2.1. System Set-up
A horizontal fixed-bed type reactor, derived from the standard Gray-King assay test on coal, was purposely modified to allow the flow of an inert gas carrier to sweep out the pyrolysis products during reaction.
Figure 1 and
Figure 2 show respectively a schematic representation of the apparatus and a picture of the assembled system.
Figure 1.
Schematic lay-out of the pyrolysis system used in the Laboratory of Energy and Environment (L.E.A.).
Figure 1.
Schematic lay-out of the pyrolysis system used in the Laboratory of Energy and Environment (L.E.A.).
Figure 2.
Picture of the assembled system as it appears in the laboratory.
Figure 2.
Picture of the assembled system as it appears in the laboratory.
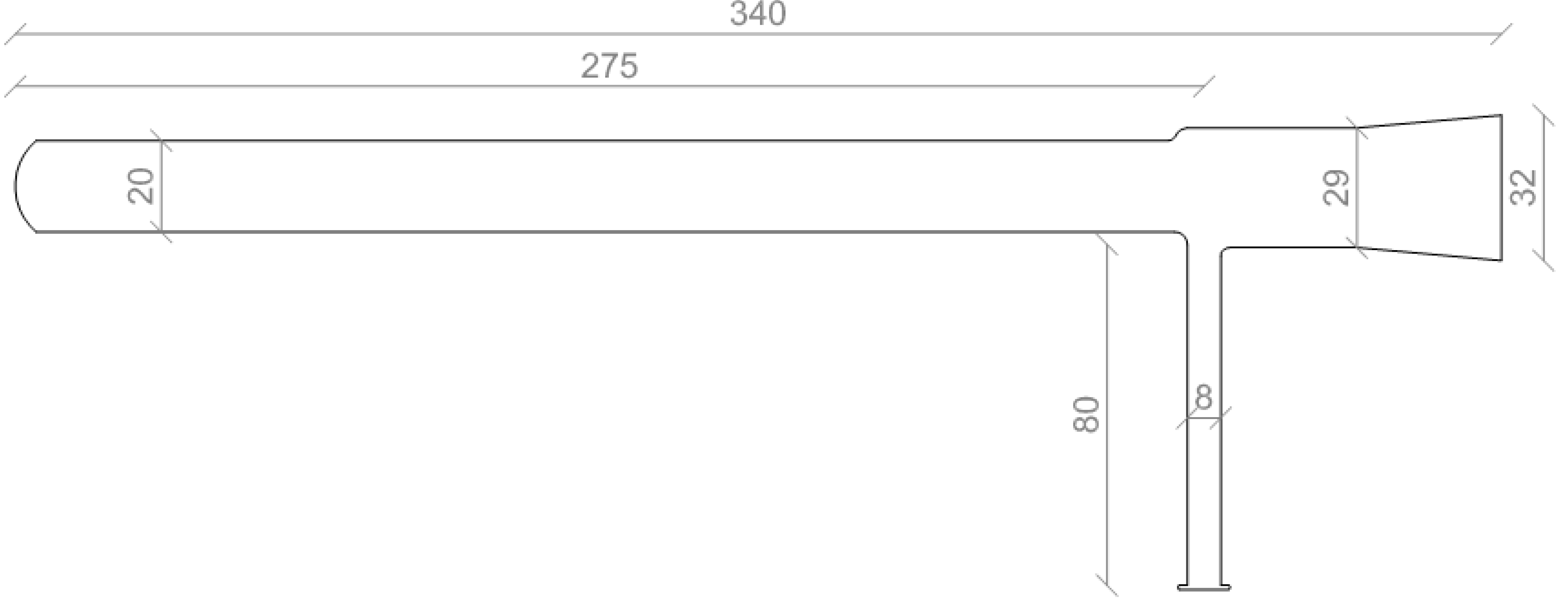
The system consists of a quartz cylindrical reactor 340 mm long and 20 mm internal diameter closed at one end and provided with a 29/32 mm open end. The reactor body is provided with an 8 mm diameter side-connection to sweep the pyrolysis products away.
A special quartz cap equipped with an 8 mm internal diameter inner tube allows the inert gas flow into the feedstock. The special cap is provided with a RotulexTM fitting for gas inlet and a screw cap to insert a K-type thermocouple. The thermocouple is connected to a data logger to monitor and record the temperature. Reactor design posed several challenges both during design and set up.
Condensation of the bio-oil in the reactor tubes outside the furnace was an issue which could significantly hamper the results. Tars are formed along the reactor through the biomass bed and remain in vapour phase until they leave the hot area and pass through a colder section. This could influence the results in two ways: (1) the repeatability of tar yield could be diminished by the increased complexity in tar recovery; and (2) tar chemical characteristics could change as a repeatable cooling path could not be assured. For this reason, the reactor system (1) is held by a purposely shaped aluminium heating jacket (2) which keeps a constant temperature (approximately 180 °C) in order to prevent premature condensation of bio-oil and ensure that all vapours are condensed in the cooling traps located downstream.
Vapours and gases formed during the reaction exit the reactor through the side arm connected via a RotulexTM joint to a gas pipe line directly connected to two traps.
The first trap is a U-shaped tube (4) immersed in a water/ethylene glycol and dry ice bath which allows it to reach a temperature of −27 °C; the second trap is a glass finger (5) kept at −30 °C by a refrigerating system (6) (Isocal 2140B, Isotech, Colchester, VT, USA).
A glass fiber filter (7) is located downstream of the second trap to avoid the loss of bio-oil which has not condensed in the traps. A water bubbler (8), placed at the end of the system, is used to monitor the correct gas flow into the system. The uncondensed gases are then discharged into an exhaust hood (9).
The reactor (see
Figure 3) is heated up by an external furnace (Carbolite MTF 12/38/250) (10), that allows it to reach a maximum temperature of 1200 °C. The temperature, the ramp rate, and the residence time are easily set by the control panel of the furnace (11). The furnace is mounted on rails (12) which easily allow it to be slid back and forward, while the reactor is held in place by the heating aluminium jacket.
Figure 3.
Quartz reactor body details (dimensions expressed in mm).
Figure 3.
Quartz reactor body details (dimensions expressed in mm).
Another significant challenge was related to the manual operations necessary to conduct the pyrolysis runs. The aim of the design was to set up an “easy to use” system capable of providing industrial operators with quick results with the lowest possible effort.
Hence, another important challenge was to design a system that would allow one operator to load the reactor, keep the biomass feedstock at the same position in the reactor (thus minimising temperature gradient along the sample) and at the same time allow the inert gas carrier to sweep out the fumes of pyrolysis, minimizing preferential pathways of the vapours that would lead to non-repeatable data. The challenge was overcome by placing a “sample holder” into the reactor: a cylindrical stainless steel (AISI 316) tube (
Figure 4), open at both ends, is located in the reactor in order to easily load the biomass into the reactor, and make the inert gas evenly sweep through it.
The stainless steel feedstock holder is equipped with a purposely made collar which allows the sample to be placed exactly at the same position in the reactor, to avoid differences in temperature profiles during the different tests. This collar is 19 mm diameter and placed at a distance of 40 mm from the end. The collar is also provided with a stainless steel wire mesh to avoid loss of smaller biomass particles.
Figure 4.
Stainless steel biomass holder (dimensions expressed in mm).
Figure 4.
Stainless steel biomass holder (dimensions expressed in mm).
Figure 5 shows a gas carrier quartz inner tube placed inside the main reactor in order to allow the sweep gases to correctly flow throughout the sample. The inner tube is provided with two holes at one end: one is used to connect the gas inlet, while the other is used to place a thermocouple to monitor the temperature of the feedstock during the reaction.
Figure 5.
Reactor cap/gas inlet system (dimensions expressed in mm).
Figure 5.
Reactor cap/gas inlet system (dimensions expressed in mm).
The inner glass tube is purposely shaped to fit in the reactor, while a Teflon gasket ensures the necessary sealing. The two components are held together by means of a metal clip. The assembled reactor is shown in
Figure 6.
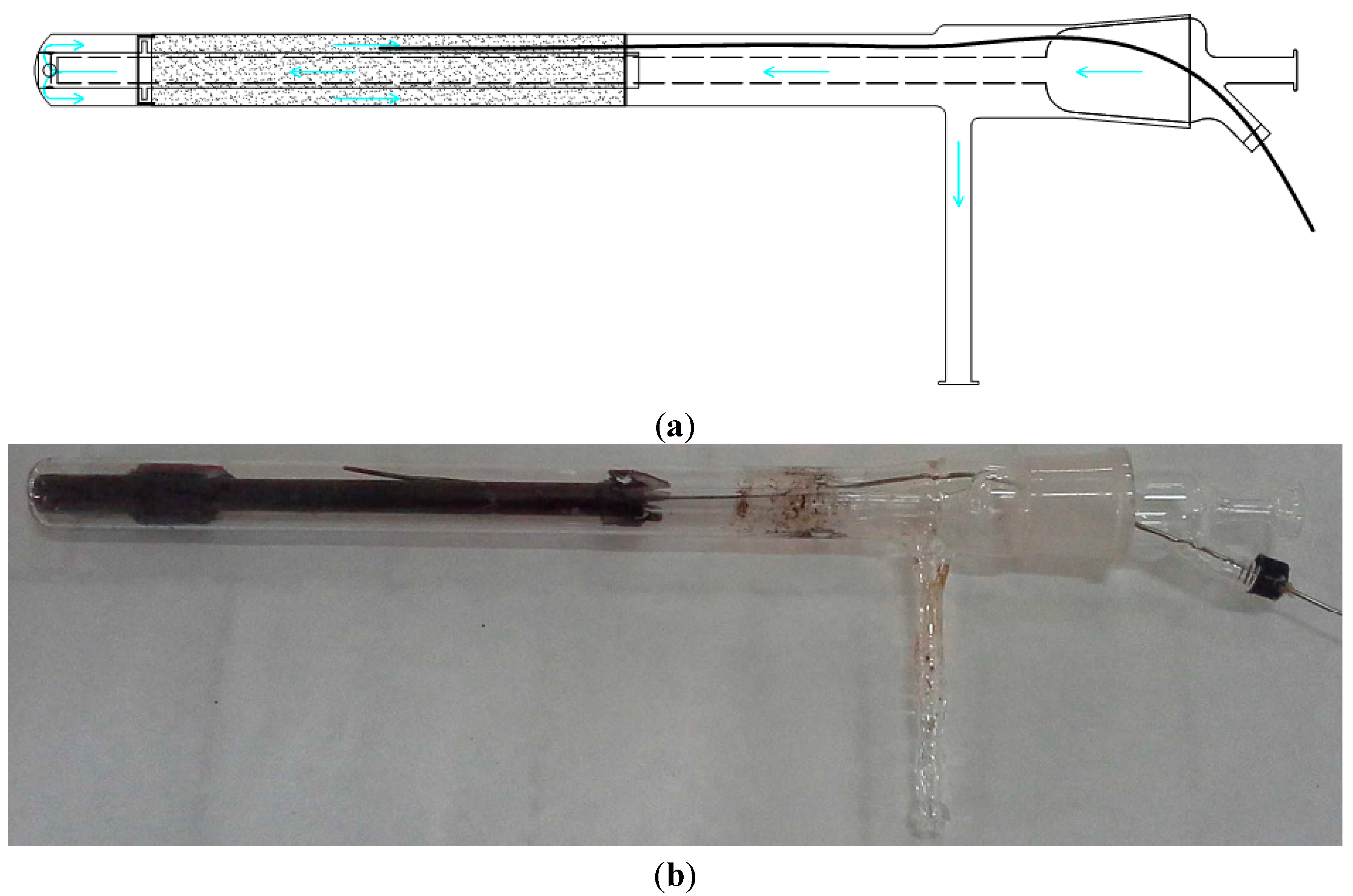
Figure 6.
(a) Schematic view; (b) picture of the assembled reactor.
Figure 6.
(a) Schematic view; (b) picture of the assembled reactor.
The system significantly simplifies the loading operations into the reactor and allows the inert gas to correctly flow through the sample to sweep any oxidating agent away prior to reaction and all the pyrolysis vapours as they are formed during reaction.
2.2. Test Run
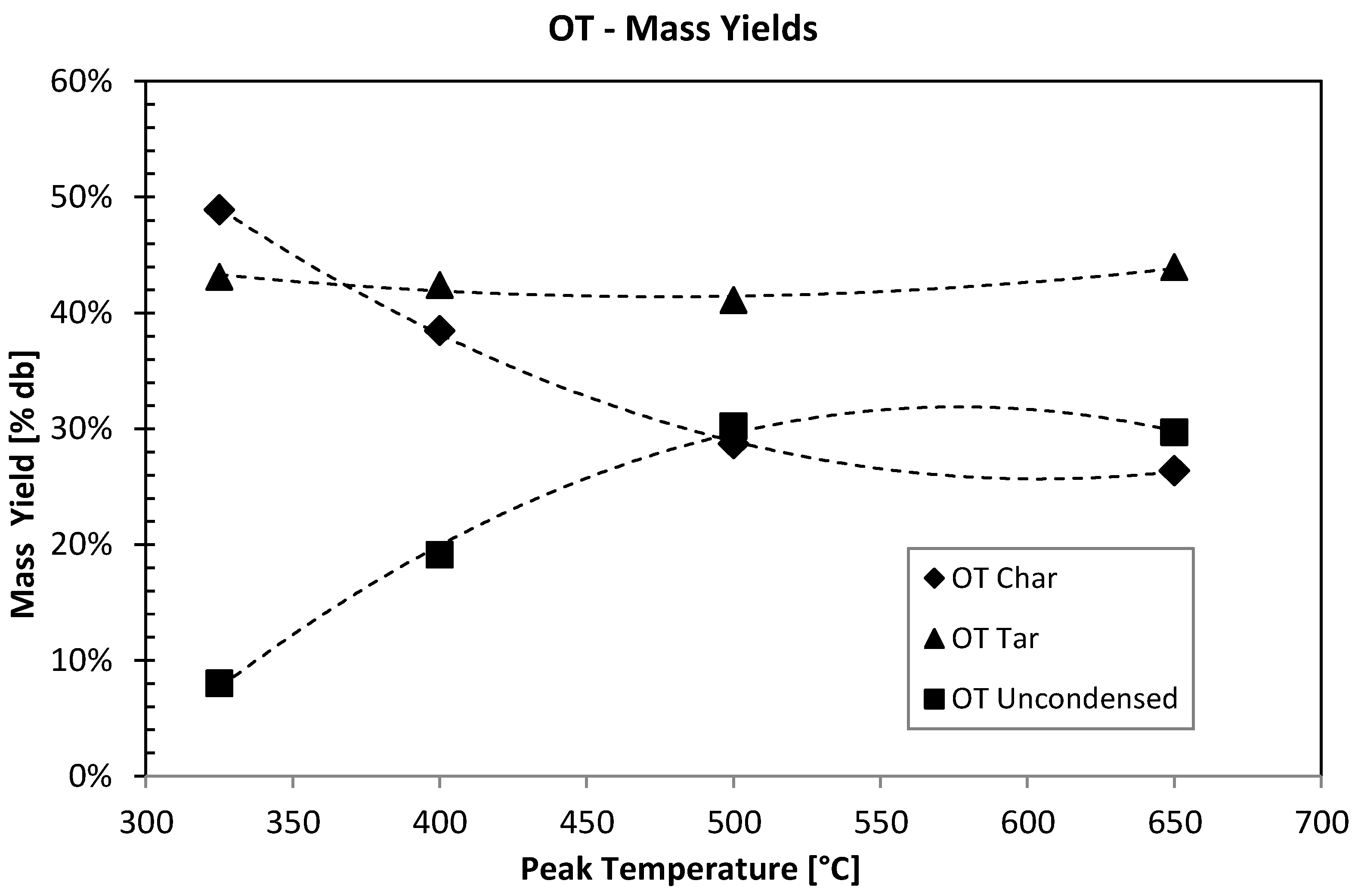
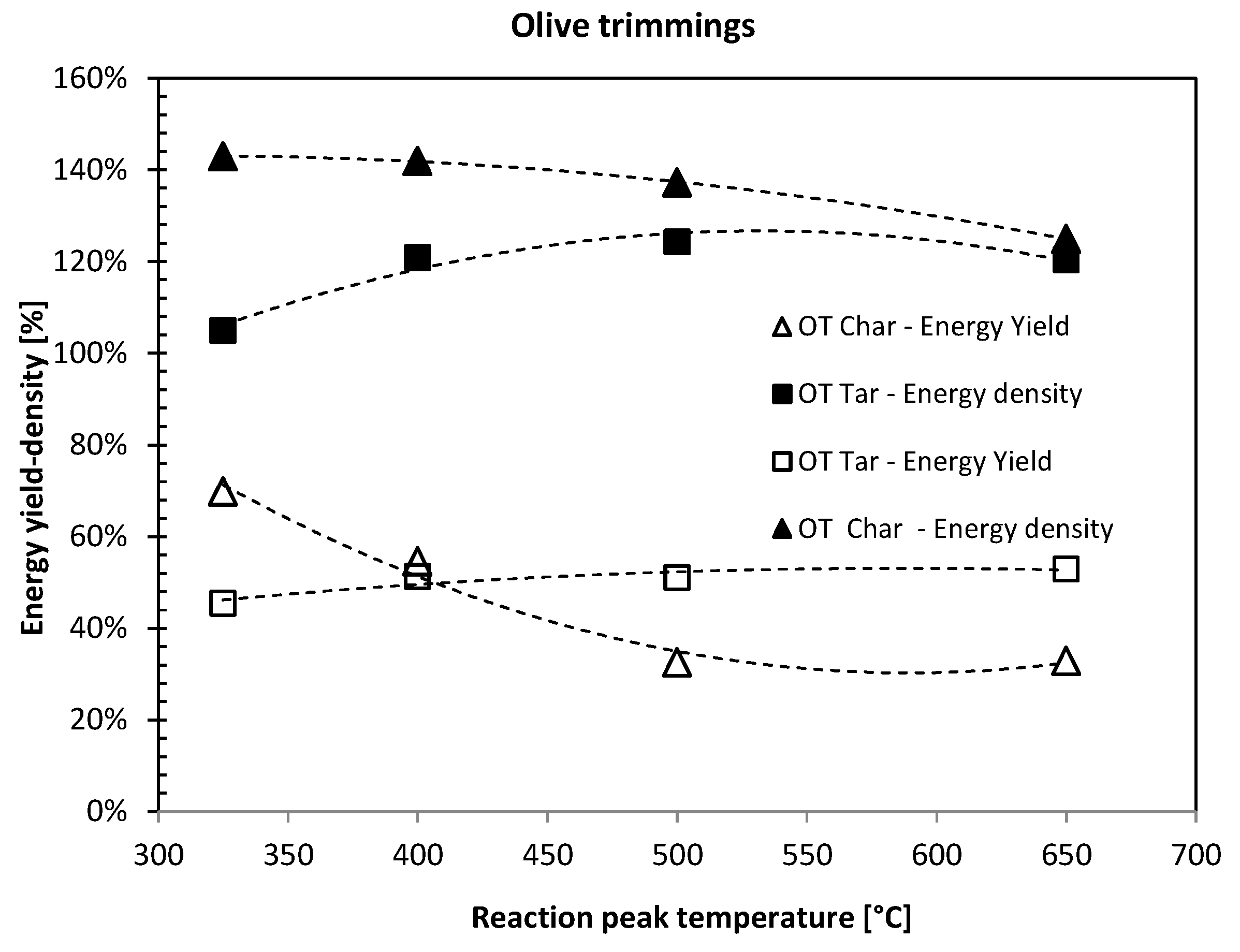
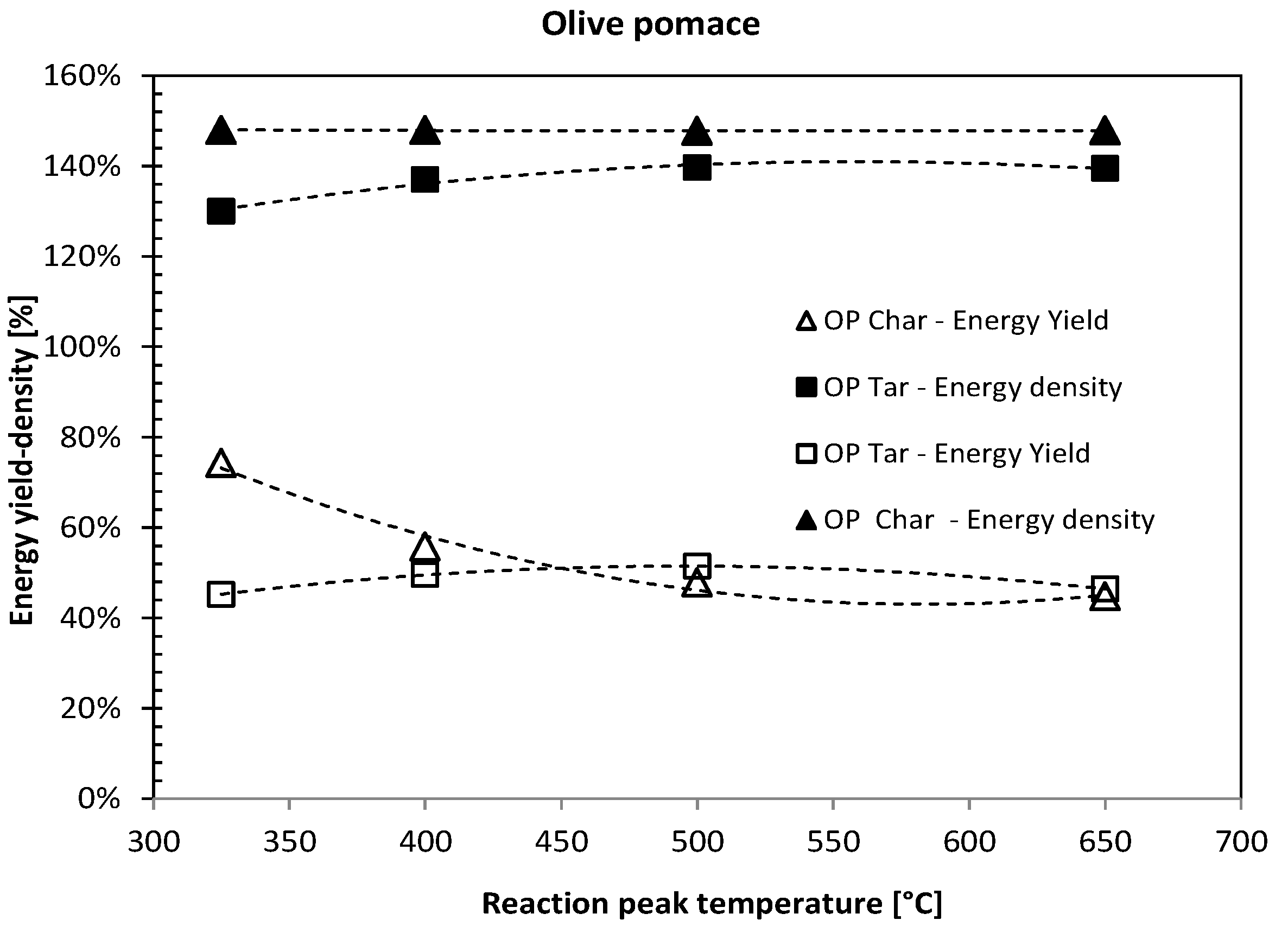
A series of pyrolysis runs have been carried out using different feedstocks in order to test repeatability of results and reliability of the reactor. Olive trimming (OT), Olive pomace (OP).
Helium was used as inert gas carrier flowing at a rate of 1.5 L/min, peak temperatures ranged between 325 °C and 650 °C, heating rate 50 °C/min, gas residence time approximately 3.3 s and reaction holding time at the peak temperature of 30 min (
Table 1).
Table 1.
Pyrolysis conditions applied to the biomass in the present study. Residence time: 30 min, atmosphere: He.
Table 1.
Pyrolysis conditions applied to the biomass in the present study. Residence time: 30 min, atmosphere: He.
| Sample | Pyrolysis peak temperature (°C) Heating rate 50 °C/min |
|---|
| OT/OP | 325 |
| 400 |
| 500 |
| 650 |
2.2.1. Sample Preparation and Characterization
Olive tree trimmings were collected fresh from 50+ years old trees of the “Moresca” variety in the Enna province during the pruning season, between January and February, while olive pomace, still from the Moresca variety olives, was collected from mill farms of the “two phase decanter” type. After collection, biomass was milled using a knife mill, to a particle size lower than 1 mm, then sieved to select particle size range 425–850 µm portion.
Due to the intrinsic inhomogeneity of the feedstock, particle size range will have an important influence on outcomes of pyrolysis. The milled biomasses are then oven dried for one hour at 105 °C and then left to stabilize at room condition or stored in a desiccator. After the milling and drying procedure both OT and OP show, when left equilibrating at room condition, a stable moisture content between 6% and 8%. Proximate analyses were carried out by a LECO Thermogravimetric Analyser Leco TGA 701; 200–300 mg of solid samples were used to evaluate composition in terms of moisture content (MC), volatile fraction (VF), fixed carbon (FC) and ashes (Ash), using the following methodology:
A 20 °C/min ramp to 105 °C in air and hold until weight constancy (<±0.05%) for MC calculation;
A 50 °C/min ramp from 105–900 °C, hold time 7 min, in N2 to determine the VF;
An isothermal time at 800 °C in reactive environment (air) to determine Ash content.
Ultimate analyses were carried out by an Elementar Macro Vario Cube analyzer for simultaneous CHNS determination. Gross (GVC) and net (NCV) calorific values of raw and treated feedstock were evaluated according to the CEN/TS 14918 standard by means of a LECO AC500 calorimeter (LECO Corporation, St. Joseph, MI, USA).
2.2.2. Experimental Procedure
Approximately 10 g of feedstock was weighted to nearest of 0.0001 g and loaded into the reactor, which was then closed hermetically.
The loaded reactor, fixed to the heating jacket, was connected to the two cold traps and filter, which is connected by rubber tubing to a water bubbler connected to the discharge hose. Helium gas was left to flow at a rate of 1.5 L/min (approximately 3.3 s of gas residence time) into the reactor to purge the system of any air and to sweep out the volatile products during pyrolysis. Pyrolysis temperature, ramp rate (50 °C/min), and residence time (30 min) were set through the controller before each test. The furnace was slid on the rails, and once the reactor was inserted, the programmed experiment started.
At the end of the reaction, the furnace was slid out and the reactor left cooling to room temperature. Char was collected, then the tubes and all other parts washed using a solution of chloroform and methanol in the ratio of 1:4 [
22,
23,
24]. The organic solution was then filtered in pre-weighted Whatman™ n° 4 filter to filter out any remaining char particles. The filtered solution was then evaporated by means of a rotovap to recover the condensed liquid fraction.
Tar is a complex mixture of oxygenated and non-oxygenated hydrocarbons with a high variety of molecular weights and boiling points, hence, during the evaporation phase, some of these compounds may volatilise or recombine to form different compounds, so that the very same definition of what is tar may be ambiguous.
Moreover, tar is recovered from the tubes with the use of an organic solvent mixture, and this may also influence the results. It is therefore necessary to define the rationale behind the recovery methodology and the subsequent procedure, as repeatability of tar yields and tar characterisation may prove difficult to achieve otherwise.
Some authors agree with the definition of tar as a “mixture of hydrocarbons with molecular weight higher than that of benzene” [
11]. Based on this assumption, and considering that benzene has a boiling point of 40 °C at 347 mbar of pressure, evaporation was performed at these operating conditions. Moreover, in order to minimise differences due to different reactions with the organic solvent in the different runs, and get consistent data for each run, the volume of organic solution of tar, after recovery and before evaporation, was diluted to a constant total volume of 170 mL.
The evaporation time was also kept constant and equal to one hour for all the tests. The tar yield is then determined by the difference between the gross weight of the evaporation vessel and the pre-weighted vessel.
2.2.3. Energy Analysis
Mass yields and energy properties of the pyrolysis products were determined and compared to the values of the raw materials. GCV was determined through a Calorimeter model “Leco AC 500”. Mass Yields (MY), Energy Yield (EY) and Energy Densities (ED) [
8] were calculated as follow:
where
Wf and
W0 are respectively the weight of the obtained product, and the weight of the initial biomass.
where
GCVt and
GCVu are the gross calorific values of the treated and un-treated biomass.
2.2.4. Analytical Determinations
Ultimate analyses were done using an Elementar Macro Vario Cube analyzer for simultaneous CHNS determination. Proximate analyses were carried out by a LECO Thermogravimetric Analyser TGA 701. Typically, 200–300 mg of solid samples was used to evaluate composition in terms of moisture content (MC), volatile fraction (VF), fixed carbon (FC) and ashes (Ash). The thermal program was as follows:
20 °C/min ramp to 105 °C in air; hold until weight constant (<±0.05%) for MC calculation.
50 °C/min ramp from 105–900 °C, hold time 7 min, in N2 to determine the VF.
Isothermal hold at 800 °C in a reactive environment (air) to determine the “Ash” content.
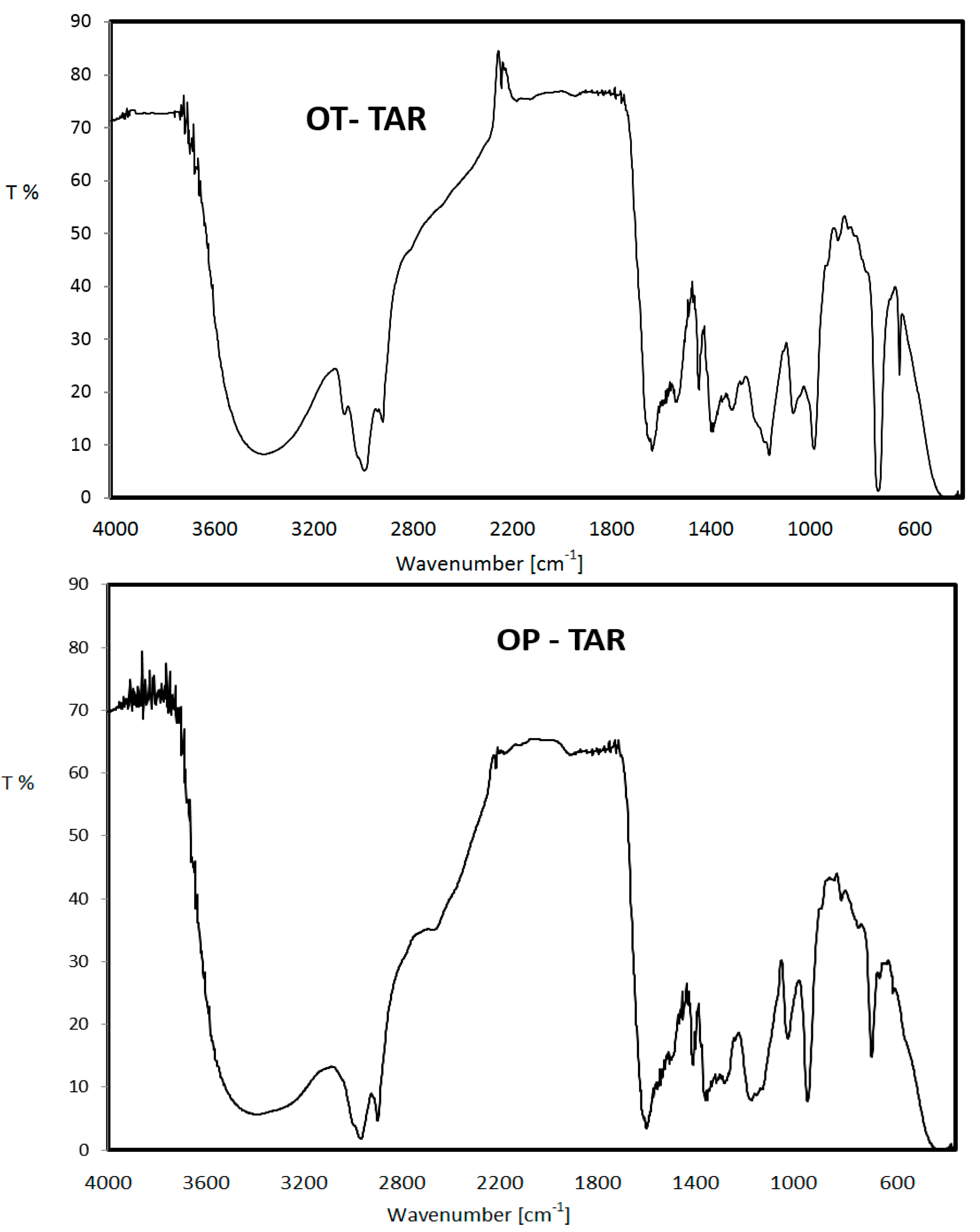
FT-IR absorption spectra were recorded on a Shimadtzu 8400 FTIR spectrometer using pure tar compounds on KBr windows.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







