An Evaluation of the Quality and Microstructure of Biodegradable Composites as Contribution towards Better Management of Food Industry Wastes


 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Moisture Content and Density
2.3. Granulometric Composition and Fineness Modulus
2.4. Agglomeration Process
2.5. Microstructure Analysis
2.6. Statistical Analysis
3. Results and Discussion
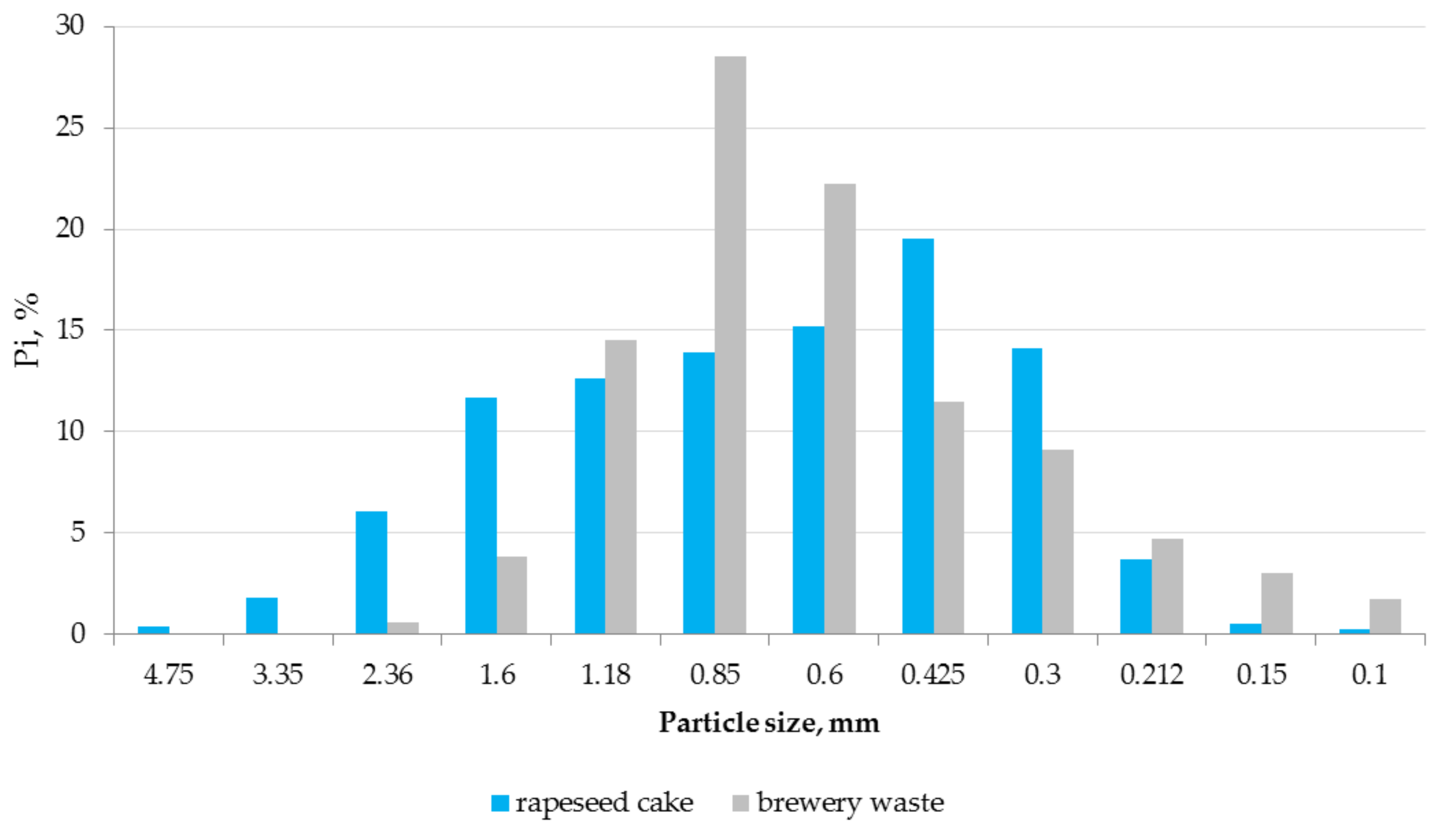
3.1. Granulometric Composition and Fineness Modulus
3.2. Moisture Content and Material Density before and after Agglomeration
3.3. Relaxation Strength and Expansion of Agglomerated Material
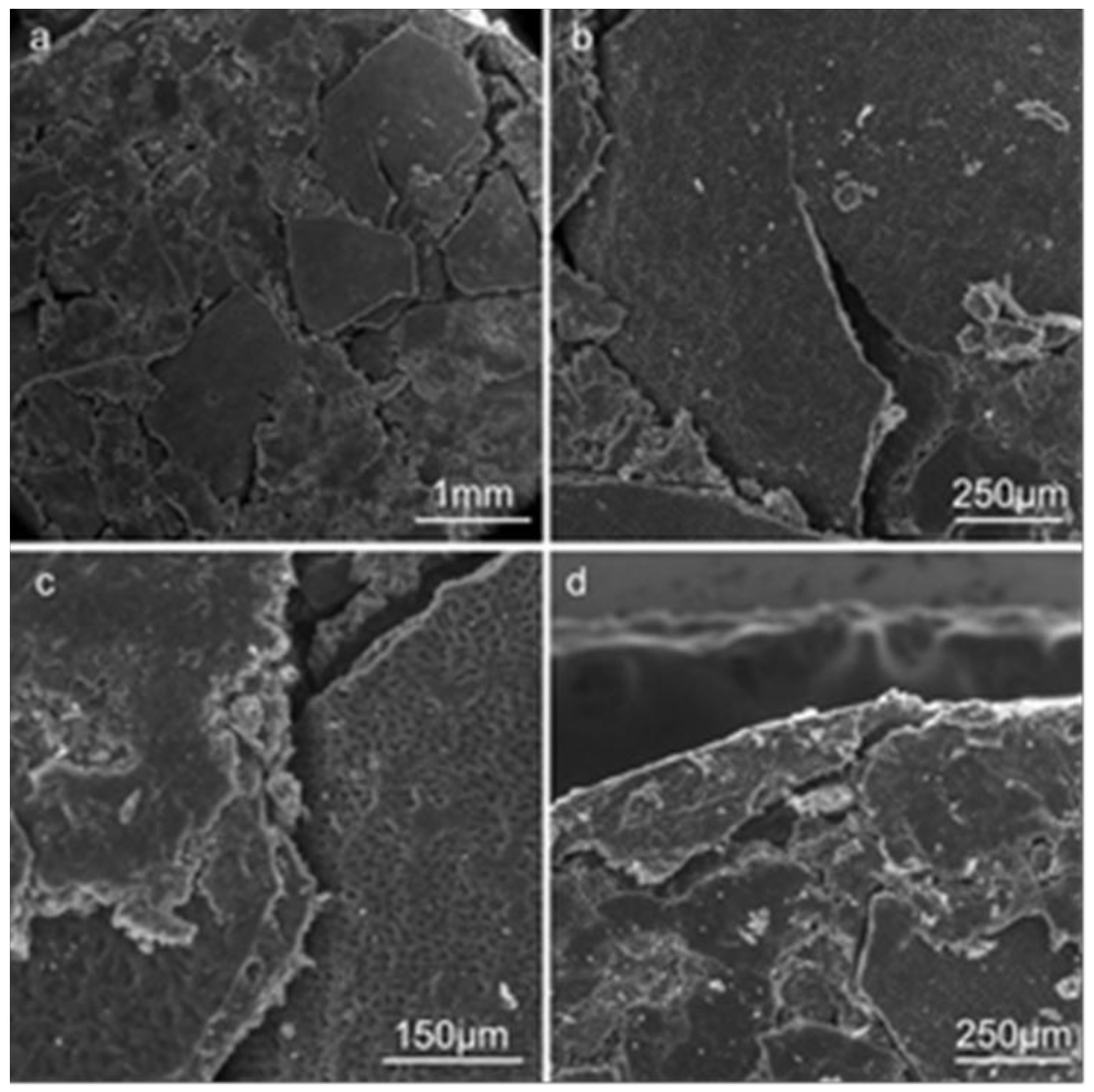
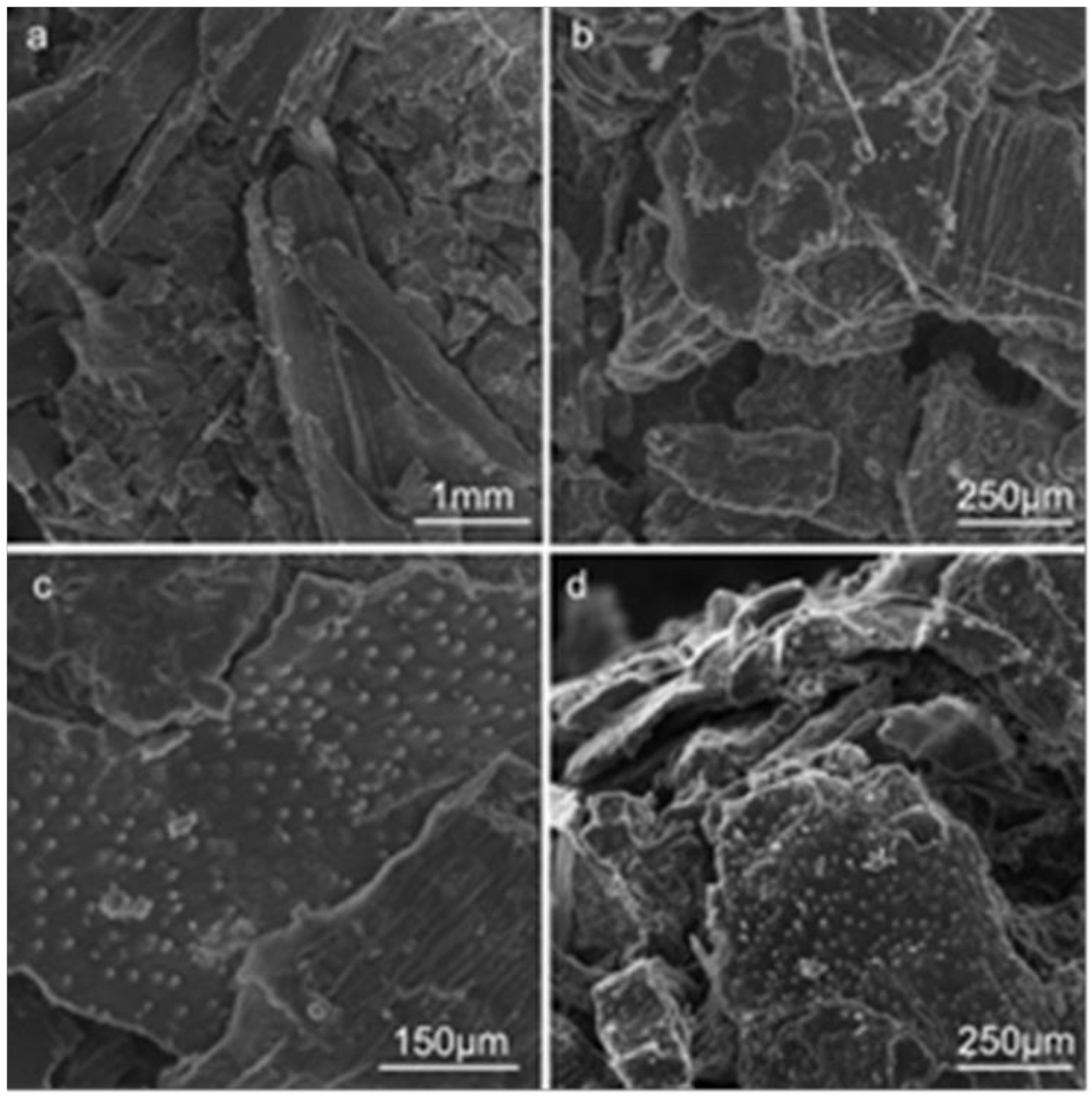
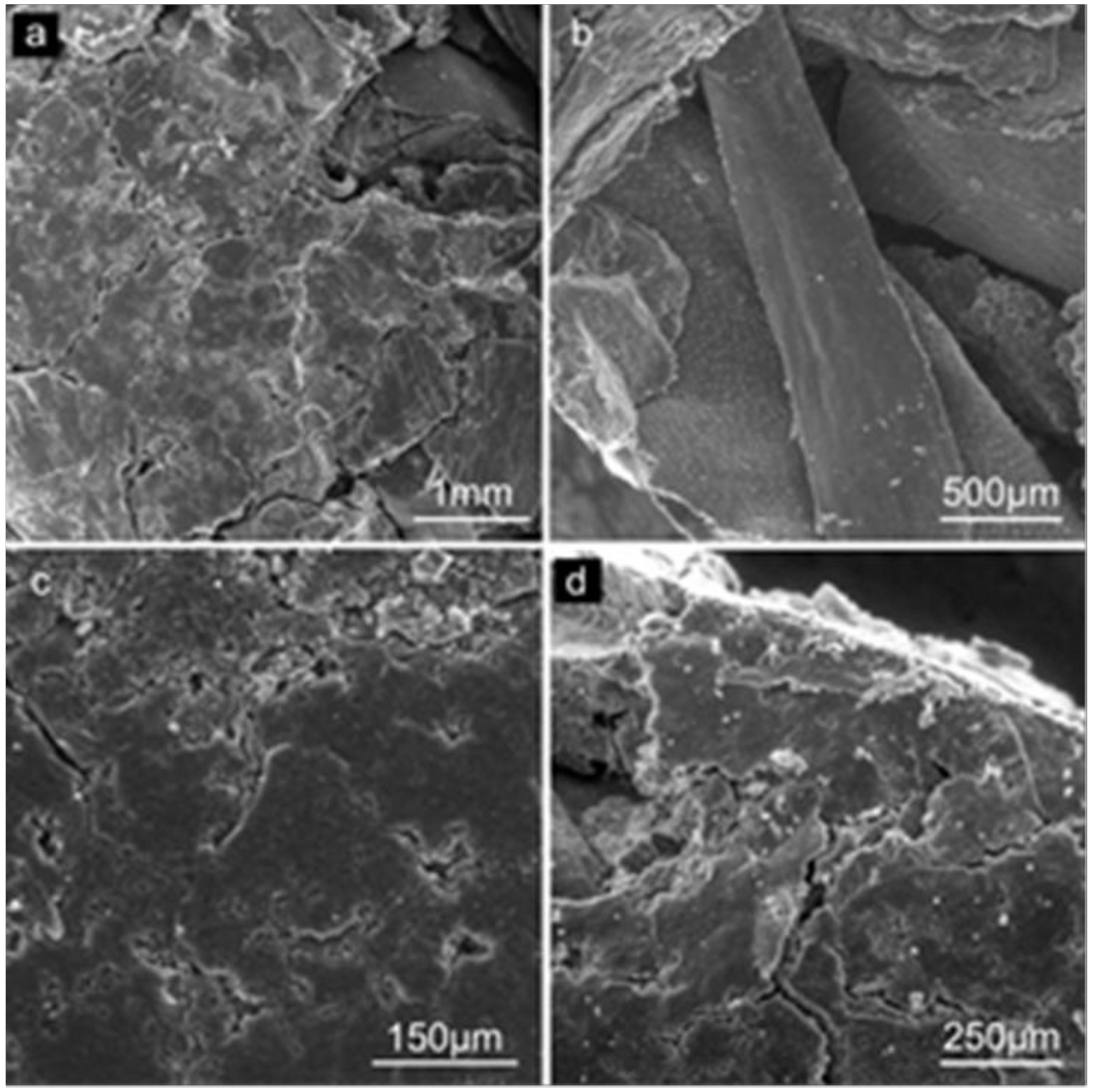
3.4. Microstructure
4. Conclusions
- The density of agglomerates increases with an increase in the rapeseed content of the analyzed samples, which indicates that rapeseed is more susceptible to compaction. An increase in the density of agglomerated material in comparison with its bulk density before compaction also confirms the above observation.
- The higher the compression force applied to samples of compacted material, the greater the reaction force—elastic materials partially return to their initial dimensions, more so if greater compression force is applied. The mixing ratio of composite pellets did not affect this parameter.
- The expansion of samples subjected to compression forces of 30 kN and 50 kN was significantly higher in most pellets with a higher content of brewer’s spent grain. The above can be attributed to the specific properties, lower density, particle shape of brewer’s spent grain.
- SEM images provide valuable information about the structure of the analyzed material that significantly affects pellet compression. Density influenced the cohesive strength of pellet particles shown in SEM images. Microscopic images were also analyzed based on the morphological structure of plant tissues in the examined biodegradable wastes.
- The type of grinding process should be adapted to the quality of the grinded material.
- Compounding of various types of food processing residues offers a possibility for utilization of the waste in several paths of applications. The first one is the formation of composed materials that can be used in various applications. Further study in this direction is necessary.
- The other path of mixed waste utilization consists in application for the production of fuels. This path requires careful choice of the mixture composition, possibly with addition of some other components like wooden sawdust, eventually some content of waxes obtained from depolymerization of polyolefine wastes, as indicated by Król et al. [41].
- The new applications of the mentioned waste contribute to the sustainable development of agriculture and the food industry.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rodić, L.; Wilson, D.C. Resolving Governance Issues to Achieve Priority Sustainable Development Goals Related to Solid Waste Management in Developing Countries. Sustainability 2017, 9, 404. [Google Scholar] [CrossRef]
- Dulcet, E. Methods and techniques of spent grain brewing in cylindrical silage bales. J. Res. Appl. Agric. Eng. 2008, 53, 59–62. [Google Scholar]
- Mayer, F.; Hillebrandt, J.O. Potato pulp: Microbiological characterization, physical modification, and application of this agricultural waste product. Appl. Microbiol. Biotechnol. 1997, 48, 435–440. [Google Scholar] [CrossRef] [PubMed]
- Konrád, Z.; Los, J.; Fryč, J.; Kudělka, J. Analysis of using brewery mash for energy. Res. Agric. Eng. 2014, 60, 10–16. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Sperandio, G.; Amoriello, T.; Carbone, K.; Fedrizzi, M.; Monteleone, A.; Tarangioli, S.; Pagano, M. Increasing the value of spent grain from craft microbreweries for energy purposes. Chem. Eng. Trans. 2017, 58, 487–492. [Google Scholar]
- Borel, L.D.M.S.; Lira, T.S.; Ribeiro, J.A.; Ataíde, C.H.; Barrozo, M.A.S. Pyrolysis of brewer’s spent grain: Kinetic study and products identification. Ind. Crops Prod. 2018, 121, 388–395. [Google Scholar] [CrossRef]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The significance of pelletization operating conditions: An analysis of physical and mechanical characteristics as well as energy consumption of biomass pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Orynycz, O.; Wasiak, A. Effects of field’s topology on energetic efficiency of rapeseed plantation for biofuel production. Appl. Comput. Sci. 2015, 11, 83–98. [Google Scholar]
- Guna, V.; Ilangovan, M.; Hu, C.; Venkatesh, K.; Reddy, N. Valorization of sugarcane bagasse by developing completely biodegradable composites for industrial applications. Ind. Crops Prod. 2019, 131, 25–31. [Google Scholar] [CrossRef]
- Treinyte, J.; Grazuleviciene, V.; Ostrauskaite, J. Biodegradable Polymer Composites with Nitrogen- and Phosphorus-Containing Waste Materials as the Fillers. Ecol. Chem. Eng. 2014, 21, 515–528. [Google Scholar]
- Wasiak, A.; Orynycz, O. Ecofuels as a source of clean energy for transport. Econ. Manag. 2013, 5, 127–144. [Google Scholar]
- Kalembasa, S.; Adamiak, E.A. Determination of the chemical composition of rapeseed cake. Acta Agrophys. 2010, 15, 323–332. [Google Scholar]
- Kandefer, S.; Baron, J.; Olek, M. Co-combustion of rapeseed cake with coal in the furnace grate. Ochrona Powietrza i Problemy Odpadów 2006, 40, 69–76. [Google Scholar]
- Kuciel, S. Polymer Composites on the Base of Recyclates with Natural Fibers, 1st ed.; Cracow University of Technology: Cracow, Poland, 2010; pp. 50–170. [Google Scholar]
- Wojdalski, J.; Zdanowska, P.; Florczak, I.; Odolska, A.; Kosmala, G. Evaluation of Selected Physicochemical Properties of Pre-Treated Oilseed Processing Products. In Modern Methods of Analysis of Agricultural Raw Materials, 1st ed.; University of Rzeszów: Rzeszów, Poland, 2011; Volume 1, pp. 127–151. [Google Scholar]
- Florczak, I.; Zdanowska, P.; Słoma, J.; Osiak, J.; Kosmala, G. The Influence of Rapeseed and Flaxseed Extrusion on the Strength Parameters of their Oilcake Agglomerate. Internet J. Eng. Technol. Young Sci. 2011, 2, 5–16. [Google Scholar]
- Dobrzański, L.A. Engineering Materials and Materials Design. Fundamentals of Materials Science and Physical Metallurgy, 1st ed.; WNT: Warsaw-Gliwice, Poland, 2006; Volume 1, pp. 600–1100. [Google Scholar]
- Eriksson, O.; Bisaillon, M.; Haraldsson, M.; Sundberg, J. Integrated waste management as a mean to promote renewable energy. Renew. Energy 2014, 61, 38–42. [Google Scholar] [CrossRef]
- Hejft, R. Manufacturing of briquettes from plant waste in a warm working system. Agric. Eng. 2006, 5, 231–237. [Google Scholar]
- Niedziółka, I.; Szymanek, M.; Zuchniarz, A.; Zawiślak, K. Characteristics of pellets produced from selected plant mixes. TEKA Commun. Mot. Energ. Agric. 2008, 8, 157–162. [Google Scholar]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Aarseth, K.A.; Prestløkken, E. Mechanical Properties of Feed Pellets: Weibull Analysis. Biosyst. Eng. 2003, 84, 349–361. [Google Scholar] [CrossRef]
- Heim, A. Process and Appliance Issues of Agglomeration. In Proceedings of the VII Polish National Scientific Conference on Comprehensive and Detailed Environmental Engineering Problems; Koszalin University of Technology: Koszalin, Poland, 2005; pp. 33–54. [Google Scholar]
- Krizan, P.; Soos, L.; Vukelic, D. A type of pressed material importance at briquetting and pelleting. J. Slovak Univ. Technol. Bratisl. 2010, 2, 19–26. [Google Scholar]
- Kulig, R.; Laskowski, J. Influence of the die parameters on the granulating efficiency of wheat and rapeseed. Agric. Eng. 2006, 5, 375–384. [Google Scholar]
- Kulig, R.; Laskowski, J. Effect of selected properties of raw materials on strength properties of granules. Agric. Eng. 2006, 13, 251–260. [Google Scholar]
- Zawiślak, K. A modified stand for testing water stability of plant—Origin agglomarates. TEKA Commun. Mot. Energ. Agric. 2006, 6A, 207–212. [Google Scholar]
- Kulig, R.; Laskowski, J. Effect of conditioning parameters on pellet temperature and energy consumption in the process of plant material pressing. TEKA Commun. Mot. Energ. Agric. 2008, 8A, 105–111. [Google Scholar]
- Kulig, R.; Skonecki, S. Influence of humidity on compaction process parameters of selected energy crops. Acta Agrophys. 2011, 17, 335–344. [Google Scholar]
- Skonecki, S.; Olejarczyk, P. Effect of conditions of confined compression on properties of wheat agglomerates. Pol. J. Food Nutr. Sci. 2007, 57, 125–128. [Google Scholar]
- Skonecki, S.; Sudół, A.; Laskowski, J. Influence of the mechanical properties of wheat grain on compaction parameters. Acta Agrophys. 2003, 2, 179–189. [Google Scholar]
- Grochowicz, J.; Andrejko, D.; Mazur, J. Influence of moisture and particle fineness on the densification energy and strength of the lupine briquettes. MOTROL 2004, 6, 90–96. [Google Scholar]
- Shinoj, S.; Visvanathan, R.; Panigrahi, S.; Kochubabu, M. Oil palm fiber (OPF) and its composites: A review. Ind. Crops Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Moïse, J.A.; Han, S.; Gudynaitę-Savitch, L.; Johnson, D.A.; Brian, L.A.; Miki, B.L.A. Seed coats: Structure, development, composition, and biotechnology. In Vitro Cell. Dev. Biol. Plant 2005, 41, 620–644. [Google Scholar] [CrossRef]
- Szydłowska-Czerniak, A.; Karlovits, G.; Hellner, G.; Szłyk, E. Effect of enzymatic and hydrothermal treatments of rapeseeds on quality of the pressed rapeseed oils: Part II. Oil yield and oxidative stability. Process Biochem. 2010, 45, 247–258. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamuna, A.A.; Volk, J. Barley husk and coconut shell reinforced polypropylene composites: The effect of fibre physical, chemical and surface properties. Compos. Sci. Technol. 2010, 70, 840–846. [Google Scholar] [CrossRef]
- Olkku, J.; Kotaviita, E.; Salmenkallio-Marttila, M.; Sweins, H.; Home, S. Connection between structure and quality of barley husk. J. Am. Soc. Brew. Chem. 2005, 63, 17–22. [Google Scholar] [CrossRef]
- Boateng, A.A.; Cooke, P.H.; Hicks, K.B. Microstructure development of chars derived from high-temperature pyrolysis of barley (Hordeum vulgare L.) hulls. Fuel 2007, 86, 735–742. [Google Scholar] [CrossRef]
- Luo, S.; Liu, C.; Xiao, B.; Xiao, L. A novel pulverization technology. Renew. Energy 2011, 36, 578–582. [Google Scholar] [CrossRef]
- Król, D.; Poskrobko, S.; Tokarz, Z.; Gościk, J.; Wasiak, A. The biomass fuel with raised caloricity. Archiwum Gospodarki Odpadami i Ochrony Środowiska 2017, 19, 11–16. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Density Just after, g·cm−3 | Density after 24 h, g·cm−3 | Relaxation Strength, N | Expansion after 24 h, % | Source | Particle Content, % |
|---|---|---|---|---|---|---|
| p Value | p Value | p Value | p Value | p Value | ||
| Material: A | <0.0001 | <0.0001 | 0.7976 | 0.0011 | Material: A | 0.6629 |
| Force: B | 0.2841 | 0.1250 | <0.0001 | 0.5203 | Particle size: B | <0.0001 |
| Interaction: A × B | 0.5830 | 0.4681 | 0.3315 | 0.7639 | Interaction: A × B | <0.0001 |
| Material | Force, kN | Density Just after, g·cm−3 | Density after 24 h, g·cm−3 | Relaxation Strength, N | Expansion after 24 h, % |
|---|---|---|---|---|---|
| 100R | 30 | 1.37 a | 1.33 a | 84.0 a | 3.29 a,b |
| 100R | 50 | 1.43 a | 1.39 a | 121.5 b | 2.88 b |
| 70R30M | 30 | 1.23 b | 1.14 b | 74.2 a | 8.14 a,b |
| 70R30M | 50 | 1.23 b | 1.16 b | 137.0 b | 6.13 a,b |
| 50R50M | 30 | 1.16 b,c | 1.11 b | 84.4 a | 4.53 a,b |
| 50R50M | 50 | 1.16 b,c | 1.10 b,c | 129.0 b | 5.91 a,b |
| 30R70M | 30 | 1.09 c | 1.00 d | 82.7 a | 8.20 a,b |
| 30R70M | 50 | 1.10 c | 1.02 c,d | 136.9 b | 7.86 a,b |
| 100M | 30 | 1.07 c | 0.98 d | 82.1 a | 9.50 a |
| 100M | 50 | 1.08 c | 1.00 d | 136.6 b | 8.13 a,b |
| Particle Size, mm | Average Particle Content of Brewery Waste, % | Average Particle Content of Rapeseed Cake, % |
|---|---|---|
| 4.75 | 0.05 a | 0.39 a |
| 3.35 | 0.08 a | 1.84 a |
| 2.36 | 0.58 a | 6.08 a,b,c |
| 1.6 | 3.87 a,b | 11.69 c,d |
| 1.18 | 14.51 d,e | 12.66 c,d |
| 0.85 | 28.52 g | 13.92 d,e |
| 0.6 | 22.21 f,g | 15.2 d,e |
| 0.425 | 11.49 c,d | 19.56 e,f |
| 0.3 | 9.11 b,c,d | 14.12 d,e |
| 0.212 | 4.69 a,b | 3.73 a,b |
| 0.15 | 3.05 a,b | 0.54 a |
| 0.1 | 1.75 a | 0.29 a |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zdanowska, P.; Florczak, I.; Słoma, J.; Tucki, K.; Orynycz, O.; Wasiak, A.; Świć, A. An Evaluation of the Quality and Microstructure of Biodegradable Composites as Contribution towards Better Management of Food Industry Wastes. Sustainability 2019, 11, 1504. https://0-doi-org.brum.beds.ac.uk/10.3390/su11051504
Zdanowska P, Florczak I, Słoma J, Tucki K, Orynycz O, Wasiak A, Świć A. An Evaluation of the Quality and Microstructure of Biodegradable Composites as Contribution towards Better Management of Food Industry Wastes. Sustainability. 2019; 11(5):1504. https://0-doi-org.brum.beds.ac.uk/10.3390/su11051504
Chicago/Turabian StyleZdanowska, Paulina, Iwona Florczak, Jacek Słoma, Karol Tucki, Olga Orynycz, Andrzej Wasiak, and Antoni Świć. 2019. "An Evaluation of the Quality and Microstructure of Biodegradable Composites as Contribution towards Better Management of Food Industry Wastes" Sustainability 11, no. 5: 1504. https://0-doi-org.brum.beds.ac.uk/10.3390/su11051504