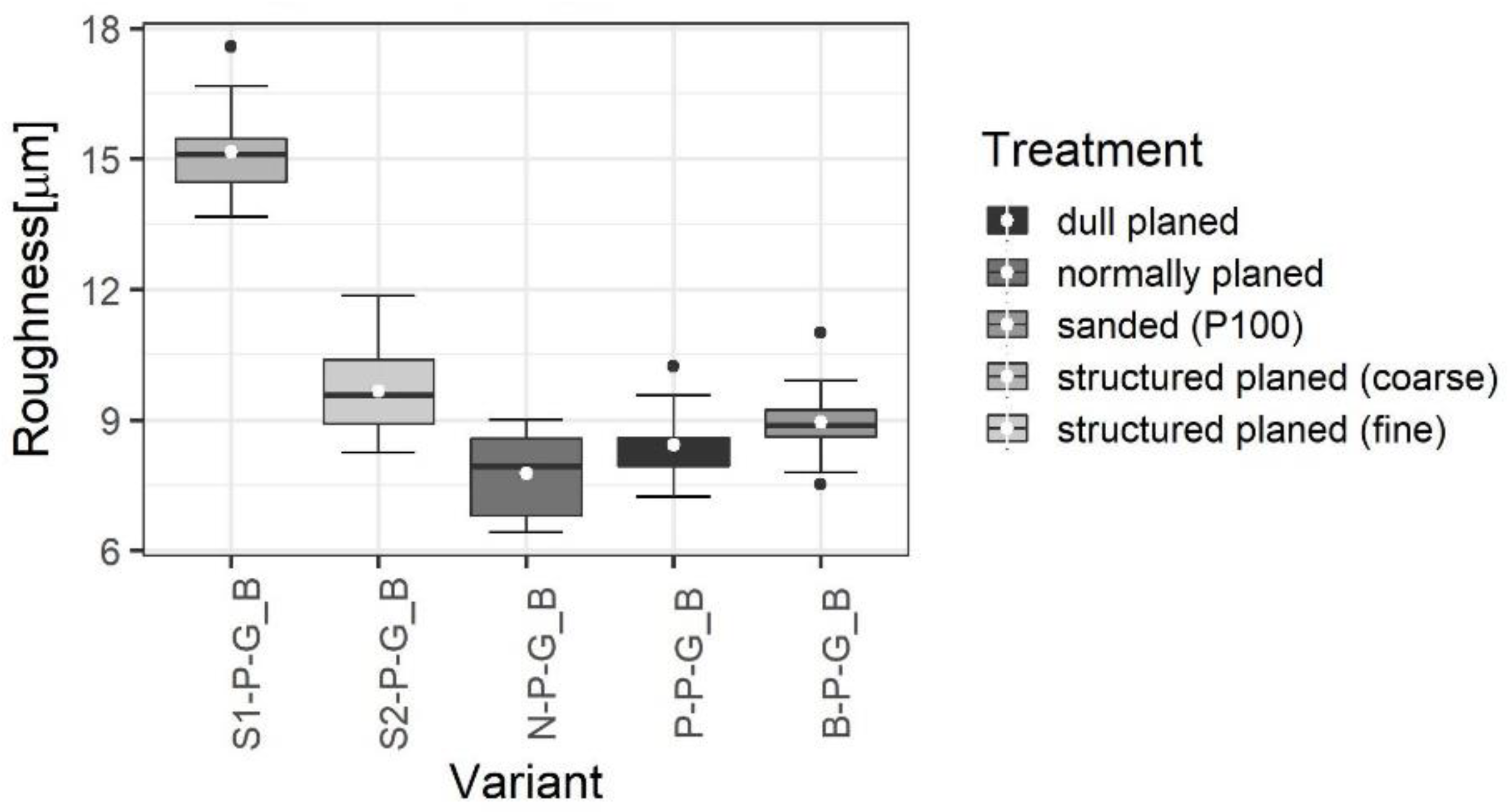
Figure 3 shows a comparison of all the machining methods used in this work. The coarse structure has the highest Ra value, followed by the fine structure, which has a lower roughness in comparison. The normally planed surface has a lower roughness than the poorly planed and sanded surfaces. The poorly planed surface had a lower dispersion and was even smoother than sanding with a P100 grit. Statistic investigations by means of Kruskal–Wallis and Dunn’s post hoc test revealed no significant differences between the roughness obtained for sanding and dull planing () at the significance level of 5%. Normally planed (with sharp knives) and coarsely micro-structured produce surfaces significantly different in terms of roughness (). The fine micro-structuring also showed a significant difference compared to the normal planing ().
3.1.2. Tensile Shear Strength
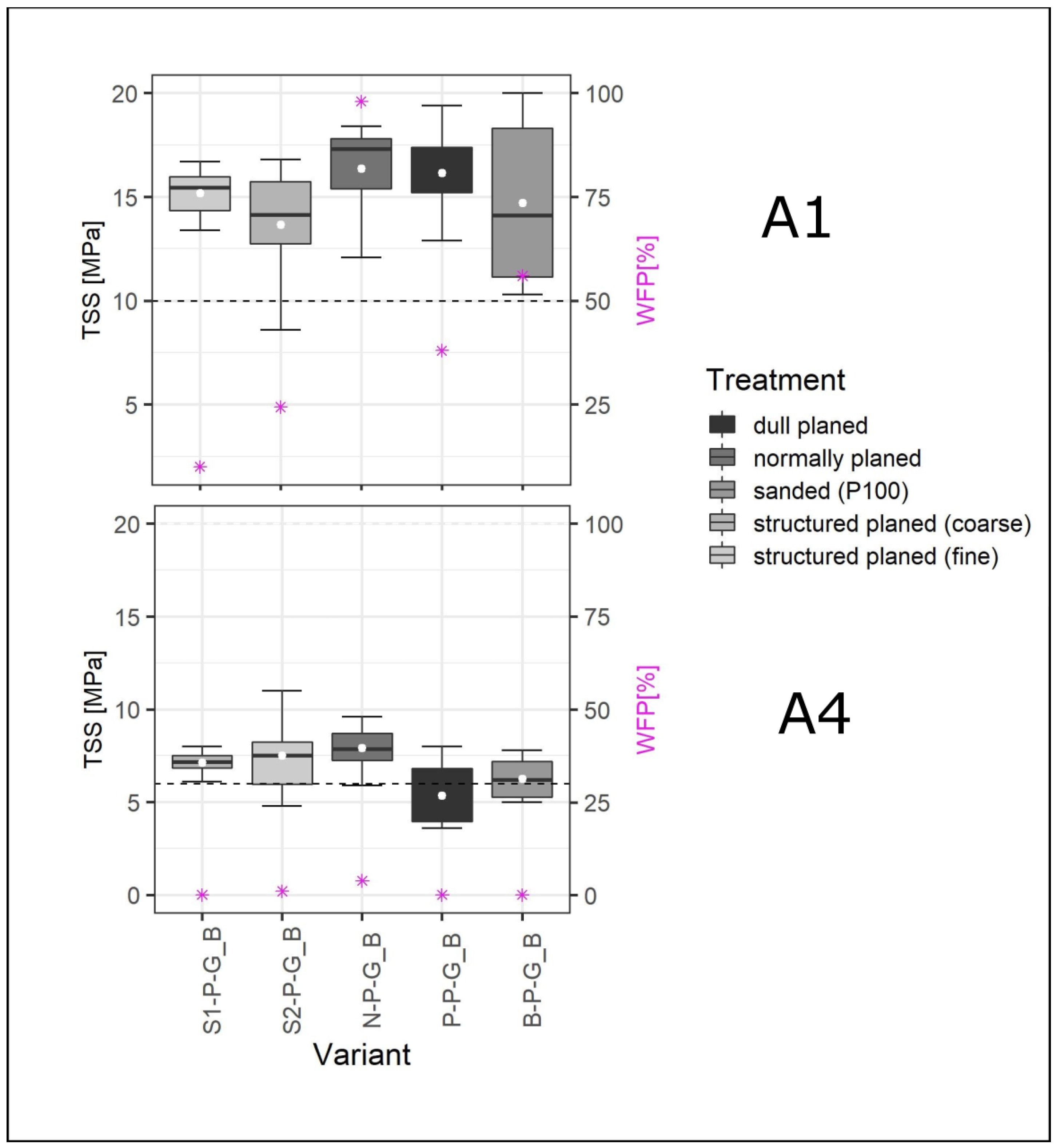
In the dry stage, the normally planed boards yielded the best performance results. However, the measured tensile shear strength relates more to the wood, as the proportion of broken wood was very large. The coarsely micro-structured specimens showed the second-highest tensile shear strength (around 15 MPa) and the lowest dispersion (see Figure 4). This low dispersion is due to the low wood failure percentage (WFP). For sanding, the dispersion was the highest, although the mean value was above the 15 MPa line, which can be explained by the high dispersion in the wood failure percentage (WFP). When the WFP is close to 100% in a dry test, the measured tensile shear strength corresponds to wood strength. The lowest WFP performance was found in the coarsely micro-structured specimens. Since they had quite high TSS values, it can be concluded that this group performs well in the dry phase. The coarse structure seems to cause a lower wood failure percentage when used with one-component polyurethane adhesive. Both micro-structuring methods and the normal planing were significantly different in terms of the wood failure percentage (Kruskal–Wallis and Dunn’s test for S1/N and for S2/N). The normally planed boards outperformed the other groups in the percentage of wood failure. All samples met the requirements of the dry test.
Under wet test conditions, poorly planed specimens are the weakest, showing a much lower average value and a dramatically low median value along with the largest reported dispersion, as shown in Figure 4. The sanded specimens narrowly passed the test. Most of the groups had specimens with a very low WFP. The lowest dispersion in tensile shear strength was observed in coarsely micro-structured specimens. Although all WFP are very close to zero, the adhesion is stable enough to reliably ensure passing the test. The finer structure shows a different behaviour with quite a high dispersion; the second-highest dispersion measured after the dull planed samples. The normally planed surfaces show a slightly better average tensile shear strength value than the sanded one. The dull planed surfaces’ tensile shear strength strongly deviates from the normal distribution based on a Shapiro–Wilk normality test (). A Kruskal–Wallis significance test in combination with a Dunn’s post hoc test revealed no significant difference between the groups. The only significant difference was found between the dull planed surfaces and the normally planed surfaces (Dunn’s test ) at a significance level of 5%.
3.2. Impact of Micro-Structuring
3.2.1. Tensile Shear Test Results
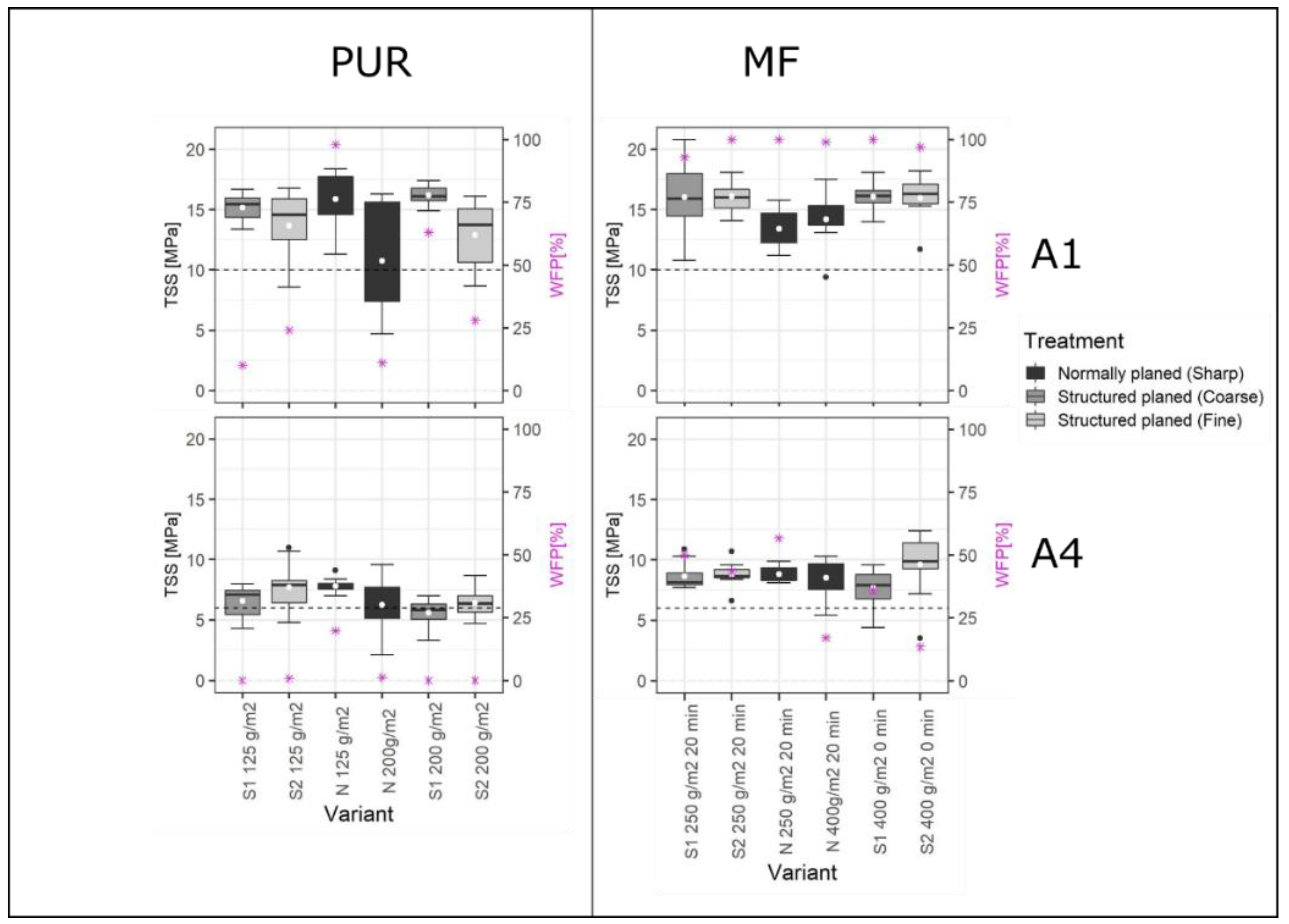
Lap joint results for PUR. The left-hand side of Figure 5 shows, from top to bottom sequentially, A1 and A4 test results according to EN 302-1. In the dry stage, the highest bonding strength was obtained for the sharp planed variant with when considering the entire whisker. However, the relatively high dispersion lessens the arithmetical average. In terms of the arithmetical mean of the tensile shear strength, the coarsely micro-structured surface with a grammage has the best performance; this variant also shows the lowest dispersion. Most samples have quite a low wood failure percentage. All samples fulfilled the requirements in the dry stage. It is not possible to increase the wood failure percentage of one-component polyurethane by using structural planing. Increasing the adhesive amount slightly improves the WFP values.
In the wet stage, the finely micro-structured surface with a grammage of 125 g/m2 show the highest arithmetical mean value. Increasing the adhesive amount reduces the bond performance. One group could not reach the tensile shear strength benchmark value defined in EN 15425 (see variant S1 200 g/m2). All groups expect the sharp planed specimens with 125 g/m2 have WFP values very close to zero.
Statistical investigations showed no significant difference between micro-structuring and normal planing for the grammage of 125 g/m2 (Welch’s ANOVA for A1 and Kruskal–Wallis ). For the grammage 200 g/m2, no significant difference was found at the wet stage (ANOVA test ). The dry stage test revealed a significant difference between the coarsely micro-structured and normally planed surfaces (Welch’s ANOVA and Games-Howell post hoc test ).
Lap joint results for MF. Figure 5 also presents test results of specimens bonded with melamine formaldehyde. In the dry test condition, all samples passed the test since the recorded mean and median values were higher than the minimum required value. The median values were not significantly different regardless of the applied grammage for micro-structured surfaces. It can be observed that increasing the grammage reduces the dispersion within the groups. For all samples, the measured wood failure percentage is high and close to 100%.
In the wet stage, all groups of specimens delivered satisfying tensile shear strength values. No significant difference between micro-structured surfaces and normally planed surfaces in terms of wood failure percentage was noticed. The smoothest surface bond with 400 g/m2 with no waiting time (CAT = 0 min) yielded the best bond performance. For a reduced adhesive amount, sharp planed surfaces perform better than structural planed surfaces (in wet conditions).
Statistical analyses were performed within grammage groups for A1 and A4 treatment. Welch’s ANOVA and a Games-Howell post hoc test showed a significant difference between normally planed and finely micro-structured surfaces for a grammage of 250 g/m2 (). For 400 g/m2, there was a significant difference noticed between both micro-structuring methods (for S1/S2 Kruskal–Wallis and Dunn’s post hoc test). For the same grammage, in dry conditions, no significant differences were observed.
3.2.2. Delamination Results
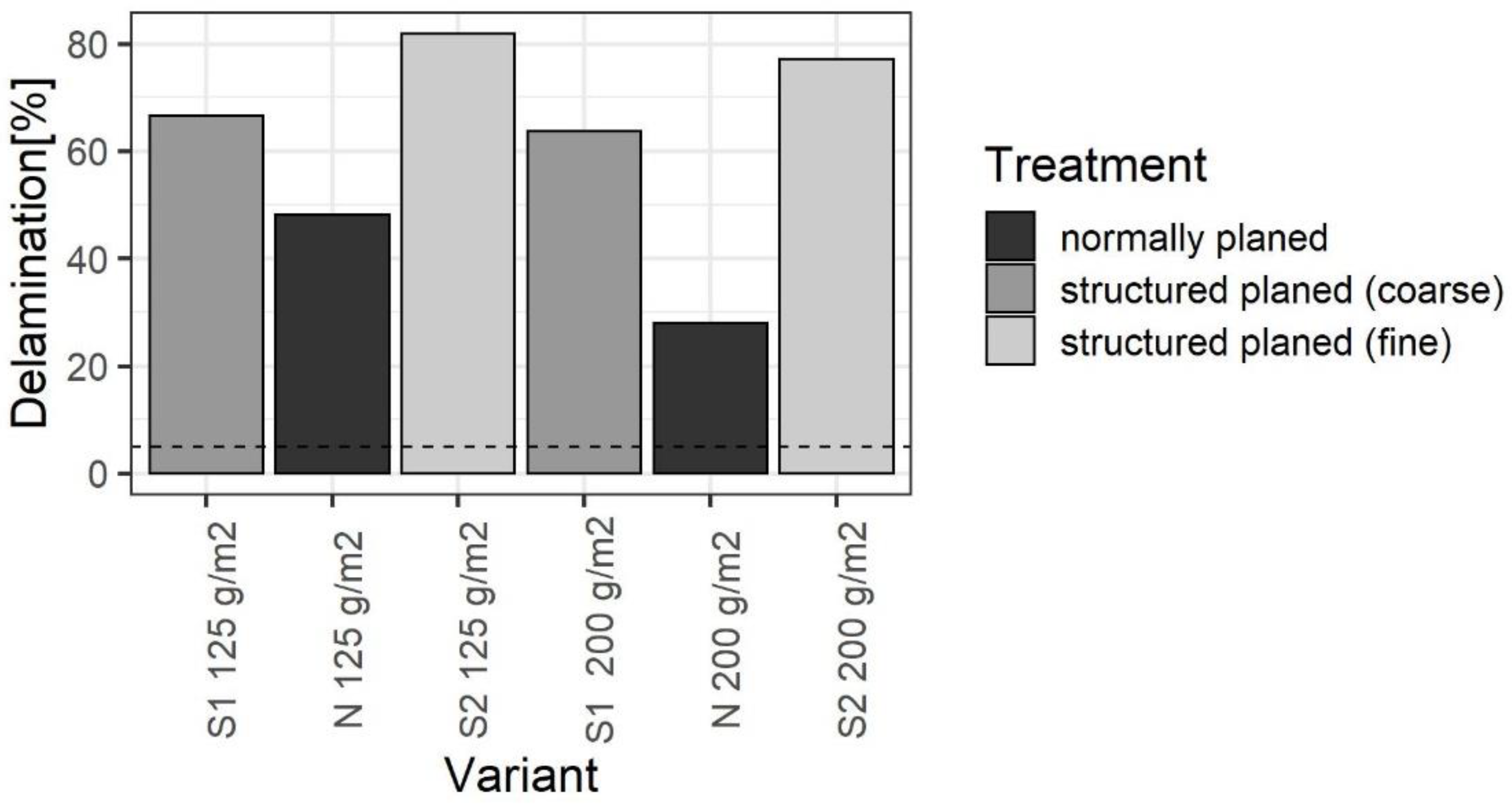
The results of the tested delamination specimens are grouped in Figure 6. No sample bonded with PUR passed the test. Even both reference glulams showed much higher delamination values than the approved delamination.
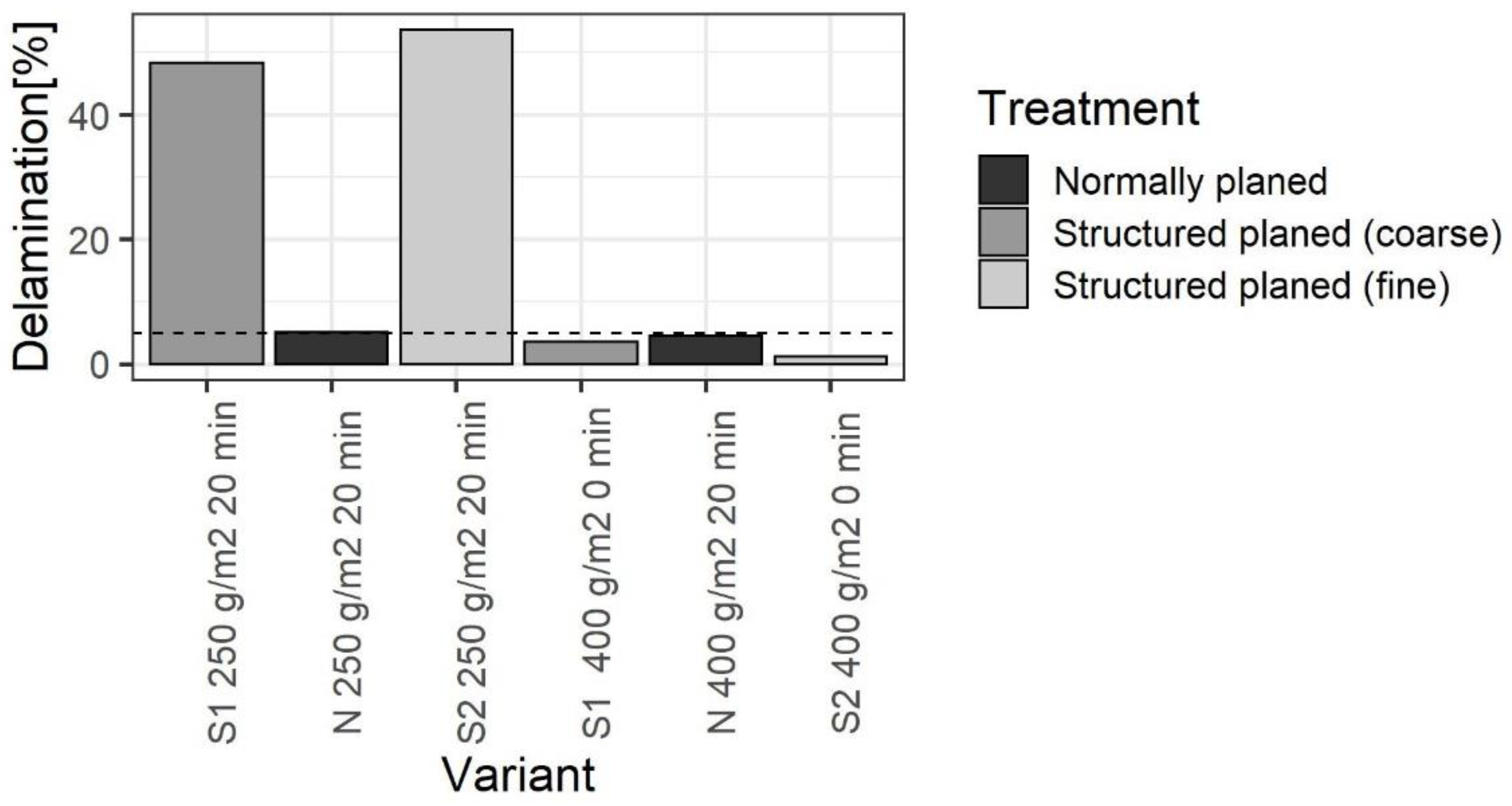
Delamination results for MF bonded samples are presented in Figure 7. Both micro-structured glulams fulfilled the delamination requirement according to EN 302-1 for type I adhesives without closed waiting time. The reference glulam (normally planed) glued with 250 g/m2 with a closed assembly time of 20 min did not pass the delamination test since its delamination value was slightly higher (5.13%) than the admitted maximal value, whereas the other reference sample with only 400 g/m2 passed the test.
3.2.3. Tool Life
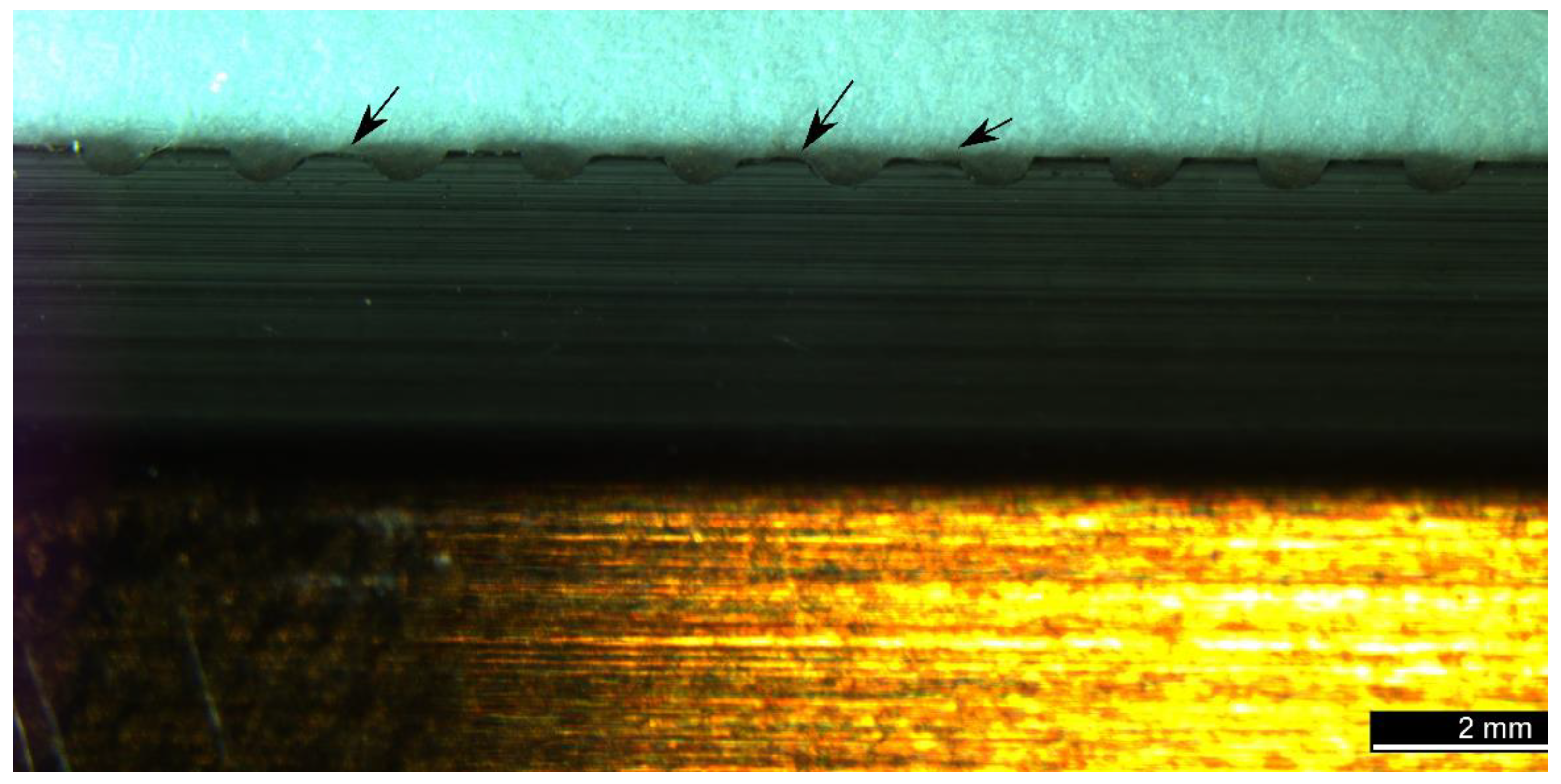
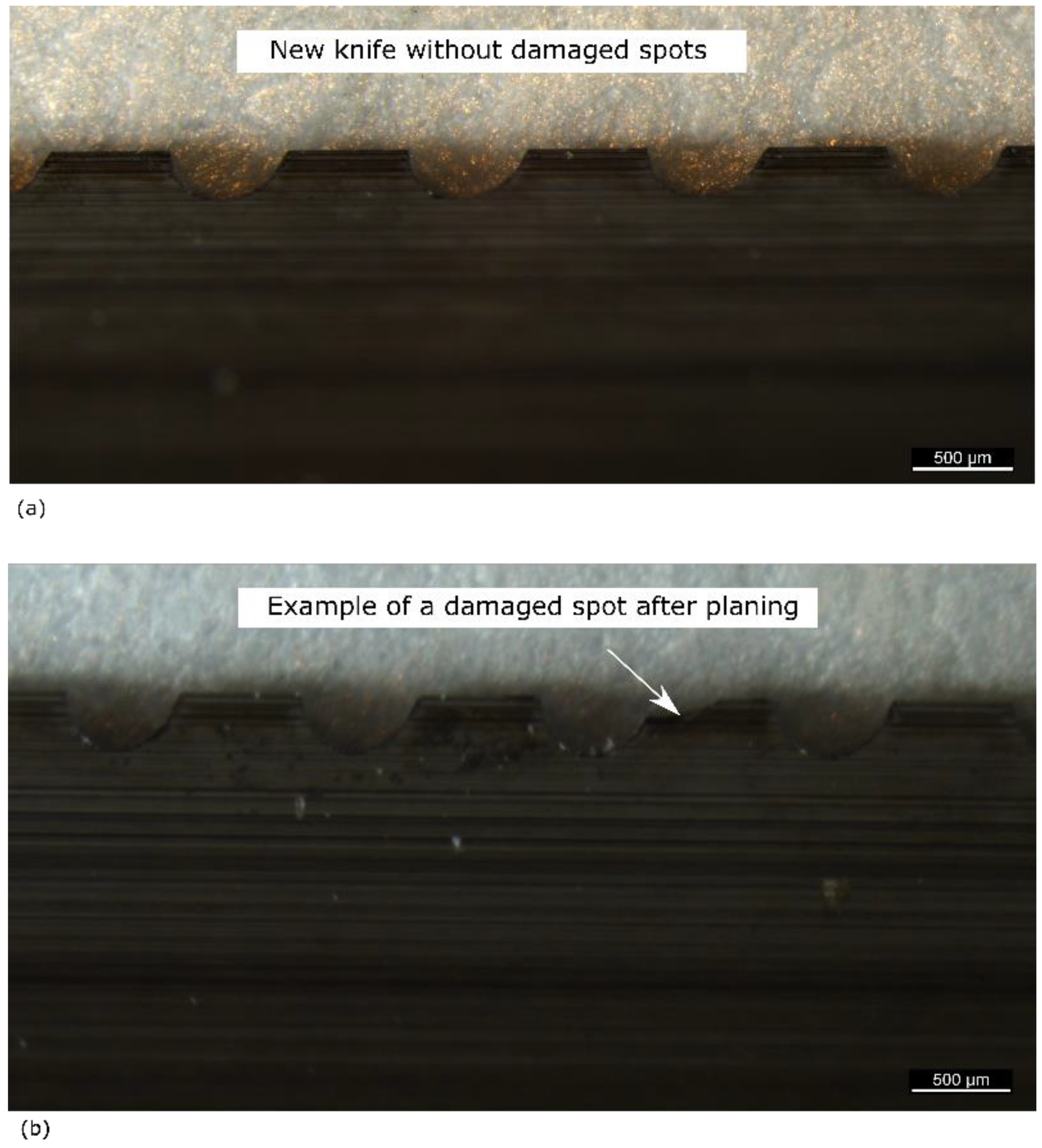
The frequency with which knives need to be changed is very crucial for the industry. Change and set-up times can significantly affect the overall productivity of the plant. In this project, less than 300 linear metres were planed. Observing wear indicators in such a short operation (low number of planed samples) poses a challenge for industrial implementation (see Figure 8 and Figure 9). The productivity gained by shortening the bonding time can be lost again due to tool-change times.
4. Discussion
4.1. Comparison of Five Surfacing Methods
4.1.1. Roughness
The normally planed surface shows lower roughness than the dull-planed and sanded surfaces. Kläusler et al. [14] carried out similar investigations on beechwood (Fagus sylvatica L.) and came to the same conclusions. They reported that sharp planing gives the smoothest surfaces, followed by fine sanding and dull planing. In their investigations, they used much smoother planing, as the feed was 0.5 mm. This contrasts with the feed rate of 1.4 mm selected for the thickness planer used for this project (see Table A1). The four-face-planer had a less-harsh feed () with less-deep planing strokes, which certainly also contributed to smoothing the roughness. Although the coarsely micro-structured (S1) series had the roughest surface, it did not give the best results in the tensile shear test. This illustrates once again why it is not obvious to fully predict the bonding quality based on roughness as a surface parameter.
The Ra value of 15 μm with P100 sandpaper seems to be quite high compared to what Kläusler et al. [14] obtained for surfaces sanded with P120. The difference is probably due to different sanding parameters. Hernández and Cool [37] found a different behaviour for a lighter hardwood—birch. They reported that sharp planing had a greater roughness than sanding in three successive stages with grits 100–120–150. The choice of such a fine grit is understandable, as their study aimed to optimise the wood coating.
4.1.2. Tensile Shear Test
Dry stage. All surfacing methods could pass the shear test in dry testing conditions. This result is consistent with what has already been found in previous research projects. It has been reported that even poorly planed boards performed well in this stage [2,14]. The significance of an A1 test (according to EN 302-1 Table 1) is impaired by the high wood failure percentage. The considerable dispersion observable on the poorly planed samples can be explained by the irregularities associated with dull knives that are not evenly damaged.
Wet stage. In wet testing conditions, all groups had a wood failure percentage near zero. This shows that the failure behaviour of the wood with one-component polyurethane (without primer) cannot be reliably influenced by the choice of a particular surface-preparation method. This observation was already made in another study that investigated 1C-PUR [16]. It could also be observed that samples planed with sharp knives deliver better results than the sanded specimens. This result is in agreement with other studies carried out on different types of wood [14,15,21]. Nevertheless, damaged cells could not be observed by fluorescence microscopy, such as in Murmanis et al. [21]. This is due to the fact that they used a very coarse grain size (36) and worked on lightweight deciduous species. For dense hardwood such as beech, it is not easy to observe machining impact using light microscopy. The relatively recent study by Kiliç [15] showed that excessive roughness reduces the shear strength of PUR and PVAc adhesives, with the surface produced with a circular saw giving the lowest result, while the sharply planed surface showed the best performance. This agrees with the observation that the finely micro-structured surfaces have a better bond performance in wet conditions than the coarsely micro-structured specimens since the coarser pattern gives rougher surfaces. Tracking the roughness of surfaces can help understand the behaviour of the adherends.
4.2. Impact of Structural Planing
4.2.1. Shear Test
Polyurethane. Dry conditions. For one-component polyurethane, all variants fulfilled the test requirement in the dry condition, as expected based on what Konnerth et al. [2] already reported. There were discrepancies between the relatively low wood failure and the observed strength for some groups. A similar observation was also reported in the literature [38]. Differences in bond strength might also be related to the differences in density between the samples [2]. However, the samples were chosen according to EN 302-1 to reduce this effect.
Wet conditions. Except for one-component polyurethane adhesives without chemical pre-activation, the wood failure percentage was very low. One-component polyurethane is reported to have insufficient water resistance when not treated by a suited priming solution [12,39]. As the adhesive amount increases, the dispersion within the different groups of micro-structured boards decreases. For normally planed surfaces, a different phenomenon is observed. Both the WFP and TSS are significantly lower for higher grammage. This observation is unexpected since both groups are in the same range of density. The observations made in both test results (in dry and wet conditions) show that there is no clear positive influence on bond strength when using structural planing on one-component polyurethane-bonded lap joints. It is also clear that the wood failure percentage of one-component polyurethane cannot be influenced by changing the machining method [38]. Structural planing combined with polyurethane cannot impact the wood failure percentage. Furthermore, having micro-structured samples quite close to the minimum accepted resistance value for the wet-stage test indicates that structural planing without a priming solution in combination with a fast-reacting 1C PUR does not significantly improve bond performance.
Melamine formaldehyde. Melamine formaldehyde yielded much higher wood failure percentage values in the dry stage, as expected [2,40]. In studies using MUF wood, a failure percentage higher than 70% was achieved in dry conditions. Such a clear wood failure percentage is an indicator of good bond quality. In dry conditions, for similar WFP values, micro-structured surfaces perform better than normally planed samples; this is in agreement with what was assumed based on the literature [3].
In wet testing conditions, the wood failure percentage was much lower. Most groups had WFP values much lower than the benchmark of 70%. Those observations corroborate the conclusion of Kläusler et al. [5] since they declared that the wood failure percentage could not be improved by simply changing the machining methods employed to generate the surface. For both adhesive systems, the one-component polyurethane and melamine formaldehyde adhesive, the same trend can be observed: for most variants, the finely micro-structured surfaces have slightly better results. This behaviour can be attributed to the positive effect of little roughness, as theorised by Sogutlu [41].
4.2.2. Delamination
Polyurethane. A positive influence of micro-structuring could not be found in these data, contrary to what was found in the literature [3]. This difference is caused by the short open time of the adhesive used during this project. A primer solution cannot be replaced by structural planing. As expected, the normally planed surfaces without primer clearly did not pass the delamination test. Many studies have established the importance of chemical pre-treatment of hardwood [2,12,39,42]. The micro-structured glulams delivered even worse results than the normally planed glulams used as reference. The reason for this behaviour may lie in the difference in roughness [41]. Furthermore, the positive effect of roughness can be an additional explanation. De Moura and Hernández [22] reported better ageing behaviour for surfaces with lower roughness when they compared sanded to planed surfaces. Roughness is limited to the surface, but damage just below the wood surface can also affect the delamination resistance [11]. Subsurface analysis might deliver key information to better grasp the impact of micro-structuring on hardwood.
Melamine formaldehyde. The noticed positive influence of micro-structuring on melamine-formaldehyde-bonded glulams could also be observed in the delamination results since it was possible to pass the test without observing a closed assembly time. This confirms the results of Lehmann and Volkmer [3]. The finer structure also delivered better results, as observed in the shear test in wet conditions. The significant difference observed through statistical testing supports this observation. Mechanisms behind the improvement of bond quality when using micro-structuring cannot only be associated with the increase of the area. Therefore, it was not possible to pass the test with a lesser adhesive amount (grammage significantly lower than the recommended amount). On the contrary, for reduced grammage, micro-structuring effectively decreases the bond resistance. For melamine formaldehyde, micro-structuring can effectively improve the glueing process. Furthermore, the results are consistent with the findings from the tensile shear strength tests in the wet stage, which showed that finely micro-structured surfaces performed better.
5. Conclusions
The aim of the present research work was to evaluate the effects of structural planing on beechwood (Fagus Sylvatica L.). Based on the results observed during the different activities of this project, the following conclusions can be drawn:
Micro-structuring in combination with a small amount of adhesive leads to poor bonding quality in both dry and wet conditions.
Structural planing does not effectively increase the percentage of wood failure. In this respect, this machining method is like the reported methods (sanding, planing with sharp knives, planing with dull knives). The adhesive and the wood seem to have a greater influence. Furthermore, micro-structuring does not significantly affect tensile shear strength in the wet stage.
The roughness analysis of the micro-structured surfaces shows that the size of the pattern can significantly influence the measured roughness.
For melamine formaldehyde adhesive, structural planing replaces the observation of the closed waiting time. The mechanisms leading to this behaviour are still unknown, as the micro-structuring was no longer visible on the adhesive joints that successfully passed the delamination test. For example, it is still unclear why the structure is not observable on some adhesive joints with deep delaminating stabilities while it completely merges into the adhesive joint on high-performing bonds. Further microscopic analysis should be carried out to investigate the substrate. The effects of pressure on the textured, planed surfaces should also be investigated.
One-component polyurethane structural planing yielded very high delamination values. This shows that structural planing cannot replace a chemical pre-treatment of the hardwood surface to improve the bonding quality, given the current state of knowledge. Structural planing cannot enable the faster glueing of hardwood when using polyurethane-based adhesive if primer is avoided.
The micro-structured knives used in this study tend to break and wear more quickly than conventional knives. For further research, projects using knives with superior tool service life should be considered.
Author Contributions
Conceptualization, M.L. and D.B.M.; methodology, D.B.M.; validation, M.L. and P.N.; formal analysis, D.B.M.; investigation, D.B.M.; resources, D.B.M.; data curation, D.B.M., M.L. and P.N.; writing—original draft preparation, D.B.M.; writing—review and editing, D.B.M.; visualization, D.B.M.; supervision, M.L. and P.N.; project administration, M.L.; funding acquisition, M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Innonsuisse grant number [35348.1 IP-EE].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data reported in this study can be found in onedrive link to the data supporting the results.
Acknowledgments
We gratefully acknowledge the Swiss Innovation Agency Innosuisse for funding this project. Their financial support is highly appreciated. We would like to acknowledge Fagus Suisse SA (Les Breuleux, Switzerland) and Henkel & Cie. AG (Sempach, Switzerland) for providing us the needed adhesives throughout the project.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table A1.
Machining parameters.
| Parameters | Structural Planing | Planing |
|---|---|---|
| Machine | Weinig Powermat 400 | Hoffmann Thickness planer |
| Cutting and sanding materials | HSS | Carbide |
| Feed speed, Vf (m·min−1) | 7 | 7 |
| Number of cutting edges z | 1 | 1 |
| Cutting head speed n (rpm) | 8000 | 5000 |
| D (mm) | 125 | 125 |
| Feed fz (mm) | 0.88 | 1.4 |
| Cutting Speed Vc (m·s−1) | 52 | 33 |
| Tool marks length lm (mm) | 0.88 | 1.4 |
| Tool marks depth trth (µm) | 1.53 | 3.92 |
References
- Brändli, U.-B.; Abegg, M.; Leuch, B.A. Schweizerisches Landesforstinventar. In Ergebnisse der Vierten Erhebung 2009–2017; Eidgenössische Forschungsanstalt für Wald, Schnee und Landschaft WSL: Bern, Switzerland; Birmensdorf Bundesamt für Umwelt BAFU: Bern, Switzerland, 2020. [Google Scholar]
- Konnerth, J.; Kluge, M.; Schweizer, G.; Miljković, M.; Gindl-Altmutter, W. Survey of selected adhesive bonding properties of nine European softwood and hardwood species. Eur. J. Wood Wood Prod. 2016, 74, 809–819. [Google Scholar] [CrossRef] [Green Version]
- Lehmann, M.; Volkmer, T. Investigation of the bond quality of hardwoods with micro structured surfaces. In Proceedings of the 68th FPS International Convention, Quebec City, QC, Canada, 10–13 August 2014. [Google Scholar]
- Lindner, M.; Maroschek, M.; Netherer, S.; Kremer, A.; Barbati, A.; Garcia-Gonzalo, J.; Seidl, R.; Delzon, S.; Corona, P.; Kolström, M.; et al. Climate change impacts, adaptive capacity, and vulnerability of European forest ecosystems. For. Ecol. Manag. 2010, 259, 698–709. [Google Scholar] [CrossRef]
- Kläusler, O.; Hass, P.; Amen, C.; Schlegel, S.; Niemz, P. Improvement of tensile shear strength and wood failure percentage of 1C PUR bonded wooden joints at wet stage by means of DMF priming. Eur. J. Wood Wood Prod. 2014, 72, 343–354. [Google Scholar] [CrossRef]
- Gardner, D.J.; Blumentritt, M.; Wang, L.; Yildirim, N. Adhesion theories in wood adhesive bonding: A critical review. Rev. Adhes. Adhes. 2014, 2, 127–172. [Google Scholar] [CrossRef]
- Frihart, C.; Rowell, R. Wood Adhesion and Adhesives. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 255–320. [Google Scholar]
- Hass, P.F. Penetration Behavior of Adhesives into Solid Wood and Micromechanics of the Bondline. Ph.D. Thesis, ETH Zurich, Zürich, Switzerland, 2012. [Google Scholar]
- Trouy-triboulot, M.; Masson, D. Matériaux dérivés du bois. Tech. De L’ingénieur. 2017, 33, 1–23. [Google Scholar] [CrossRef]
- Frihart, C.R.; Hunt, C.G. Adhesives with Wood Materials-Bond Formation and Performance. In Wood Handbook: Wood as an Engineering Material: Chapter 10. Centennial Ed. General Technical Report FPL; GTR-190; US Dept. of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; pp. 10–11. [Google Scholar]
- Knorz, M.; Neuhaeuser, E.; Torno, S.; van de Kuilen, J.W. Influence of surface preparation methods on moisture-related performance of structural hardwood-adhesive bonds. Int. J. Adhes. Adhes. 2015, 57, 40–48. [Google Scholar] [CrossRef]
- Luedtke, J.; Amen, C.; van Ofen, A.; Lehringer, C. 1C-PUR-bonded hardwoods for engineered wood products: Influence of selected processing parameters. Eur. J. Wood Wood Prod. 2015, 73, 167–178. [Google Scholar] [CrossRef]
- Murmanis, L.; River, B.; Stewart, H. Surface and subsurface characteristics related to abrasive-planing conditions. Wood Fiber Sci. 1986, 18, 107–117. [Google Scholar]
- Kläusler, O.; Rehm, K.; Elstermann, F.; Niemz, P. Influence of wood machining on tensile shear strength and wood failure percentage of onecomponent polyurethane bonded wooden joints after wetting. Int. Wood Prod. J. 2014, 5, 18–26. [Google Scholar] [CrossRef]
- Kiliç, M. Effects of machining methods on the surface roughness values of Pinus nigra arnold wood. BioResources 2015, 10, 5596–5606. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.P.; Anderson, C.R.; Warnes, J.M.; Matsumura, J. The effect of planing on the microscopic structure of Pinus radiata wood cells in relation to penetration of PVA glue. Holz Roh-Und Werkst. 2002, 60, 333–341. [Google Scholar] [CrossRef]
- Cool, J.; Hernández, R.E. Evaluation of four surfacing methods on black spruce wood in relation to gluing performance. J. Wood Sci. 2013, 59, 185–194. [Google Scholar] [CrossRef]
- De Moura, L.F.; Hernández, R.E. Evaluation of varnish coating performance for two surfacing methods on sugar maple wood. Wood Fiber Sci. 2005, 37, 355–366. [Google Scholar]
- Stewart, H.A. Some Surfacing Defects and Problems Related to Wood Moisture-Content. Wood Fiber 1980, 12, 175–182. [Google Scholar]
- Jokerst, R.; Stewart, H. Knife-Versus Abrasive-Planed Wood: Quality of Adhesive Bonds. Wood Fiber Sci. 1976, 8, 107–113. [Google Scholar]
- Murmanis, L.; River, B.H.; Stewart, H. Microscopy of abrasive-planed and knife-planed surfaces in wood-adhesive bonds. Wood Fiber Sci. 1983, 15, 102–115. Available online: http://wfs.swst.org/index.php/wfs/article/view/1181 (accessed on 20 October 2020).
- De Moura, L.F.; Hernández, R.E. Evaluation of varnish coating performance for three surfacing methods on sugar maple wood. For. Prod. J. 2006, 56, 130–136. [Google Scholar]
- de Moura, L.F.; Cool, J.; Hernandez, R.E. Anatomical Evaluation of Wood Surfaces Produced By Oblique Cutting and Face Milling. IAWA J. 2010, 64, 1225–1228. [Google Scholar] [CrossRef]
- Bustos, A.C.; Moya, L.C.; Lisperguer, M.J.; Viveros, M.E. Effect of knife wear on the gluability of planed surfaces of radiata pine. Wood Fiber Sci. 2010, 42, 185–191. [Google Scholar]
- Sandak, J.; Negri, M. Wood surface roughness—What is it ? BOKU Univ. Nat. Sources Appl. Life Sci. 2005, 1–10. Available online: https://www.researchgate.net/publication/267805159 (accessed on 20 October 2020).
- Sinn, G.; Sandak, J.; Ramananantoandro, T. Properties of wood surfaces-Characterisation and measurement. A review. COST Action E35 2004-2008: Wood machining-Micromechanics and fracture. Holzforschung 2009, 63, 196–203. [Google Scholar] [CrossRef]
- Follrich, J.; Teischinger, A.; Gindl, W.; Müller, U. Tensile strength of softwood butt end joints. Part 1: Effect of grain angle on adhesive bond strength. Wood Mater. Sci. Eng. 2007, 2, 83–89. [Google Scholar] [CrossRef]
- Schmidt, M.; Glos, P.; Wegener, G. Verklebung von Buchenholz für tragende Holzbauteile. Eur. J. Wood Wood Prod. 2010, 68, 43–57. [Google Scholar] [CrossRef]
- Kipfer, H.U. Neue Entwicklungen beschichteter Holzoberflächen im Aussenbereich. SAH-Fortbildungskurs 2010, 42, 179–183. [Google Scholar]
- Ohnesorge, D.; Richter, K.; Becker, G. Influence of wood properties and bonding parameters on bond durability of European Beech (Fagus sylvatica L.) glulams. Ann. For. Sci. 2010, 67, 601. [Google Scholar] [CrossRef] [Green Version]
- Föhn, M.; Mathis, T. Scherzugfestigkeit von Verklebten Laubhölzern mit Mikrostrukturierten Oberflächen’, Biel; BUAS: Breda, The Netherlands, 2013. [Google Scholar]
- Hass, P.; Müller, C.; Clauss, S.; Niemz, P. Influence of growth ring angle, adhesive system and viscosity on the shear strength of adhesive bonds. Wood Mater. Sci. Eng. 2009, 4, 140–146. [Google Scholar] [CrossRef]
- SN EN 302-1:2013; Klebstoffe für tragende Holzbauteile-Prüfverfahren-Teil 1: Bestimmung der Längszugscherfestigkeit. Schweizerische Normen-Vereinigung Norme: Winterthur, Switzerland, 2013.
- SN EN 205:2016; Klebstoffe-Holzklebstoffe für nicht tragende Anwendungen-Bestimmung der Klebfestigkeit von Längsklebungen im Zugversuch Adhésifs-Colles pour bois à usages non structuraux-Détermination de la résistance au cisaillement en traction des joints à reco. Schweizerische Normen-Vereinigung (SNV): Winterthur, Switzerland, 2016.
- DIN EN ISO 4287:2010; Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters. DIN: Berlin, Germany, 2010.
- Lehringer, C.; Gabriel, J. Review of Recent Research Activities on One-Component PUR-Adhesives for Engineered Wood Products. In Materials and Joints in Timber Structures; Springer: Dordrecht, The Netherlands, 2014; Volume 9, pp. 405–420. [Google Scholar]
- Hernández, R.E.; Cool, J. Einfluss von Fräsparametern auf die Oberflächenqualität von Papierbirke, die mit Zwei Fräsverfahren Quer zur Faser Bearbeitet Wurde. Holz Roh-Und Werkst. 2008, 66, 147–154. [Google Scholar] [CrossRef]
- Ammann, S.; Schlegel, S.; Beyer, M.; Aehlig, K.; Lehmann, M.; Jung, H.; Niemz, P. Quality assessment of glued ash wood for construction engineering. Eur. J. Wood Wood Prod. 2016, 74, 67–74. [Google Scholar] [CrossRef]
- Hass, P.; Kläusler, O.; Schlegel, S.; Niemz, P. Effects of mechanical and chemical surface preparation on adhesively bonded wooden joints. Int. J. Adhes. Adhes. 2014, 51, 95–102. [Google Scholar] [CrossRef]
- Knorz, M.; Schmidt, M.; Torno, S.; van de Kuilen, J.W. Structural bonding of ash (Fraxinus excelsior L.): Resistance to delamination and performance in shearing tests. Eur. J. Wood Wood Prod. 2014, 72, 297–309. [Google Scholar] [CrossRef]
- Sogutlu, C. Determination of the Effect of Surface Roughness on the Bonding Strength of Wooden Materials. BioResources 2017, 12, 1417–1429. [Google Scholar] [CrossRef]
- Clerc, G.; Lehmann, M.; Gabriel, J.; Salzgeber, D.; Pichelin, F.; Strahm, T.; Niemz, P. Improvement of ash (Fraxinus excelsior L.) bonding quality with one-component polyurethane adhesive and hydrophilic primer for load-bearing application. Int. J. Adhes. Adhes. 2018, 85, 303–307. [Google Scholar] [CrossRef]
Figure 1.
Micro-structured surface of beech with a profile depth of 43 µm, reprinted with permission from ref. [31]. 2013© Föhn and Mathis.
Figure 1.
Micro-structured surface of beech with a profile depth of 43 µm, reprinted with permission from ref. [31]. 2013© Föhn and Mathis.

Figure 2.
Profile of the back of the knives used to produce micro-structured surfaces. (a) Coarse structure with a structure easily visible with naked eye. (b) Fine structure visible after application of contrast enhancer (graphite, for example). All dimensions are shown in millimetres.
Figure 2.
Profile of the back of the knives used to produce micro-structured surfaces. (a) Coarse structure with a structure easily visible with naked eye. (b) Fine structure visible after application of contrast enhancer (graphite, for example). All dimensions are shown in millimetres.

Figure 3.
Roughness values of different surfacing methods are compared using boxplots. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value.
Figure 3.
Roughness values of different surfacing methods are compared using boxplots. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value.

Figure 4.
Tensile shear test results of five different surfacing methods using a one-component PUR at 125 g/m2. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value. The dashed line shows the minimum value allowed. The first graph represents dry stage results, and the second graph from the top shows results of the A4 test. On the right axis, the asterisks represent the wood failure percentage (WFP).
Figure 4.
Tensile shear test results of five different surfacing methods using a one-component PUR at 125 g/m2. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value. The dashed line shows the minimum value allowed. The first graph represents dry stage results, and the second graph from the top shows results of the A4 test. On the right axis, the asterisks represent the wood failure percentage (WFP).

Figure 5.
Tensile shear test results for polyurethane and melamine formaldehyde. Tensile shear strength is represented using boxplots. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value. The dashed line shows the minimum value allowed. The first graph represents dry stage results, and the second graph from the top shows results of the A4 test. The asterisks represent the wood failure percentage (WFP).
Figure 5.
Tensile shear test results for polyurethane and melamine formaldehyde. Tensile shear strength is represented using boxplots. Boxplots show minimum and maximum values, the white point displays the arithmetic mean value, and the thick horizontal line represents the median. The black point stands for the outlier value. The dashed line shows the minimum value allowed. The first graph represents dry stage results, and the second graph from the top shows results of the A4 test. The asterisks represent the wood failure percentage (WFP).

Figure 6.
Delamination results for one-component polyurethane without chemical pre-activation treatment of hardwood. The bars represent the arithmetic mean value; the dashed line shows the maximum value of delamination accepted according to the employed standard.
Figure 6.
Delamination results for one-component polyurethane without chemical pre-activation treatment of hardwood. The bars represent the arithmetic mean value; the dashed line shows the maximum value of delamination accepted according to the employed standard.

Figure 7.
Delamination results for specimens bonded with MF. The bars represent the arithmetic mean value; the dashed line shows the maximum value of delamination accepted according to the employed standard.
Figure 7.
Delamination results for specimens bonded with MF. The bars represent the arithmetic mean value; the dashed line shows the maximum value of delamination accepted according to the employed standard.

Figure 8.
Coarsely structured knife viewed under the loupe. Damaged sections in the knife structure are observable. The black arrows indicate damaged areas.
Figure 8.
Coarsely structured knife viewed under the loupe. Damaged sections in the knife structure are observable. The black arrows indicate damaged areas.

Figure 9.
Comparison of a new knife (a) with a knife with located wear (b).

Table 1.
Tested surfacing methods.
| Surface Preparation | Cutting Tool | Description | Code |
|---|---|---|---|
| Planing | Sharp knives | Planing (normal) | N |
| Planing | Dull knives | Planing (dull) | P |
| Planing | Knives with coarse structure | Micro-structuring (coarse) | S1 |
| Planing | Knives with fine structure | Micro-structuring (fine) | S2 |
| Abrasive Planing | P100 abrasive band | Sanding | B |
Table 2.
Glueing parameters.
| Adhesive | OAT (min) | CAT (min) | Press Time (min) | Pressure (N/mm2) | Grammage (g/m2) | Max OAT (min) | Application Tool |
|---|---|---|---|---|---|---|---|
| 1C PUR | 4 | 0 | 75 | 0.8 | 125 | 30 | Wooden spatula |
Table 3.
Glueing parameters and adhesive information at 20 °C.
| Adhesive | OAT (min) | CAT (min) | Press Time (min) | Pressure (N/mm2) | Grammages (g/m2) | Max OAT (min) | Application Tool |
|---|---|---|---|---|---|---|---|
| MF | 4 | 20; 0 a | 120 | 0.8 | 250; 400 | 35 | Wooden spatula |
| 1C PUR | 4 | 0 | 75 | 0.8 | 125; 200 | 10 | Wooden spatula |
a All samples have a 20 min close assembly time except for the samples glued with 400 g/m2 in combination with micro-structuring (S1 and S2), where the CAT was set to zero.
Table 4.
Bonding parameters and test specimens.
| Adhesive | OAT (min) | CAT (min) | Press Time (min) | Press Force (N/mm2) | Grammage (g/m2) | Surfacing Methods | Application Tool |
|---|---|---|---|---|---|---|---|
| 1C PUR | 4 | 0 | 75 | 0.9 | 125 | Micro-structured (coarse and fine) | Wooden spatula |
| 4 | 0 | 75 | 0.9 | 200 | Micro-structured (coarse and fine) | Wooden spatula | |
| 4 | 0 | 75 | 0.9 | 125 | Normally planed | Wooden spatula | |
| 4 | 0 | 75 | 0.9 | 200 | Normally planed | Wooden spatula | |
| MF | 4 | 0 | 120 | 1 | 250 | Micro-structured (coarse and fine) | Wooden spatula |
| 4 | 0 | 120 | 1 | 400 | Micro-structured (coarse and fine) | Wooden spatula | |
| 4 | 20 | 120 | 1 | 250 | Normally planed | Wooden spatula | |
| 4 | 20 | 120 | 1 | 400 | Normally planed | Wooden spatula |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Bamokina Moanda, D.; Lehmann, M.; Niemz, P. Investigation of the Impact of Micro-Structuring on the Bonding Performance of Beechwood (Fagus Sylvatica L.). Forests 2022, 13, 113. https://0-doi-org.brum.beds.ac.uk/10.3390/f13010113
AMA Style
Bamokina Moanda D, Lehmann M, Niemz P. Investigation of the Impact of Micro-Structuring on the Bonding Performance of Beechwood (Fagus Sylvatica L.). Forests. 2022; 13(1):113. https://0-doi-org.brum.beds.ac.uk/10.3390/f13010113
Chicago/Turabian StyleBamokina Moanda, Destin, Martin Lehmann, and Peter Niemz. 2022. "Investigation of the Impact of Micro-Structuring on the Bonding Performance of Beechwood (Fagus Sylvatica L.)" Forests 13, no. 1: 113. https://0-doi-org.brum.beds.ac.uk/10.3390/f13010113
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.