
Multistage Chemical Recycling of Polyurethanes and Dicarbamates: A Glycolysis–Hydrolysis Demonstration


Abstract
:1. Introduction
2. Materials and Methods
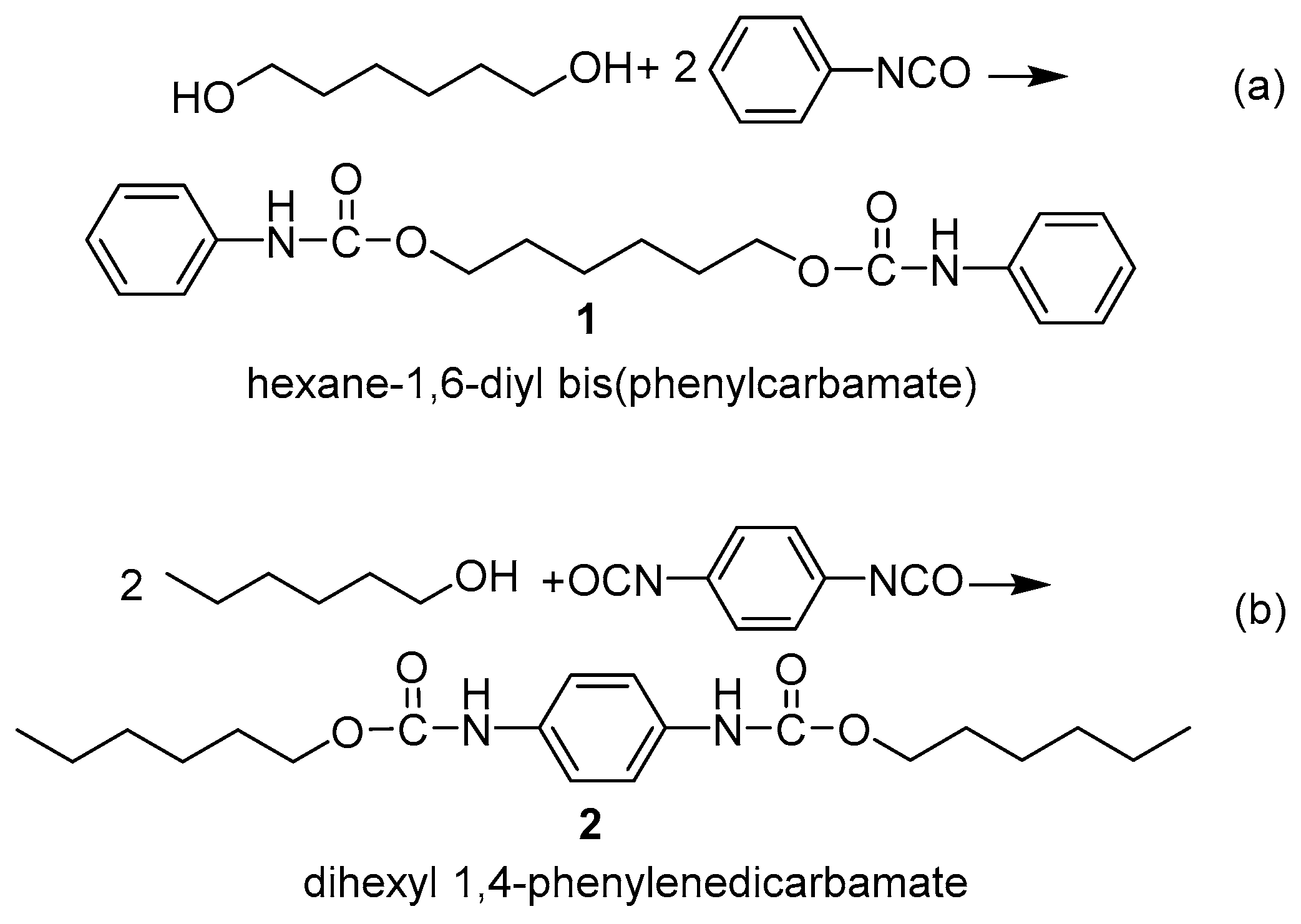
2.1. Dicarbamate Synthesis
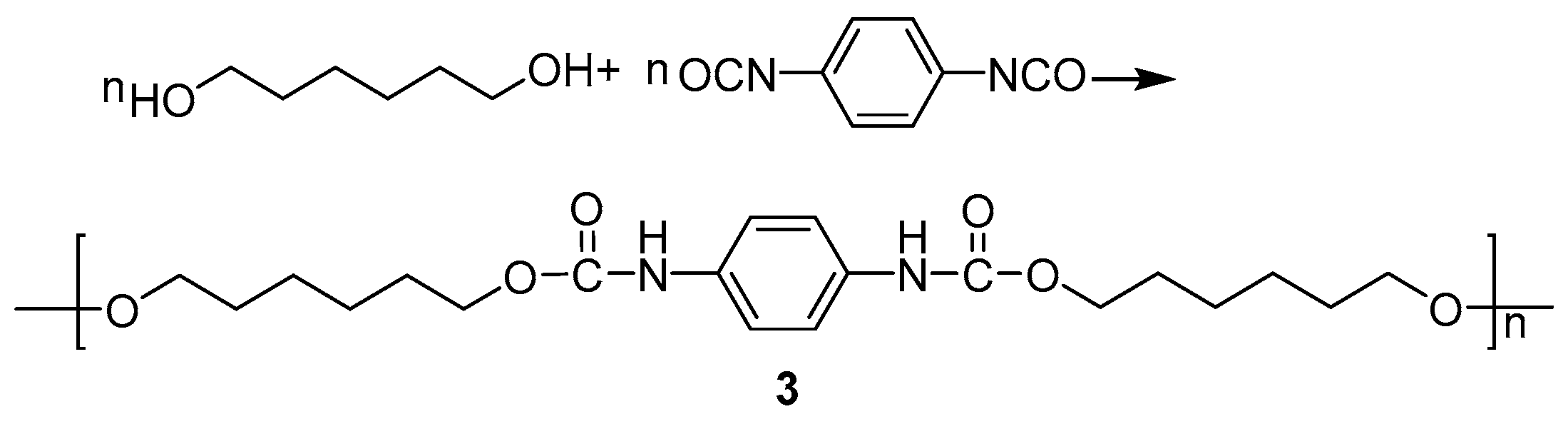
2.2. Model Polyurethane Synthesis
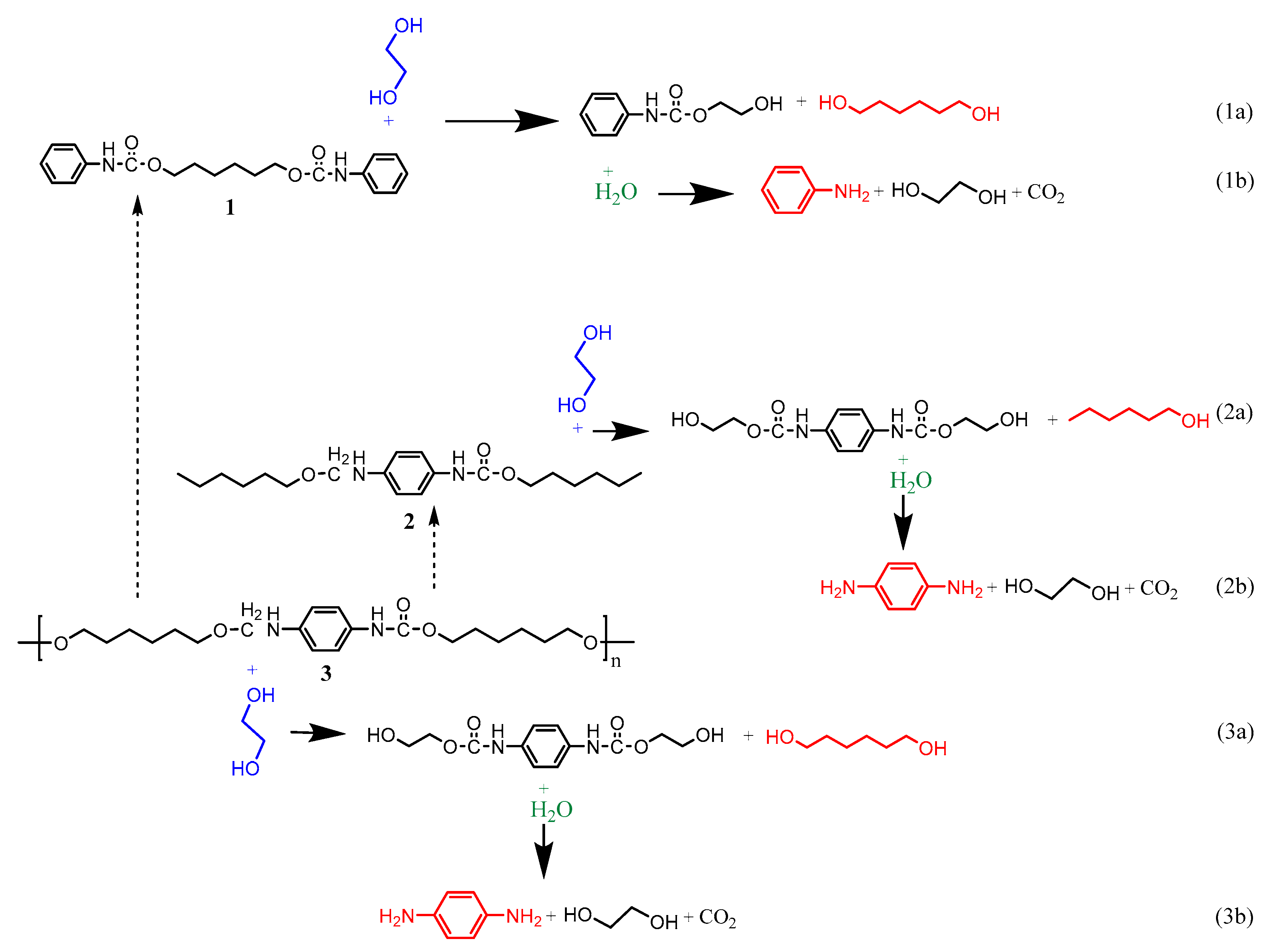
2.3. Glycolysis
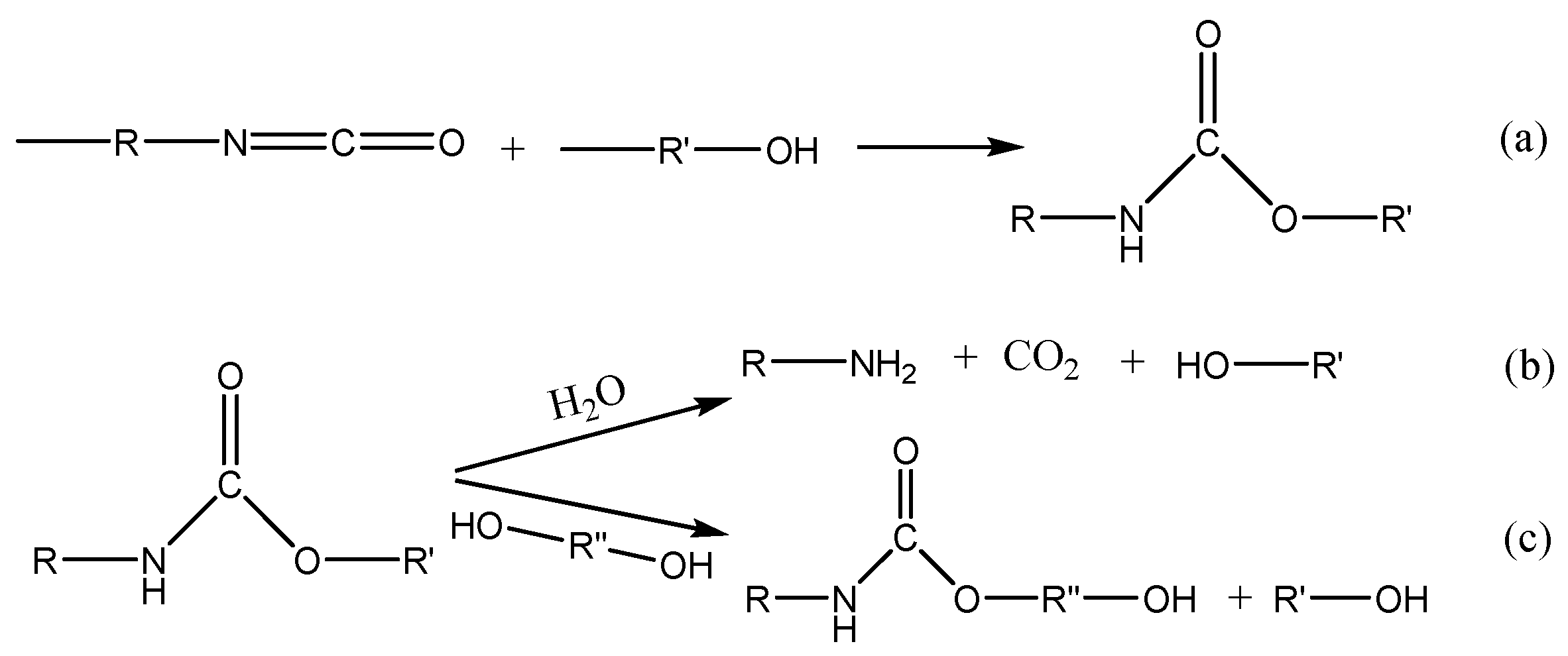
2.4. Hydrolysis
2.5. Characterization Techniques
3. Results and Discussion
3.1. Polyurethane and Dicarbamates
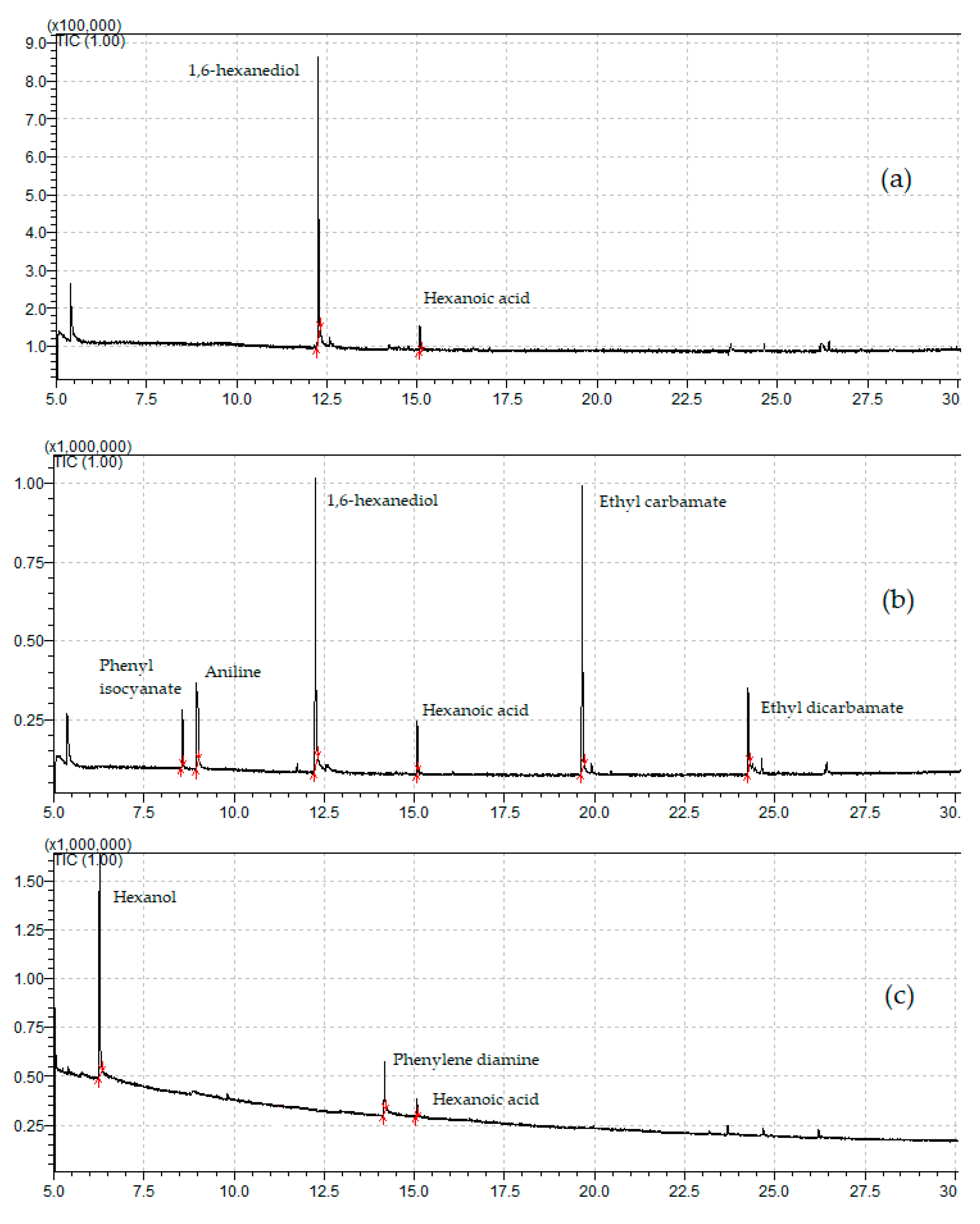
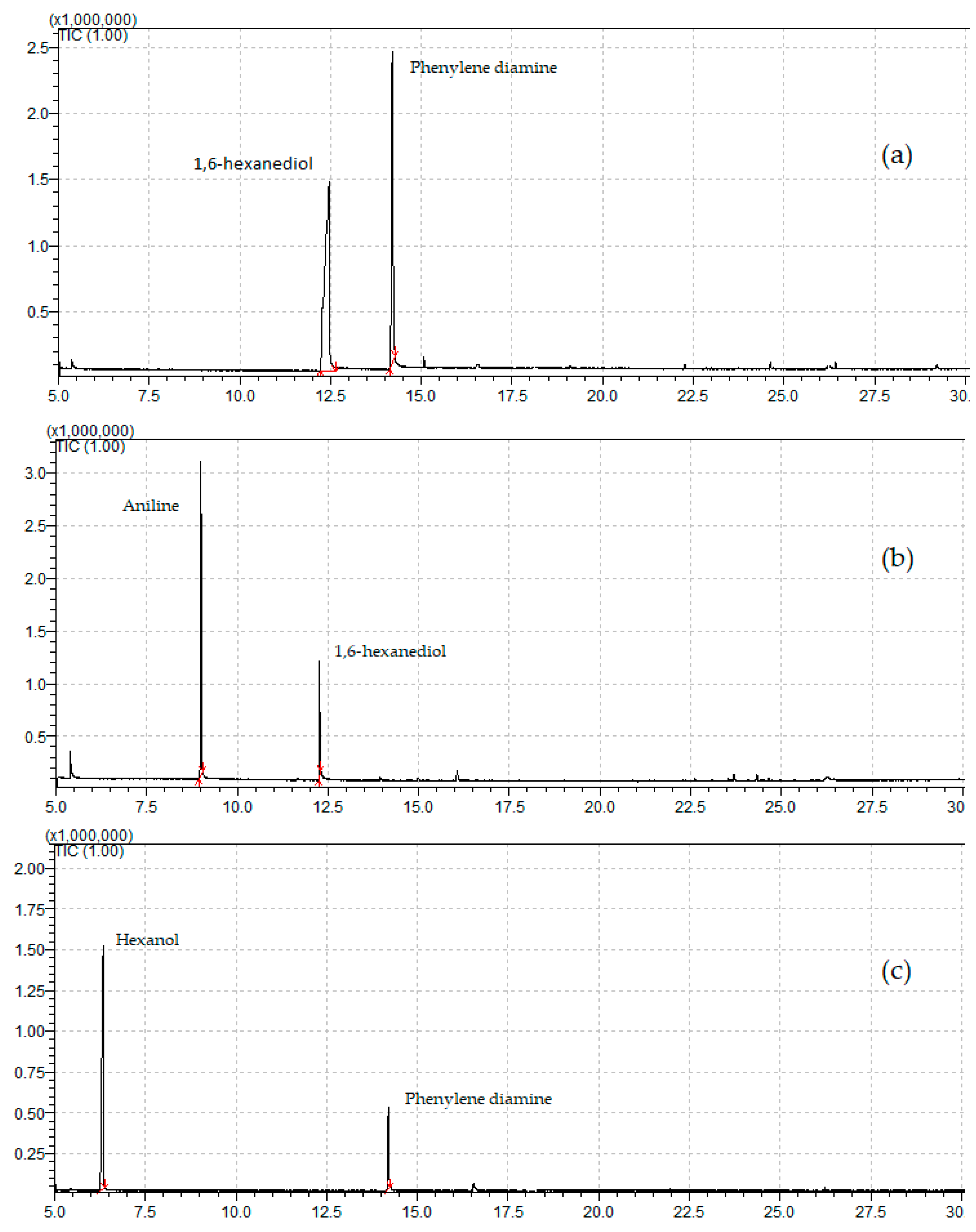
3.2. First Step—Polyol Recovery
3.3. Second Step—Amine Recovery
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Austin, A.; Hicks, D.A. A review of the global PU industry 2016 and outlook for 2017. PU Mag. 2017, 14, 1–15. [Google Scholar]
- Plastics Europe European Plastics Industry Market Data. Available online: https://www.plasticseurope.org/en/resources/market-data (accessed on 21 February 2021).
- Sharmin, E.; Zafar, F. Polyurethane: An Introduction. In Polyurethane; Intech: Rijeka, Croatia, 2012; Volume 80, pp. 76–78. [Google Scholar] [CrossRef] [Green Version]
- Bayer, O. Das Di-Isocyanat-Polyadditionsverfahren (Polyurethane). Angew. Chem. 1947, 59, 257–272. [Google Scholar] [CrossRef]
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications—A review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Behrendt, G.; Naber, B.W. The chemical recycling of polyurethanes. J. Univ. Chem. Technol. Metall. 2009, 44, 3–23. [Google Scholar]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Brems, A.; Baeyens, J.; Dewil, R. Recycling and recovery of post-cetalonsumer plastic solid waste in a European context. Therm. Sci. 2012, 16, 669–685. [Google Scholar] [CrossRef]
- DeGaspari, J. From Trash to Cash. Mech. Eng. 1999, 121, 48–51. [Google Scholar] [CrossRef] [Green Version]
- Datta, J.; Włoch, M. Chapter 14—Recycling of Polyurethanes. In Polyurethanes Polymers; Sabu, T., Datta, J., Haponiuk, J.T., Reghunadhan, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 323–358. [Google Scholar] [CrossRef]
- Gradus, R.H.J.M.; Nillesen, P.H.L.; Dijkgraaf, E.; van Koppen, R.J. A Cost-effectiveness Analysis for Incineration or Recycling of Dutch Household Plastic Waste. Ecol. Econ. 2017, 135, 22–28. [Google Scholar] [CrossRef]
- Shen, L.; Worrell, E. Chapter 13—Plastic Recycling. In Handbook of Recycling; Worrell, E., Reuter, M.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 179–190. [Google Scholar] [CrossRef]
- Zia, K.M.; Bhatti, H.N.; Ahmad Bhatti, I. Methods for polyurethane and polyurethane composites, recycling and recovery: A review. React. Funct. Polym. 2007, 67, 675–692. [Google Scholar] [CrossRef]
- Zevenhoven, R. Treatment and Disposal of Polyurethane Wastes: Options for Recovery and Recycling; Techical Report; Helsinki University of Technology Department of Mechanical Engineering: Helsinki, Finland, 2004. [Google Scholar]
- Nikje, M.M.A.; Garmarudi, A.B.; Idris, A.B. Polyurethane waste reduction and recycling: From bench to pilot scales. Des. Monomers Polym. 2011, 14, 395–421. [Google Scholar] [CrossRef]
- Kinoshita, O. Process for Decomposition of a Polyurethane Resin. U.S. Patent US3632530A, 4 January 1972. [Google Scholar]
- Broeck, T.R.T.; Peabody, D.W. Method for Reclaiming Cured Cellular Polyurethanes. U.S. Patent US2937151A, 17 May 1960. [Google Scholar]
- Bărbălată, A.; Bărbíntă, V.; Caraculacu, A.A. On the mechanism of isocyanate preparation by the phosgenation reaction. React. Kinet. Catal. Lett. 1981, 18, 427–430. [Google Scholar] [CrossRef]
- Salloum, R.J.; Duff, C.C. Method for Reclaiming Polyurethane Foam. U.S. Patent US4328368A, 4 May 1982. [Google Scholar]
- Dai, Z.; Hatano, B.; Kadokawa, J.I.; Tagaya, H. Effect of diaminotoluene on the decomposition of polyurethane foam waste in superheated water. Polym. Degrad. Stab. 2002, 76, 179–184. [Google Scholar] [CrossRef]
- Motokucho, S.; Nakayama, Y.; Morikawa, H.; Nakatani, H. Environment-friendly chemical recycling of aliphatic polyurethanes by hydrolysis in a CO2-water system. J. Appl. Polym. Sci. 2018, 135, 14–17. [Google Scholar] [CrossRef]
- Simón, D.; Borreguero, A.M.; de Lucas, A.; Rodríguez, J.F. Recycling of polyurethanes from laboratory to industry, a journey towards the sustainability. Waste Manag. 2018, 76, 147–171. [Google Scholar] [CrossRef]
- Marković, V.; Hicks, D.A. Design for chemical recycling. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1997, 355, 1415–1424. [Google Scholar] [CrossRef]
- Borda, J.; Pásztor, G.; Zsuga, M. Glycolysis of polyurethane foams and elastomers. Polym. Degrad. Stab. 2000, 68, 419–422. [Google Scholar] [CrossRef]
- Zhu, P.; Cao, Z.B.; Chen, Y. Glycolysis recycling of rigid waste polyurethane foam from refrigerators. Environ. Technol. 2014, 35, 2676–2684. [Google Scholar] [CrossRef]
- Alavi Nikje, M.M.; Nikrah, M.; Haghshenas, M. Microwave assisted “split-phase” glycolysis of polyurethane flexible foam wastes. Polym. Bull. 2007, 59, 91–104. [Google Scholar] [CrossRef]
- Molero, C.; De Lucas, A.; Rodríguez, J.F. Recovery of polyols from flexible polyurethane foam by “split- phase” glycolysis with new catalysts. Polym. Degrad. Stab. 2006, 91, 894–901. [Google Scholar] [CrossRef]
- Molero, C.; de Lucas, A.; Rodríguez, J.F. Recovery of polyols from flexible polyurethane foam by “split-phase” glycolysis: Study on the influence of reaction parameters. Polym. Degrad. Stab. 2008, 93, 353–361. [Google Scholar] [CrossRef]
- Simón, D.; García, M.T.; De Lucas, A.; Borreguero, A.M.; Rodríguez, J.F. Glycolysis of flexible polyurethane wastes using stannous octoate as the catalyst: Study on the influence of reaction parameters. Polym. Degrad. Stab. 2013, 98, 144–149. [Google Scholar] [CrossRef]
- Modesti, M.; Costantini, F.; dal Lago, E.; Piovesan, F.; Roso, M.; Boaretti, C.; Lorenzetti, A. Valuable secondary raw material by chemical recycling of polyisocyanurate foams. Polym. Degrad. Stab. 2018, 156, 151–160. [Google Scholar] [CrossRef]
- Pang, Y.; Liu, X.; Li, Y.; Cui, T.; Liu, X.; Li, Q.; Wan, H.; Mao, A. Solvent Decomposition of Polyurethane Foam Obtained from Waste Upholstered Furniture to Recover Polyols. Am. J. Polym. Sci. Technol. 2019, 5, 88–96. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.H.; Chang, C.Y.; Li, J.K. Glycolysis of rigid polyurethane from waste refrigerators. Polym. Degrad. Stab. 2002, 75, 413–421. [Google Scholar] [CrossRef]
- Johnston, A.R. The Toxic Effects of Amines. J. Infect. Dis. 1928, 42, 473–484. [Google Scholar] [CrossRef]
- Eide-Haugmo, I.; Brakstad, O.G.; Hoff, K.A.; Sørheim, K.R.; da Silva, E.F.; Svendsen, H.F. Environmental impact of amines. Energy Procedia 2009, 1, 1297–1304. [Google Scholar] [CrossRef] [Green Version]
- Tashkinova, I.; Batrakova, G. Biodegradation of Toxic Aromatic Amines in Industrial Site Soils. In Proceedings of the 4th International Conference on Environmental Pollution and Remediation, Prague, Czech Republic, 11–13 August 2014. Paper No. 98. [Google Scholar]
- Simón, D.; Borreguero, A.M.; de Lucas, A.; Molero, C.; Rodríguez, J.F. Novel polyol initiator from polyurethane recycling residue. J. Mater. Cycles Waste Manag. 2013, 16, 525–532. [Google Scholar] [CrossRef]
- Faust, S.D.; Gomaa, H.M. Chemical hydrolysis of some organic phosphorus and carbamate pesticides in aquatic environments. Environ. Lett. 1972, 3, 171–201. [Google Scholar] [CrossRef]
- Attig, J.B.; Ouertani, R.; Megriche, A.; Hamida, N.B.; El Atrache, L.L. Kinetic Study and Mechanism Hydrolysis of 4-Bromo-3,5 dimethylphenyl N-methylcarbamate in Aqueous Media. Int. J. Chem. Kinet. 2017, 49, 761–769. [Google Scholar] [CrossRef]
- Lin, X.; Hong, Q.; Wu, X.; Guo, L.; Xie, Z. Analysis of phenoxyl-type N-methylcarbamate pesticide residues in vegetables by capillary zone electrophoresis with pre-column hydrolysis and amperometric detection. J. Chromatogr. Sci. 2008, 46, 615–621. [Google Scholar] [CrossRef] [Green Version]
- Cao, V.; Schaffer, M.; Licha, T. The feasibility of using carbamates to track the thermal state in geothermal reservoirs. Geothermics 2018, 72, 301–306. [Google Scholar] [CrossRef]
- Aou, K.; Schrock, A.K.; Ginzburg, V.V.; Price, P.C. Characterization of polyurethane hard segment length distribution using soft hydrolysis/MALDI and Monte Carlo simulation. Polymer 2013, 54, 5005–5015. [Google Scholar] [CrossRef]
- Gerlock, J.L.; Braslaw, J.; Albright, J. Catalyzed Dissolution-Hydrolysis of Polyurethane Wastes. U.S. Patent US4317939A, 2 March 1982. [Google Scholar]
- Gerlock, J.; Braslaw, J.; Zinbo, M. Polyurethane Waste Recycling. 1. Glycolysis and Hydroglycolysis of Water-Blown Foams. Ind. Eng. Chem. Process. Des. Dev. 1984, 23, 545–552. [Google Scholar] [CrossRef]
- Alavi Nikje, M.M.; Nikrah, M.; Mohammadi, F.H.A. Microwave-assisted polyurethane bond cleavage via hydroglycolysis process at atmospheric pressure. J. Cell. Plast. 2008, 44, 367–380. [Google Scholar] [CrossRef]
- Lyman, D.J.; Polyurethanes, I. The solution polymerization of diisocyanates with ethylene glycol. J. Polym. Sci. 1960, 45, 49–59. [Google Scholar] [CrossRef]
- Dhaliwal, G.S.; Anandan, S.; Chandrashekhara, K.; Lees, J.; Nam, P. Development and characterization of polyurethane foams with substitution of polyether polyol with soy-based polyol. Eur. Polym. J. 2018, 107, 105–117. [Google Scholar] [CrossRef]
- Rehman, F. Synthesis and Characterization of Speciality Polyurethane Elastomers. Ph.D. Thesis, University of Agriculture, Faisalabad, Pakistan, 2010. [Google Scholar]
- Lee, S.H.; Ohkita, T.; Teramoto, Y. Polyol recovery from biomass-based polyurethane foam by glycolysis. J. Appl. Polym. Sci. 2005, 95, 975–980. [Google Scholar] [CrossRef]
- Wang, B.; He, J.; Sun, R.C. Carbamate synthesis from amines and dialkyl carbonate over inexpensive and clean acidic catalyst-Sulfamic acid. Chin. Chem. Lett. 2010, 21, 794–797. [Google Scholar] [CrossRef]
- Sakaue, S. Direct gas chromatographic determination of carbamate pesticides and their formulation. Agric. Biol. Chem. 1987, 51, 1239–1245. [Google Scholar] [CrossRef]
- Jenke, D.; Odufu, A. Utilization of internal standard response factors to estimate the concentration of organic compounds leached from pharmaceutical packaging systems and application of such estimated concentrations to safety assessment. J. Chromatogr. Sci. 2012, 50, 206–212. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Semetey, V. Recycling Polyurethanes through Transcarbamoylation. ACS Omega 2021, 6, 4175–4183. [Google Scholar] [CrossRef] [PubMed]
- Vanbergen, T.; Verlent, I.; De Geeter, J.; Haelterman, B.; Claes, L.; De Vos, D. Recycling of flexible polyurethane foam by split-phase alcoholysis: Identification of additives and alcoholyzing agents to reach higher efficiencies. Chemsuschem 2020, 13, 3835–3843. [Google Scholar] [CrossRef] [PubMed]
- Deng, Y.; Dewil, R.; Appels, L.; Ansart, R.; Baeyens, J.; Kang, Q. Reviewing the thermo-chemical recycling of waste polyurethane foam. J. Environ. Manag. 2021, 278, 111527. [Google Scholar] [CrossRef] [PubMed]
- PUReSmart—Research project of Horizon 2020 Research and Innovation Program under Grant Agreement N° 814543. Available online: https://www.puresmart.eu/ (accessed on 16 March 2021).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Mass of Substrate (g) | Initial Amount of Isocyanate (mmol) | Mass of Product (g) 1 | Amount of Produce Amine (mmol) 2 | Yield (%) 2 |
|---|---|---|---|---|---|
| Polyurethane (3) | 3.65 | 13.10 | 0.54 | 3.80 | 29 |
| Dicarbamate (2) | 5.40 | 14.80 | 0.59 | 4.50 | 33 |
| Dicarbamate (1) | 4.80 | 27.00 | 1.18 | 11.10 | 41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zahedifar, P.; Pazdur, L.; Vande Velde, C.M.L.; Billen, P. Multistage Chemical Recycling of Polyurethanes and Dicarbamates: A Glycolysis–Hydrolysis Demonstration. Sustainability 2021, 13, 3583. https://0-doi-org.brum.beds.ac.uk/10.3390/su13063583
Zahedifar P, Pazdur L, Vande Velde CML, Billen P. Multistage Chemical Recycling of Polyurethanes and Dicarbamates: A Glycolysis–Hydrolysis Demonstration. Sustainability. 2021; 13(6):3583. https://0-doi-org.brum.beds.ac.uk/10.3390/su13063583
Chicago/Turabian StyleZahedifar, Pegah, Lukasz Pazdur, Christophe M. L. Vande Velde, and Pieter Billen. 2021. "Multistage Chemical Recycling of Polyurethanes and Dicarbamates: A Glycolysis–Hydrolysis Demonstration" Sustainability 13, no. 6: 3583. https://0-doi-org.brum.beds.ac.uk/10.3390/su13063583