Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing

Abstract
:1. Introduction
2. Materials and Methods
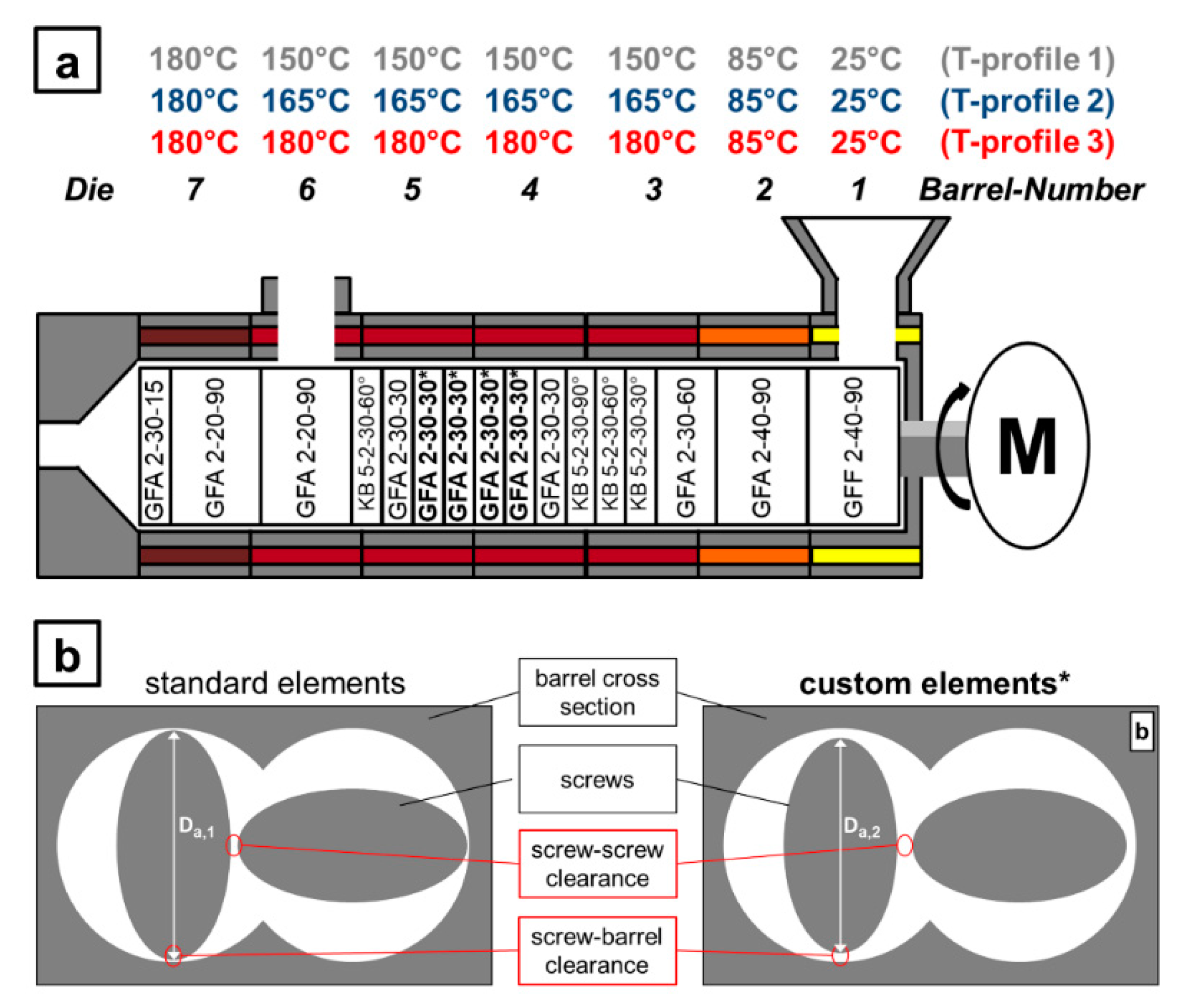
2.1. Hot-Melt-Extrusion on a Co-Rotating Twin-Screw-Extruder
2.2. Inline Determination of the RTD
3. Results
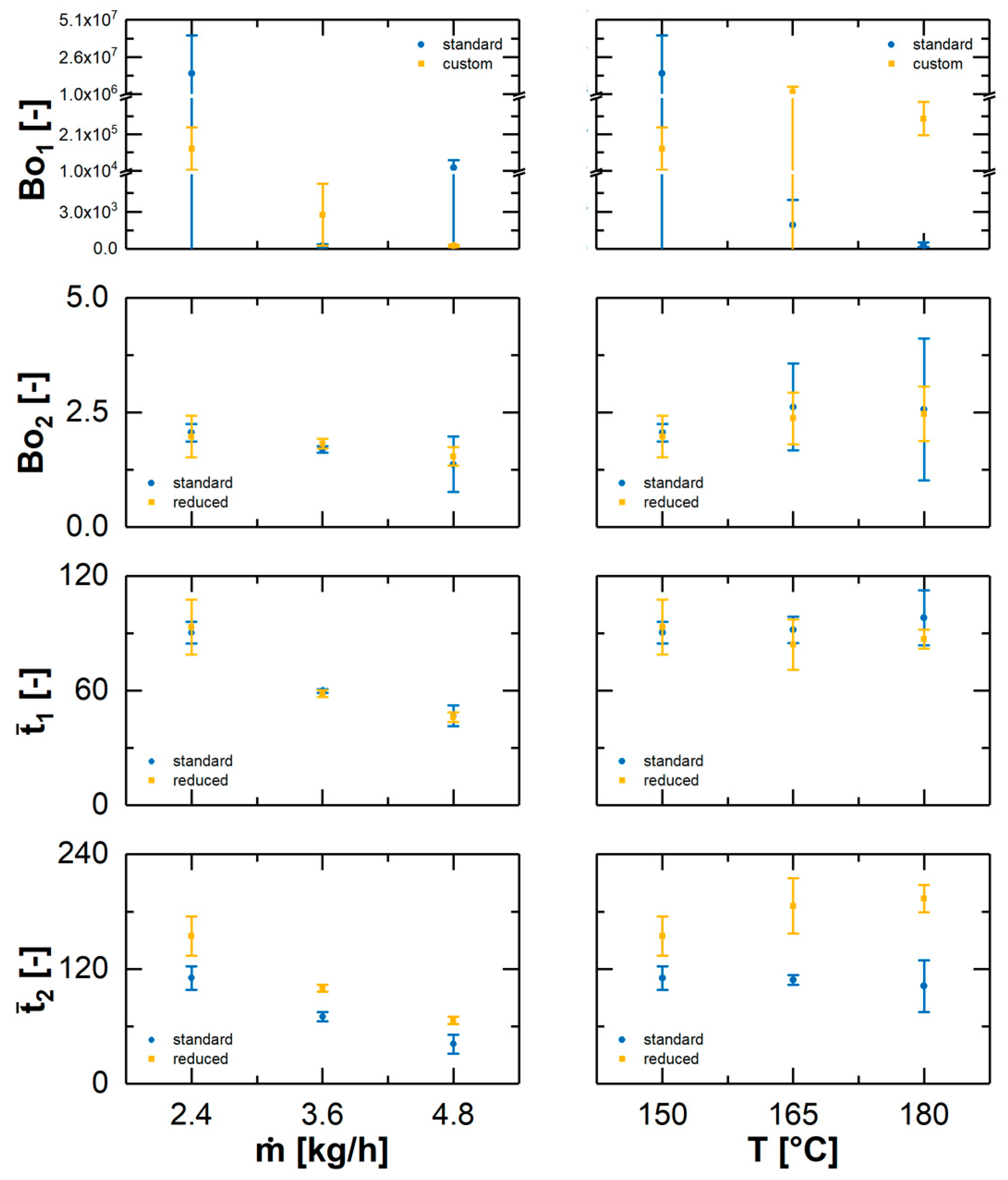
3.1. Effect of Mass Flow for Constant Barrel Load and Temperature Profile
3.2. Effect of Temperature Profile for Constant SFL and Total Mass Flow
3.3. Effect of Clearance for Constant SFL and Mass Flow or Temperature Profile
3.4. Representation of Investigated Effects by RTD Model Parameters
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| A | absorbance of light as function of wavelength | [-] |
| AUC | area under the function curve/function integral | [-] |
| Bo | Bodenstein-number | [-] |
| c0 | scaling parameter | [*] |
| c | signal concentration | [*] |
| d | external screw diameter | [m] |
| E | residence time density function | [s−1] |
| I | transmitted light intensity as function of wavelength | [-] |
| I0 | basic light intensity as function of wavelength | [-] |
| total mass flow of powder inlet | [kg s−1] | |
| n | screw speed | [kg] |
| SFL | specific feed load | [-] |
| t | time | [s] |
| time to a quantile value of i% | [s] | |
| mean residence time | [s] | |
| T | temperature | [°C] |
| λ | wavelength | [nm] |
| ρ | density | [kg m−3] |
| * unit depends on measured signal | ||
References
- Yu, L.X.; Amidon, G.; Khan, M.A.; Hoag, S.W.; Polli, J.; Raju, G.K.; Woodcock, J. Understanding pharmaceutical quality by design. AAPS J. 2014, 16, 771–783. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Mao, S. Application of quality by design in the current drug development. Asian J. Pharm. Sci. 2017, 12, 1–8. [Google Scholar] [CrossRef]
- Rantanen, J.; Khinast, J. The Future of Pharmaceutical Manufacturing Sciences. J. Pharm. Sci. 2015, 104, 3612–3638. [Google Scholar] [CrossRef] [PubMed]
- Tahir, F.; Lovett, D. Hot melt extrusion technology for continuous manufacturing. Eur. Pharm. Rev. 2017, 22, 36–39. [Google Scholar]
- Repka, M.A.; Bandari, S.; Kallakunta, V.R.; Vo, A.Q.; McFall, H.; Pimparade, M.B.; Bhagurkar, A.M. Melt extrusion with poorly soluble drugs—An integrated review. Int. J. Pharm. 2018, 535, 68–85. [Google Scholar] [CrossRef] [PubMed]
- Jani, R.; Patel, D. Hot melt extrusion: An industrially feasible approach for casting orodispersible film. Asian J. Pharm. Sci. 2014, 10, 292–305. [Google Scholar] [CrossRef]
- Duque, L.; Körber, M.; Bodmeier, R. Improving release completeness from PLGA-based implants for the acid-labile model protein ovalbumin. Int. J. Pharm. 2018, 538, 139–146. [Google Scholar] [CrossRef] [PubMed]
- Hwang, I.; Kang, C.-Y.; Park, J.-B. Advances in hot-melt extrusion technology toward pharmaceutical objectives. J. Pharm. Investig. 2017, 47, 123–132. [Google Scholar] [CrossRef]
- Breitenbach, J. Melt extrusion: From process to drug delivery technology. Eur. J. Pharm. Biopharm. 2002, 54, 107–117. [Google Scholar] [CrossRef]
- Lewicki, P.P. Encyclopedia of Meat Sciences; Extrusion Technology; Elsevier: Amsterdam, The Netherlands, 2014; pp. 564–569. [Google Scholar]
- Li, S.; Jones, D.S.; Andrews, G.P. Hot Melt Extrusion: A Process Overview and Use in Manufacturing Solid Dispersions of Poorly Water-Soluble Drugs. In Drug Delivery Strategies for Poorly Water-Soluble Drugs; Wiley: Chichester, West Sussex, UK, 2013; pp. 325–358. [Google Scholar]
- Sakai, T.; Thommes, M. Investigation into mixing capability and solid dispersion preparation using the DSM Xplore Pharma Micro Extruder. J. Pharm. Pharmacol. 2014, 66, 218–231. [Google Scholar] [CrossRef] [PubMed]
- Thiry, J.; Krier, F.; Evrard, B. A review of pharmaceutical extrusion: Critical process parameters and scaling-up. Int. J. Pharm. 2015, 479, 227–240. [Google Scholar] [CrossRef] [PubMed]
- Carson, S.O.; Covas, J.A.; Maia, J.M. A New Extensional Mixing Element for Improved Dispersive Mixing in Twin-Screw Extrusion, Part 1: Design and Computational Validation. Adv. Polym. Technol. 2017, 36, 455–465. [Google Scholar] [CrossRef]
- Carson, S.O.; Maia, J.M.; Covas, J.A. A New Extensional Mixing Element for Improved Dispersive Mixing in Twin-Screw Extrusion, Part 2: Experimental Validation for Immiscible Polymer Blends. Adv. Polym. Technol. 2018, 37, 167–175. [Google Scholar] [CrossRef]
- Engisch, W.; Muzzio, F. Using Residence Time Distributions (RTDs) to Address the Traceability of Raw Materials in Continuous Pharmaceutical Manufacturing. J. Pharm. Innov. 2016, 11, 64–81. [Google Scholar] [CrossRef] [PubMed]
- Nakamichi, K.; Nakano, T.; Yasuura, H.; Izumi, S.; Kawashima, Y. The role of the kneading paddle and the effects of screw revolution speed and water content on the preparation of solid dispersions using a twin-screw extruder. Int. J. Pharm. 2002, 241, 203–211. [Google Scholar] [CrossRef]
- Villmow, T.; Kretzschmar, B.; Pötschke, P. Influence of screw configuration, residence time, and specific mechanical energy in twin-screw extrusion of polycaprolactone/multi-walled carbon nanotube composites. Compos. Sci. Technol. 2010, 70, 2045–2055. [Google Scholar] [CrossRef] [Green Version]
- Stratiychuk-Dear, D.; Looney, K.; Oliver, P.; Blackburn, S.; Simmons, M. Investigating the impact of operating conditions on the extent of additive mixing during thermoplastic polymer extrusion. AIP Conf. Proc. 2017. [Google Scholar] [CrossRef]
- Myerson, A.S.; Krumme, M.; Nasr, M.; Thomas, H.; Braatz, R.D. Control systems engineering in continuous pharmaceutical manufacturing May 20–21, 2014 continuous manufacturing symposium. J. Pharm. Sci. 2015, 104, 832–839. [Google Scholar] [CrossRef] [PubMed]
- Baxendale, I.R.; Braatz, R.D.; Hodnett, B.K.; Jensen, K.F.; Johnson, M.D.; Sharratt, P.; Sherlock, J.-P.; Florence, A.J. Achieving Continuous Manufacturing: Technologies and Approaches for Synthesis, Workup, and Isolation of Drug Substance May 20–21, 2014 Continuous Manufacturing Symposium. J. Pharm. Sci. 2015, 104, 781–791. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Muzzio, F.J.; Ierapetritou, M.G. A review of the Residence Time Distribution (RTD) applications in solid unit operations. Powder Technol. 2012, 228, 416–423. [Google Scholar] [CrossRef]
- Wesholowski, J.; Podhaisky, H.; Thommes, M. Comparison of residence time models for pharmaceutical twin-screw-extrusion processes. Powder Technol. 2018. Article in Press. [Google Scholar] [CrossRef]
- Reitz, E.; Podhaisky, H.; Ely, D.; Thommes, M. Residence time modeling of hot melt extrusion processes. Eur. J. Pharm. Biopharm. 2013, 85, 1200–1205. [Google Scholar] [CrossRef] [PubMed]
- Poulesquen, A.; Vergnes, B.; Cassagnau, P.; Michel, A.; Carneiro, O.S.; Covas, J.A. A Study of Residence Time Distribution in Co-Rotating Twin-Screw Extruders. Part II: Experimental Validation. Polym. Eng. Sci. 2003, 43, 1849–1862. [Google Scholar] [CrossRef]
- Kolter, K.; Karl, M.; Gryczke, A. Hot-Melt Extrusion with BASF Pharma Polymers. Extrusion Compendium; 2nd Revised and Enlarged Edition; BASF: Ludwigshafen, Germany, 2012. [Google Scholar]
- Wesholowski, J.; Berghaus, A.; Thommes, M. Inline determination of residence time distribution in hot-melt-extrusion. Pharmaceutics 2018, 10, 49. [Google Scholar] [CrossRef] [PubMed]
- Taylor, G.I. Diffusion and mass transport in tubes. Proc. Phys. Soc. Sect. B 1954, 67, 857–869. [Google Scholar] [CrossRef]
- Bischoff, K.B.; Levenspiel, O. Fluid dispersion-generalization and comparison of mathematical models-II comparison of models. Chem. Eng. Sci. 1962, 17, 257–264. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| [kg h−1] | n [min−1] | SFL [-] | Barrel Temperature Profile |
|---|---|---|---|
| 2.4 | 100 | 0.014 | T-profile 1 |
| 3.6 | 150 | 0.014 | T-profile 1 |
| 4.8 | 200 | 0.014 | T-profile 1 |
| 2.4 | 100 | 0.014 | T-profile 1 |
| 2.4 | 100 | 0.014 | T-profile 2 |
| 2.4 | 100 | 0.014 | T-profile 3 |
| [kg h−1] | n [min−1] | TBarrel 3–6 [°C] | Screw Elements | t10 [s] | t50 [s] | t90 [s] |
|---|---|---|---|---|---|---|
| 2.4 | 100 | 150 | standard | 140.4 ± 2.7 | 247.4 ± 7.6 | 486.4 ± 12.5 |
| reduced | 163.4 ± 6.5 | 314.4 ± 9.5 | 664.8 ± 27.0 | |||
| 3.6 | 150 | 150 | standard | 90.2 ± 1.3 | 168.1 ± 6.4 | 418.6 ± 7.6 |
| reduced | 102.7 ± 0.8 | 207.8 ± 2.3 | 483.1 ± 13.0 | |||
| 4.8 | 200 | 150 | standard | 63.9 ± 1.3 | 120.0 ± 5.2 | 317.3 ± 35.7 |
| reduced | 74.5 ± 0.2 | 152.0 ± 4.2 | 371.6 ± 32.3 | |||
| 2.4 | 100 | 165 | standard | 143.3 ± 1.9 | 238.1 ± 13.3 | 454.3 ± 12.2 |
| reduced | 169.3 ± 3.2 | 335.6 ± 10.9 | 658.1 ± 13.7 | |||
| 2.4 | 100 | 180 | standard | 149.4 ± 4.5 | 240.4 ± 9.2 | 439.1 ± 45.5 |
| reduced | 177.9 ± 0.2 | 346.7 ± 31.3 | 698.2 ± 76.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wesholowski, J.; Berghaus, A.; Thommes, M. Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing. Pharmaceutics 2018, 10, 207. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics10040207
Wesholowski J, Berghaus A, Thommes M. Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing. Pharmaceutics. 2018; 10(4):207. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics10040207
Chicago/Turabian StyleWesholowski, Jens, Andreas Berghaus, and Markus Thommes. 2018. "Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing" Pharmaceutics 10, no. 4: 207. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics10040207