Physico-Mechanical Properties of Thermally Treated Poplar OSB
by
 and
and
Paola Cetera
1, 
Francesco Negro
2,*,
Corrado Cremonini
2,
Luigi Todaro
1 and
and
Roberto Zanuttini
2,3 1
School of Agricultural, Forestry, Food and Environmental Science (SAFE), University of Basilicata, V.le dell’Ateneo Lucano 10, 85100 Potenza, Italy
2
Department of Agricultural, Forest and Food Sciences (DISAFA), University of Torino, Largo Paolo Braccini 2, 10095 Grugliasco, Italy
3
Trees and Timber Institute, National Research Council of Italy (CNR-IVALSA), Via Madonna del Piano 10, 50019 Sesto Fiorentino (FI), Italy
*
Author to whom correspondence should be addressed.
Forests 2018, 9(6), 345; https://0-doi-org.brum.beds.ac.uk/10.3390/f9060345
Submission received: 23 May 2018
/
Revised: 5 June 2018
/
Accepted: 8 June 2018
/
Published: 12 June 2018
(This article belongs to the Section Forest Ecology and Management)
Abstract
:Oriented strand board (OSB) are widely marketed for several applications, from building to packaging. The manufacturing of poplar OSB has recently started in Northern Italy, representing a relevant innovation in the sector, given that this product is usually made of coniferous wood. Thermal treatment is nowadays widely used for increasing the dimensional stability and the durability of wood. The drawback is, however, that the mechanical performance of the treated wood product is reduced. The objective of this research was to analyze the effect of thermo-vacuum treatment on the characteristics of poplar OSB. To this purpose, boards 15 mm thick and with a density of 590 kg/m3 were drawn from the standard production of the manufacturer and thermally treated under vacuum conditions at 190 °C for 2 h. Their mass loss, bending strength, modulus of elasticity, internal bond and swelling were determined. In addition, color change and wettability were studied before and after a weathering test. The thermal treatment significantly changed the properties of poplar OSB. The mass, the bending strength, the modulus of elasticity and the internal bond decreased with different intensities. The swelling after immersion in water decreased. The color switched toward a darker tone and the wettability decreased. After an accelerated weathering test (AWT), the color lightened, and the wettability increased. Overall, this study broadened the knowledge about the thermal treatment of this wood-based panel, which could enable new applications with particular attention to non-structural uses in humid conditions.
1. Introduction
The manufacturing of poplar (Populus spp.) Oriented Strand Board (OSB) started in 2012 in Northern Italy, representing a relevant novelty for the national and European wood sector. OSB is typically and entirely or largely made of coniferous wood [1]. Production of poplar OSB has steadily increased over the years, reaching about 2% of the overall OSB volume manufactured in Europe [2]. In perspective, this product is also expected to contribute in supporting the poplar cultivation sector in Italy, which in the past decades suffered a sensible reduction in plantations coverage [3]. This is mainly due to the low value of poplar timber on the market and to the higher opportunity cost of poplar plantations compared to agricultural cultivations, which are more supported by EU policies.
New poplar clones with fast growth rates or higher mechanical properties [4] are suitable for OSB production, representing an alternative to the traditional I-214. This latter, being widely preferred by the plywood industry, covers, at the moment, 90% of the Italian plantations [5,6].
The manufacturing process of poplar and coniferous OSB is similar; paraffin is commonly used to detach the boards from the plates of the continuous press during manufacturing and to limit swelling of the finished boards. Differences exist depending on the wood used. Specifically, the density of poplar OSB varies from 500 kg/m3 to 620 kg/m3, depending on its thickness. This is about 15% lower than the density of coniferous OSB [7]. Further, poplar wood also determines a whitish color of the final board, which is lighter compared to that of coniferous OSB that generally presents a yellow tone.
According to the product standard EN 300 [8], poplar OSB is currently available in OSB/3 type glued with a polyurethane (PU) adhesive, namely for load-bearing use in humid conditions. In general, OSB is intended for final applications in building, packaging or furnishing [9]. Poplar OSB is suitable for various uses in the above sectors, nonetheless the low natural durability of poplar wood [10] is a limiting factor in case of exposure in service classes that determine the risk of fungal decay.
Several methods for improving the natural durability of wood exists [11]. Among these, thermal treatment which consists of exposing wood to high temperatures, generally from 160 °C to 230 °C, in a controlled environment. This causes a chemical degradation by heat transfer that modifies several wood properties. In particular, durability and dimensional stability increase, whereas density and mechanical properties are reduced; further, the color shifts towards darker tones [12,13]. Over the past years several processes, mainly differing in inert atmosphere and curing conditions (gases, oil, steam etc.) have been developed. In this context, the thermo-vacuum treatment is performed in vacuum-conditions and is, nowadays, well-established on the market [14]. Recently its potential for extracting chemicals from poplar wood has also been studied [15].
Overall, thermally modified wood is suitable for non-structural uses in humid or exterior environments [16]. Thermal treatment is, therefore, often proposed as a means for valorizing wood of species with low natural durability [17] or for finding new applications to timber and related materials which have few market outlets [18,19].
Some relatively recent research has been performed on the thermal treatment of OSB. Mendes et al. [20] showed that the physical properties of OSB made with Pinus taeda L. wood increased after thermal treatment, while the mechanical properties decreased. Direske et al. [21] investigated the effects of different percentages of methylene dyphenildiisocyanate (MDI) adhesive on the properties of coniferous OSB kiln treated at 160 °C and 175 °C after production. To our knowledge, no research on the thermal treatment of poplar OSB has been performed.
In this context, the effect of thermo-vacuum treatment on poplar OSB was analyzed. The objective of the research was to find out physico-mechanical properties of poplar OSB after thermal treatment. In particular, the focus was on mass loss, bending strength and modulus of elasticity, internal bond, swelling, color change and wettability.
2. Materials and Methods
2.1. Thermal Treatment
Ten poplar OSB with a density of 590 kg/m3 and with dimensions 1000 × 2000 × 15 mm (width × length × thickness) were drawn from the standard manufacturing process of the producer. Boards were subjected to thermal treatment under vacuum conditions using the Termovuoto® process (WDE Maspell s.r.l., Terni, Italy). This is performed in a cylindrical reactor heated through diathermic oil. Heat is transferred to wood by fans, i.e., by convection, whereas vacuum is used for reducing oxygen content and for removing volatile compounds and water vapor [14]. The treatment temperature of 190 °C was maintained for 2 h (Figure 1).
2.2. Physico-Mechanical Characterization
The mass loss was determined by measuring the oven-dry density of specimens randomly cut from one of the board types: Non-treated and thermo-treated. Ten specimens of each board type were oven-dried in an oven at 103 ± 2 °C and their density was measured according to EN 323 [22]. The mass loss was then calculated as follows:
where ML is the average mass loss in percentage, mtr is the average mass of the oven-dry, treated specimens and m0 is the average mass of oven-dry, non-treated specimens.
The bending strength (MoR) and the modulus of elasticity (MoE) were determined on the major and the minor axis according to EN 310 [23]. As defined by EN 300 [8], the major axis is the direction in the plane of the board with higher bending properties, whereas the minor axis is the direction in the plane at right angles to the major axis. The swelling in thickness after immersion in water and the tensile strength perpendicular to the plane of the board (internal bond, IB) were determined according to EN 317 and EN 319, respectively [24,25].
Each test was performed on 10 non-treated and 10 thermo-treated specimens after conditioning in a climatic chamber at 20 °C and 65% relative humidity until the equilibrium moisture content was reached. MoR, MoE and IB were determined by means of universal testing machines PMA5 GALDABINI (Galdabini S.p.A., Cardano al Campo, Italy) and IMAL IB700 (Imal s.r.l., San Damaso, Italy). The swelling was measured using a digital caliper with accuracy of ±0.01 mm.
The color surface of poplar OSB before and after accelerated weathering test (AWT) was determined on the middle spot of five specimens; five replicas have been performed. Color parameters were measured by CR-400 CHROMA METER (Konica Minolta Sensing Americas Inc., Ramsey, NJ, USA), which was connected at the Color Data Software SpectraMagic NX (Konica Minolta Sensing Americas Inc., Ramsey, NJ, USA) for the expression of the results. The color parameters (L*, a*, b*, and ΔE*) were determined by the CIE-L*a*b* color space system according to ISO 11664-4 [26] (10° standard observer, D65 standard illuminate). The color variations after thermal treatment or UV-exposure were evaluated by overall color change that was calculated according to ISO 11664-4 and ISO 11664-6 [27]:
where ΔE* is the overall color change, ΔL*, Δa* and Δb* are the differences between the initial and the final values (between thermo-treated and non-treated boards, before and after AWT).
For the analysis of the wettability, before and after AWT, the sessile drop method by Drop Shape Analyzer System, Krüss software module (Krüss GmbH, Hamburg, Germany) was used to measure the contact angle (CA) of distilled water on the OSB surface. Sessile drops of 2 μL were deposited on each specimen for 5 repetitions. Globally 15 replicas for both treated and untreated OSB boards were done for a total of 150 drops. The contact angle was evaluated for a duration of 120 s for each drop, while during that time the right and left angle of the drops on the wood surface were collected at intervals of 0.5 s.
The AWT of poplar OSB surface was performed using a QUV Accelerated Weathering Tester. The aim was to mimic the alteration caused by sunlight, rain and dew. The exposure of the wood surfaces of the samples lasted for 168 h. The cycle consisted of a condensation period followed by a sub-cycle of water spray and UV-A 340 irradiation according to EN 927-6 [28].
2.3. Statistical Analysis
Differences between untreated and thermo-treated poplar OSB in terms of mass loss, bending strength, Modulus of Elasticity, swelling, internal bond, color change and wettability were investigated by independent-samples t-tests. Differences in color change and in wettability pre- and post-AWT were investigated by two-way analysis of variance (ANOVA). The software IBM SPSS ver. 24 (IBM Corp., Armonk, NY, USA) was used; significant differences were set at the 0.05 and at the 0.01 levels.
3. Results
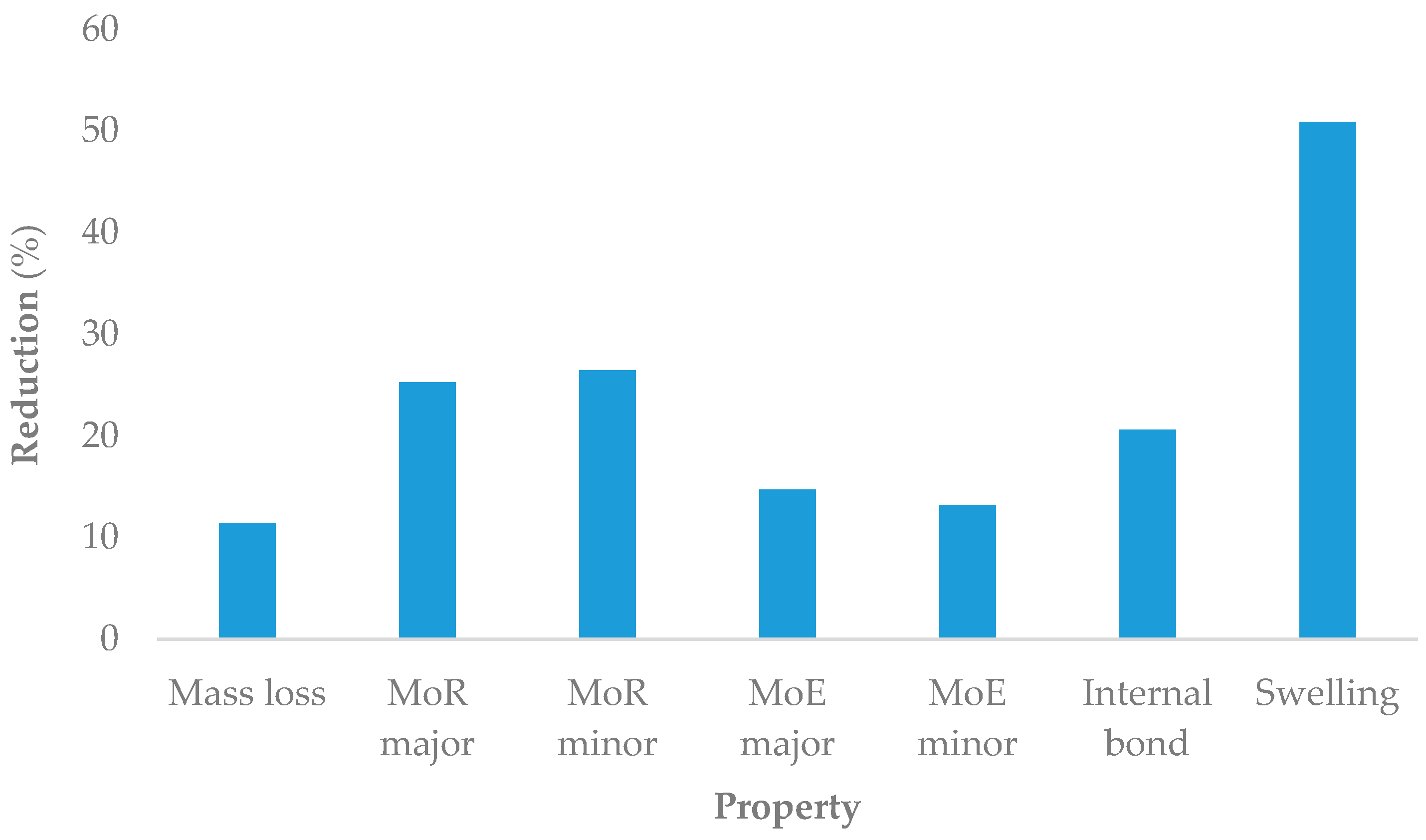
Thermo-treated poplar OSB specimens had significantly (p < 0.01) lower mass (11.4%) than non-treated ones. All the analyzed properties of poplar OSB were of lower value after the thermal treatment (Table 1). The biggest difference (Figure 2) was observed in swelling (50.9%) and the smallest in MoE along the minor axis (13.2%).
MoR and MoE decreased significantly (p < 0.01) and, in particular, the reduction is more relevant for MoR, both along the major and the minor axis. Overall, MoR and MoE of thermo-treated boards are higher than the limits of acceptability set by EN 300 for OSB-3 with thickness of 15 mm (major axis: MoR0.05 ≥ 20 N/mm2, MoE0.05 ≥ 3500 N/mm2; minor axis: MoR0.05 ≥ 10 N/mm2, MoE0.05 ≥ 1400 N/mm2).
The thermal treatment significantly reduced (p < 0.01, 50.9%) the swelling (S) of specimens after immersion in water. The S of treated specimens was lower than the threshold set by the EN 300 (S0.95 ≤ 15%). The IB was significantly reduced (p < 0.01) and resulted lower than the limit set by the EN 300 (IB0.05 ≥ 0.32 N/mm2).
Average color coordinates and color changes (ΔE*) resulted significantly different (p < 0.01) after both thermal treatment and AWT (Table 2 and Table 3).
Thermal treatment determined a significant darkening (p < 0.01) of the surfaces (ΔL* = −25.35); color also shifted towards red (Δa* = 5.83), whereas changes on the blue-yellow axis were limited (Δb* = −0.23). Overall, the color change (ΔE* = 26.07) resulted mainly related to ΔL*.
Accelerated weathering determined a significant (p < 0.01) darkening of untreated specimens (ΔL* = −8.97). Changes in a* and b* coordinates turned out limited (Δa* = 2.37, Δb* = −2.83), therefore, the color change (ΔE* = 9.90) still resulted mainly due to ΔL*. On the other hand, the color of thermally modified specimens was significantly lighter (p < 0.01) after AWT (ΔL* = 8.42). In this case, the changes in a* and b* resulted higher (Δa* = −5.26, Δb* = −9.96), for a more relevant contribution in color change (ΔE* = 14.14).
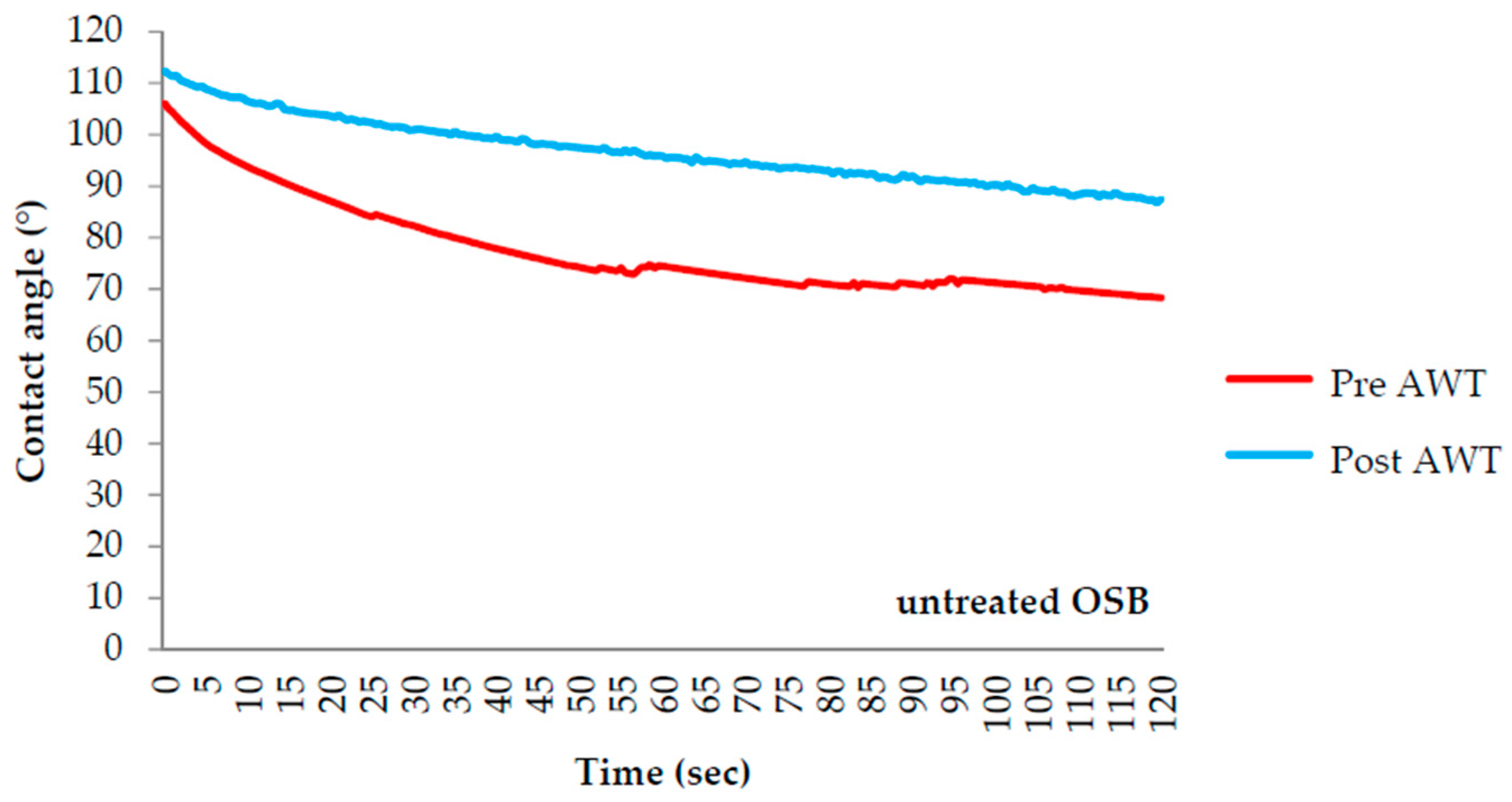
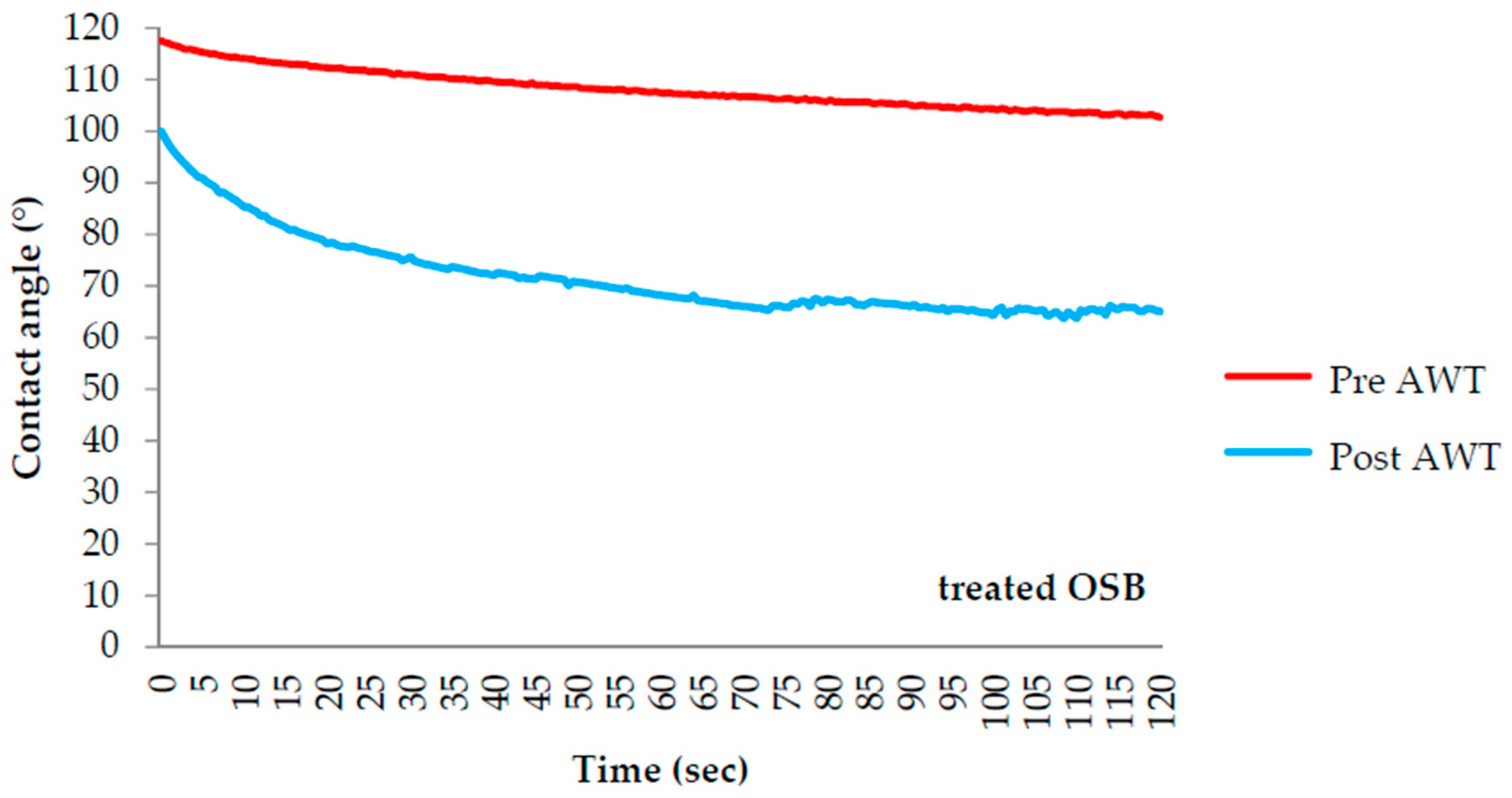
AWT increased (28.1%) the contact angle of untreated OSB (Figure 3), whereas decreased (36.7%) that of treated OSB (Figure 4).
The thermal treatment determined a significant (p < 0.01) decreasing in wettability. In fact, after 120 s the pre-AWT CA of thermo-treated OSB (102.7°) resulted in almost twice the pre-AWT CA of untreated OSB (68.3°).
For untreated OSB, after 120 s the pre-AWT CA (68.3°) resulted significantly lower (p < 0.01) than the post-AWT CA (87.5°). On the contrary, for treated OSB after 120 s the pre-AWT CA (102.7°) is significantly higher (p < 0.01) than the post-AWT CA (65.1°).
4. Discussion
The decrease in mass loss reflects the intensity of the performed treatment and is in line with the values given by previous studies for the mass loss of thermally treated poplar wood [18].
With respect to the other phisyco-mechanical properties, the reduction in MoR and MoE can be mainly attributed to the degradation of hemicelluloses, commonly considered the main factor for the loss of mechanical strength of thermally treated wood [12]. The decrease in swelling is mainly due to the chemical change and decrease of hydroxyl groups determined by thermal treatment. This increases the cellulose crystallinity as well, making hydroxyl groups less accessible to water molecules [12]. Reduction in IB is also due to the thermal degradation of the PU adhesive. In perspective, it is necessary to improve the bonding quality using different adhesives with higher thermal stability, such as MDI [21]. These can also contribute to limiting the reduction in MoR and MoE induced by the thermal treatment.
As for the darkening of the wood color, this is a typical consequence of thermal treatment, which determines the formation of degradation products from hemicelluloses, the build-up of oxidation products and the modification of lignin and extractives [10]. Further, it has been recognized that color and treatment temperature are closely related [28,29].
Similar trends in color after UV exposure have already been reported [30,31] and show how UV irradiation homogenizes the color of wood. In particular, the lightening of thermo-treated wood is similar to that occurring in dark colored woods exposed to UV for long time. Overall, the color change of untreated and thermo-treated specimens can be mainly attributed to the degradation of lignin, which is extremely susceptible to UV irradiation [31,32]. The color of thermo-treated wood has various advantages: Being uniform in the thickness allows machining without changing the color of the surface, and stains are less visible [33]. Further, users generally appreciate the color of thermo-treated wood. In this sense, a survey of Gamache et al. [34] reports that professional consumers consider the aesthetics of thermally modified wood almost as relevant as its durability or environmental performance.
The lower wettability of the boards surface after thermal treatment can be mainly ascribed to the phenomena of degradation occurring during the process. In particular, the main reasons are the migration of non-polar extractives to the surface during heating [35] and the cross-linking between the lignin and polysaccharides, with a consequent reduction in free hydroxyl groups among the hemicelluloses that changes during heating and may undergo oxidation reactions [36].
The decrease in wettability of untreated specimens after AWT can be attributed to the increasing in the surface roughness of wood due to swelling and shrinkage, and to the migration of non-polar extractives induced by AWT [37,38]. On the opposite, AWT determined an increase of wettability of thermo-treated specimens. Swelling and shrinkage are reduced in thermo-treated wood, hence the main effect of AWT is the photo-degradation of lignin, which increases the wettability [39].
It can also be noted that, after weathering, the CA line of untreated OSB shows a constant trend in time (Figure 3), which could further decrease, whereas that of thermo-treated OSB becomes rather stable after about 70 s (Figure 4). Overall, the exposure to UV irradiation can represent a method for reactivating the surface of thermo-treated poplar OSB in view of industrial coatings and finishing processes.
5. Conclusions
The manufacturing of poplar OSB started in 2012, valorizing part of the timber produced in poplar plantations, otherwise destined to energy production, and completing the range of wood-based panels produced in Italy.
This study assessed the feasibility of thermal treatment of poplar OSB to improve some of its properties and to contribute to finding new applications for this product, today mainly addressed to packaging and furnishing. Enhancing its dimensional stability and durability could be of particular interest in building, where wooden products are reporting a considerable market growth. This could support a local and strategical resource at the national and European levels.
It was found that the thermo-vacuum treatment at 190 °C for 2 h can be applied to poplar OSB/3 after industrial manufacturing. This determines significant reductions in swelling, even if associated with decreasing in IB, MoR and MoE. After thermo-treatment, the color darkened and the hydrophobic behavior increased, whereas the accelerated weathering test increased the wettability of thermally treated boards.
Overall, poplar OSB with enhanced physical properties (lower hygroscopicity and swelling) can be obtained by thermo-vacuum treatment, provided that the internal bonding is improved. This entails adhesives with better thermal stability, such as MDI, taking into account that their use would require relative process adjustments. A fine-tuning of the treatment in terms of temperature and duration should be further explored to meet the product requirements, also in terms of durability, of specific end-uses. Different treatment temperatures could also confer a range of homogeneous darkened colors, which could be exploited for aesthetic purposes.
Author Contributions
P.C. wrote a main section of the paper and performed part of the experimental testing; F.N. wrote a main section of the paper, performed part of the experimental testing and the statistical analysis; C.C., L.T. and R.Z. conceived and designed the study and revised the paper contributing to its drafting; all authors participated to the discussion of the work.
Acknowledgments
The experimental activity related to thermal treatment was realized within the PRIN2015 project (no. 2015YW8JWA) “Short chain in the biomass-wood sector: supply, traceability, certification and carbon sequestration. Innovations for bio-building and energy efficiency”, coordinated by G. Scarascia-Mugnozza. The Ph.D. program in Agricultural, Forest and Food Sciences, at the University of Basilicata, supported P. Cetera. The scholarship of the Erasmus+ Program, supported Paola Cetera at the Institut für Holztechnologie und Nachwachsende Rohstoffe in Tulln (Austria) coordinated by prof. W. Gindl-Altmutter.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Theomen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists; Brunel University Press: London, England, 2008; p. 283. ISBN 978-1-902316-82-6. [Google Scholar]
- European Panel Federation (EPF). Annual Report 2016–2017; European Panel Federation: Brussels, Belgium, 2017; p. 276. [Google Scholar]
- Coaloa, D.; Nervo, G. Poplar wood production in Europe on account of market criticalities and agricultural, forestry and energy policy. In Proceedings of the Actas del Tercer Congreso Internacional de las Salicáceas en Argentina Los Álamos y los Sauces Junto al Paisaje y el Desarrollo Productivo de la Patagonia, Neuquen, Argentina, 16–19 March 2011; p. 9. (In Spanish). [Google Scholar]
- Huandi, M.; Youming, D.; Zhong, C.; Weihua, L.; Bingqi, L.; Kai, G.; Shanwen, L.; Xinmin, A. Variation in the growth traits and wood properties of hybrid white poplar clones. Forests 2015, 6, 1107–1120. [Google Scholar] [CrossRef]
- Levarato, G.; Pra, A.; Pettenella, D. Quale Futuro per la Pioppicoltura? Indagine sul Quadro Attuale e le Prospettive D’impiego Industriale del Legname di Pioppo; Etiforsrl—Spin-off dell’Università di Padova: Padova, Italy, 2018; p. 67. ISBN 978-88-943378-0-8. [Google Scholar]
- Castro, G.; Zanuttini, R. Poplar cultivation in Italy: History, state of the art, perspectives. In Proceedings of the COST Action E44 Final Conference on a European Wood Processing Strategy: Future Resources Matching Products and Innovations, Milan, Italy, 30 May 2008; pp. 141–154. [Google Scholar]
- EPF. Technical Information Sheet. OSB (Oriented Strand Board). Available online: www.osb-info.org (accessed on 8 March 2018).
- EN 300 Oriented Strand Boards (OSB). Definitions, Classification and Specifications; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Tabarsi, E.; Kozak, R.; Cohen, D.; Gaston, C. A market assessment of the potential for OSB products in the North American office furniture and door manufacturing industries. For. Prod. J. 2003, 53, 19–27. [Google Scholar]
- CEN. EN 350 Durability of Wood and Wood-Based Products—Testing and Classification of the Durability to Biological Agents of Wood and Wood-Based Materials; CEN: Brussels, Belgium, 2016. [Google Scholar]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: Chichester, UK, 2006; p. 260. ISBN 978-0-470-02172-9. [Google Scholar]
- Esteves, B.M.; Pereira, H.M. Wood modification by heat treatment: A review. Bioresources 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Candelier, K.; Thevenon, M.F.; Petrissans, A.; Dumarcay, S.; Gerardin, P.; Petrissans, M. Control of wood thermal treatment and its effects on decay resistance: A review. Ann. For. Sci. 2016, 73, 571–583. [Google Scholar] [CrossRef] [Green Version]
- Cuccui, I.; Negro, F.; Zanuttini, R.; Espinoza, M.; Allegretti, O. Thermo-vacuum modification of Teak wood from fast-grown plantations. BioResources 2017, 12, 1903–1915. [Google Scholar] [CrossRef]
- Todaro, L.; Russo, D.; Cetera, P.; Milella, L. Effects of thermo-vacuum treatment on secondary metabolite content and antioxidant activity of Poplar (Populus nigra L.) wood extracts. Ind. Crop. Prod. 2017, 109, 384–390. [Google Scholar] [CrossRef]
- Todaro, L. Effect of steaming treatment on resistance to footprints in Turkey oak wood for flooring. Eur. J. Wood Wood Prod. 2012, 70, 209–214. [Google Scholar] [CrossRef]
- Borůvka, V.; Zeidler, A.; Holeček, T.; Dudík, R. Elastic and Strength Properties of Heat-Treated Beech and Birch Wood. Forests 2018, 9, 197. [Google Scholar] [CrossRef]
- Sandak, A.; Allegretti, O.; Cuccui, I.; Sandak, J.; Rosso, L.; Castro, G.; Negro, F.; Cremonini, C.; Zanuttini, R. Thermo-vacuum modification of Poplar veneers and its quality control. BioResources 2016, 11, 10122–10139. [Google Scholar] [CrossRef]
- Todaro, L.; Rita, A.; Negro, F.; Moretti, N.; Saracino, A.; Zanuttini, R. Behavior of pubescent oak (Quercuspubescens Willd.) wood to different thermal treatments. iForest 2015, 8, 748–755. [Google Scholar] [CrossRef]
- Mendes, R.F.; Júnior, G.B.; de Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. Effect of thermal treatment on properties of OSB panels. Wood Sci. Technol. 2013, 47, 243–256. [Google Scholar] [CrossRef]
- Direske, M.; Bonigut, J.; Wenderdel, C.; Scheiding, W.; Krug, D. Effects of MDI content on properties of thermally treated oriented strand board (OSB). Eur. J. Wood Wood Prod. 2018, 76, 823–831. [Google Scholar] [CrossRef]
- CEN. EN 323 Wood-Based Panels—Determination of Density; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 310 Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 317 Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 319 Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; CEN: Brussels, Belgium, 1993. [Google Scholar]
- ISO. ISO 11664-4 Colorimetry—Part 4: CIE 1976 L*a*b* Colour Space; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- ISO. ISO 11664-6 Colorimetry—Part 6: CIEDE2000 Colour-Difference Formula; ISO: Geneva, Switzerland, 2013. [Google Scholar]
- CEN. EN 927-6 Paints and Varnishes—Coating Materials and Coating Systems for Exterior Wood—Part 6: Exposure of Wood Coatings to Artificial Weathering Using Fluorescent UV Lamps and Water; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Kačíková, D.; Kačík, F.; Čabalová, I.; Ďurkovič, J. Effects of thermal treatment on chemical, mechanical and color traits in Norway spruce wood. Bioresour. Technol. 2013, 144, 669–674. [Google Scholar] [CrossRef] [PubMed]
- Welzbacher, C.R.; Brischke, C.; Rapp, O.A. Influence of treatment temperature and duration on selected biological, mechanical, physical and optical properties of thermally modified timber. Wood Mat. Sci. Eng. 2007, 2, 66–76. [Google Scholar] [CrossRef]
- Srinivas, K.; Pandey, K.K. Photodegradation of thermally modified wood. J. Photochem. Photobiol. B-Biol. 2012, 117, 140–145. [Google Scholar] [CrossRef] [PubMed]
- Teacă, C.A.; Roşu, D.; Bodîrlău, R.; Roşu, L. Structural changes in wood under artificial UV light irradiation determined by FTIR spectroscopy and color measurements—A brief review. BioResources 2013, 8, 1478–1507. [Google Scholar] [CrossRef]
- Ayata, U.; Gurleyen, L.; Esteves, B. Effect of heat treatment on the surface of selected exotic wood species. Drewno 2017, 60, 105–116. [Google Scholar] [CrossRef]
- Gamache, S.L.; Espinoza, O.; Aro, M. Professional consumers perceptions about thermally modified wood. Bioresources 2017, 12, 9487–9501. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Eur. J. Wood Wood Prod. 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Esteves, B.; Marques, A.V.; Domingos, I.; Pereira, H. Influence of steam heating on the properties of pine (Pinuspinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci. Technol. 2007, 41, 193–207. [Google Scholar] [CrossRef]
- Baysal, E.; Tomak, E.D.; Topaloglu, E.; Pesman, E. Surface properties of bamboo and Scots pine impregnated with boron and copper based wood preservatives after accelerated weathering. Maderas-Cienc. Technol. 2016, 18, 253–264. [Google Scholar] [CrossRef]
- Papp, E.A.; Csiha, C. Contact angle as function of surface roughness of different wood species. Surf. Interfaces 2017, 8, 54–59. [Google Scholar] [CrossRef]
- Huang, X.; Kocaefe, D.; Kocaefe, Y.; Boluk, Y.; Pichette, A. Study of the degradation behavior of heat-treated jack pine (Pinus banksiana) under artificial sunlight irradiation. Polym. Degrad. Stabil. 2012, 97, 1197–1214. [Google Scholar] [CrossRef]
Figure 1.
Appearance of poplar Oriented Strand Board (OSB) pre- (left) and post-thermal treatment (right).
Figure 1.
Appearance of poplar Oriented Strand Board (OSB) pre- (left) and post-thermal treatment (right).

Figure 2.
Percentage reduction of the properties of treated specimens referred to non-treated test specimens.
Figure 2.
Percentage reduction of the properties of treated specimens referred to non-treated test specimens.

Figure 3.
Contact angle variation in untreated OSB before and after weathering.

Figure 4.
Contact angle variation in treated OSB before and after weathering.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties, reference standards, average values with standard deviation determined for non-treated and treated boards, and results of the t-test (p-values).
Table 1.
Properties, reference standards, average values with standard deviation determined for non-treated and treated boards, and results of the t-test (p-values).
| Property | Standard | Non-Treated | Thermo-Treated | p-Value |
|---|---|---|---|---|
| MoR major axis (N/mm2) | EN 310 | 30.5 ± 4.2 | 22.8 ± 2.1 | 0.000 |
| MoE major axis (N/mm2) | EN 310 | 4960 ± 369 | 4230 ± 450 | 0.000 |
| MoR minor axis (N/mm2) | EN 310 | 17.4 ± 3.6 | 12.8± 2.0 | 0.000 |
| MoE minor axis (N/mm2) | EN 310 | 2570 ± 290 | 2230 ± 220 | 0.008 |
| Swelling (%) | EN 317 | 11.0± 2.0 | 5.4 ± 1.5 | 0.000 |
| Internal bond (N/mm2) | EN 319 | 0.34 ± 0.02 | 0.27 ± 0.03 | 0.000 |
Table 2.
CIELab* coordinates measured for tested specimens.
| CIELab* Coordinates | |||
|---|---|---|---|
| Group Code | L* | a* | b* |
| NT Pre AWT | 77.52 | 4.45 | 21.61 |
| T Pre AWT | 52.16 | 10.28 | 21.38 |
| NT Post AWT | 68.55 | 6.82 | 18.78 |
| T Post AWT | 60.66 | 5.02 | 11.42 |
Table 3.
ΔE* measured among group code.
| ΔE* | |||
|---|---|---|---|
| Group Code | NT | T | NT Post AWT |
| NT Pre AWT | - | - | - |
| T Pre AWT | 26.07 | - | - |
| NT Post AWT | 9.90 | 16.95 | - |
| T Post AWT | 11.11 | 14.14 | 10.94 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cetera, P.; Negro, F.; Cremonini, C.; Todaro, L.; Zanuttini, R. Physico-Mechanical Properties of Thermally Treated Poplar OSB. Forests 2018, 9, 345. https://0-doi-org.brum.beds.ac.uk/10.3390/f9060345
AMA Style
Cetera P, Negro F, Cremonini C, Todaro L, Zanuttini R. Physico-Mechanical Properties of Thermally Treated Poplar OSB. Forests. 2018; 9(6):345. https://0-doi-org.brum.beds.ac.uk/10.3390/f9060345
Chicago/Turabian StyleCetera, Paola, Francesco Negro, Corrado Cremonini, Luigi Todaro, and Roberto Zanuttini. 2018. "Physico-Mechanical Properties of Thermally Treated Poplar OSB" Forests 9, no. 6: 345. https://0-doi-org.brum.beds.ac.uk/10.3390/f9060345
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.