3.1. Determination of the Highest Packaging Mixture and the Minimum Amounf of Resin
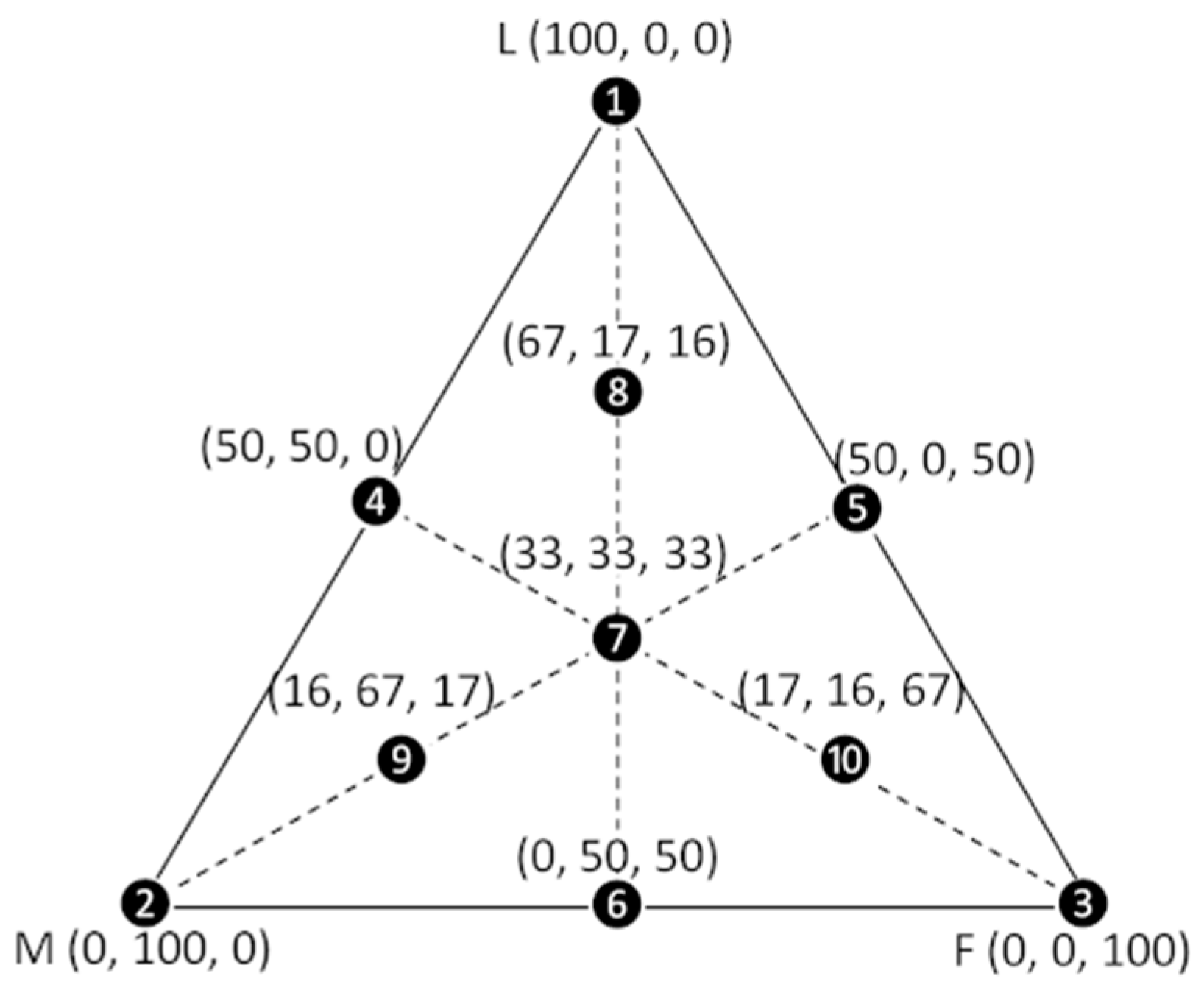
To determine the materials’ vibration density, 10 different mixtures from the three granulometric ranges were proposed, as shown in
Table 2.
The mixture with the highest vibration density determined the proportion of the waste’s granulometric ranges used to manufacture the artificial stone plates. Higher vibration density means better packing and, therefore, fewer voids, which contributes to improving the mechanical properties of the final product. Therefore, mixture number 8, with 1.93 g/cm
3, which, according to the mathematical model presented in
Figure 1, corresponds to 67% coarse, 17% medium, and 16% of fine particles, was chosen to manufacture the AS plates. With the optimized apparent dry density (composition number 8), the volume of voids for the load studied was calculated, and with this data, the minimum resin content for the resins was used, according to
Table 3.
3.2. Water Absorption, Density, and Apparent Porosity
Table 4 shows the apparent density, water absorption, and apparent porosity values of the artificial stones developed with 85 wt% of quartzite waste and both epoxy resin (EP), 85 wt% of quartzite waste and polyurethane resin (AS-PU), natural stone “Cristallo” (NS), and the commercial stone “Branco Aldan” (CS).
According to the results in
Table 4, it can be observed that, as expected, both the artificial stones and the commercial stone had lower density than the natural stone. This is attributed to the artificial stone’s composition, consisting of low-density polymers, producing a lighter material and consequently reducing logistical costs [
21]. Manufacturers of artificial stones report density varying in the range of 2.4 to 2.5 g/cm
3 [
9]. AS-EP and AS-PU densities were below this range probably because of the low densities of the polymer resins, epoxy 1.20 g/cm
3 and polyurethane 1.08 g/cm
3.
The commercial stone “Branco Alda” has 2.41 g/cm
3 density that is within the range of the artificial stone’s manufacturers and superior to that of developed stones. The commercial stone uses a polyester resin with 1.18 g/cm
3 density as a binder, which can be explained by changes in the values in the production process variables [
21]. It is worth mentioning that these results were within the range found by Lee et al. [
4], in which by varying compression pressure, vacuum, and vibration frequency, obtained an artificial stone with density values ranging from 2.03 to 2.45 g/cm
3.
The porosity values of the natural stone were above the Chiodi Filho and Rodriguez [
27] recommendation, which can be explained by the natural occurrence of flaws and cracks in the material. Consequently, these defects generate a mechanical strength decrease. The commercial stone obtained better values, which is directly related not only to the waste particle variables in the size distribution process but also to the manufacturing processing and to the additive added to the mixture, which promoted better adhesion and modified the resin properties [
28,
29].
Gomes et al. [
20] developed an artificial stone with granite waste and polyurethane resin, using the same technique as the present work, and produced a stone with 0.42% apparent porosity and 0.19% water absorption, relatively higher than those of AS-PU and AS-EP. The artificial stones’ low porosity content may have contributed to an excellent adhesion of the granite particles/polymer matrix, with the voids being filled by the resin, forming a material as homogeneous as possible.
Water absorption includes liquids percolation through these voids. Therefore, once the pores are not 100% interconnected through the cracks, water absorption values will always be lower than the apparent porosity ones [
30]. For the artificial stones developed, the water absorption values of 0.16% in AS-EP and 0.14% in AS-PU indicate superior properties when compared to natural stone, which justifies the use of the proposed method.
Chiodi Filho and Rodrigues [
27] include the water absorption index as one of the three most important technological parameters (flexion, wear, and absorption). All stones obtained water absorption ≤0.4%, a requirement suggested for stone selection, which are considered as stone class A1, for indoor and outdoor environments, with frequent wetting and low to high pedestrian traffic for floors [
31]. For applications as coating, the ASTM C615 [
32] standard indicates that, for granites and marble, the value must be ≤0.4% while the NBR 15845 [
25] standard indicates it must be ≤0.2%.
Borsellino et al. [
31], also used epoxy resin in their research and obtained 0.16% water absorption values. Among some works reported, water absorption between 0.04–0.67% is considered an ideal range for building materials for wall and floor coverings [
4,
10,
16,
29,
33,
34,
35].
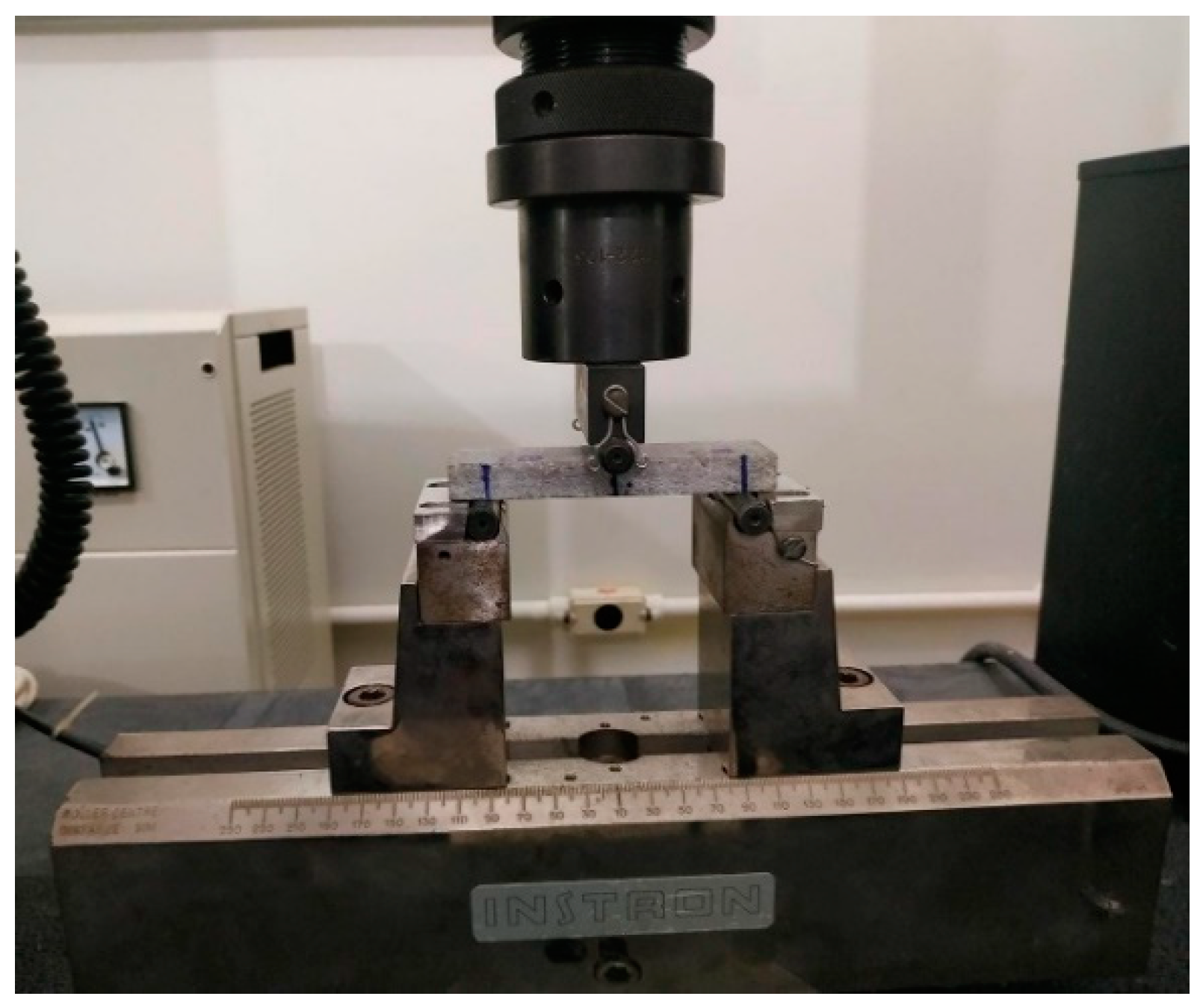
3.3. Three-Point Flexural Strength
Table 5 presents the three-point flexural strength values of the artificial stones (AS-EP and AS-PU), commercial artificial stone, and the pure resins, epoxy, and natural vegetable polyurethane resin.
The natural PU resin has lower flexural strength (23 MPa) compared to epoxy resin (93 MPa), which may be related to the polyurethane resin degree of polymerization. However, the study of the stoichiometric quantity between the NCO/OH ratio, responsible for the degree of polymerization, which involves the main reaction sites present in the prepolymer and polyol, was not carried out. Reactions with an excess isocyanate may occur along with parallel reactions that harden the material. On the other hand, reactions with an excess of hydroxyls cause the polymer to soften through the reduction in intercrossed bonds [
36], which explains why AS-PU obtained a low flexural strength compared to the other tested stones.
In their study, Mileo et al. [
37] classified polyurethane as a ductile material on account of the low flexural strength and large deformation without breakage at the maximum applied load. It may presuppose an inadequate cure or the bubbles excess caused by both the presence of moisture and a plasticizing effect. This validates the natural polyurethane non-rupture, the AS-PU at the maximum applied load, and the appearance of bubbles.
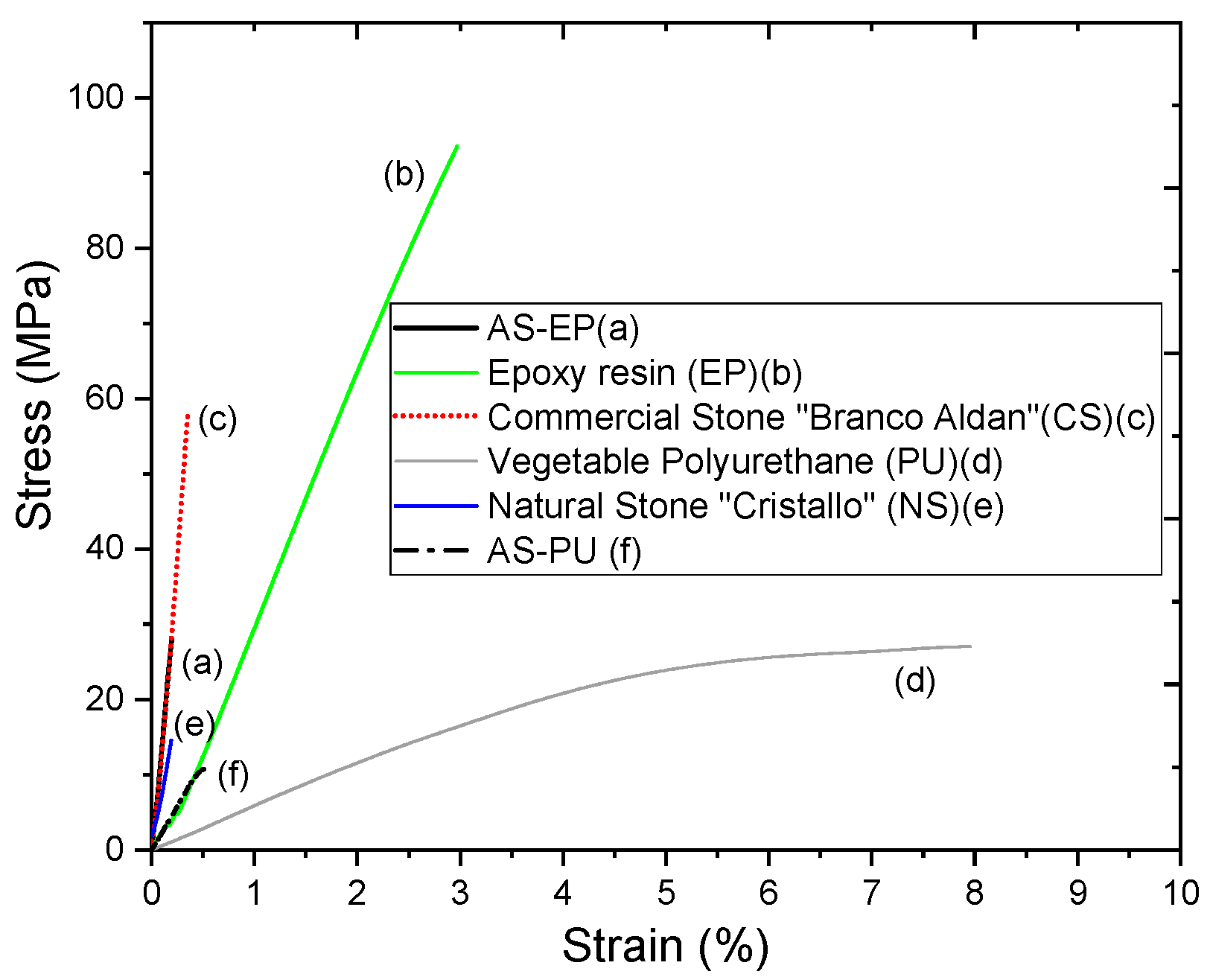
Figure 4 shows typical flexural stress x strain curves, obtained from three-point flexural tests. Comparing the behavior of the two polymeric resins and of the developed artificial stones, it is possible to observe that the addition of load contributed to the material hardening. This is an expected behavior, considering that the incorporation of rigid particles in a polymeric matrix generally increases the material’s flexural modulus [
4]. Maximum performance can be achieved if the polymer adhesion to the reinforcement is perfect. The stronger the matrix/particle interface, the better the mechanical properties of the developed artificial stone [
38].
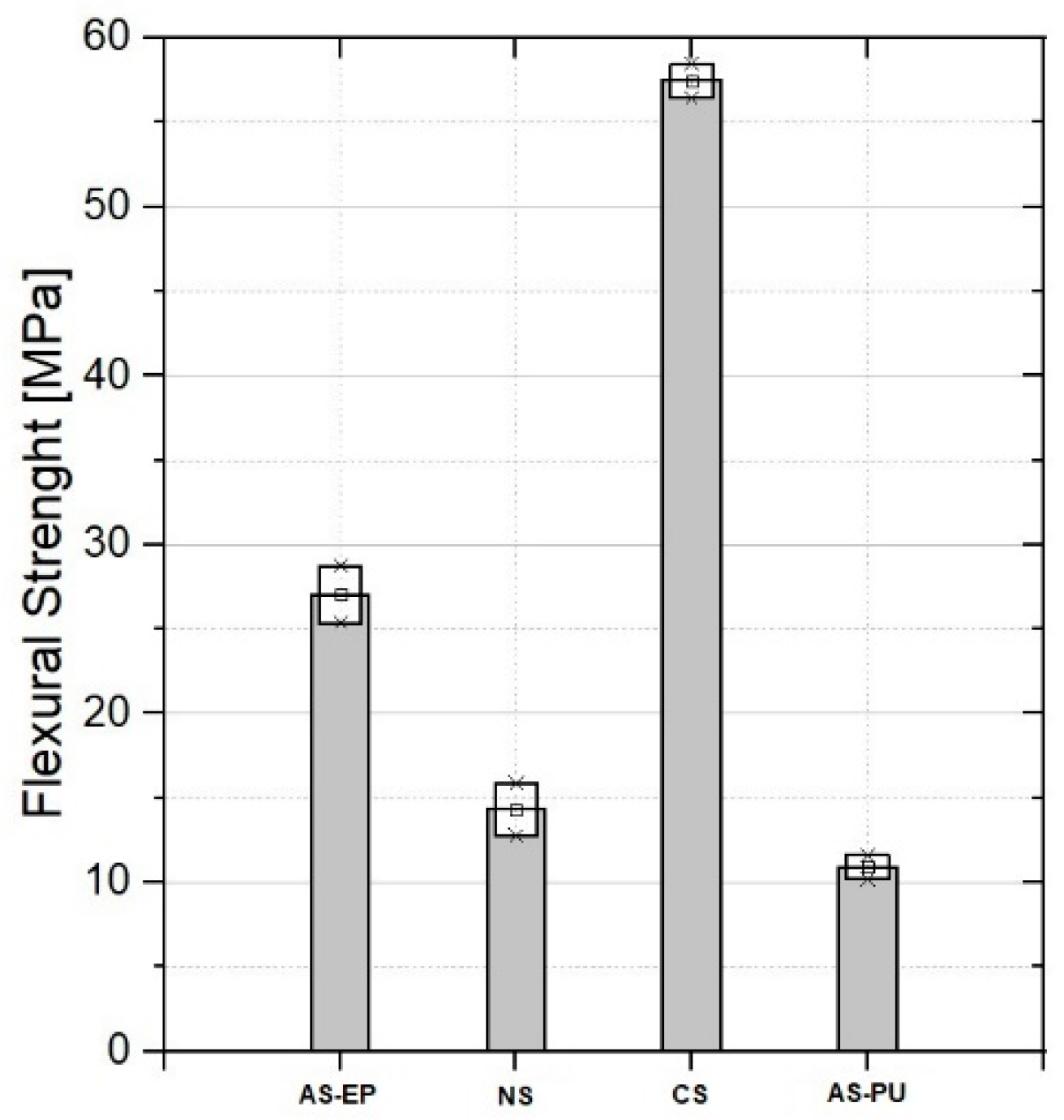
Figure 5 shows the confidence interval (average ± standard error) for the artificial stone flexural strength test of artificial, natural, and commercial stones.
The ABNT/NBR-15844 Brazilian standard [
28] stipulates that granite stones for coating applications must have at least 10 MPa from the three-point flexural strength test. For coating applications, the ASTM C880 [
39] standard indicates that, for granites and marble, the flexural strength must be ≥8.7 MPa, and the NBR 15845 standard [
25] demands ≥10 MPa. Chiodi and Rodriguez [
27] reported that ornamental stones with flexural strength above 20 MPa are classified as high quality for coating applications.
The AS-PU, despite the 10.7 MPa flexural strength, according to the referred standards and its specifications, can be used for civil construction. The “Branco Aldan” artificial commercial stone obtained better flexural strength, which can be attributed to the industrial and continuous manufacturing process as well as the type of additive, the granulometry, and the material used as aggregate, quartz powder, which is one of the hardest minerals (Mohs = 7).
Carvalho et al. [
8] and Gomes et al. [
9] developed artificial stone based in (quarry and red ceramic) wastes and epoxy resin with flexural strength values of 30 and 32 MPa, very close to those obtained in the AS-EP, of the same matrix, evidencing the influence of the polymeric binder in the final composite strength.
Gomes et al. [
20] manufactured artificial stones using 85% granite particles and 15% polyurethane resin derived from castor oil, using the same methodology. The result was an 18 MPa maximum flexural strength, which was higher than AS-PU, possibly because this artificial stone may not have achieved a satisfactory cure.
3.4. Abrasive Wear
In terms of abrasive wear, for the application of ornamental stones on floor coverings, Chiodi Filho and Rodrigues [
27] classify the material quality as: high traffic floor (<1.5 mm), medium traffic floor (<3 mm), and low traffic floor (<6 mm). Following technological parameters described above, AS-EP and AS-PU low wear values shown in
Table 6 classify them for use in high traffic floors because of an efficient rearrangement in the minerals structure and texture during their agglutination by resins. A determining factor for this excellent result, which influenced the characteristics mentioned above, was the use of the highest close-package mixture to prepare the plates.
However, the natural quartzite stone value of 0.35 mm wear was the smallest found on the same route, possibly due to the presence of large mineral quartz crystals in the stone. Among the ornamental stones, quartz is one of the hardest minerals found (Mohs = 7) [
38].
We compared the results of this work with some other works that cited that they developed artificial stones using the same method of vacuum, compression, and vibration. Silva et al. [
10] produced an artificial stone based on calcite marble waste and 20% w epoxy resin. The artificial stone showed less than 1.5 mm wear on the 1000 m runway, suitable for high traffic floors. Carvalho et al. [
29], when evaluating an artificial stone based on 20% w epoxy resin and 80% steel residue from the electrostatic precipitator from the sintering step, found 1.04 and 2.16 mm thickness reduction and 2.16 mm for 500 and 1000 m. The artificial stone was considered suitable for medium traffic floors.
Ribeiro et al. [
40] developed an artificial stone using polyester resin and dolomitic marble waste. The developed artificial stone underwent a 5.23 and 8.83 mm thickness reduction for 500 and 1000 m. The wear presented by this material was related to its great porosity because the interfacial adhesion between the particles and the matrix were proven not to be good. It is observed that wear results differ according to types of wastes and resins as well as variables of the manufacturing method.
3.5. Hard Body Impact Resistance
Hard body impact resistance was performed in order to assess the AS-EP and AS-PU level of cohesion and toughness as well as how much energy is needed to dissipate until the material breaks, depending on the maximum drop height of objects supported in its surface. With this result, it is possible to scale the plates in the appropriate size to the usage requirements.
The average rupture height and dissipated energy of the artificial stone AS-PU is 4.4 times greater than that presented by AS-PE, with a 0.39 m height and 3.86 J energy (
Table 7). Compared to the epoxy resin, the polyurethane resin has a less rigid behavior that can affect some properties such as flexural strength. On the other hand, it increases AS-PU toughness, precisely because it dissipates more energy. The porosity of AS-EP may also facilitate crack formation, since the pores are naturally stress concentrators [
41].
Chiodi Filho and Rodrigues [
27] proposed a stones classification according to their impact resistance in rupture height, ranging as: very low (<0.30 m), low (0.30–0.50 m), medium (0.50–0.70 m), high (0.70–0.95 m), and very high (>0.95 m) rupture height, and ABNT NBR 15844 [
28] establishes that the stones must support a minimum height of 0.3 m. The AS-PU supported height greater than that specified by the standard and by Costa et al. [
41] (0.95 m), proving its excellent quality and its feasibility to be applied in areas where there is a higher falling load incidence, such as supermarkets, airports, and industries in general.
The natural quartzite resisted a rupture height of 0.20 m, resulting in 1.96 J of energy, so the artificial stone impact resistance was higher than that of the natural stone. Silva et al. [
10] and Gomes et al. [
15] developed artificial marble and granite with epoxy resin, which presented cracks at heights of 0.43 m and 0.4 m with 4 J of activation rupture energy, similar to that of AS-EP.
3.6. Microstructure
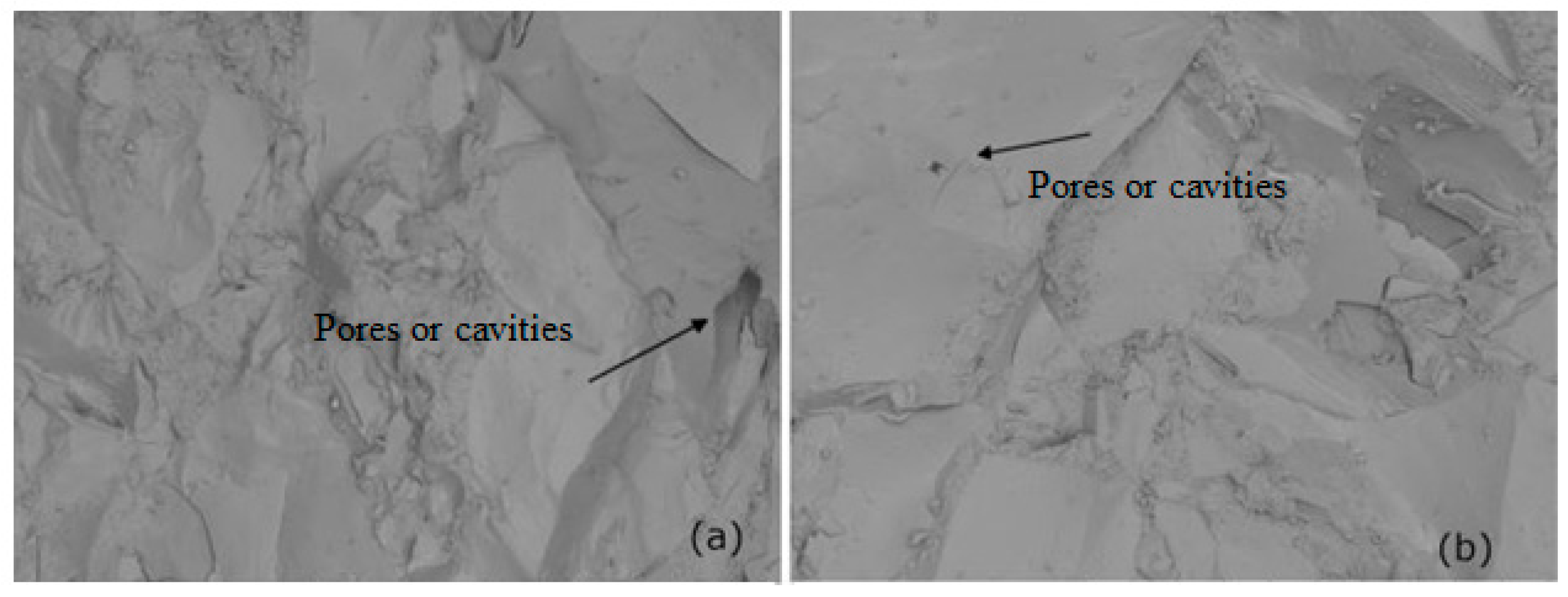
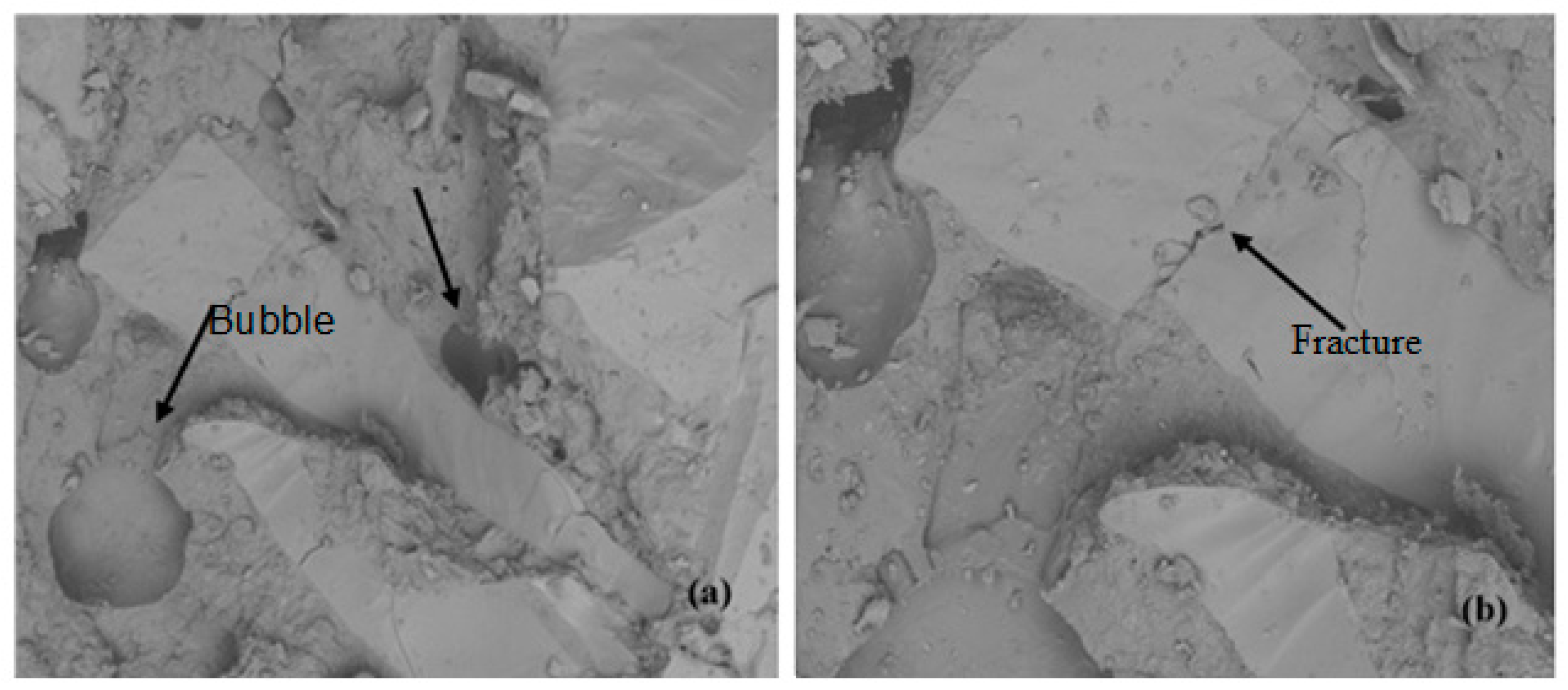
Figure 6 and
Figure 7 present SEM micrographs of the fracture surface sections of AS-EP and AS-PU, respectively, after the three-point flexural test.
Figure 6a,b show AS-EP’s smoother surface, evidencing a more defined fracture plane that is characteristic of a highly cohesive material. The arrow indicates few evident pores, proving the low water absorption both for the artificial stone with polyurethane and epoxy. According to Debnath et al. [
38], the maximum performance of the system occurs through an optimal mineral load wetting by epoxy resin. Therefore, the greater the interface between the matrix and the load, the better the material mechanical properties, this interaction being directly linked to the adhesive bond strength provided by effective wetting in the interfacial regions.
Figure 7a,b show AS-PU’s fracture surface SEM micrograph, illustrating the material filling all interstices between the larger grains. Bubbles not eliminated by the vacuum process appear within the matrix, which were already confirmed by the porosity test. It is possible that the bubbles were also generated during the polymerization process between the isocyanate (NCO) and hydroxyl (OH) groups, in which occur parallel reactions mainly involving NCO + H
2O forming high molecular weight compounds such as poly (urethanes/ureas) with excellent mechanical properties. The NCO + H
2O expansion reaction results in urea formation releasing CO
2 and forming bubbles. The release of curing process CO
2, added to the water vapor release at the time of pressing, are evidence of defects formation [
42].
Figure 6b points out a quartz grain that fractured after the artificial stone was produced.
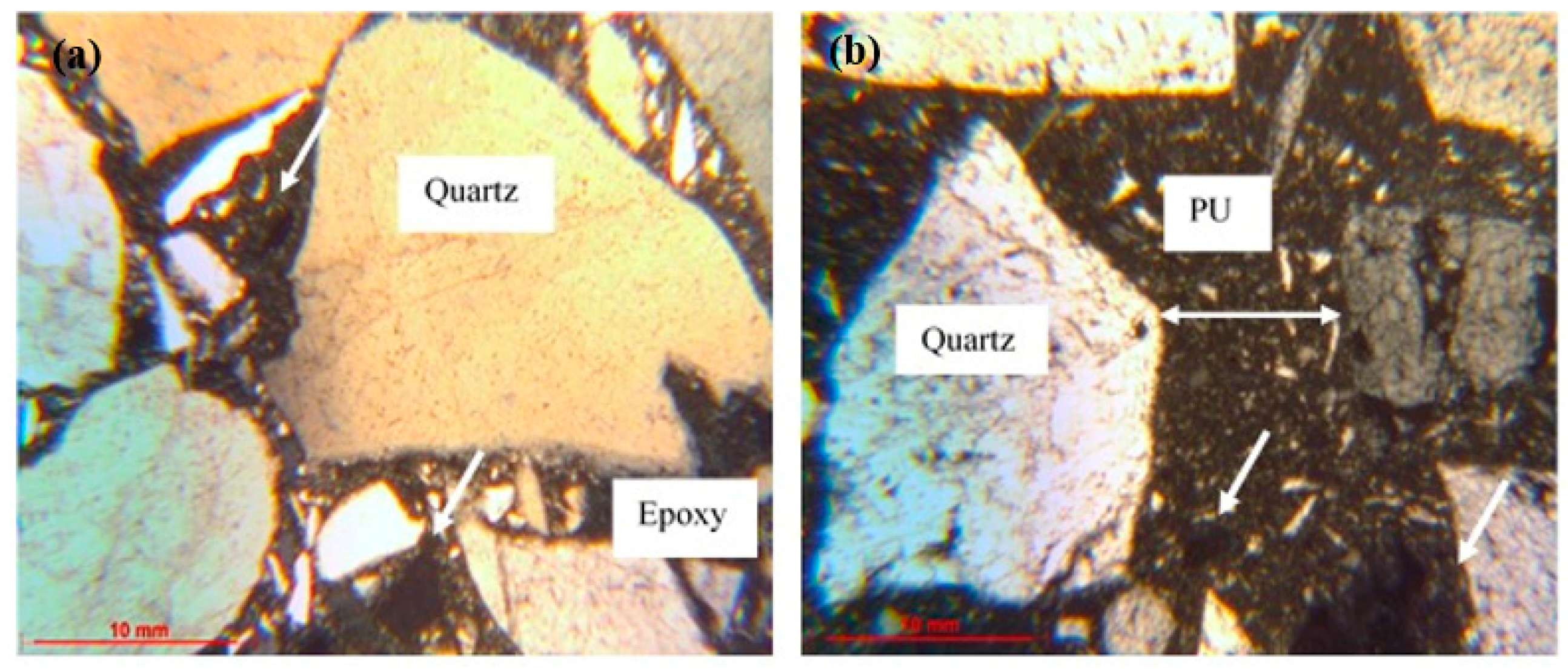
3.7. Petrography
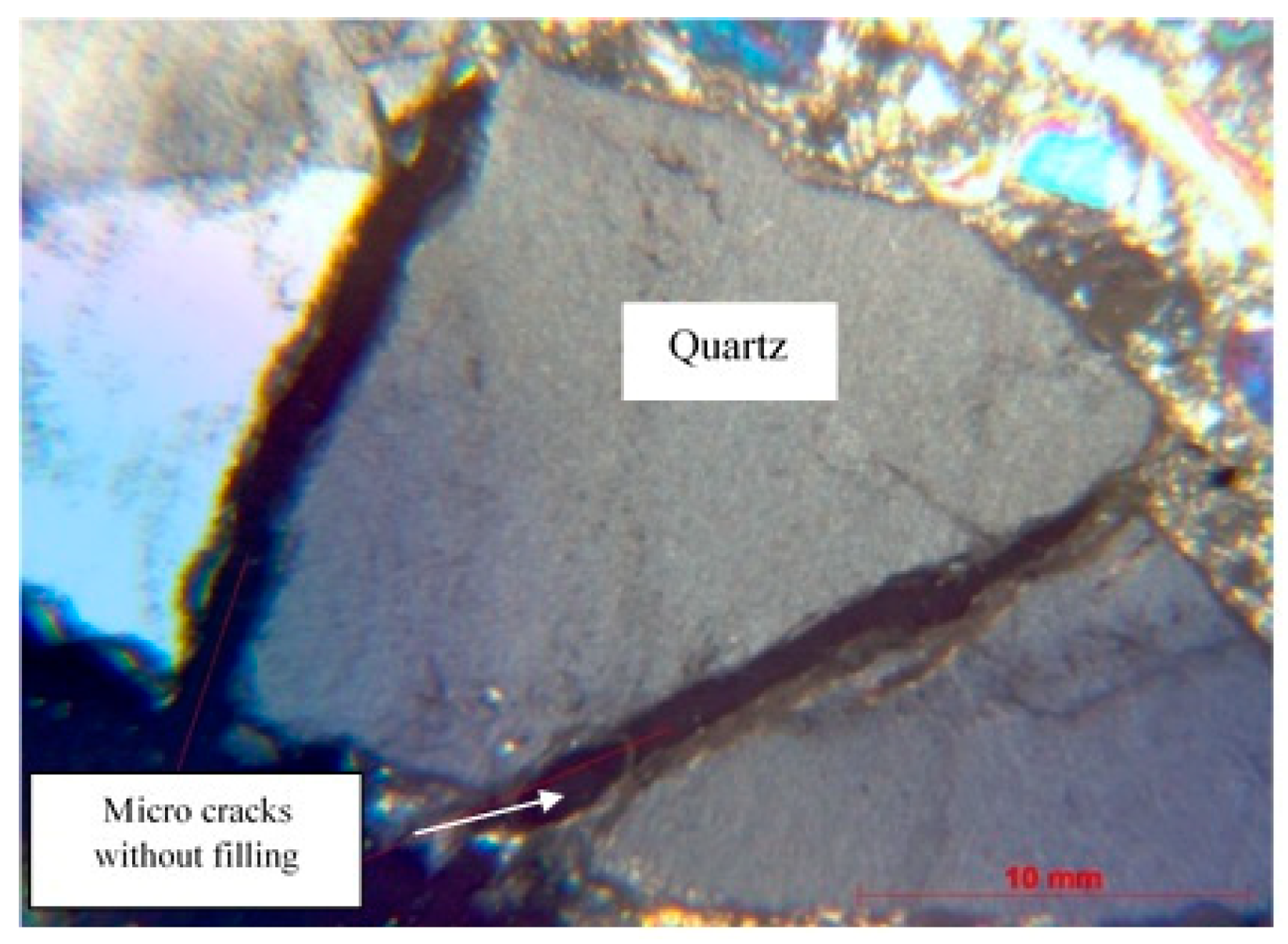
Petrographic slides were analyzed for possible physical features that could decrease the mechanical properties of the material, such as microcracks and pores. Quartz crystals, when observed in natural light (polarized plane), are low relief, colorless, and have no pleochroism or cleavage. In polarized light, quartz grains are anhydrous with a prismatic habit, exhibiting wavy extinction and low interference colors. Therefore, as recognizable in
Figure 8 and
Figure 9, all minerals present in the artificial stone of quartzite are quartz.
Figure 8a shows the AS-EP slide image, evidencing the optimal load distribution in the matrix, with coarse grains forming a network filled by the matrix and the medium grains and mixed with fine grains. Moreover, in the matrix dispersed region, the presence of small voids (pores) is noticeable.
Figure 8b shows the AS-PU slide image, with arrows indicating the presence of small voids. The horizontal arrow indicates a space between the grains, pointing out that the load distribution could have been more efficient.
Figure 9 shows the image of the AS-PU petrographic slide, with the occurrence of microcracks. The microcracks can be attributed to a high compression pressure that, instead of packing the material, as it should, compressed it until it broke [
4].


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}