1. Introduction
In developed countries, food waste in the food industry is up to 40%. Large quantities of waste, in addition to the large loss of valuable materials, also cause serious problems, both economically and ecologically. In the food industry, there is a large number of by-products; if not used in animal food production, these are considered as waste, which greatly pollute the environment [
1]. While it is reported that 870 million people are chronically undernourished, one-third of the food produced for human consumption is wasted globally. Therefore, the use of this waste has become a growing trend in the food industry [
2]. Components that can be found in the food by-products (protein, minerals, fiber, antioxidants) may increase the nutritional value of the new products and thus reduce the overall waste [
3]. In recent years, there have been a lot of studies that investigated the influence of food industry by-product on the nutritional characteristics of different food products. Jozinovic et al. concluded that the addition of brewer’s spent grain, sugar beet pulp (SBP), and apple pomace increased the total phenolic content, antioxidant activity, and dietary fiber of snack products based on corn grits [
4]. Cookies’ nutritional characteristics were improved by the addition of orange-juice industry by-products [
5,
6], blueberry pomace [
7,
8], carrot pomace [
9], cocoa shell [
10], apple peel [
11], grape pomace [
12,
13,
14], sour cherry pomace [
15], and potato peel [
16]. Likewise, investigations showed that it is possible to make high-fiber bread with acceptable sensory characteristics using olive-industry by-products [
17], grape pomace [
18], brewer’s spent grain [
19,
20], mango peel [
21], by-products from the flaxseed industry [
22], sugar beet pulp, and apple pomace [
23].
These by-products usually contain a high percentage of moisture and are prone to microbial degradation, so it is necessary to stabilize them in some way and allow for a longer storage period and easy dosing when involved as raw material in the production of new food products. The extrusion process has many advantages over other processes. These include lower energy losses and operating costs without major investment, high productivity and process continuity, and the increased nutritional quality of the product due to the increased digestibility of proteins and starches, the inactivation of enzymes and anti-nutritive components, and an increase in the proportion of soluble dietary fiber. Moreover, by selecting the right process parameters, a wide variety of products can be obtained, and the product can retain natural colors and aromas [
24,
25].
Sugar beet pulp is a by-product of the sugar extraction process. Approximately 25% to 30% of the world’s sugar production is provided by sugar beet. Each year, the world produces 120 million tons of sugar beet pulp [
26]. Physical and chemical properties suggest the possible utilization of sugar beet pulp as dietary fiber in human nutrition [
27]. Sugar beet pulp has high dietary fiber content, typically ˃750 mg/g, and it is well known for its high soluble fiber content (10–20%) [
28].
Nutritional data show that beet fiber contains around 8% protein (by weight) and 67% carbohydrates such as hemicellulose (28%), cellulose (19%), and pectin (18%) [
29]. Dietary fiber available for human digestion is generally more than 20% [
28]. Leontowicz et al. [
30] investigated the effect of sugar beet pulp on cholesterol with a positive result. Al-Tamimi et al. [
31] claimed that pectic oligosaccharides in sugar beet pulp (arabinan) may function as a prebiotic in the human gut. The use of sugar beet fiber in processed foods is limited by its texture and taste [
32]. These limitations can be overcome by the extrusion process. Ralet et al. [
33] concluded that extrusion-cooking increased the solubility of sugar beet fiber, which can modify their functional properties and lead to new technological applications.
Cookies are a suitable basis for the addition of biologically active components that will significantly improve their nutritional characteristics. Cookie production is quite simple, they are not expensive, and have a long shelf-life [
34]. By introducing a cheap, nutritionally valuable by-product like sugar beet pulp as raw material into the production process, a functional product could be obtained. Taking into consideration that any change in the ingredients can modify cookie characteristics, this paper investigates the effect of the addition of extruded sugar beet pulp to the characteristics of the cookies. They are examined based on the quantity of wheat flour replaced by the extruded sugar beet pulp (SBPEs), the different size of the extrudate particles, as well as the portion of the by-product (sugar beet pulp) in the extrudate.
2. Materials and Methods
2.1. Materials
Corn grits were obtained from ‘‘Žito’’ company Ltd., Osijek (Croatia), sugar beet pulp from Sugar Factory Osijek Ltd. (Croatia), and wheat flour for cookie production from the milling company “Ratar“ Pančevo (Serbia). Vegetable fat (palm oil) was obtained from the oil factory “Dijamant” (Serbia). Powdered sugar, salt, sodium bicarbonate, and ammonium bicarbonate were obtained in a local store.
2.2. Preparation of Sugar Beet Pulp Extrudates (SBPEs)
Corn grits and sugar beet pulp were mixed in ratios 85:15, 70:30, and 55:45. The chemical composition of used raw materials for the production of SBPEs was presented in our previous work [
35]. Blended mixtures were conditioned to 30% of moisture, put in plastic bags, and left for 24 h before the extrusion. Prepared samples were extruded using the laboratory single screw extruder 19/20DN, Brabender, Germany. Extrusion parameters were as follows: compression ratio screw: 1:1; die: 5 mm; temperature profile: 70 °C in dosing zone, 90 °C in compression zone, and 100 °C in ejection zone; screw speed: 600 rpm; dosing speed: 40 rpm. Prepared extrudates were air-dried overnight at ambient temperature and stored in plastic bags. The extrudates were subsequently ground with an IKA MF10 laboratory mill and sieved through a laboratory sieve stack (BÜHLER, MLU300) to produce three fractions: fraction 1—particles < 250 μm; fraction 2—particles from 250 to 1000 μm; and fraction 3—particles from 1000 to 2000 μm. Thus, nine sugar beet pulp extrudates (SBPEs) were obtained (
Table 1). The appearance of the SBPEs is shown in
Figure 1.
2.3. Chemical Composition
The chemical composition of sugar beet pulp extrudates (SBPEs), wheat flour, and subsequently prepared cookies were determined according to the methods described in the AOAC [
36]—protein (No. 950.36), fat (No. 935.38), total dietary fiber (No. 958.29), insoluble dietary fiber (No. 930.22) ash (No. 930.22), and moisture (No. 926.5). The analysis of variance (ANOVA) and Duncan’s least significant differences test were applied at 5% significance level to determine differences among the analyzed samples of extrudates and wheat flour using Statistica 13.3 software (TIBCO Software Inc., Palo Alto, CA, USA, 2016).
2.4. Preparation of Mixtures of Wheat Flour and Sugar Beet Pulp Extrudates (SBPEs) for Cookie Sample Production
Mixtures of wheat flour and SBPE used for the preparation of cookie samples were combined in the F-6-RVC agitator (Forberg International AS, Oslo, Norway). The wheat flour in the mixtures was substituted with SBPEs in the amount of 5, 10, and 15%.
2.5. Alkaline Water Retention Capacity (AWRC)
The AWRC (Alkaline Water Retention Capacity) of the wheat flour–SBPE mixtures was determined according to the standard method (AACC method 56-10) [
37]. The analysis of variance (ANOVA) described in
Section 2.3 was used to determine differences among the analyzed samples.
2.6. Experiment Planning and Statistical Analysis
In this study, the Box–Behnken experimental design was an efficient option for the analysis of the significance of factor influence because the aim of investigation was to analyze the influence of three input factors and their interactions on cookies characteristics. The input factors were seated on three levels—low (−1), medium (0), and high (+1). Factor A (extrudate fraction, i.e., particle size)—fraction 1, fraction 2, and fraction 3; factor B (percentage of sugar beet pulp in the extrudate)—15%, 30%, and 45%; and factor C (percentage of wheat flour substitution with extrudate)—5%, 10%, and 15%.
The chosen design recommended 15 combinations of factors (15 experiments) instead of 27 for full factorial design, but with 3 central points, which give sufficient information for testing the lack of fit. For each of the responses–measured characteristic of cookies (R), a response surface regression analysis was performed using a fitted full quadratic model obtained by the design, given as:
where R is a measured response; β
0 is an intercept; β
i to β
ij, i,j ϵ {1,2,3} are regression coefficients; A, B, and C are independent variables. The terms AB, AC, and BC represent interactions of input factors, while A
2, B
2, and C
2 are quadratic terms. The analysis of variance (ANOVA) was used to determine the significance of each input factor. A factor was considered to affect the response if the p-value was less than 0.05 (5% level of significance was used). Corresponding contributions were calculated using the sum of squares obtained by the ANOVA. The analysis was carried out using Statistica 12 and Design Expert 7 (trial version) [
38].
2.7. Production of Cookies
Cookie samples were prepared as described by Petrović et al. [
39], according to the following formula: wheat flour (i.e., flour/sugar beet pulp extrudate mixture), 200.00 g; vegetable fat, 42.00 g; sugar, 70.00 g; sodium bicarbonate (NaHCO
3), 0.6 g; ammonium bicarbonate (NH
4HCO
3), 0.4 g; and sodium chloride (NaCl), 1.1 g. The amount of water was calculated in relation to the water content of the flour blends in order to obtain dough samples with 22% moisture content. The raw materials were mixed in a mixer (ZD2245, Stephan–Werke GmbH and Co., Hamelin, Germany) for a total of 20 min. After mixing, the dough sample was allowed to rest for 30 min in covered bowls and sheeted between two cylinders of laminator (Marchand LA4-500, Materiel modern Marchand, Rueil—Malmaison, France) with the gap settings between the cylinders measuring 14 mm, 10 mm, 7 mm, and 5 mm. After sheeting, the dough was cut using a 6 cm diameter mould and baked for 10 min at 230 °C in a laboratory oven.
2.8. Cookie Characteristics
2.8.1. Cookie Color
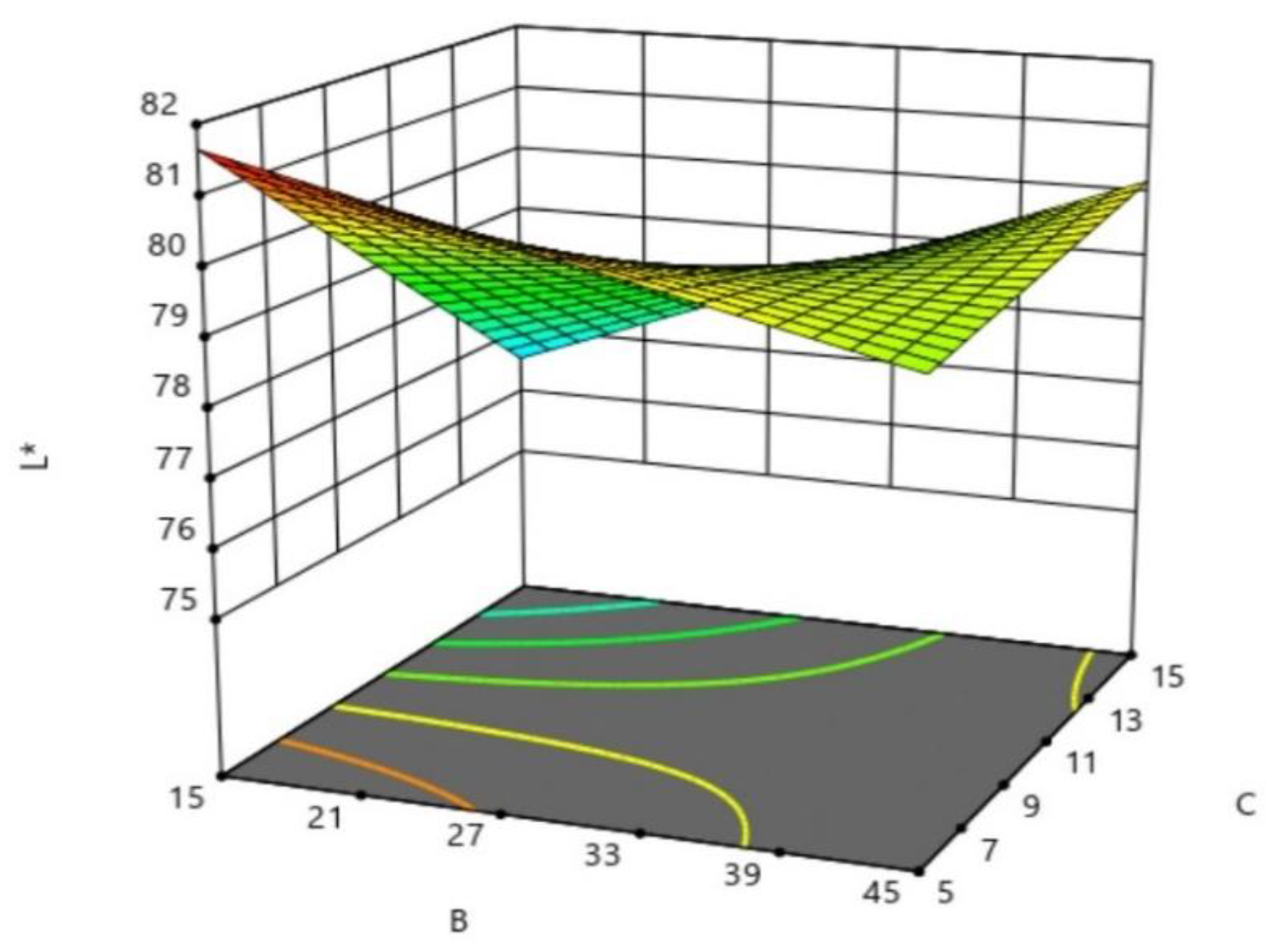
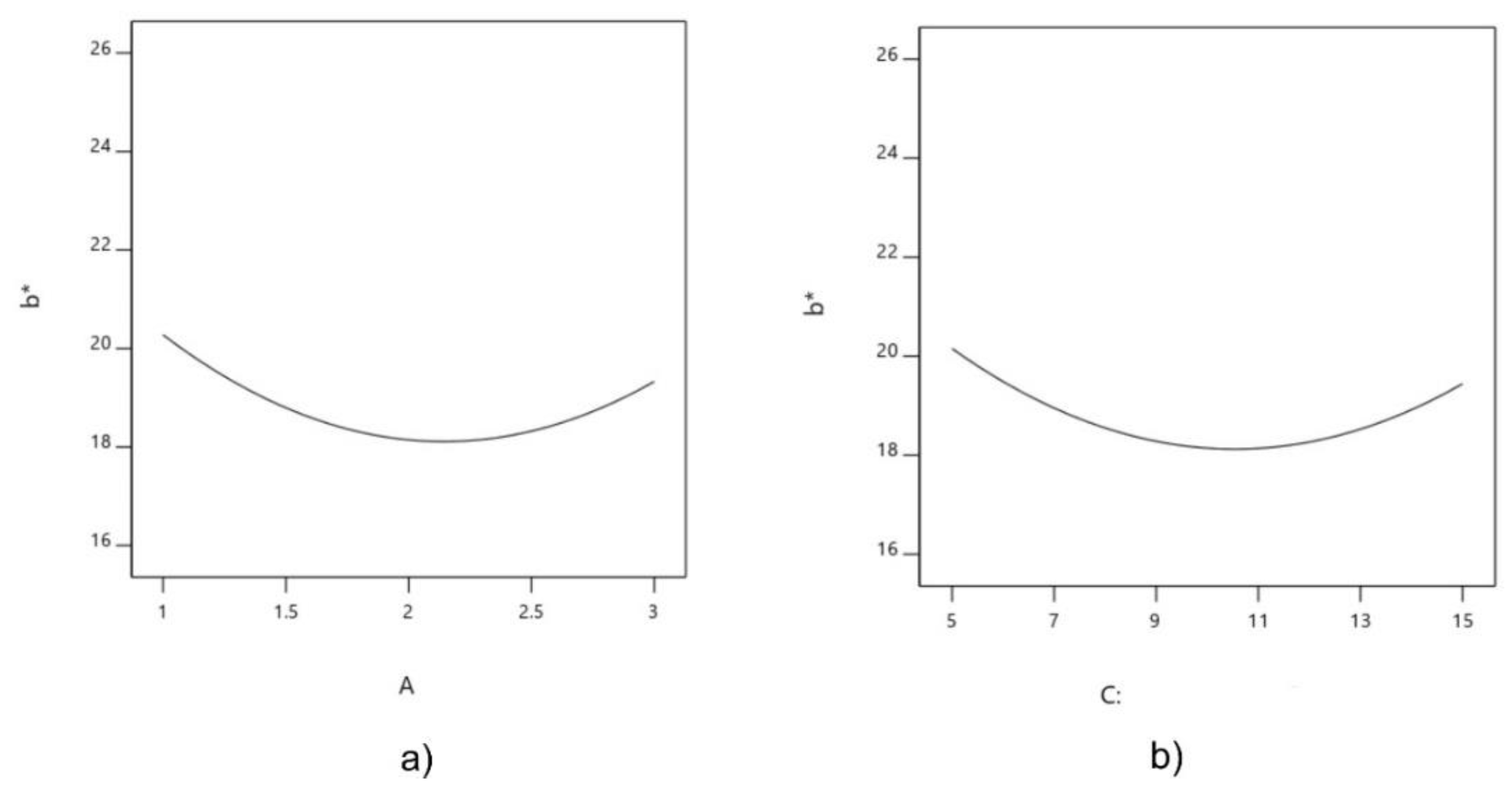
The color of cookie samples was measured in triplicate using a MINOLTA Chroma Meter CR-400 (Minolta Co., Ltd., Osaka, Japan), 24 h after baking. The CIE L*, a*, b* color coordinates (L*—lightness, a*—redness to greenness, and b*—yellowness to blueness) [
40] were determined using D-65 lighting, a 2-standard observer angle and an 8-mm aperture in the measuring head.
2.8.2. Cookie Hardness
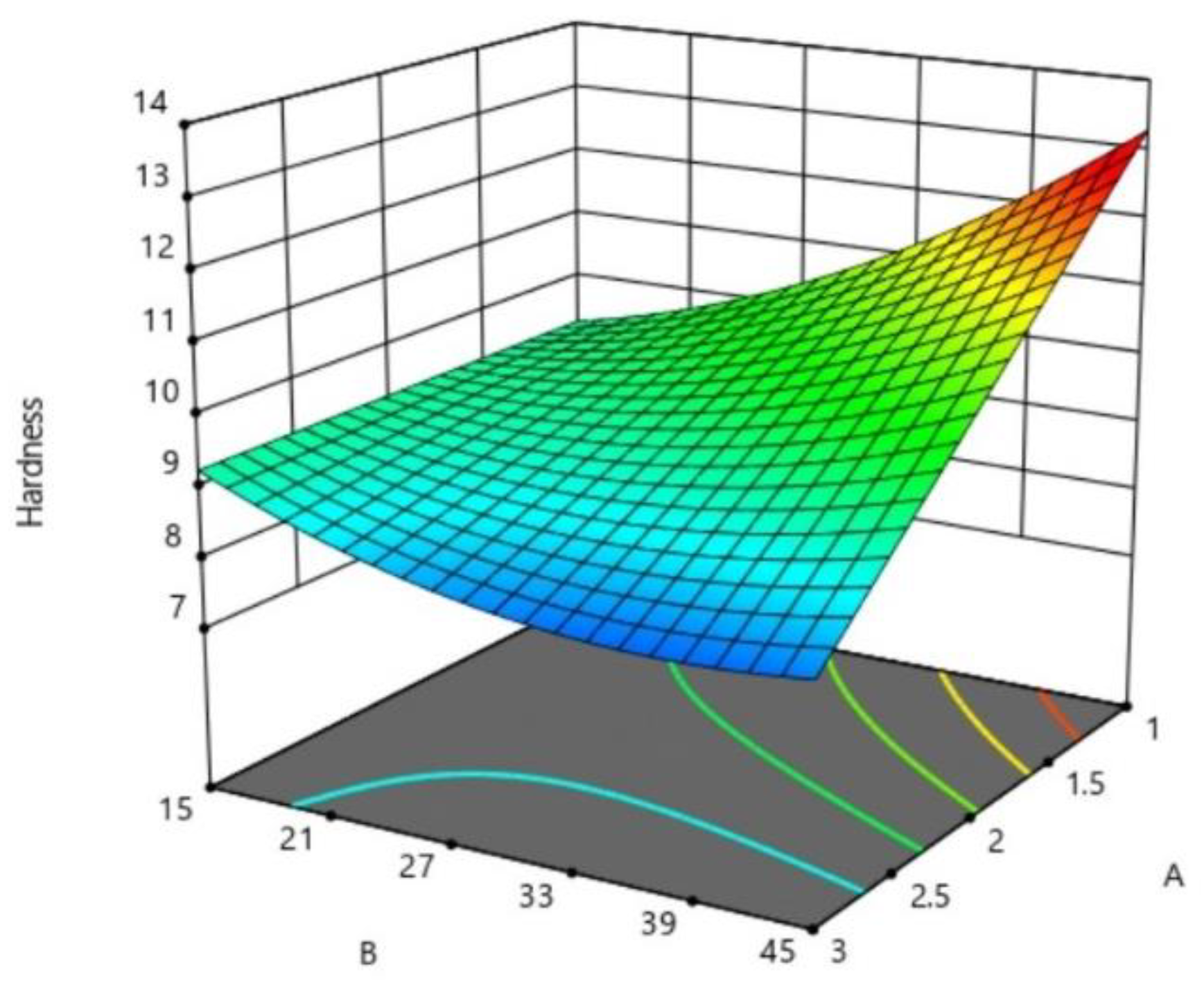
The hardness was determined with the use of a texture analyser TA.HD Plus (Stable Micro systems, Godalming, UK), obtaining the hardness measurement of biscuits by the cutting method (hardness measurement of biscuit by cutting, BIS2/KB, Texture Exponent 32 software version 4.0.11.0 Stable Micro Systems, Godalming, Surrey, UK). The measurements were performed in three replicates using a knife edge with a slotted insert (HDP/BS) and 25 kg load cell with the following operating parameters: 1.5 mm/s pretest speed, test speed of 2 mm/s, 10 mm/s post-test speed, and 5mm distance. The resulting force–deformation curve was analysed with the Stable Micro systems software, and values of hardness (mean maximum force values) were obtained automatically.
2.8.3. Dimensions of Cookies
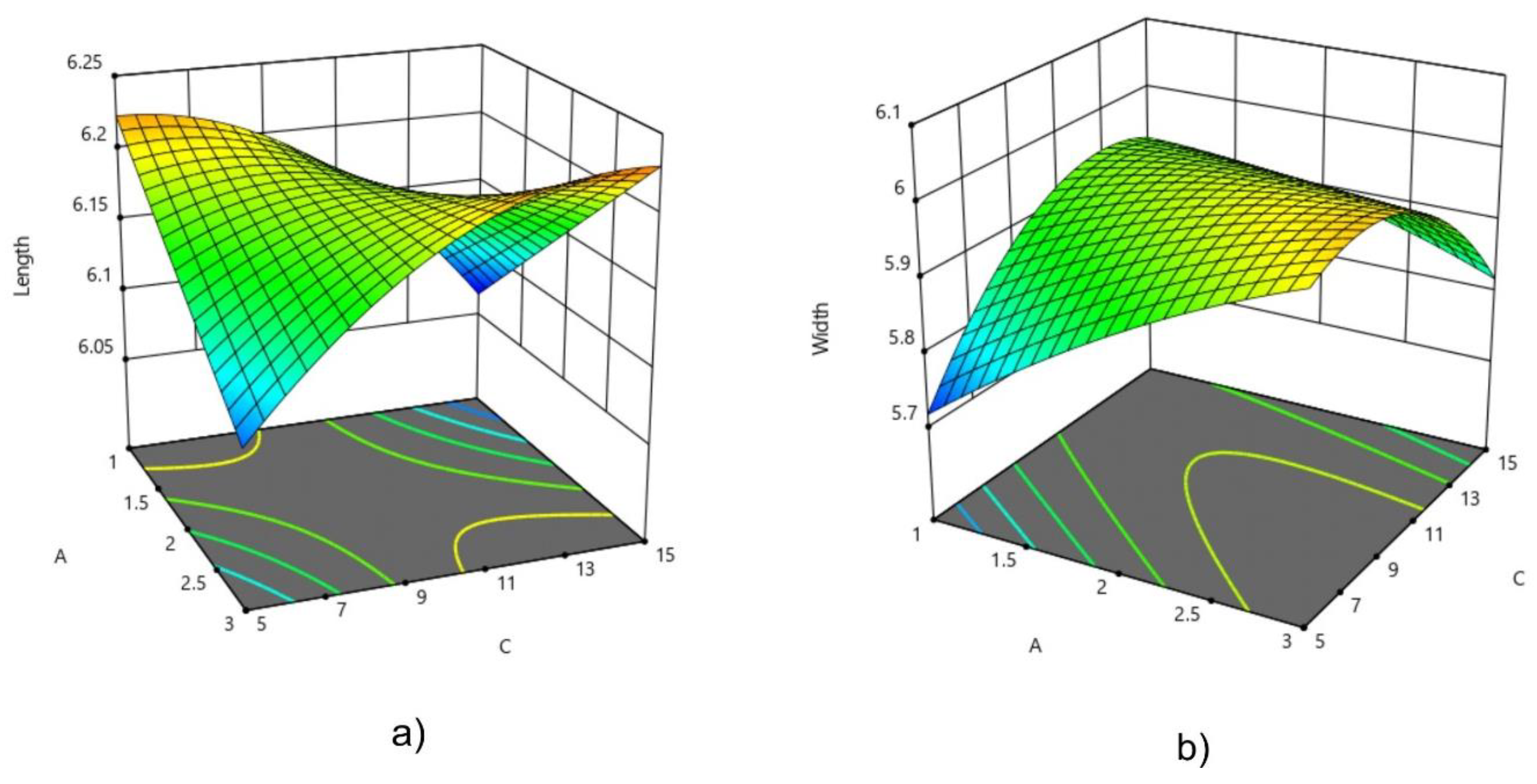
The width, length, and thickness of cookies were measured using a nonius, and the weight of the cookies using a technical scale (EL204-IC; Mettler, Buchi Switzerland).
2.8.4. Sensory Analysis
Cookie samples were evaluated by a panel comprising 10 trained members—4 men and 6 women, all food technologists. The evaluators developed and adopted a final list of 6 significant sensory attributes to be used in the examination. The intensity of each attribute was indicated on a 7-point intensity scale (1 = lowest intensity, 7 = highest intensity) [
41]. The evaluated attributes were: color (color intensity on the surface: from 1—extremely light to 7—extremely dark); surface appearance (number of cracks on the surface of the cookies: from 1—many to 7—none); pore appearance (size and arrangement of air cells at the cross section of the cookies: from 1—non-uniform to 7—small, uniform); hardness (the ease with which samples could be broken into two parts: from 1—extremely soft to 7—extremely hard); granularity (the proportion of small solids between the teeth during chewing: from 1—many to 7—none); and taste (from 1—bad, foreign to 7—fine, characteristic). The evaluation of cookies was done 24 h after baking in the sensory laboratory of the Faculty of Technology, University of Novi Sad, which is designed according to the standard ISO 8589 [
42]. Cookie samples were placed on white plastic plates by the assessors, encoded with three-digit codes from a random number table. Each evaluator evaluated five samples per session.
4. Conclusions
The addition of sugar beet pulp extrudates (SBPEs) significantly influenced the increase in the proportion of minerals and fibers (total and insoluble) in the cookies as compared to the control sample. In addition to the proportion of SBPEs in the cookies, the particle size of the extrudates (factor A) also had a statistically significant effect (p < 0.05) on all chemical parameters of the cookies. Moisture and fat content decreased, while mineral and dietary fiber content increased with the increase in extrudate particle size.
The percentage of wheat flour replaced by the extrudate and the extrudate particle size had a statistically significant effect on the cookie lightness (L* value). As the particle size of the extrudate increased, the color of cookie surface became darker. Extrudate particle size had the greatest influence on the hardness. With an increase in particle size, the hardness of cookie samples decreased. The addition of the extrudate led to an increase in graininess, poorer appearance of the cookie surface with more pronounced cracks and slight deformation of the shape. The substitution of wheat flour with sugar beet pulp extrudates (SBPEs) up to 15% did not adversely affect the sensory acceptability of the cookie samples, so that cookies with the best combination of nutritional and sensory characteristics can be obtained by substituting 15% of wheat flour with SBPEs with a particle size from 250 to 1000 µm (fraction 2).


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}