Optimization Issues of a Hammer Mill Working Process Using Statistical Modelling

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
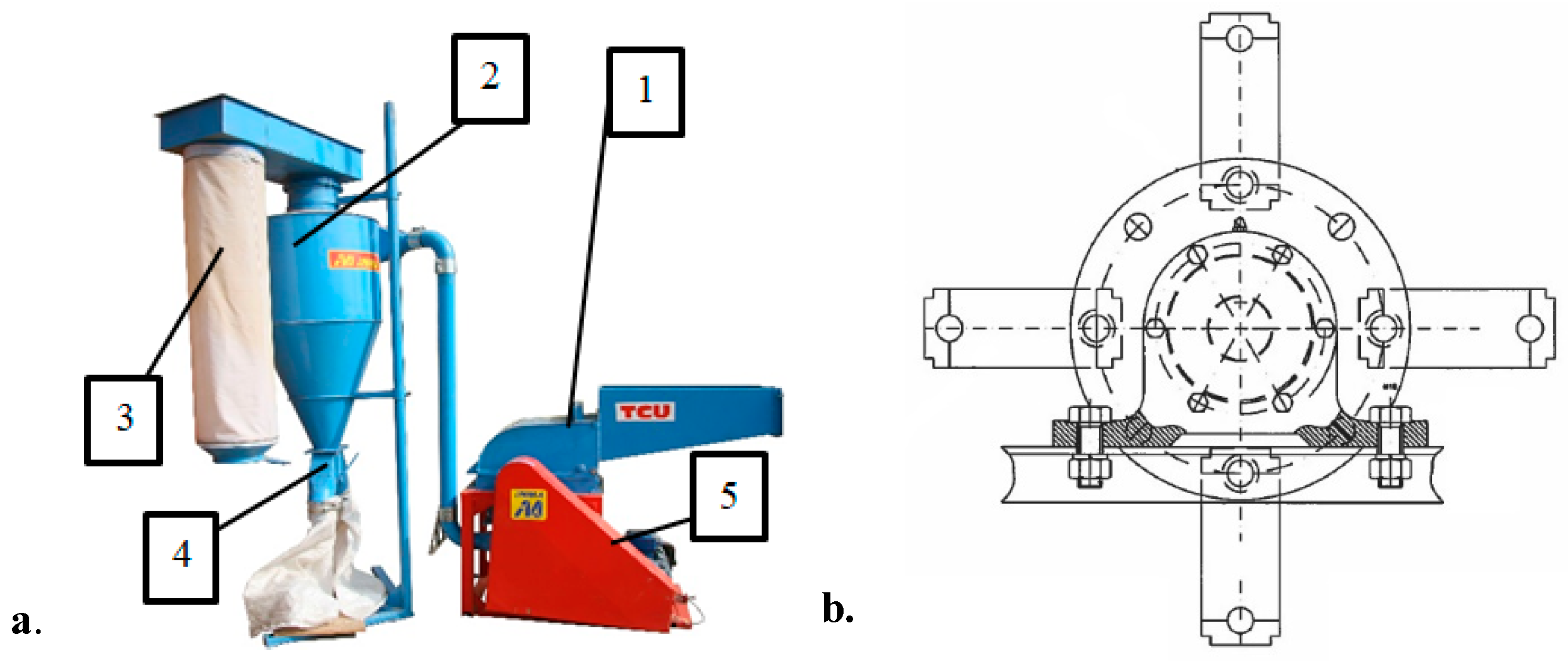
2.1. Hammer Mill and Material Properties
2.2. Correlations between the Parameters which Describe the Hammer Mill Working Process
- input parameters—material connected: material mass before grinding m (kg), time necessary for grinding t (s), feeding flow q (kg·s−1), moisture content u (%);
- electrical energy feeding flow parameters: Power P, tension U, electrical current intensity I, consumed electrical energy E, specific energy ε (the energy reported for the grinded material mass);
- command and control parameters: sieve orifice diameter ds, rotation frequency v;
- output parameters—connected to the quality of the grinded material: graininess gr (mm).
2.3. Considerations Regarding Hammer Mill Working Process Optimization
- energy E calculated from parameters U and I, and having as arguments parameters v, ds, u, eventually m and t, or synthetic q;
- energy ε calculated from parameters U and I, and having as arguments parameters v, t, u, eventually m and t, or synthetic q;
- unit working capacity specific energy w, calculated with the relation:
2.4. Objective Function which Describes the Hammer Mill Working Process Quality Destined for Grinding
3. Results and Discussions
3.1. Applying the Objective Function for Grinded Material Quality Control
3.2. Synthesis of Applying Equation Model (2) for the Four Types of Hammers of the Hammer Mill
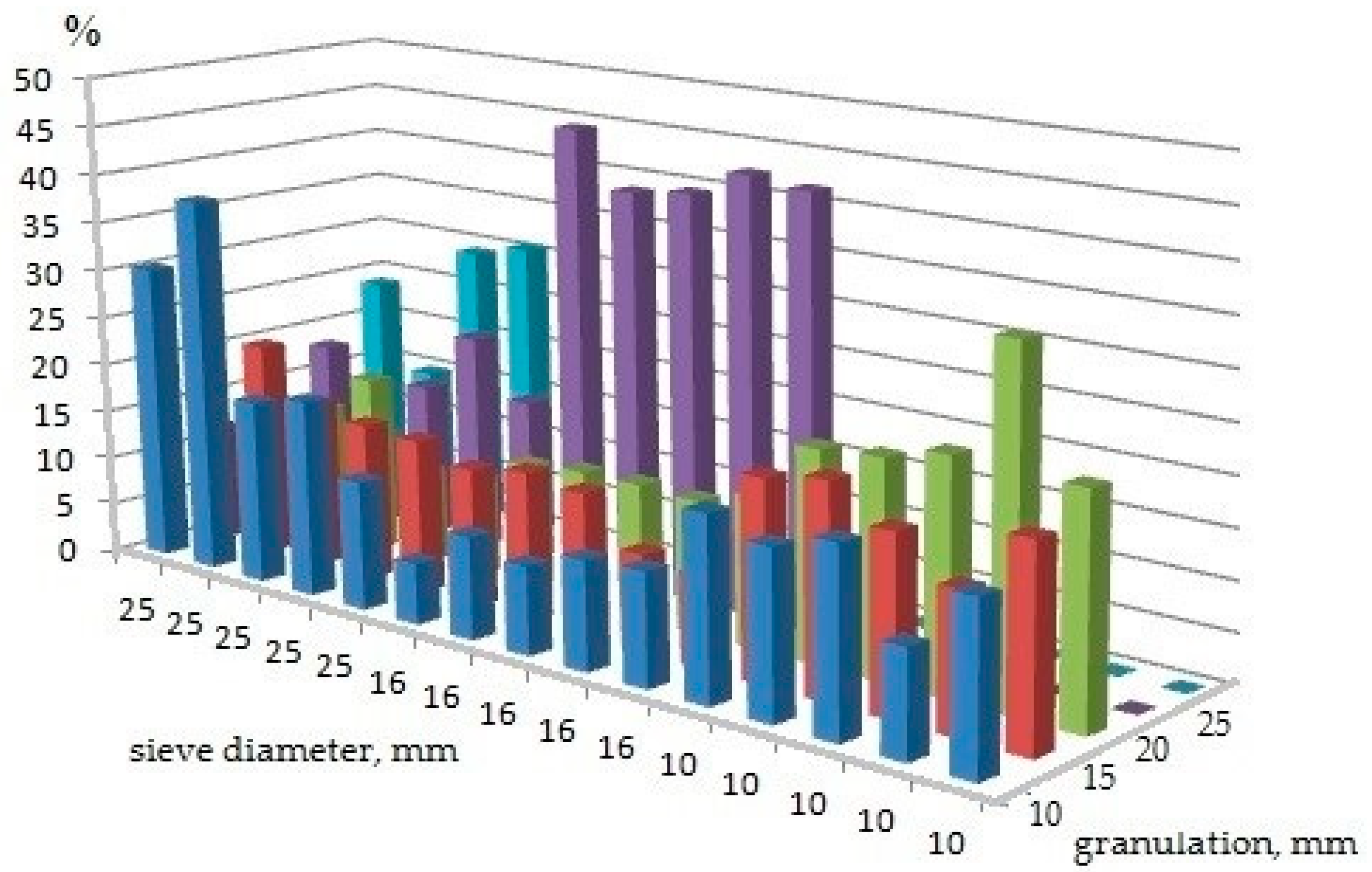
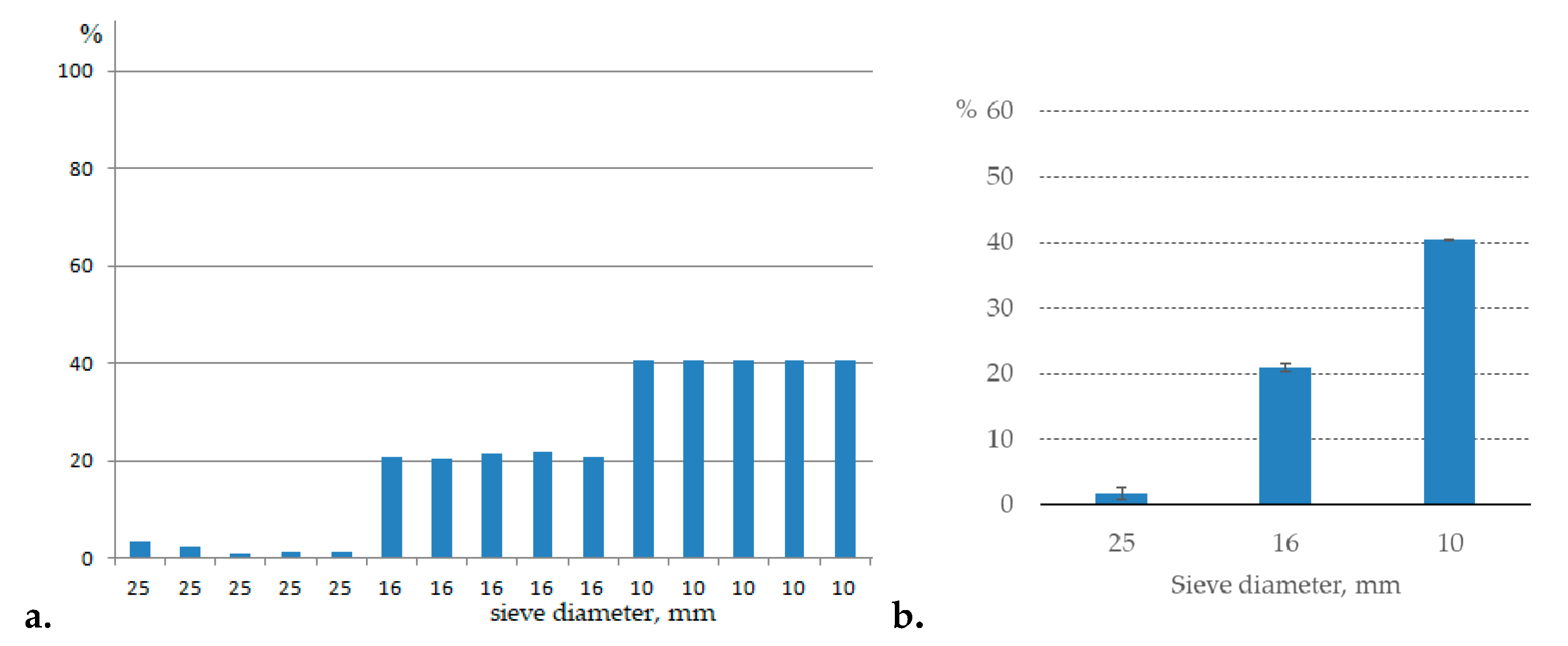
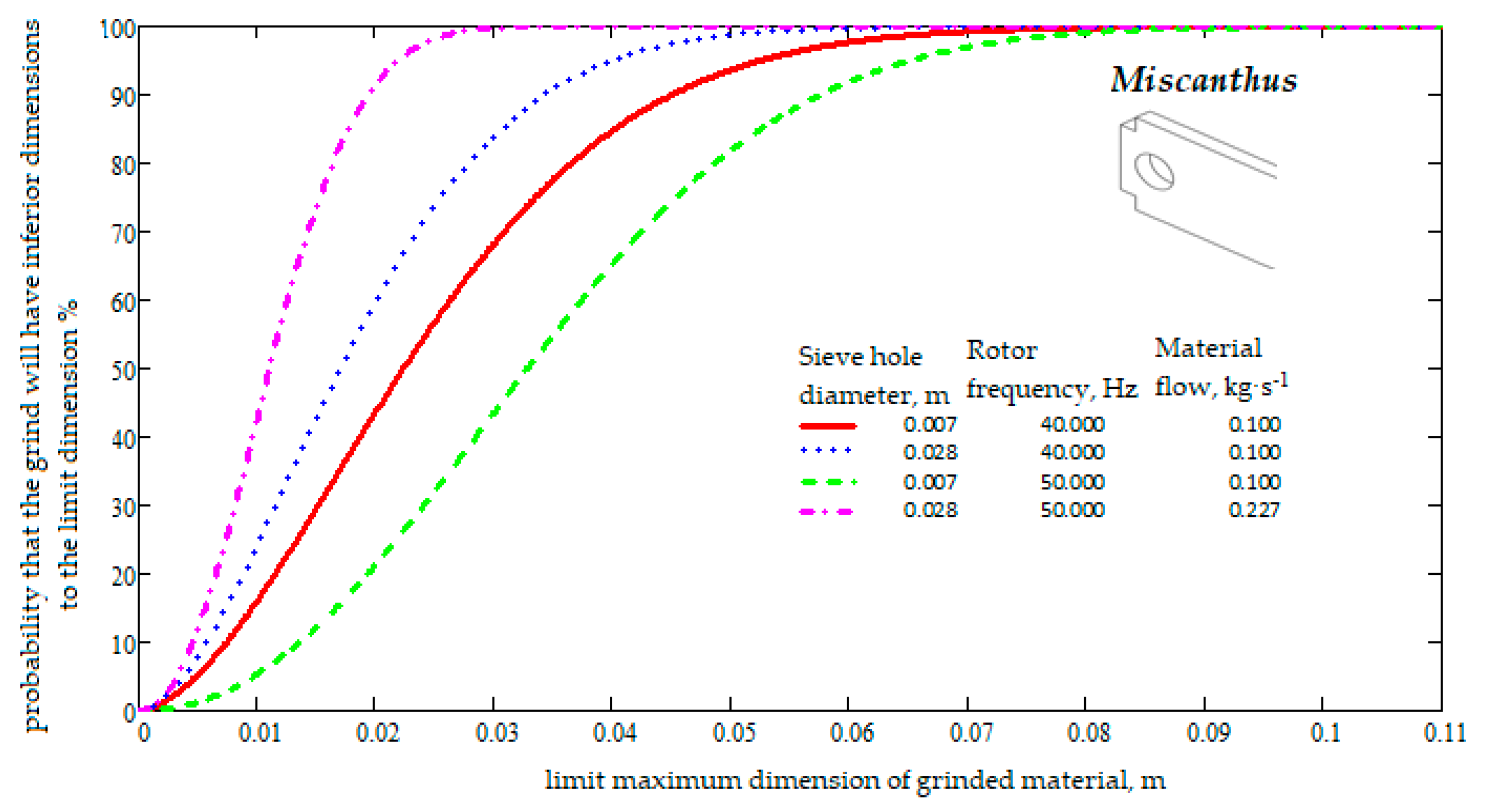
3.3. Grinded Material Quality Study with the Help of Statistical Distribution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumari, D.; Singh, R. Pretreatment of lignocellulosic wastes for biofuel production: A critical review. Renew. Sustain. Energ. Rev. 2018, 90, 877–891. [Google Scholar] [CrossRef]
- Bacenetti, J. Economic and environmental impact assessment of renewable energy from biomass. Sustainability 2020, 12, 5619. [Google Scholar] [CrossRef]
- Hoover, A.N.; Tumuluru, J.S.; Teymouri, F.; Moore, J.; Gresham, G. Effect of pelleting process variables on physical properties and sugar yields of ammonia fiber expansion pretreated corn stover. Bioresour. Technol. 2014, 164, 128–135. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kpalo, S.Y.; Zainuddin, M.F.; Manaf, L.A.; Roslan, A.M. A review of technical and economic aspects of biomass briquetting. Sustainability 2020, 12, 4609. [Google Scholar] [CrossRef]
- Sawatdeenarunat, C.; Surendra, K.C.; Takara, D.; Oechsner, H.; Kumar, S. Anaerobic digestion of lignocellulosic biomass: Challenges and opportunities. Bioresour. Technol. 2015, 178, 178–186. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Rajendran, K.; Drielak, E.; Sudarshan Varma, V.; Muthusamy, S.; Kumar, G. Updates on the pretreatment of lignocellulosic feedstocks for bioenergy production—A review. Biomass Conv. Bioref. 2018, 8, 471–483. [Google Scholar] [CrossRef]
- Kamarludin, S.N.C.; Jainal, M.S.; Azizan, A.; Safaai, N.S.M.; Daud, A.R.M. Mechanical pretreatment of lignocellulosic biomass for biofuel production. Appl. Mech. Mater. 2014, 625, 838–841. [Google Scholar] [CrossRef]
- Aftab, M.N.; Iqbal, I.; Riaz, F.; Karadag, A.; Tabatabaei, M. Different pretreatment methods of lignocellulosic biomass for use in biofuel production. In Biomass for Bioenergy—Recent Trends and Future Challenges; Abd El-Fatah, A., Ed.; IntechOpen: London, UK, 2019. [Google Scholar] [CrossRef] [Green Version]
- Mayer-Laigle, C.; Blanc, N.; Rajaonarivony, R.K.; Rouau, X. Comminution of dry lignocellulosic biomass, a review: Part I. From fundamental mechanisms to milling behavior. Bioengineering 2018, 5, 41. [Google Scholar] [CrossRef] [Green Version]
- Barakat, A.; Mayer-Laigle, C.; Solhy, A.; Arancon, R.A.D.; De Vries, H.; Luque, R. Mechanical pretreatments of lignocellulosic biomass: Towards facile and ennvironmentally sound technologies for biofuels production. RSC Adv. 2014, 4, 48109–48127. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Heikkila, D.J. Biomass grinding process optimization using response surface methodology and a hybrid genetic algorithm. Bioengineering 2019, 6, 12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xia, Y. An experimental research of biomass crushing system. IOP Conf. Ser. Earth Environ. Sci. 2017, 63, 012006. [Google Scholar] [CrossRef] [Green Version]
- Gu, B.J.; Wang, J.; Wolcott, M.P.; Ganjyal, G.M. Increased sugar yield from pre-milled Douglas-fir forest residuals with lower energy consumption by using planetary ball milling. Bioresour. Technol. 2018, 251, 93–98. [Google Scholar] [CrossRef] [PubMed]
- Naimi, L.J.; Sokhansanj, S.; Bi, X.; Lim, C.J.; Mani, S.; Hoque, M.; Lam, P.S.; Womac, A.R. Modeling and characterization of biomass size reduction. In Proceedings of the 2007 ASABE Annual International Meeting, Minneapolis, MN, USA, 17–20 June 2007. [Google Scholar]
- Naimi, L.J.; Sokhansanj, S.; Bi, X.; Lim, C.J.; Womac, A.R.; Lau, A.K.; Melin, S. Development of size reduction equations for calculating energy input for grinding lignocellulosic particles. Appl. Eng. Agric. 2013, 29, 93–100. [Google Scholar] [CrossRef]
- Williams, O.; Lester, E.; Kingman, S.; Giddings, D.; Lormor, S.; Eastwick, C. Benefits of dry comminution of biomass pellets in a knife mill. Biosyst. Eng. 2017, 160, 42–54. [Google Scholar] [CrossRef]
- Williams, O.; Newbolt, G.; Eastwick, C.; Kingman, S.; Giddings, D.; Lormor, S.; Lester, E. Influence of mill type on densified biomass comminution. Appl. Energy 2016, 182, 219–231. [Google Scholar] [CrossRef]
- Shastri, Y.N.; Miao, Z.; Rodríguez, L.F.; Grift, T.E.; Hansen, A.C.; Ting, K.C. Determining optimal size reduction and densification for biomass feedstock using the BioFeed optimization model. Biofuels Bioprod. Biorefin. 2014, 8, 423–437. [Google Scholar] [CrossRef]
- Miao, Z.; Grift, T.E.; Hansena, A.C.; Tinga, K.C. Energy requirement for comminution of biomass in relation to particle physical properties. Ind. Crops Prod. 2011, 33, 504–513. [Google Scholar] [CrossRef]
- Dongping, S.; Manlu, Y. Study of corn stover particle size distribution characteristics for knife mill and hammer mill. IOP Conf. Ser. Earth Environ. Sci. 2019, 358, 052060. [Google Scholar]
- Oyedeji, O.; Gitman, P.; Qu, J.; Webb, E. Understanding the impact of lignocellulosic biomass variability on the size reduction process: A review. ACS Sustain. Chem. Eng. 2020, 8, 2327–2343. [Google Scholar] [CrossRef]
- Miranda, T.; Montero, I.; Sepulveda, F.J.; Arrans, J.I.; Rojas, C.V.; Nogales, S. A review of pellets from different sources. Materials 2015, 8, 1413–1427. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zawislak, K.; Sobczak, P.; Kraszkiewicz, A.; Niedziolka, I.; Parafiniuk, S.; Kuna-Broniowska, I.; Tanas, W.; Zukiewicz-Sobczak, W.; Obidzinski, S. The use of lignocellulosic waste in the production of pellets for energy purposes. Renew. Energ. 2020, 145, 997–1003. [Google Scholar] [CrossRef]
- Albashabsheh, N.T.; Heier Stamm, J.L. Optimization of lignocellulosic biomass-to-biofuel supply chains with densification: Literature review. Biomass Bioenergy 2021, 144, 105888. [Google Scholar] [CrossRef]
- Taylor, J.M.; Alabdrabalameer, H.A.; Skoulou, V. Choosing physical, physicochemical and chemical methods of pre-treating lignocellulosic wastes to repurpose into solid fuels. Sustainability 2019, 11, 3604. [Google Scholar] [CrossRef] [Green Version]
- Moiceanu, G.; Voicu, G.; Paraschiv, G.; Vladut, V.; Cardei, P.; Dinca, M. Relationships analysis between the grinding parameters of miscanthus giganteus stalks using a hammer mill. In Proceedings of the 47th International Symposium on Agricultural Engineering, Opatija, Croatia, 5–7 March 2019; Kovacěv, I., Bilandžija, N., Eds.; University of Zagreb, Faculty of Agriculture: Zagreb, Croatia, 2019; pp. 399–407. [Google Scholar]
- Voicu, G.; Moiceanu, G.; Chitoiu, M.; Cardei, P. Some statistical parameters for Miscanthus giganteus and Salix viminalis grinding using hammer mills. In Proceedings of the 17th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 23–25 May 2018; pp. 670–676. [Google Scholar] [CrossRef]
- Moiceanu, G.; Chitoiu, M.; Voicu, G.; Paraschiv, G.; Vladut, V.; Gageanu, I.; Dinca, M. Comparison between Miscanthus and willow energy consumption during grinding. In Proceedings of the 46th International Symposium on Agricultural Engineering, Opatija, Croatia, 27 February–1 March 2018; University of Zagreb, Faculty of Agriculture: Opatija, Croatia, 2018; pp. 369–378. [Google Scholar]
- Wesolowski, L.; Zastempowski, M. A comparative study of new traditional designs of a hammer mill. Trans. ASABE 2015, 58. [Google Scholar] [CrossRef]
- Paun, A.; Stroescu, G.; Mosoiu, C.; Belc, N.; Popescu, C.; Paraschiv, G. The influence of hammers’ peripheral speed on the performance of the hammer mills. Ann. Univ. Craiova Agric. Montanology Cadastre Ser. 2018, XLVIII, 387–392. [Google Scholar]
- El Shalm, M.S.; Tawfik, M.A.; El Shal, A.M.; Metwally, K.A. Study the effect of some operational factors on hammer mill. Misr. J. Ag. Eng. 2010, 27, 54–74. [Google Scholar] [CrossRef]
- Chițoiu, M.; Voicu, G.; Paraschiv, G.; Moiceanu, G.; Vlăduț, V.; Matache, M.; Grigore, I.; Bunduchi, G.; Voicea, I.; Găgeanu, I. Comparison of energy consumption of a hammer mill during chopping miscanthus stalks and energetic willow. In Proceedings of the 45th International Symposium on Agricultural Engineering, Actual Tasks on Agricultural Engineering, Opatija, Croatia, 21–24 February 2017; Kovacěv, I., Ed.; University of Zagreb, Faculty of Agriculture: Zagreb, Croatia, 2017; pp. 259–267. [Google Scholar]
- Chitoiu, M.; Voicu, G.; Moiceanu, G.; Paraschiv, G.; Dinca, M.; Vladut, V.; Tudor, P. Energy consumption analysis on energetic plant biomass grinding using hammer mills. UPB. Sci. Bull. Ser. D 2018, 80, 117–128. [Google Scholar]
- Moiceanu, G.; Dinca, M.N.; Paraschiv, G.; Voicu, G. Aspects regarding grinded Salix Viminalis distribution and energy consumption using hammer mill. In Proceedings of the 17th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 23–25 May 2018; pp. 708–713. [Google Scholar] [CrossRef]
- Bitra, V.S.P.; Womac, A.R.; Chevanan, N.; Miu, P.I.; Igathinathane, C.; Sokhansanj, S.; Smith, D.R. Direct mechanical energy measures of hammer mill comminution of switchgrass, wheat straw, and corn stover and analysis of their particle size distributions. Powder Technol. 2009, 193, 32–45. [Google Scholar] [CrossRef]
- Dilts, M.D. Application of the Rollermill and Hammermill for Biomass Fractionation. Master’s Thesis, Iowa State University, Ames, IA, USA, 2007. [Google Scholar]
- Drocas, I.; Marian, O.; Ovidiu, R.; Molnar, A.; Muntean, M. Determination of specific energy consumption and grain size for corn grinding using the hammer mill MB7.5. Bull. USAMV Ser. Agric. 2014, 71. [Google Scholar] [CrossRef] [Green Version]
- Ghorbani, Z.; Masoumi, A.A.; Hemmat, A.; Chayjan, R.A.; Majidi, M.M. Principal component modeling of energy consumption and some physical-mechanical properties of alfalfa grind. Aust. J. Crop Sci. 2011, 5, 932–938. [Google Scholar]
- Ghorbani, Z.; Masoumi, A.A.; Hemmat, A. Specific energy consumption for reducing the size of alfalfa chops using a hammer mill. Biosyst. Eng. 2010, 105, 34–40. [Google Scholar] [CrossRef]
- Păun, A.; Ciupercă, R.; Ivancu, B.; Ioniţă, G.; Zaica, A. Optimization of constructive and functional parameters of hammer mills in order to increase productivity and reduce specific energy consumption. In Proceedings of the International Symposium ISB-INMA-THE, Bucharest, Romania, 30 October–1 November 2014; pp. 445–451. [Google Scholar]
- Scholz, V.; Dias, G.P.; Rodrigues, D.E.; Coelho, R.F. Energy efficiency of Brazilian hammermills when grinding maize. Agrartechnische Forschung 2002, 5, 85–89. [Google Scholar]
- Yu, M.; Womac, A.R.; Miu, P.I.; Igathinathane, I.; Sokhansanj, S.; Narayan, S. Direct energy measurement systems for rotary biomass grinder—Hammermill. In Proceedings of the 2006 ASABE Annual International Meeting, Portland, OR, USA, 9–12 July 2006. [Google Scholar]
- Kwon, J.; Cho, H.; Lee, D.; Kim, R. Investigation of breakage characteristics of low rank coals in a laboratory swing hammer mill. Powder Technol. 2014, 256, 377–384. [Google Scholar] [CrossRef] [Green Version]
- Moiceanu, G.; Voicu, G.; Paraschiv, G.; Dincă, M.; Chițoiu, M.; Vlăduț, V. Mechanical properties of energetic plant stems—Review. INMATEH Agric. Eng. 2015, 45, 149–156. [Google Scholar]
- Nakach, M.; Autelin, J.R.; Chamayou, A.; Dodds, J. Comparison of various milling technologies for grinding pharmaceutical powders. Int. J. Miner. Process. 2004, 74, S173–S181. [Google Scholar] [CrossRef]
- Shashidhar, M.; Krishna, M.; Girish, G.; Manohar, B. Grinding of coriander seeds: Modeling of particle size distribution and energy studies. Part. Sci. Technol. 2013, 31, 449–457. [Google Scholar] [CrossRef]
- Shi, F.; Kojovic, T.; Esterle, J.S.; David, D. An energy-based model for swing hammer mills. Int. J. Miner. Process. 2003, 71, 147–166. [Google Scholar] [CrossRef]
- Toneva, P.; Peukert, W. Modelling of mills and milling circuits. In Handbook of Powder Technology; Salman, A.D., Ghadiri, M., Hounslow, M.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2007; Volume 12, pp. 873–911. [Google Scholar]
- Yancey, N.; Wright, C.T.; Westover, T.L. Optimizing hammer mill performance through screen selection and hammer design. Biofuels 2013, 4, 85–94. [Google Scholar] [CrossRef]
- Bitra, V.S.P.; Womac, A.R.; Yang, Y.T.; Miu, P.I.; Igathinathane, C.; Chevanan, N.; Sokhansanj, S. Characterization of wheat straw particle size distributions as affected by knife mill operating factors. Biomass Bioenergy 2011, 35, 3674–3686. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Miscanthus Giganteus | ||||||
|---|---|---|---|---|---|---|
| Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Granulation (g) | ||||
| <10 mm | 10–15 mm | 15–20 mm | 20–25 mm | >25 mm | ||
| 25 | 50 | 1.5177 | 0.6067 | 0.6086 | 0.9054 | 1.1936 |
| 25 | 47.5 | 1.9167 | 1.0990 | 0.6942 | 0.4280 | 0.7476 |
| 25 | 45 | 0.9336 | 0.8517 | 0.9099 | 0.7989 | 1.4655 |
| 25 | 42.5 | 1.0000 | 0.8050 | 0.4780 | 1.1186 | 1.5353 |
| 25 | 40 | 0.6540 | 0.7861 | 0.5085 | 0.8355 | 2.1467 |
| 16 | 50 | 0.3098 | 0.7049 | 0.6494 | 2.3064 | 0 |
| 16 | 47.5 | 0.5172 | 0.7568 | 0.6795 | 2.0316 | 0 |
| 16 | 45 | 0.4454 | 0.7230 | 0.6838 | 2.0706 | 0 |
| 16 | 42.5 | 0.5484 | 0.4900 | 0.6707 | 2.2075 | 0 |
| 16 | 40 | 0.5691 | 0.4619 | 0.7572 | 2.1748 | 0 |
| 10 | 50 | 0.9181 | 0.9999 | 1.0592 | 0.0000 | 0.0000 |
| 10 | 47.5 | 0.8336 | 1.0580 | 1.0848 | 0.0000 | 0.0000 |
| 10 | 45 | 0.9252 | 0.8905 | 1.1632 | 0.0000 | 0.0000 |
| 10 | 42.5 | 0.5295 | 0.6967 | 1.7522 | 0.0000 | 0.0000 |
| 10 | 40 | 0.8326 | 1.0004 | 1.1456 | 0.0000 | 0.0000 |
| Salix Viminalis | |||||
|---|---|---|---|---|---|
| Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Granulation (g) | |||
| <5 mm | 5–10 mm | 1016 mm | >16 mm | ||
| 16 | 50 | 2.9980 | 3.1526 | 3.3808 | 1.2987 |
| 16 | 47.5 | 2.3693 | 3.4656 | 3.3416 | 0.7442 |
| 16 | 45 | 0.9982 | 3.3333 | 4.9144 | 0.6499 |
| 16 | 42.5 | 1.2357 | 3.2332 | 4.7799 | 0.6438 |
| 16 | 40 | 1.2812 | 2.7812 | 5.1520 | 0.6793 |
| 10 | 50 | 0.6112 | 2.2733 | 1.8222 | 1.2585 |
| 10 | 47.5 | 1.2909 | 1.8832 | 1.4341 | 1.3468 |
| 10 | 45 | 1.6824 | 1.8411 | 1.4851 | 0.9510 |
| 10 | 42.5 | 1.2995 | 1.6210 | 1.5000 | 1.5383 |
| 10 | 40 | 0.9550 | 1.1583 | 1.6525 | 2.1920 |
| 7 | 50 | 0.7376 | 2.5000 | 1.7284 | 0 |
| 7 | 47.5 | 1.1920 | 2.5630 | 1.2090 | 0 |
| 7 | 45 | 1.1375 | 2.4414 | 1.3910 | 0 |
| 7 | 42.5 | 1.0055 | 2.6430 | 1.3165 | 0 |
| 7 | 40 | 1.8980 | 2.0475 | 1.0912 | 0 |
| Miscanthus Giganteus | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Material Flow (kg·s−1) | Consumed Power (kW) | Grinded Particle Diameter (mm) | Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Material Flow (kg·s−1) | Consumed Power (kW) | Grinded Particle Diameter (mm) |
| Hammer with one-edge corners | Hammer with three-edge corners | ||||||||
| 25 | 50 | 0.144 | 13.31 | 17.65 | 25 | 50 | 0.294 | 17.54 | 23.08 |
| 25 | 47.5 | 0.185 | 13.17 | 14.29 | 25 | 47.5 | 0.357 | 14.69 | 21.00 |
| 25 | 45 | 0.214 | 11.69 | 20.17 | 25 | 45 | 0.312 | 9.54 | 22.01 |
| 25 | 42.5 | 0.149 | 8.02 | 20.54 | 25 | 42.5 | 0.277 | 9.74 | 23.64 |
| 25 | 40 | 0.128 | 7.47 | 23.29 | 25 | 40 | 0.294 | 11.09 | 22.02 |
| 16 | 50 | 0.224 | 9.65 | 18.04 | 16 | 50 | 0.25 | 16.08 | 14.22 |
| 16 | 47.5 | 0.227 | 9.28 | 16.65 | 16 | 47.5 | 0.151 | 14.19 | 16.15 |
| 16 | 45 | 0.135 | 6.55 | 16.80 | 16 | 45 | 0.208 | 12.39 | 18.07 |
| 16 | 42.5 | 0.121 | 5.21 | 17.24 | 16 | 42.5 | 0.217 | 12.18 | 16.62 |
| 16 | 40 | 0.128 | 7.13 | 17.28 | 16 | 40 | 0.166 | 11.30 | 13.07 |
| 10 | 50 | 0.217 | 12.96 | 8.56 | 10 | 50 | 0.161 | 16.59 | 9.53 |
| 10 | 47.5 | 0.192 | 9.96 | 8.76 | 10 | 47.5 | 0.147 | 14.65 | 9.64 |
| 10 | 45 | 0.166 | 7.96 | 8.81 | 10 | 45 | 0.142 | 13.75 | 9.50 |
| 10 | 42.5 | 0.166 | 10.74 | 10.94 | 10 | 42.5 | 0.156 | 10.87 | 10.07 |
| 10 | 40 | 0.116 | 7.64 | 8.92 | 10 | 40 | 0.125 | 12.21 | 10.14 |
| Hammer with two–edge corners | Hammer with oblique corners | ||||||||
| 25 | 50 | 0.25 | 15.81 | 17.92 | 25 | 50 | 0.263 | 13.62 | 22.33 |
| 25 | 47.5 | 0.25 | 13.03 | 18.81 | 25 | 47.5 | 0.166 | 12.17 | 23.37 |
| 25 | 45 | 0.208 | 11.54 | 16.31 | 25 | 45 | 0.161 | 10.64 | 24.17 |
| 25 | 42.5 | 0.147 | 11.54 | 21.03 | 25 | 42.5 | 0.166 | 14.48 | 24.81 |
| 25 | 40 | 0.2 | 11.30 | 21.26 | 25 | 40 | 0.178 | 13.02 | 23.86 |
| 16 | 50 | 0.172 | 19.70 | 15.48 | 16 | 50 | 0.312 | 13.98 | 14.00 |
| 16 | 47.5 | 0.1928 | 19.64 | 14.85 | 16 | 47.5 | 0.238 | 12.47 | 16.72 |
| 16 | 45 | 0.166 | 12.81 | 15.87 | 16 | 45 | 0.294 | 11.22 | 20.00 |
| 16 | 42.5 | 0.142 | 11.55 | 15.62 | 16 | 42.5 | 0.208 | 14.37 | 18.26 |
| 16 | 40 | 0.166 | 8.07 | 16.68 | 16 | 40 | 0.125 | 8.81 | 17.45 |
| 10 | 50 | 0.185 | 17.59 | 8.70 | 10 | 50 | 0.192 | 13.84 | 11.04 |
| 10 | 47.5 | 0.142 | 10.34 | 8.95 | 10 | 47.5 | 0.151 | 13.87 | 11.17 |
| 10 | 45 | 0.192 | 16.96 | 9.42 | 10 | 45 | 0.138 | 15.86 | 10.71 |
| 10 | 42.5 | 0.166 | 11.18 | 9.45 | 10 | 42.5 | 0.111 | 11.15 | 10.85 |
| 10 | 40 | 0.116 | 11.22 | 10.63 | 10 | 40 | 0.108 | 9.61 | 11.10 |
| Salix Viminalis | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Material Flow (kg·s−1) | Consumed Power (kW) | Grinded Particle Diameter (mm) | Sieve Hole Diameter, (mm) | Revolution Speed (Hz) | Material Flow (kg·s−1) | Consumed Power (kW) | Grinded Particle Diameter (mm) |
| Hammer with one–edge corners | Hammer with three–edge corners | ||||||||
| 16 | 50 | 0.385 | 11.73 | 10.40 | 16 | 50 | 0.4 | 13.10 | 9.24 |
| 16 | 47.5 | 0.417 | 11.82 | 9.40 | 16 | 47.5 | 0.333 | 11.19 | 10.27 |
| 16 | 45 | 0.385 | 10.32 | 10.76 | 16 | 45 | 0.333 | 10.54 | 9.85 |
| 16 | 42.5 | 0.313 | 12.77 | 10.56 | 16 | 42.5 | 0.286 | 8.29 | 10.95 |
| 16 | 40 | 0.278 | 9.09 | 10.80 | 16 | 40 | 0.308 | 6.43 | 11.51 |
| 10 | 50 | 0.333 | 14.27 | 8.02 | 10 | 50 | 0.286 | 13.59 | 7.41 |
| 10 | 47.5 | 0.385 | 15.48 | 7.56 | 10 | 47.5 | 0.267 | 12.62 | 8.05 |
| 10 | 45 | 0.417 | 14.87 | 6.73 | 10 | 45 | 0.286 | 7.98 | 8.29 |
| 10 | 42.5 | 0.313 | 14.23 | 7.89 | 10 | 42.5 | 0.286 | 8.47 | 7.81 |
| 10 | 40 | 0.2 | 9.91 | 9.20 | 10 | 40 | 0.267 | 10.81 | 8.21 |
| 7 | 50 | 0.417 | 17.07 | 6.50 | 7 | 50 | 0.267 | 15.40 | 5.30 |
| 7 | 47.5 | 0.238 | 13.72 | 5.71 | 7 | 47.5 | 0.267 | 13.64 | 6.10 |
| 7 | 45 | 0.417 | 12.81 | 5.92 | 7 | 45 | 0.444 | 11.64 | 5.83 |
| 7 | 42.5 | 0.295 | 12.44 | 5.94 | 7 | 42.5 | 0.286 | 11.11 | 6.07 |
| 7 | 40 | 0.357 | 9.70 | 5.19 | 7 | 40 | 0.191 | 7.64 | 6.22 |
| Hammer with two–edge corners | Hammer with oblique corners | ||||||||
| 16 | 50 | 0.357 | 15.73 | 9.51 | 16 | 50 | 0.231 | 13.72 | 11.65 |
| 16 | 47.5 | 0.417 | 13.80 | 9.75 | 16 | 47.5 | 0.25 | 10.24 | 11.56 |
| 16 | 45 | 0.357 | 10.57 | 9.82 | 16 | 45 | 0.25 | 8.75 | 11.94 |
| 16 | 42.5 | 0.333 | 8.53 | 11.62 | 16 | 42.5 | 0.2 | 7.28 | 11.35 |
| 16 | 40 | 0.263 | 7.55 | 11.16 | 16 | 40 | 0.176 | 6.03 | 9.77 |
| 10 | 50 | 0.556 | 18.96 | 7.36 | 10 | 50 | 0.333 | 12.28 | 7.57 |
| 10 | 47.5 | 0.500 | 16.71 | 7.56 | 10 | 47.5 | 0.375 | 11.46 | 8.52 |
| 10 | 45 | 0.455 | 13.26 | 7.65 | 10 | 45 | 0.333 | 8.98 | 7.50 |
| 10 | 42.5 | 0.357 | 12.84 | 7.80 | 10 | 42.5 | 0.333 | 7.97 | 8.87 |
| 10 | 40 | 0.357 | 10.13 | 7.59 | 10 | 40 | 0.214 | 7.61 | 9.31 |
| 7 | 50 | 0.500 | 16.72 | 5.98 | 7 | 50 | 0.333 | 11.31 | 6.07 |
| 7 | 47.5 | 0.500 | 17.54 | 5.40 | 7 | 47.5 | 0.3 | 8.28 | 6.59 |
| 7 | 45 | 0.500 | 14.82 | 5.55 | 7 | 45 | 0.273 | 9.51 | 6.43 |
| 7 | 42.5 | 0.333 | 15.91 | 5.84 | 7 | 42.5 | 0.231 | 9.74 | 6.42 |
| 7 | 40 | 0.25 | 11.26 | 6.10 | 7 | 40 | 0.2 | 7.24 | 5.68 |
| Coeff. Equation (2) | One Step Edge Hammer | Two Step Edge Hammer | Three Step Edge Hammer | Triangular Edge Hammer |
|---|---|---|---|---|
| P0 | 545.009 | 7.647 | 128.178 | –191.809 |
| a1 | 3945.389 | 1840.053 | –773.96 | 4381.88 |
| b1 | –852.676 | 11,921.83 | 8528.7 | 13,948.771 |
| c1 | –28.399 | –1.153 | –8.827 | 5.781 |
| d1 | 949.638 | –998.537 | 250.614 | –1068.779 |
| a3 | 155,488.247 | 135,065.701 | 260,449.374 | 137,745.435 |
| a4 | –143.957 | –60.465 | 19.463 | –128.117 |
| a5 | 17,010.48 | 7892.295 | –7283.796 | 12,028.786 |
| b3 | 181.595 | –114.671 | 25.341 | –20.23 |
| b4 | –0.165 | –0.228 | –0.065 | 0.043 |
| c3 | 34.85 | 37.241 | –4.106 | 25.526 |
| a2 | –0.642 | –0.803 | 0.316 | 0.314 |
| b2 | –244,158.187 | –233,661.571 | –395,343.692 | –409,821.124 |
| c2 | 0.240 | –0.03 | 0.097 | –0.072 |
| d2 | –7802.921 | –1786.404 | 288.491 | –1029.165 |
| Correlation with experimental data | 0.921 | 0.911 | 0.902 | 0.911 |
| Maximum error, % | 29.621 | 33.895 | 30.185 | 28.99 |
| Coeff. Equation (2) | One Step Edge Hammer | Two Step Edge Hammer | Three Step Edge Hammer | Triangular Edge Hammer |
|---|---|---|---|---|
| P0 | 2386.951 | 315.483 | 339.318 | 548.367 |
| a1 | –18,891.136 | 6213.758 | 3442.265 | –1694.161 |
| b1 | –106,124.527 | –41,580.718 | –39,053.984 | –48,975.424 |
| c1 | –79.633 | –7.279 | –6.539 | –8.178 |
| d1 | 91.056 | 64.421 | –251.411 | –791.751 |
| a3 | 1,081,578.733 | 600,334.1 | 793,974.298 | 1,011,981.53 |
| a4 | 396.421 | –132.5 | –57.749 | 110.325 |
| a5 | –6542.581 | 1295.849 | –726.819 | –6111.094 |
| b3 | 1394.333 | 261.058 | 36.363 | –75.148 |
| b4 | –1.896 | –1.872 | –2.211 | –2.008 |
| c3 | 5.9 | 1.584 | 9.648 | 13.636 |
| a2 | –8.273 | –0.503 | 0.15 | –0.103 |
| b2 | 1,550,328.433 | 1,193,931.883 | 1,445,038.237 | 2,057,669.171 |
| c2 | 0.671 | 0.065 | 0.055 | 0.039 |
| d2 | –452.861 | –150.382 | –229.737 | 541.331 |
| Correlation with experimental data | 0.929 | 0.978 | 0.980 | 0.985 |
| Maximum error, % | 29.487 | 11.386 | 10.539 | 8.651 |
| Hammer Type | a0 | a1 | a2 | b0 | b1 | b2 |
|---|---|---|---|---|---|---|
| Miscanthus Giganteus | ||||||
| One step edge | –0.314 | 0.001 | –0.152 | 0.349 | 0.043 | 0.005 |
| two step edge | 0.389 | 0.001 | –0.202 | 0.138 | 0.041 | 0.005 |
| three step edge | –0.496 | 0.001 | 0.005 | 0.493 | 0.039 | 0.005 |
| triangular edge | –0.194 | 0.001 | –0.065 | 0.689 | 0.045 | 0.005 |
| Salix Viminalis | ||||||
| One step edge | 0.273 | 0.000 | –0.011 | 1.000 | 0.055 | 0.007 |
| two step edge | 0.229 | 0.000 | –0.003 | 1.000 | 0.056 | 0.007 |
| three step edge | 0.247 | 0.000 | –0.006 | 1.000 | 0.054 | 0.010 |
| triangular edge | 0.349 | 0.000 | 0.018 | 0.922 | 0.045 | 0.006 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paraschiv, G.; Moiceanu, G.; Voicu, G.; Chitoiu, M.; Cardei, P.; Dinca, M.N.; Tudor, P. Optimization Issues of a Hammer Mill Working Process Using Statistical Modelling. Sustainability 2021, 13, 973. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020973
Paraschiv G, Moiceanu G, Voicu G, Chitoiu M, Cardei P, Dinca MN, Tudor P. Optimization Issues of a Hammer Mill Working Process Using Statistical Modelling. Sustainability. 2021; 13(2):973. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020973
Chicago/Turabian StyleParaschiv, Gigel, Georgiana Moiceanu, Gheorghe Voicu, Mihai Chitoiu, Petru Cardei, Mirela Nicoleta Dinca, and Paula Tudor. 2021. "Optimization Issues of a Hammer Mill Working Process Using Statistical Modelling" Sustainability 13, no. 2: 973. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020973