
Ensuring Homogeneity in Powder Mixtures for Pharmaceuticals and Dietary Supplements: Evaluation of a 3-Axis Mixing Equipment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Equipment
2.2. Methods
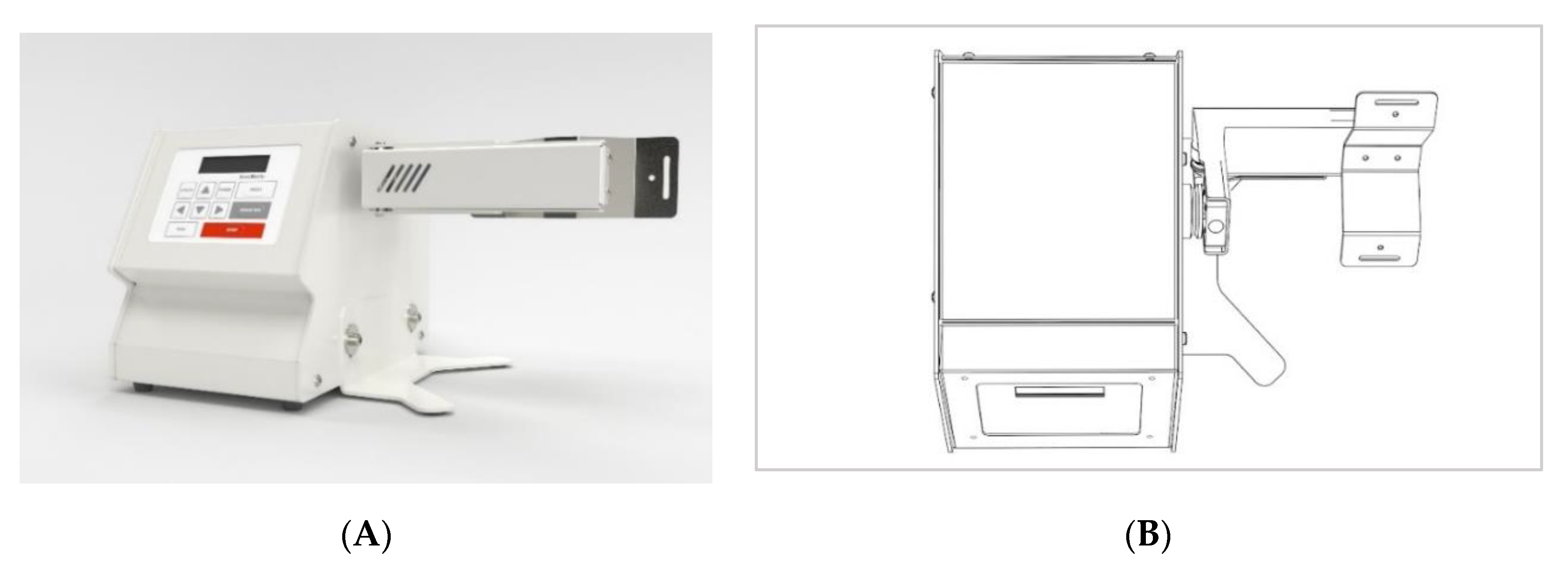
2.2.1. Evaluation of the 3-Axis Mixer Device and Definition of Working Optimal Conditions
2.2.2. Comparison with Other Devices
2.2.3. Cross-Contamination Evaluation
3. Results and Discussion
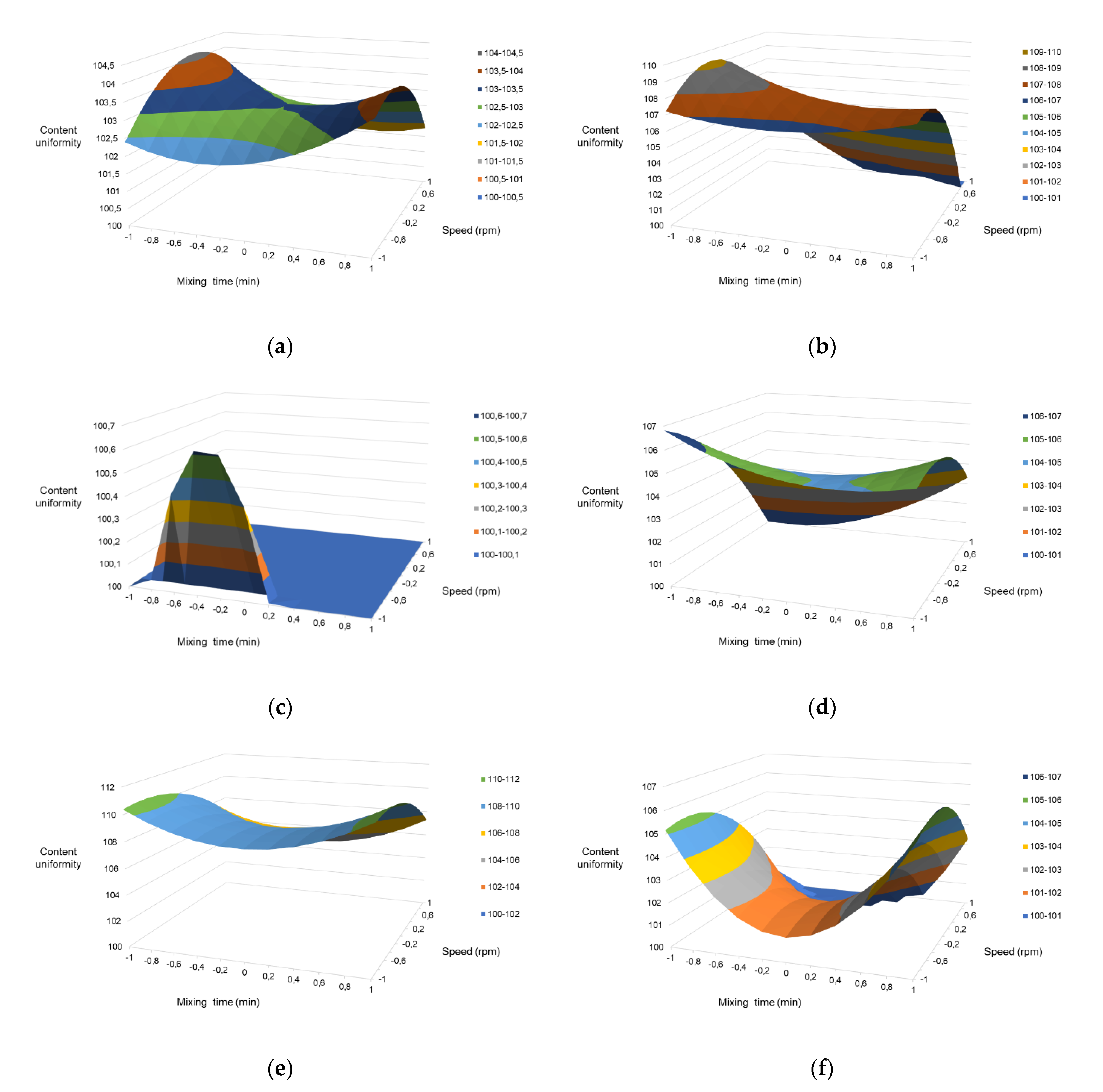
3.1. Evaluation of the 3-Axis Mixer Device and Definition of Working Optimal Conditions
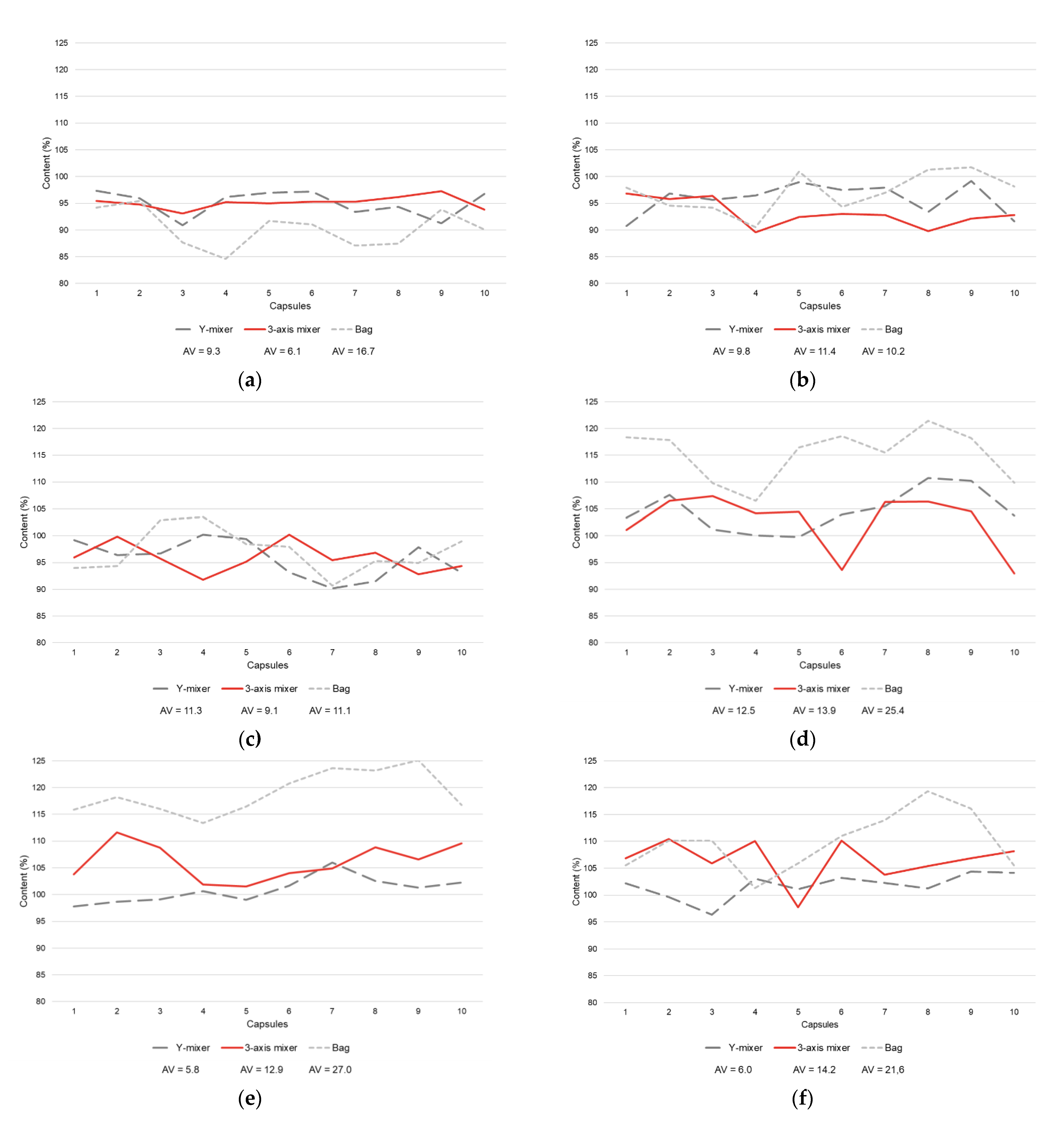
3.2. Comparison with Other Devices
3.3. Cross-Contamination Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Serhan, M.; Sprowls, M.; Jackemeyer, D.; Long, M.; Perez, I.D.; Maret, W.; Tao, N.; Forzani, E. Total iron measurement in human serum with a smartphone. In Proceedings of the 2019 AIChE Annual Meeting, American Institute of Chemical Engineers, Orlando, FL, USA, 10–15 November 2019. [Google Scholar]
- Asachi, M.; Nourafkan, E.; Hassanpour, A. A review of current techniques for the evaluation of powder mixing. Adv. Powder Technol. 2018, 29, 1525–1549. [Google Scholar] [CrossRef]
- Bauman, I. Solid-solid mixing with static mixers. Chem. Biochem. Eng. Q. 2001, 15, 159–165. [Google Scholar]
- Bauman, I.; Ćurić, D.; Boban, M. Mixing of solids in different mixing devices. Acad. Proc. Eng. Sci. 2008, 33, 721–731. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, A.D.O.; Brandão, M.A.F.; Polonini, H.C. Guia Prático da Farmácia Magistral, 5th ed.; Editar: Juiz de Fora, MG, Brasil, 2018. [Google Scholar]
- Lakshman, P.; Cooney, C.L. A review on the continuous blending of powders. Chem. Eng. Sci. 2006, 61, 720–742. [Google Scholar]
- Parezanović, G.Š.; Lalić-Popović, M.; Goločorbin-Kon, S.; Todorović, N.; Pavlović, N.; Jovičić-Bata, J. The effect of magnesium stearate and sodium starch glycolate on powder flowability. Acta Period Technol. 2019, 50, 304–310. [Google Scholar] [CrossRef] [Green Version]
- United States Pharmacopeia. Pharmaceutical Compounding—Nonsterile Preparations; United States Pharmacop: North Bethesda, ML, USA, 2020. [Google Scholar]
- Council of Europe. Uniformity of dosage units. In Europe Pharmacopoeia 100; Council of Europe: Geneva, Switzerland, 2019; pp. 398–400. [Google Scholar]
- Armstrong, B. The Study of Pharmaceutical Powder Mixing Through Improved Flow Property Characterization and Tomographic Imaging of Blend Content Uniformity. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2011; p. 367. [Google Scholar]
- Morin, G.; Briens, L. The effect of lubricants on powder flowability for pharmaceutical application. AAPS Pharmscitech 2013, 14, 1158–1168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schulze, D. Flow properties of powders and bulk solids (fundamentals). Powder Technol. 2010, 65, 321–333. [Google Scholar]
- Gilbertson, M.A.; Eames, I. The influence of particle size on the flow of fluidised powders. Powder Technol. 2003, 131, 197–205. [Google Scholar] [CrossRef]
- Gyenis, J.; Kátai, F. Determination and randomness in mixing of particulate solids. Chem. Eng. Sci. 1990, 45, 2843–2855. [Google Scholar] [CrossRef]
- Van Der Wel, P. Powder mixing. Powder Handl. Process. 1999, 11, 83–86. [Google Scholar]
- Peltonen, J. Electrostatic Instrumentation and Measurements on Powders and Powder Mixtures. Ph.D. Thesis, University of Turku, Turku, Finland, 2019; p. 74. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Issue | X1 | X2 | Responses (n = 10) |
|---|---|---|---|
| 1 | −1 | −1 | y1 |
| 2 | 0 | −1 | y2 |
| 3 | 1 | −1 | y3 |
| 4 | −1 | 0 | y4 |
| 5 | 0 | 0 | y5 |
| 6 | 1 | 0 | y6 |
| 7 | −1 | 1 | y7 |
| 8 | 0 | 1 | y8 |
| 9 | 1 | 1 | y9 |
| Formulation/API | Issue | Results (Content of Each Capsule, %) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| y1 | y2 | y3 | y4 | y5 | y6 | y7 | y8 | y9 | y10 | AV 1 | ||
| F1/Finasteride | 1 | 102.97 | 107.14 | 104.45 | 102.27 | 101.73 | 101.43 | 103.80 | 103.82 | 100.80 | 100.06 | 6.3 |
| 2 | 103.28 | 101.12 | 106.16 | 100.11 | 101.83 | 99.49 | 100.71 | 97.75 | 100.01 | 103.76 | 5.8 | |
| 3 | 102.59 | 103.21 | 103.94 | 104.93 | 102.77 | 106.61 | 102.69 | 102.94 | 108.15 | 100.80 | 7.5 | |
| 4 | 104.82 | 105.63 | 103.96 | 100.82 | 103.75 | 109.36 | 100.85 | 103.74 | 105.66 | 102.98 | 8.6 | |
| 5 | 97.54 | 102.50 | 103.48 | 101.34 | 104.72 | 103.24 | 102.82 | 101.62 | 101.71 | 103.82 | 5.5 | |
| 6 | 99.90 | 107.10 | 105.80 | 106.78 | 105.44 | 102.14 | 104.24 | 106.30 | 102.53 | 103.89 | 8.5 | |
| 7 | 101.26 | 105.61 | 107.64 | 100.64 | 104.26 | 99.53 | 99.83 | 105.49 | 102.82 | 102.94 | 8.0 | |
| 8 | 102.71 | 101.59 | 106.15 | 101.57 | 97.33 | 102.29 | 106.14 | 104.21 | 105.99 | 104.01 | 8.3 | |
| 9 | 102.25 | 100.94 | 100.38 | 100.03 | 100.38 | 99.57 | 101.73 | 102.09 | 101.07 | 101.37 | 2.1 | |
| F2/Vitamin B12 | 1 | 108.86 | 107.80 | 107.81 | 111.07 | 105.06 | 112.27 | 108.36 | 108.34 | 109.35 | 106.38 | 12.0 |
| 2 | 107.27 | 102.41 | 108.95 | 106.43 | 107.41 | 106.64 | 105.14 | 108.88 | 100.88 | 108.17 | 11.2 | |
| 3 | 108.17 | 105.90 | 107.21 | 105.73 | 103.87 | 108.05 | 109.97 | 107.11 | 104.00 | 107.66 | 9.9 | |
| 4 | 109.46 | 107.55 | 109.18 | 110.48 | 106.96 | 102.37 | 109.54 | 106.61 | 103.85 | 108.45 | 12.2 | |
| 5 | 110.99 | 104.26 | 107.15 | 106.94 | 102.25 | 102.98 | 109.18 | 107.85 | 107.01 | 108.09 | 11.8 | |
| 6 | 107.86 | 112.02 | 110.96 | 109.94 | 109.17 | 105.07 | 106.80 | 110.82 | 106.51 | 109.70 | 12.8 | |
| 7 | 103.33 | 103.27 | 100.33 | 104.42 | 103.63 | 107.25 | 106.93 | 108.33 | 105.59 | 104.85 | 8.9 | |
| 8 | 99.17 | 103.46 | 101.15 | 100.88 | 99.93 | 98.10 | 98.95 | 104.91 | 101.34 | 101.89 | 5.0 | |
| 9 | 95.61 | 93.33 | 94.44 | 96.30 | 96.59 | 100.97 | 96.22 | 98.81 | 97.32 | 94.72 | 7.4 | |
| F2/Folic acid | 1 | 95.27 | 94.87 | 101.08 | 97.55 | 93.66 | 100.61 | 101.01 | 96.00 | 96.19 | 95.92 | 7.8 |
| 2 | 102.34 | 103.64 | 101.76 | 97.18 | 97.94 | 96.64 | 96.72 | 97.88 | 97.11 | 98.34 | 6.2 | |
| 3 | 97.05 | 100.77 | 102.07 | 98.66 | 99.41 | 99.26 | 103.62 | 101.69 | 97.78 | 101.31 | 5.0 | |
| 4 | 104.06 | 103.37 | 95.35 | 94.46 | 103.17 | 103.79 | 95.57 | 100.74 | 103.49 | 101.03 | 9.3 | |
| 5 | 93.83 | 103.09 | 100.32 | 100.22 | 100.22 | 94.95 | 92.32 | 98.87 | 94.78 | 100.43 | 9.3 | |
| 6 | 86.77 | 91.27 | 86.70 | 93.13 | 87.05 | 91.99 | 93.55 | 94.54 | 94.77 | 93.32 | 15.0 | |
| 7 | 82.88 | 83.28 | 91.98 | 88.66 | 89.08 | 90.04 | 85.95 | 86.47 | 91.25 | 86.94 | 18.3 | |
| 8 | 105.17 | 98.47 | 102.37 | 100.46 | 93.73 | 95.53 | 97.19 | 98.21 | 99.42 | 96.12 | 8.1 | |
| 9 | 98.73 | 103.12 | 98.57 | 107.43 | 95.91 | 95.97 | 99.55 | 99.66 | 96.05 | 100.57 | 8.6 | |
| F3/Copper chelate | 1 | 98.03 | 107.10 | 101.49 | 106.79 | 102.77 | 110.14 | 106.97 | 110.37 | 110.11 | 108.95 | 14.8 |
| 2 | 96.88 | 103.34 | 108.32 | 102.08 | 102.56 | 100.95 | 103.49 | 98.16 | 111.25 | 111.86 | 14.6 | |
| 3 | 99.52 | 105.68 | 106.60 | 112.42 | 111.87 | 104.42 | 108.31 | 105.71 | 105.00 | 110.34 | 14.8 | |
| 4 | 106.94 | 101.07 | 105.36 | 106.40 | 109.24 | 100.06 | 107.09 | 109.39 | 107.79 | 102.40 | 12.0 | |
| 5 | 104.93 | 104.97 | 111.32 | 102.62 | 105.42 | 112.68 | 106.61 | 102.94 | 104.95 | 112.50 | 14.6 | |
| 6 | 106.02 | 98.76 | 99.83 | 107.57 | 103.88 | 107.84 | 97.15 | 94.18 | 110.32 | 95.74 | 14.3 | |
| 7 | 101.79 | 96.85 | 97.76 | 93.94 | 104.67 | 102.41 | 96.75 | 104.04 | 102.85 | 96.24 | 12.9 | |
| 8 | 96.79 | 98.68 | 95.83 | 97.89 | 100.94 | 100.66 | 102.10 | 103.21 | 96.59 | 99.12 | 6.0 | |
| 9 | 101.20 | 109.76 | 105.05 | 101.56 | 106.65 | 103.00 | 102.51 | 106.08 | 104.44 | 109.35 | 10.7 | |
| F3/Magnesium citrate | 1 | 104.63 | 109.92 | 111.41 | 109.17 | 107.98 | 110.27 | 110.16 | 108.53 | 108.78 | 107.04 | 11.9 |
| 2 | 111.81 | 113.20 | 111.43 | 112.20 | 111.93 | 107.36 | 107.86 | 113.17 | 109.77 | 109.37 | 14.3 | |
| 3 | 110.70 | 112.02 | 112.12 | 106.75 | 110.78 | 108.87 | 111.26 | 109.61 | 108.38 | 107.63 | 12.8 | |
| 4 | 109.35 | 107.57 | 108.94 | 111.02 | 112.29 | 112.48 | 108.90 | 108.28 | 110.80 | 110.33 | 12.5 | |
| 5 | 108.18 | 106.86 | 108.07 | 109.47 | 109.17 | 110.59 | 112.38 | 108.32 | 112.31 | 109.16 | 12.3 | |
| 6 | 112.22 | 111.92 | 108.38 | 111.31 | 111.02 | 109.87 | 110.09 | 109.23 | 102.16 | 107.08 | 15.0 | |
| 7 | 103.80 | 109.38 | 109.14 | 107.66 | 108.98 | 108.87 | 109.64 | 110.78 | 110.29 | 107.24 | 11.8 | |
| 8 | 106.71 | 93.28 | 94.75 | 97.87 | 97.81 | 99.09 | 106.68 | 102.80 | 105.12 | 103.08 | 11.6 | |
| 9 | 108.70 | 112.69 | 109.36 | 111.75 | 109.72 | 107.25 | 108.17 | 108.25 | 111.98 | 107.44 | 9.2 | |
| F3/Zinc chelate | 1 | 95.97 | 106.20 | 106.23 | 104.78 | 99.55 | 108.07 | 106.74 | 107.73 | 96.49 | 105.10 | 13.2 |
| 2 | 100.91 | 105.42 | 102.71 | 104.15 | 106.69 | 98.96 | 98.65 | 105.02 | 101.47 | 102.20 | 7.6 | |
| 3 | 107.77 | 110.18 | 111.16 | 100.44 | 106.10 | 104.68 | 105.85 | 104.01 | 102.81 | 102.08 | 12.3 | |
| 4 | 106.70 | 102.99 | 101.59 | 100.70 | 105.41 | 108.76 | 104.80 | 103.43 | 104.70 | 106.99 | 9.1 | |
| 5 | 111.05 | 112.22 | 104.10 | 103.41 | 104.20 | 102.13 | 105.27 | 96.15 | 103.61 | 103.47 | 13.8 | |
| 6 | 102.23 | 102.55 | 107.74 | 105.41 | 104.29 | 101.47 | 94.34 | 109.15 | 106.03 | 97.05 | 12.6 | |
| 7 | 107.47 | 105.78 | 94.74 | 108.95 | 103.07 | 98.53 | 101.57 | 100.98 | 111.96 | 100.85 | 14.3 | |
| 8 | 92.32 | 94.38 | 93.16 | 94.17 | 91.28 | 89.95 | 95.89 | 97.69 | 89.95 | 93.50 | 11.2 | |
| 9 | 106.30 | 106.61 | 111.95 | 103.34 | 107.29 | 105.04 | 103.19 | 103.81 | 105.23 | 110.23 | 11.6 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marianni, B.; Polonini, H.; Oliveira, M.A.L. Ensuring Homogeneity in Powder Mixtures for Pharmaceuticals and Dietary Supplements: Evaluation of a 3-Axis Mixing Equipment. Pharmaceutics 2021, 13, 563. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics13040563
Marianni B, Polonini H, Oliveira MAL. Ensuring Homogeneity in Powder Mixtures for Pharmaceuticals and Dietary Supplements: Evaluation of a 3-Axis Mixing Equipment. Pharmaceutics. 2021; 13(4):563. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics13040563
Chicago/Turabian StyleMarianni, Bruna, Hudson Polonini, and Marcone A.L. Oliveira. 2021. "Ensuring Homogeneity in Powder Mixtures for Pharmaceuticals and Dietary Supplements: Evaluation of a 3-Axis Mixing Equipment" Pharmaceutics 13, no. 4: 563. https://0-doi-org.brum.beds.ac.uk/10.3390/pharmaceutics13040563