Restoring the Reactivity of Organic Acid Solution Used for Silver Recovery from Solar Cells by Fractional Distillation


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Recovery of Ag Using Reused Organic Solvent
2.2. Fractional Distillation of Organic Compounds
2.3. Recovery of Ag Using a Separated MSA Solution
3. Results and Discussion
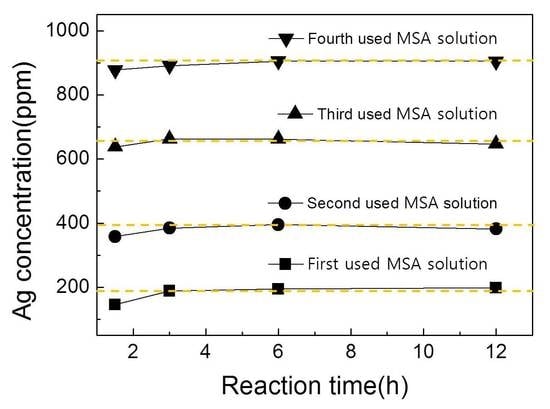
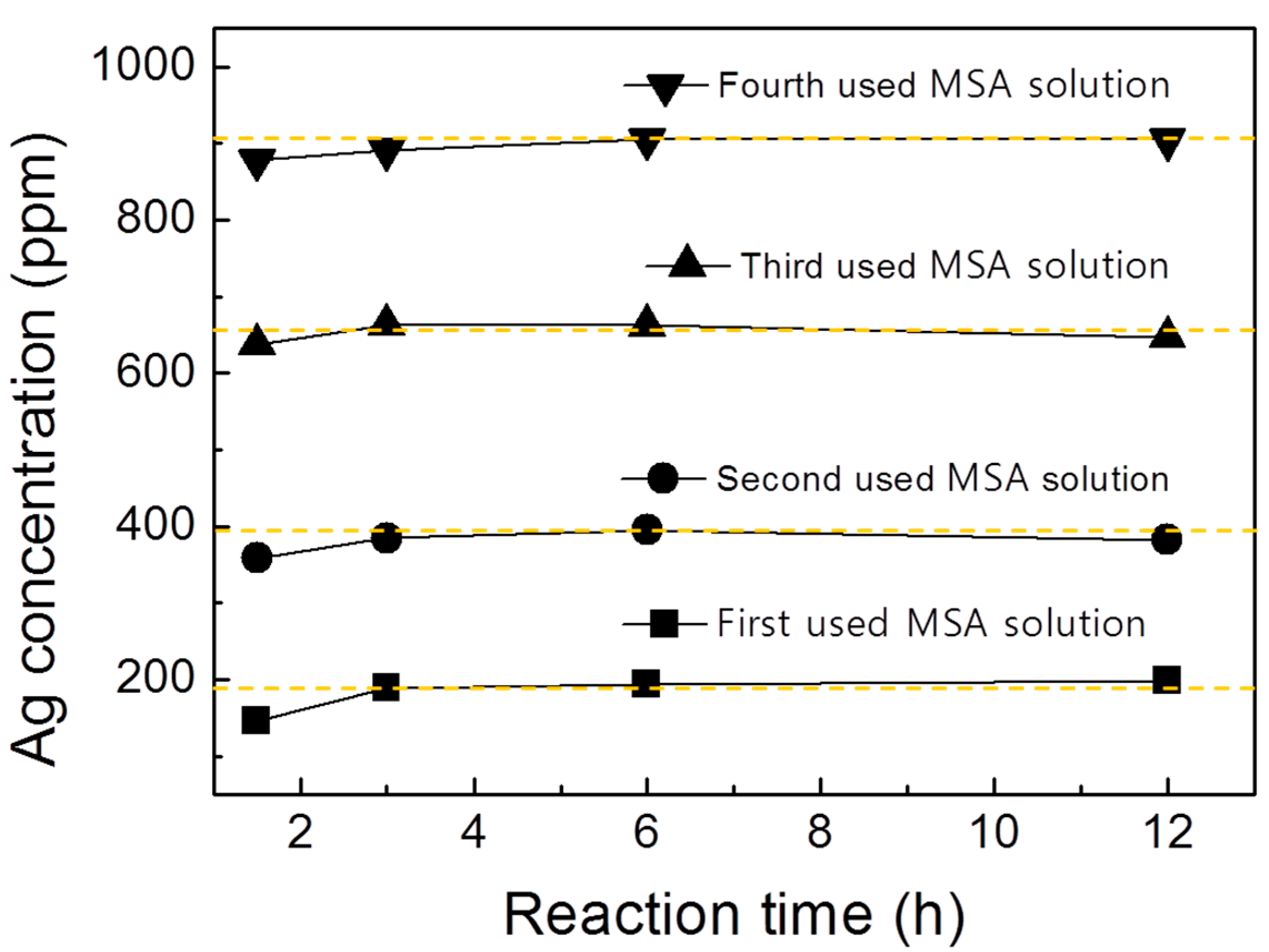
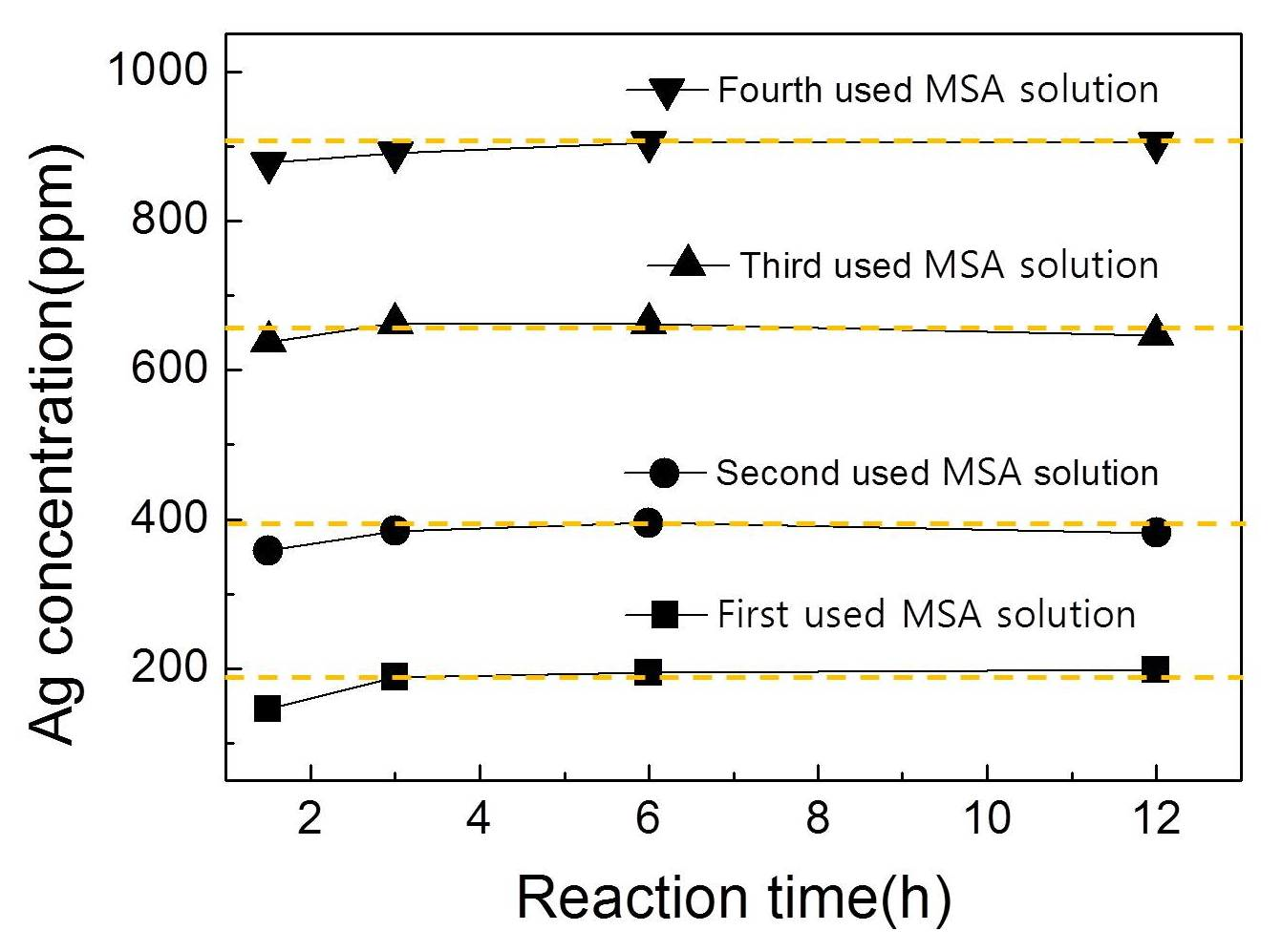
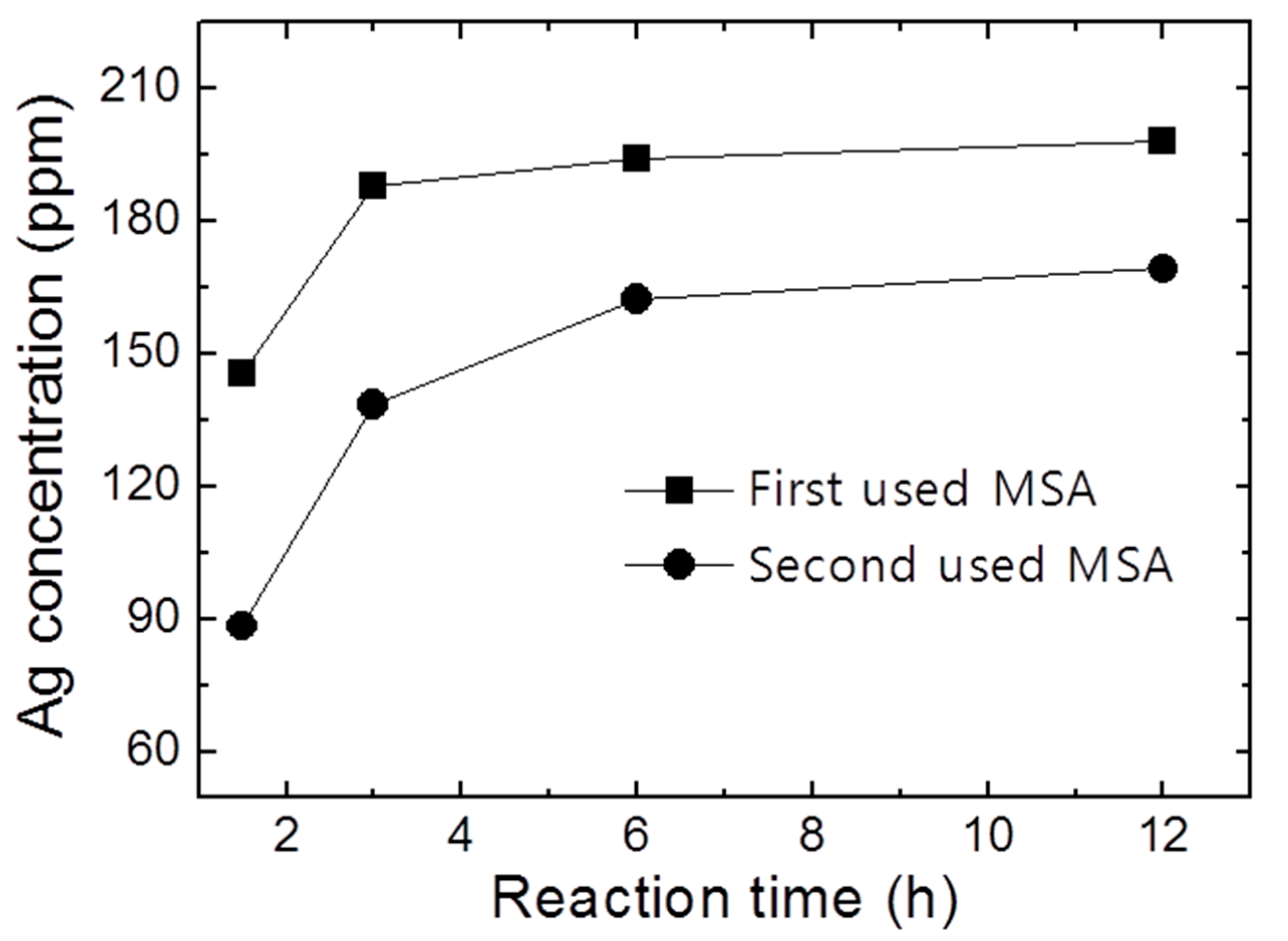
3.1. Extraction Behavior of Ag Using Reused Organic Solution
3.2. Fractional Distillation Behavior of an Organic Solvent and H2O Mixture
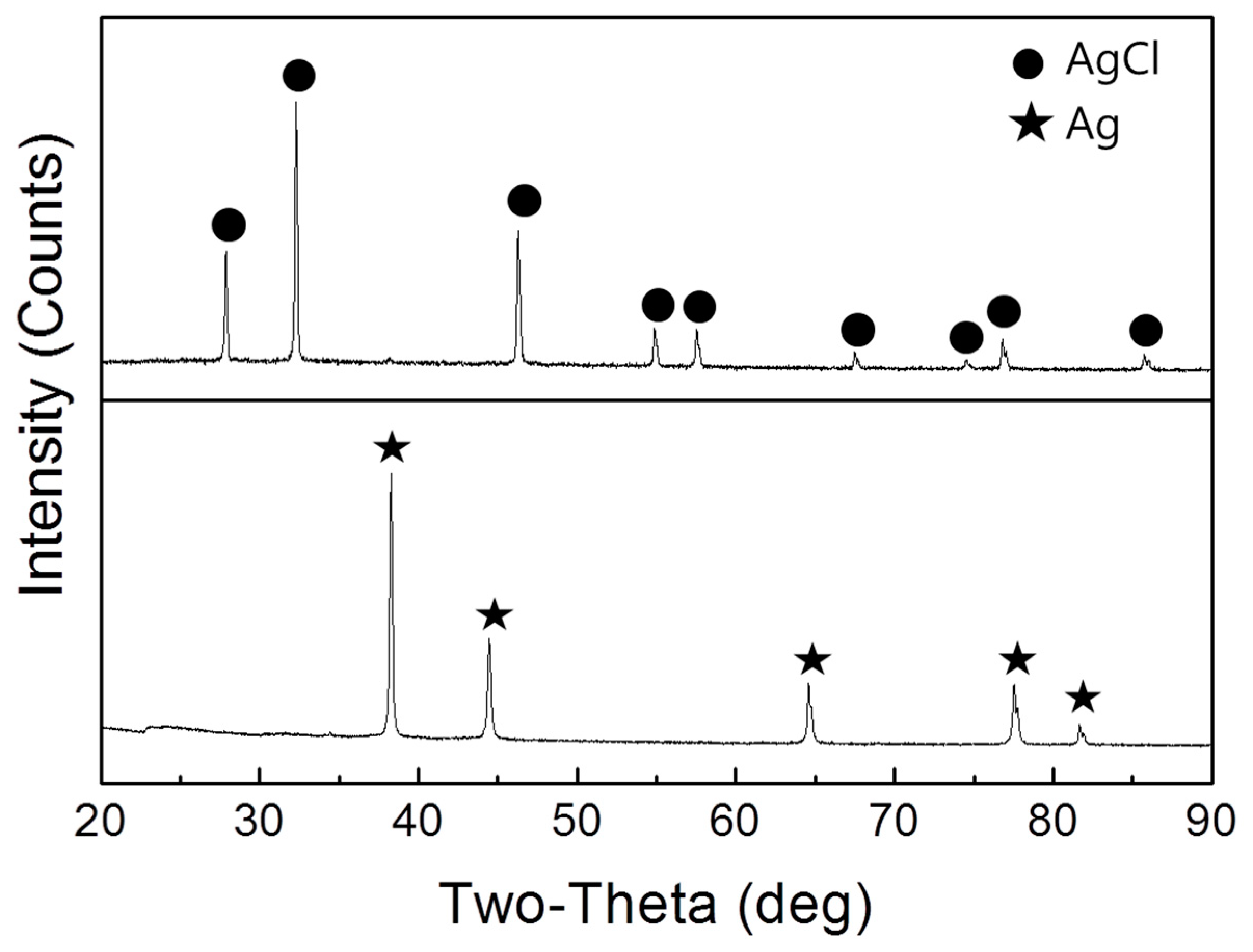
3.3. Recovery of Ag from Organic Solvent with Restored Reactivity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cucchiella, F.; D’Adamo, I.; Rosa, P. End-of-Life of used photovoltaic modules: A Financial analysis. Renew. Sustain. Energy Rev. 2015, 47, 552–561. [Google Scholar] [CrossRef]
- Tao, J.; Yu, S. Review on feasible recycling pathways and technologies of solar photovoltaic modules. Sol. Energy Mater. Sol. Cells 2005, 141, 108–124. [Google Scholar] [CrossRef]
- Weckend, S.; Wade, A.; Heath, G. End-of-Life Management: Solar Photovoltaic Panels; No. NREL/BK-6A20-66178; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2016. [Google Scholar]
- Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on waste electrical and electronic equipment, WEEE. Off. J. Eur. Union 2012, 197, 38–71.
- Shin, J.; Park, J.; Park, N. A method to recycle silicon wafer from end-of-life photovoltaic module and solar panels by using recycled silicon wafers. Sol. Energy Mater. Sol. Cells 2017, 162, 1–6. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E.; Ostrowski, P. Chemical treatment of crystalline silicon solar cells as a method of recovering pure silicon from photovoltaic modules. Renew. Energy 2010, 35, 1751–1759. [Google Scholar] [CrossRef]
- Kang, S.; Yoo, S.; Lee, J.; Boo, B.; Ryu, H. Experimental investigations for recycling of silicon and glass from waste photovoltaic modules. Renew. Energy 2012, 47, 152–159. [Google Scholar] [CrossRef]
- Strachala, D.; Hylský, J.; Vaněk, J.; Fafilek, G.; Jandová, K. Methods for recycling photovoltaic modules and their impact on environment and raw material extraction. Acta Montan. Slov. 2017, 22, 257–269. [Google Scholar]
- Klugmann-Radziemska, E.; Ostrowski, P.; Drabczyk, K.; Panek, P.; Szkodo, M. Experimental validation of crystalline silicon solar cells recycling by thermal and chemical methods. Sol. Energy Mater. Sol. Cells 2010, 94, 2275–2282. [Google Scholar] [CrossRef]
- Olson, C.; Geerligs, B.; Goris, M.; Bennett, I.; Clyncke, J. Current and future priorities for mass and material in silicon PV module recycling. In Proceedings of the 28th European Photovoltaic Solar Energy Conference and Exhibition (28th EU PVSEC), Villepinte, France, 30 September–4 October 2013. [Google Scholar]
- Nieland, S.; Neuhaus, U.; Pfaff, T.; Radlein, E. New approaches for component recycling of crystalline solar modules. In Proceedings of the Electronics Goes Green 2012+ (EGG), Berlin, Germany, 9–12 September 2012; pp. 1–5. [Google Scholar]
- Palitzsch, W.; Loser, U. A new and intelligent de-metalization step of broken silicon cells and silicon cell production waste in the recycling procedure of crystalline Si modules. In Proceedings of the 37th IEEE Photovoltaic Specialists Conference (PVSC), Seattle, WA, USA, 19–24 June 2011. [Google Scholar]
- Dias, P.; Javimczik, S.; Benevit, M.; Veit, H.; Bernardes, A.M. Recycling WEEE: Extraction and concentration of silver from waste crystalline silicon photovoltaic modules. Waste Manag. 2016, 57, 220–225. [Google Scholar] [CrossRef]
- Yi, Y.K.; Kim, H.S.; Tran, T.; Hong, S.K.; Kim, M.J. Recovering valuable metals from recycled photovoltaic modules. J. Air Waste Manag. Assoc. 2014, 64, 797–807. [Google Scholar] [CrossRef]
- Lee, J.K.; Lee, J.S.; Ahn, Y.S.; Kang, G.H. Effect of current density on morphology of silver thin film recovered from crystalline silicon solar cell by electrochemical process. Thin Solid Films 2018, 663, 143–147. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E. Recycling of Photovoltaic Solar Cells and Modules-Te State-of-Art; Lambert Academic Publishing: Riga, Latvia, 2014. [Google Scholar]
- Lee, C.H.; Hung, C.E.; Tsai, S.L.; Popuri, S.R.; Liao, C.H. Resource recovery of scrap silicon solar battery cell. Waste Manag. Res. 2013, 31, 518–524. [Google Scholar] [CrossRef] [PubMed]
- Kuczyńska-Łażewska, A.; Klugmann-Radziemska, E.; Sobczak, Z.; Klimczuk, T. Recovery of silver metallization from damaged silicon cells. Sol. Energy Mater. Sol. Cells 2018, 176, 190–195. [Google Scholar] [CrossRef]
- Yang, E.H.; Lee, J.K.; Lee, J.S.; Ahn, Y.S.; Kang, G.H.; Cho, C.H. Environmentally friendly recovery of Ag from end-of-life c-Si solar cell using organic acid and its electrochemical purification. Hydrometallurgy 2017, 167, 129–133. [Google Scholar] [CrossRef]
- Gernon, M.D.; Wu, M.; Buszta, T.; Janney, P. Environmental benefits of methanesulfonic acid. Comparative properties and advantages. Green Chem. 1999, 1, 127–140. [Google Scholar] [CrossRef]
- Ogata, H.; Tanaka, N. Reduction of waste in semiconductor manufacturing plant (sulfuric acid recycling technology). Glob. Environ. Oki Tech. Rev. 1998, 63, 41–44. [Google Scholar]
- Fong, S.S.; Seng, L.; Mat, H.B. Reuse of nitric acid in the oxidative pretreatment step for preparation of humic acids from low rank coal of Mukah, Sarawak. J. Braz. Chem. Soc. 2007, 18, 41–46. [Google Scholar] [CrossRef]
- Colvin, A.E., Jr.; Jiang, H. Integrated Catalytic Protection of Oxidation Sensitive Materials. U.S. Patent 9,681,824, 6 June 2017. [Google Scholar]
- Kim, T.; Hwang, J.S.; Kwon, S. A MEMS methanol reformer heated by decomposition of hydrogen peroxide. Lab Chip 2007, 7, 835–841. [Google Scholar] [CrossRef]
- Kim, E.H.; Kim, Y.H.; Chung, D.Y.; Shin, Y.J.; Yoo, J.H.; Choi, C.S. Decomposition of hydrogen peroxide in the aqueous solution. Korean J. Chem. Eng. 1996, 34, 249–252. [Google Scholar]
- Roitman, D.B.; McAlister, J.; Oaks, F.L. Composition characterization of methanesulfonic acid. J. Chem. Eng. Data 1994, 39, 56–60. [Google Scholar] [CrossRef]
- Gerakines, P.A.; Schutte, W.A.; Greenberg, J.M.; van Dishoeck, E.F. The infrared band strengths of H2O, CO and CO2 in laboratory simulations of astrophysical ice mixtures. arXiv 1994, arXiv:astro-ph/9409076. [Google Scholar]
- Sumathi, S.; Sethuprakash, V.; Basirun, W.J.; Zainol, I.; Sookhakian, M. Polyacrylamide-methanesulfonic acid gel polymer electrolytes for tin-air battery. J. Sol-Gel Sci. Technol. 2014, 69, 480–487. [Google Scholar] [CrossRef]
- Nishino, N.; Arquero, K.D.; Dawson, M.L.; Finlayson-Pitts, B.J. Infrared studies of the reaction of methanesulfonic acid with trimethylamine on surfaces. Environ. Sci. Technol. 2014, 48, 323–330. [Google Scholar] [CrossRef] [PubMed]
- Fernando, I.P.; Sanjeewa, K.K.; Samarakoon, K.W.; Lee, W.W.; Kim, H.S.; Kim, E.A.; Gunasekara, U.K.D.S.S.; Abeytunga, D.T.U.; Nanayakkara, C.; de Silva, E.D.; et al. FTIR characterization and antioxidant activity of water soluble crude polysaccharides of Sri Lankan marine algae. Algae 2017, 32, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Santoso, U.T.; Nurmasari, R.; Umaningrum, D.; Santosa, S.J.; Rusdiarso, B.; Siswanta, D. Immobilization of humic acid onto chitosan using tosylation method with 1, 4-butanediol as a spacer arm. Indones. J. Chem. 2011, 12, 35–42. [Google Scholar] [CrossRef]
- Zhong, L.; Parker, S.F. Structure and vibrational spectroscopy of methanesulfonic acid. R. Soc. Open Sci. 2018, 5, 181363. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Givan, A.; Loewenschuss, A.; Nielsen, C.J. Infrared spectrum and ab initio calculations of matrix isolated methanesulfonic acid species and its 1:1 water complex. J. Mol. Struct. 2005, 748, 77–90. [Google Scholar] [CrossRef]
- Chen, Y.; Zou, C.; Mastalerz, M.; Hu, S.; Gasaway, C.; Tao, X. Applications of micro-fourier transform infrared spectroscopy (FTIR) in the geological sciences—A review. Int. J. Mol. Sci. 2015, 16, 30223–30250. [Google Scholar] [CrossRef] [PubMed]
- Iglesias-Groth, S.; Cataldo, F.; Manchado, A. Infrared spectroscopy and integrated molar absorptivity of c60 and c70 fullerenes at extreme temperatures. Mon. Not. R. Astron. Soc. 2011, 413, 213–222. [Google Scholar] [CrossRef]
- Shih, Y.C.; Lin, Y.H.; You, J.P.; Shi, F.G. Screen-printable silver pastes with nanosized glass frits for silicon solar cells. J. Electron. Mater. 2013, 42, 410–416. [Google Scholar] [CrossRef]
- Zhang, X.; Guan, J.; Guo, Y.; Cao, Y.; Guo, J.; Yuan, H.; Su, R.; Liang, B.; Gao, G.; Zhou, Y.; et al. Effective dismantling of waste printed circuit board assembly with methanesulfonic acid containing hydrogen peroxide. Environ. Prog. Sustain. Energy 2017, 36, 873–878. [Google Scholar] [CrossRef]
- Zuckerman, J.J. Inorganic Reactions and Methods: The Formation of Bonds to Halogens; John Wiley & Sons: Hoboken, NJ, USA, 2009; Volume 4. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents | (a) | (b) | (c) |
|---|---|---|---|
| Distillation temperature (°C) | 100 | 150 | 200 |
| Mixing ratio (MSA:H2O) | 1:1 | ||
| Heating medium | Silicone oil | ||
| Time (hr) | 3 | ||
| Flask rotation speed (RPM) | 80 | ||
| Coolant temperature (°C) | 4 | ||
| Contents | (a) | (b) | (c) |
|---|---|---|---|
| Residual MSA (mL) | 490 | 400 | 310 |
| Distilled H2O (mL) | 110 | 200 | 290 |
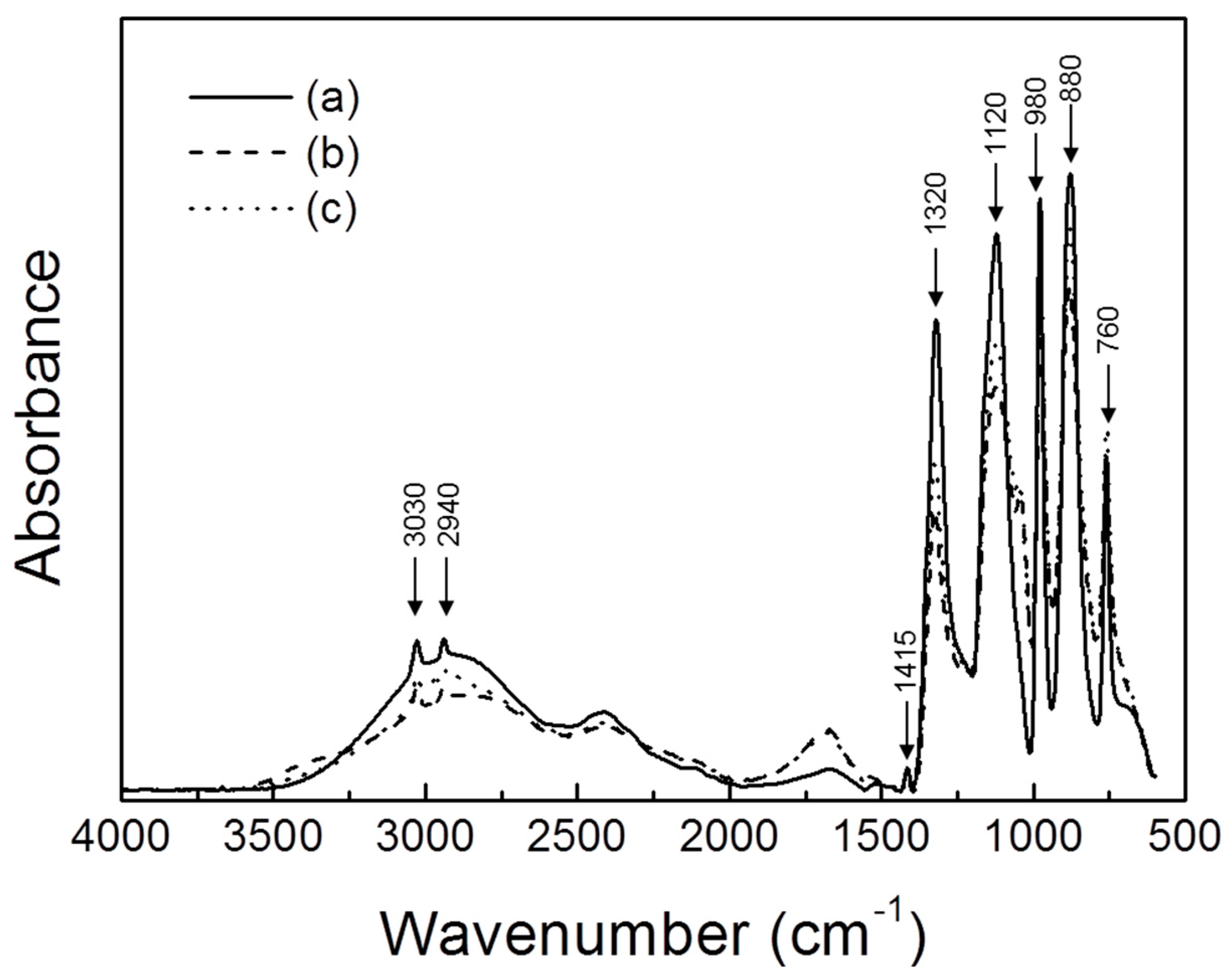
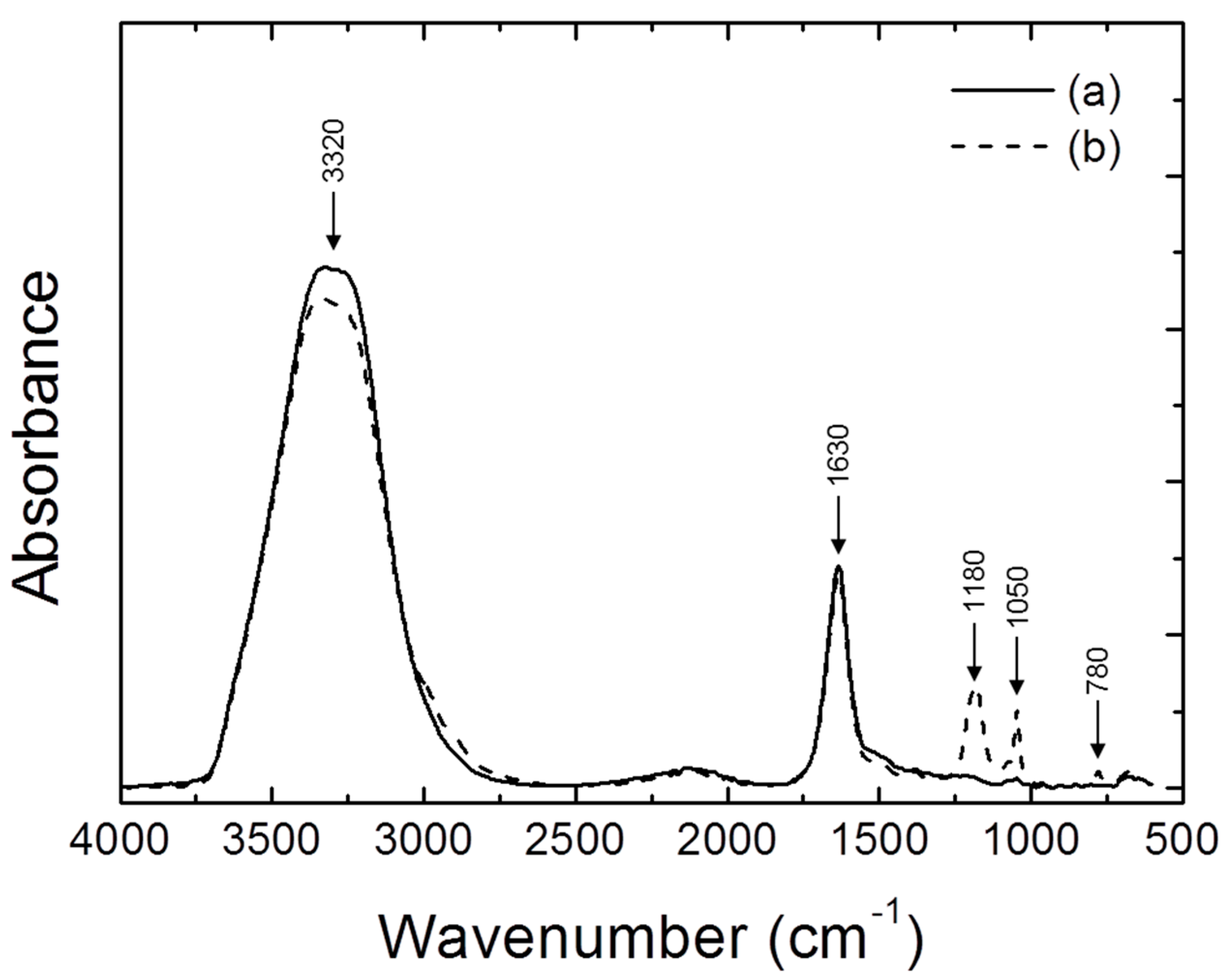
| Location Wavenumber (cm−1) | Description |
|---|---|
| 3000–3400 | O–H stretch |
| 3030 | CH3 asymmetric stretch |
| 2940 | CH3 asymmetric stretch |
| 1630 | O–H bend |
| 1415 | CH3 asymmetric bend |
| 1320 | SO3 asymmetric stretch |
| 1180 | SO2 asymmetric stretch |
| 1120 | SO3 symmetric stretch |
| 1050 | SO3 symmetric stretch |
| 980 | CH3 rock |
| 880 | S–OH stretch |
| 780 | C–S symmetric stretch |
| 760 | C–S symmetric stretch |
| Elements | Concentration (ppmw) | Elements | Concentration (ppmw) |
|---|---|---|---|
| Be | <0.001 | Cr | 0.76 |
| B | 0.89 | Mn | 0.42 |
| Na | 3.4 | Fe | 16 |
| Mg | 0.71 | Co | 0.01 |
| Al | 4.8 | Ni | 0.89 |
| Si | 65 | Cu | 2 |
| P | 38 | Zn | 0.36 |
| S | 0.5 | Ga | <0.1 |
| Cl | 4000 | Ge | <0.1 |
| K | 0.71 | Ag | Matrix |
| Ca | 1.1 | Sn | 2.8 |
| Ti | 0.47 | Pb | 480 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-K.; Lee, J.-S.; Ahn, Y.-S.; Kang, G.-H. Restoring the Reactivity of Organic Acid Solution Used for Silver Recovery from Solar Cells by Fractional Distillation. Sustainability 2019, 11, 3659. https://0-doi-org.brum.beds.ac.uk/10.3390/su11133659
Lee J-K, Lee J-S, Ahn Y-S, Kang G-H. Restoring the Reactivity of Organic Acid Solution Used for Silver Recovery from Solar Cells by Fractional Distillation. Sustainability. 2019; 11(13):3659. https://0-doi-org.brum.beds.ac.uk/10.3390/su11133659
Chicago/Turabian StyleLee, Jun-Kyu, Jin-Seok Lee, Young-Soo Ahn, and Gi-Hwan Kang. 2019. "Restoring the Reactivity of Organic Acid Solution Used for Silver Recovery from Solar Cells by Fractional Distillation" Sustainability 11, no. 13: 3659. https://0-doi-org.brum.beds.ac.uk/10.3390/su11133659