Research on Energy-Saving Scheduling of a Forging Stock Charging Furnace Based on an Improved SPEA2 Algorithm

School of Mechanical Engineering, Nanjing University of Science and Technology, Nanjing 210000, China
*
Author to whom correspondence should be addressed.
Sustainability 2017, 9(11), 2154; https://0-doi-org.brum.beds.ac.uk/10.3390/su9112154
Submission received: 27 October 2017
/
Revised: 19 November 2017
/
Accepted: 20 November 2017
/
Published: 22 November 2017
(This article belongs to the Special Issue Sustainable Utilization of Waste Heat)
Abstract
:In order to help the forging enterprise realize energy conservation and emission reduction, the scheduling problem of furnace heating was improved in this paper. Aiming at the charging problem of continuous heating furnace, a multi-objective furnace charging model with minimum capacity difference and waiting time was established in this paper. An improved strength Pareto evolutionary algorithm 2 (SPEA2) algorithm was designed to solve this problem. The original fitness assignment strategy, crossover operator and population selection mechanism of SPEA2 are replaced with DOPGA (Domination Power of an Individual Genetic Algorithm), adaptive cross operator, and elitist strategy. Finally, the effectiveness and feasibility of the improved SPEA2 was verified by actual arithmetic example. The comparison of results gained from three methods shows the superiority of the improved SPEA2 in solving this problem. Compared with strength Pareto evolutionary algorithm (SPEA) and SPEA2, the improved SPEA2 can get a better solution without increasing time complexity, the heating time is reduced by total 93 min, and can save 7533GJ energy. The research in this paper can help the forging enterprise improve furnace utilization, reduce heating time and unnecessary heating preservation time, as well as achieve sustainable energy savings and emissions reduction.
1. Introduction
The forging stock heating process suffers significant energy consumption. Except for discrete energy consumed in forging and machining operations, the consumption of all continuous energy (heat energy) comes from the heating furnace. Therefore, it is very valuable to carry out energy-saving scheduling research for the forging stock heating process. From the aspects of the weight, shape, size, and material of the forging billet, this study was carried out to optimize the charging sequence and improve furnace utilization. Therefore, the heating time of the furnace can be reduced effectively.
Currently, studies about heating furnace energy conservation are mainly focused on equipment optimization and reform [1], waste gas heat recycling and utilization [2], development and application of new materials (non-quenched and tempered steel, alloy metals, and so on) [3,4,5], improvement of heat treatment process [6,7], etc. However, the studies about energy-saving scheduling are still limited.
With respect to furnace heating scheduling, Jiang et al. [8] used the influence of the shape and size of forging stocks on heating time to establish a charging model with the objective of minimizing furnace capacity difference, and a genetic algorithm and elitist retention strategy were used to solve the optimal scheme. Tong et al. [9] decomposed the problems into two sub-problems, one for cutting and machining scheduling, the other for forging and heat treatment scheduling, using an improved genetic algorithm, dynamic clustering, and stacking in combination optimization to optimize the charging plan. Yang et al. [10] proposed an algorithm for the schedule of a steel stock hot-rolling furnace; the model was established for the non-cold state steel stocks, but not suitable for the issue of a cold-state forging stock charging furnace. Ning [11] regarded heating furnace scheduling as an infinite capacity backpack problem with multiple constraints, but due to the heating technique being too simple and the heating time was defined as too short, the constraint of furnace capacity was not taken into consideration. Wang et al. [12] established a model with the objective of a minimum heating time for optimizing steel coil combination during bell-type annealing production, and the optimization of speed control was taken into consideration. Based on a utility function model, they proposed a particle swarm optimization algorithm, which could make the production efficiency converge to the optimal value.
With respect to the process of a forging stock charging furnace, Zhu et al. [13] studied the combination optimization problem on the charging furnace, but this model is relatively simple, and they failed to consider the problem that heating standards vary for different shapes and sizes. Liu et al. [14] studied the minimum cost control of steel-making furnaces based on linear programming: a mathematical model of charging was established and the simplex method algorithm was designed. Shi et al. [15] studied the non-mixed and mixed steel slab load problems under the process restraints of heat treatment operation in cold-rolled sheet plants, proposing an entire-furnace charging scheduling method that meets the constraints of actual production process. However, few studies considered the effects that the shape and size of forgings could bring to scheduling.
In a practical forging production environment, forgings in one furnace have the same initial forging temperature. However, forgings vary in shape and size, which leads to the heating time and heating preservation time being different. These two time scales lead to different furnace working hours under different charging sequences. Therefore, the forging charging sequence shall be scheduled based on these two parameters so as to reduce unnecessary energy consumption and, finally, promoting the forging enterprise more in line with low-carbon sustainable economic development.
Focusing on this problem, and taking the influence of shape and size on the utilization of the furnace as the starting point, the research on scheduling for the forging stock’s charging process was carried out in this paper.
2. Analysis of the Forging Charging Problem
2.1. Characteristics of Furnace Charging
In forging production, billers frequently face various materials, shapes, and sizes, which influences parameter selection and the charging scheduling. The impacts are as follows:
- (1)
- Material: various materials have different physical properties, which means there are differences among the initial forging temperature, heat preservation time, finish forging temperature, etc. The main impacts on scheduling parameters include:
- ①
- Permissible charging temperature is different for various materials;
- ②
- Initial forging temperature is different for various materials;
- ③
- Maximum permissible temperature of the heating furnace is different according to the initial forging temperature;
- ④
- The time of heating to the initial forging temperature is different for various materials;
- ⑤
- The minimum and maximum heating preservation time is different for various materials.
- (2)
- Shape and size: under the condition that the material is the same, there are also influences of the forging’s shape and size on the heating time, heating temperature, etc. Generally, the shape of billets are round steel or square steel, and the main influence on scheduling parameters are as follows:
- ①
- The permissible charging temperature and maximum heating preservation time are the same when the diameter (d) of round steel equals to side length (l) of the square steel section;
- ②
- The heating time of billets is irrelevant to its length, only to the diameter or side length;
- ③
- There are longer heating times if the billets have larger sizes under the same shape.
This paper, based on relevant studies, examined the charging process of forging billets with the same material. The key point of this research was focused on the influence of shape, size, mass, and quantity on scheduling, which means the optimization parameter: mass of forging stocks, time of heating to initial forging temperature, holding time, and the maximum allowable time at the initial temperature will be taken into consideration to develop an energy-saving scheme.
2.2. Characteristics of Furnace Charging
Currently, the conventional method of stock charging is arranged based on the number and capacity of the furnaces. It can be divided into the following two cases:
- (1)
- In the case of one single heating furnace. According to the capacity of furnace, stocks are divided into several parts, the mass of each part should be less than the furnace capacity. Pieces that belong to the same part should be charged and discharged at the same time.
- (2)
- In the event of multiple heating furnaces, firstly, according to the number of furnace, forging stocks are divided into several batches with equal numbers of billet, and the total mass of each batch should be similar. Then, according to the furnace capacity, each batch is divided into several equal parts, and the mass of the parts should be less than the furnace capacity. Pieces that belong to the same part should be charged and discharged at the same time.
To some extent this method could meet the technological requirements and heating specifications. However, due to the difference of size, shape, etc., all pieces in one part should be heated with enough time to ensure the largest piece is heated completely. Therefore, the pieces with small mass are over-heated, which leads to waiting and energy loss. If the place and sequence of pieces being charged can be reasonably arranged, the total heating time could be reduced greatly and the efficiency of the furnace will be improved.
2.3. Energy-Saving Optimization Target
Simply, in order to achieve energy saving in charging process, the only dimension that needs to be achieved is that the total heating time is shortest. Thus Knoop et al. proposed an energy-saving schedule under the minimum heating time optimization target [16]. However, this may lead to the following results if one only considers the total heating time as the optimization target:
- (1)
- Pieces with long heating times may be heated centrally, which leads to there is no piece forging link, and the forging equipment is idle; the overall efficiency is reduced instead.
- (2)
- Due to the shape and size not being taken into consideration, the mass and volume of one batch may exceed the maximum furnace allowance, which will create additional charging for the furnace.
In view of the above problems, two optimization targets were proposed in this paper:
- (1)
- Capacity rate (CR): Capacity rate denotes the average of the difference between furnace capacity and the actual charging amount in unit time. This index reflects the utilization of furnace capacity; the smaller the index, the higher the utilization. Based on this target, the charging amount could be ensured less than the rated capacity and as close to the rated capacity as possible.
- (2)
- Unnecessary heating preservation time (UHPT): This index denotes the unnecessary waiting time for a unit billet. This index reflects the utilization of the furnace working hours; the smaller the index, the higher the utilization. Shorter heating preservation time means continuous discharging of forgings and avoids idle equipment.
Based on these two targets, the scheduling model was established, and the improved strength Pareto evolutionary algorithm 2 (SPEA2) algorithm was used to solve this problem in this paper.
3. Model of Energy-Saving Scheduling
3.1. Analysis of Scheduling Based on a Continuous Furnace
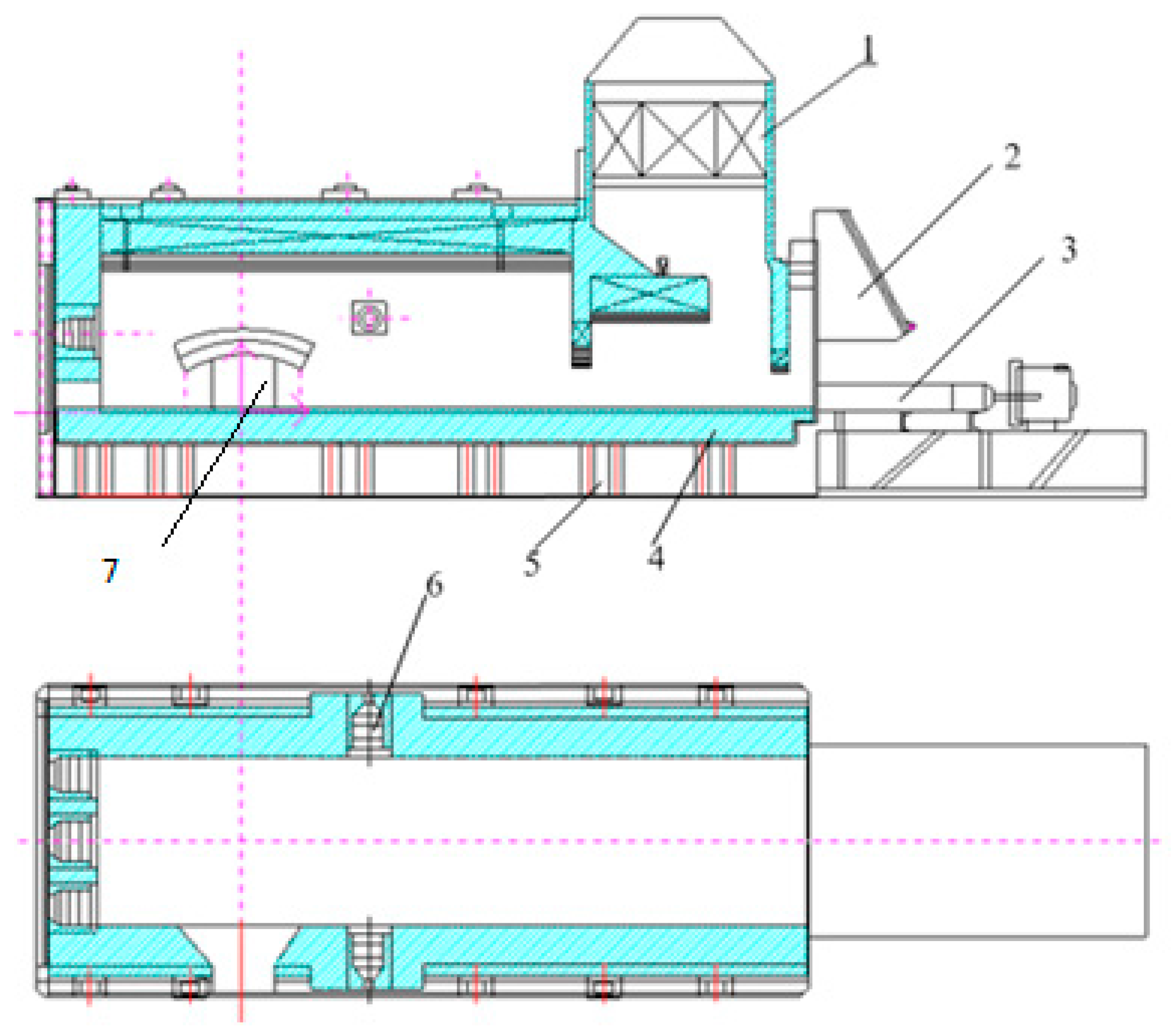
The placing and charging styles are diverse, and in order to establish a targeted scheduling model the continuous furnace and single-row charging were researched in this paper. The continuous furnace is generally divided into a preheating section, a heating section, and a holding section. To simplify the model, the preheating section and heating section are collectively referred to as heating-up section. There are two kinds of hearth for continuous furnaces: rectangular and circular. The rectangular continuous furnace is the object of study in this paper. The structure of the furnace is shown in Figure 1.
In this way the scheduling problem can be described as follows: there are m furnaces and n piece of forgings. Pieces can be assigned to any furnace. Each piece corresponds to only one heating furnace and one furnace can heat several pieces. Within any period of heating time, the total pieces in the furnace is no more than the maximum capacity.
In order to establish energy-saving scheduling model better, the charging process in the continuous furnace should be fully considered:
- (1)
- The maximum heating temperature of furnace shall be higher than the initial temperature of the forging material;
- (2)
- The heating process must meet the requirement of the material’s heating time and holding time;
- (3)
- The heating preservation time shall not exceed its maximum allowable time;
- (4)
- Pieces have to stay in the furnace before forging, which means waiting outside is forbidden;
- (5)
- The rule of FIFO (first-in-first-out) should be obeyed;
- (6)
- The number of pieces shall not exceed the maximum allowable capacity at any time;
- (7)
- The operation of charging, step-pushing, and discharging are related to their place and heating time;
- (8)
- The material of pieces in one furnace must be the same or similar, which allows the same maximum heating temperature.
3.2. Establishment of the Scheduling Model
Under the above requirements, a mathematical model was proposed to figure out forging stocks charging sequence. The parameters are defined as follows:
- (1)
- H = (1, 2, 3f) denotes the furnace serial number set, where f denotes quantity of furnaces;
- (2)
- J = (1, 2, 3,k) denotes the forging stock’s serial number set, where k denotes the quantity of forging stocks;
- (3)
- = (,,) denotes the sequence set of pieces charging in furnace j, and there are a total of n forgings;
- (4)
- denotes the minimum heating preservation time for piece in furnace j, also called the necessary heating preservation time;
- (5)
- denotes the actual heating preservation time of piece in furnace j;
- (6)
- denotes the maximum allowable heating preservation time for piece in furnace j;
- (7)
- denotes the total heating hours of furnace j;
- (8)
- denotes the CR of furnace;
- (9)
- denotes the mass of piece in furnace j;
- (10)
- denotes the maximum capacity of furnace j; and
- (11)
- denotes the total mass of forging stocks in furnace j at moment .
The mathematical model with the two energy-saving optimization targets can be established as follows:
Minimize the CR:
Minimize the UHPT:
s.t.
where:
- (1)
- Formula (3) denotes the actual heating preservation time of piece is no less than the minimum allowable time and no greater than the maximum allowable time;
- (2)
- Formula (4) denotes that piece is assigned to furnace j if the value is 1, otherwise not to furnace j;
- (3)
- Formula (5) restricts a piece can only be allocated to one furnace;
- (4)
- Formula (6) denotes the total mass of forging stocks in the furnace shall not exceed the maximum capacity; and
- (5)
- Formula (7) denotes the inclusion relationship among , , .
4. SPEA2 Algorithm
This model can be classified as a multi-objective optimization problem, with two optimization targets: minimize CR and UHPT. As for numerous multi-objective algorithms, multi-objective evolutionary algorithms (MOEA) are widely used in this field due to its simplicity and robustness. MOEA mainly includes an aggregation function (AF), vector evaluated genetic algorithm (VEGA) by Schaffer [17], niched Pareto genetic algorithm (NPGA) by Horn, Nafpliotis, et al. [18], non-dominated sorting genetic algorithms (NSGA-II) by Deb and Pratap [19,20], strength Pareto evolutionary algorithm (SPEA2) by Zitzler and Laumanns [21], and Pareto envelope-based selection algorithm (PESA2) by Corn [22].
Among the above algorithms, SPEA2 has been recognized as one of best evolutionary algorithms in multi-objective optimization problems due to its advantages in distribution uniformity, high convergence precision, and fast convergence speed. Therefore, the algorithm applied in this paper is based on SPEA2.
4.1. Characteristics of Furnace Charging
To minimize the multi-objective problem, it can be defined as follow:
where:
;
D is the number of decision variables;
R is the number of objective variables;
S stands for D dimension decision space;
stands for M dimension objective space; and
Decision space would be mapped to objective space through a group of target functions (), .
Definition 1 (Pareto domination tournament).
For any two vectors , dominant , or dominated by , written , if and only if:
Definition 2 (Pareto optimal solution).
A solution, , can be described as a Pareto optimal solution or non-dominated solution, if and only if:
Definition 3 (Pareto optimal solution set and Pareto front).
The set of all Pareto optimal solution can be described as Pareto optimal solution set. The area formed by the objective function value corresponding to the Pareto optimal solution set called the Pareto front, or Pareto surface. In Figure 2, the points are not in Pareto front are dominated by the solutions within the dotted line, for example, Q is dominated by B, O is dominated by B and Q.
A good multi-objective optimization algorithm should include the following characteristics:
- (1)
- The Pareto optimal solutions should be as many as possible;
- (2)
- The distribution of the Pareto front points should be diversified, with uniformity and extensiveness.
4.2. Main Steps of SPEA2
| Standard SPEA2 Algorithm |
| Input: N (population size) |
| (external archive size or non-dominated set size) |
| T (maximum generations) |
| Output: A (non-dominated points set) |
|
Although SPEA2 could effectively resolve the multi-objective problem, there still exists the following drawbacks: the calculation is relatively complicated to solve the diversified distribution for fitness assignment. Moreover, the standard SPEA2 cannot be applied directly in this paper. Therefore, the corresponding adaptive reconstruction is essential.
5. Improved SPEA2 Algorithm
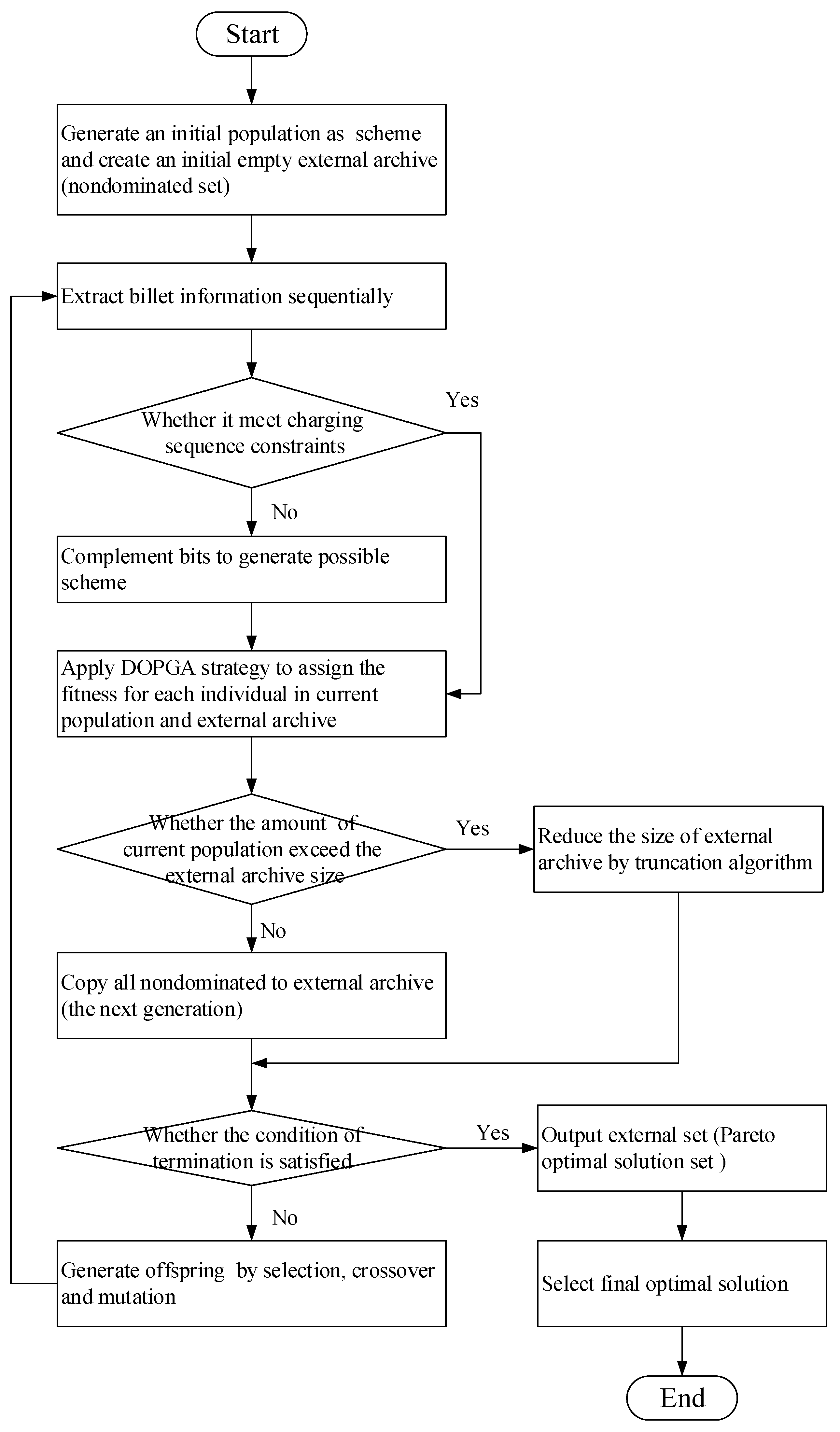
According to the objective function, constraints, and other information, the charging sequence corresponding to each furnace number can be determined, namely to obtain . As for the characteristics of this model, in order to obtain better result, an algorithm based on SPEA2 was designed, and compatible improvement was also conducted on the original algorithm. The solution process of this model is shown in Figure 3.
Compared with the standard SPEA2 algorithm, several adaptation improvements on this model have been made, as follows:
- (1)
- Fitness assignment strategy: As for the standard SPEA2, the calculation is relatively complicated and inefficient on diversified distributions. Thus, the DOPGA strategy proposed by [23] was used in this paper, which takes the diversified distribution into account and simplifies the calculation.
- (2)
- Crossover operator: The crossover operator that was adopted in the standard SPEA2 is fixed, and it is a constant value. However, a self-adaptive crossover operator, changing with population evaluation, is used in this paper. It is beneficial to keep good genes and abandon bad genes.
- (3)
- Offspring generation: In standard SPEA2, the individuals in offspring are determined by a tournament mechanism. In addition to this method, an elitist strategy is also used in this paper. optimal solutions are not involved in crossover and mutation, and the individuals with the worst fitness will be replaced by the fittest individuals as offspring individuals.
5.1. Basic Steps
- (1)
- Encode. The result required in this paper is the furnace number and corresponding charging sequence. This information can be recorded by a binary string. Taking 16 forgings and four furnaces, for instance, the encoding rules can be explained as shown in Figure 4 below.
Where the furnace number code ‘00’ represents the No. 1 furnace, ‘01’ represents the No. 2 furnace, etc. The charging sequence code ‘0000’ represents that the forging is the first one in the charging sequence, ‘0001’ represents the forging is the second one in charging sequence, etc. For example, the code ‘010010’ represents the forging shall be charged into the No. 2 furnace thirdly.
- (2)
- Generate the initial solution. As mentioned above, there are 16 stocks that will be heated by four furnaces. Furnaces can be marked with 1, 2, 3, 4, and 16 stocks can be marked with , and the length of this string is bits. Thus one possible solution of the population can be described as “010001000010110101”, which represents that stock shall be charged in the No. 2 furnace with the second order, stock shall be charged in the No. 1 furnace with the third order, stock shall be charged in the No. 4 furnace with the sixth order, etc.
- (3)
- Crossover operation. Two individuals are paired off in a paternal population, and then generate a child individual with the two paternal characteristic. The local crossover strategy crossover position, as shown in Figure 5, is adopted in this paper.
Where the value of the crossover probability in the crossover operation will directly affect the convergence of the algorithm. The larger the , the faster the new individuals are generated, and the probability of excellent chromosomes to be destroyed will be greater, which leads to the individual with high fitness to be destroyed sooner. On the contrary, if is too small, the search speed will slow down so that evaluation stagnates. Furthermore, the good individual and poor individual have the same crossover probability, which is counter to the survival of the fittest.
Thus, a self-adaptive crossover probability was used in this paper, which assigns the crossover probability based on the fitness: the individual whose fitness falls below the average fitness will obtain a small crossover probability, otherwise it will receive a larger operator. The assignment rules are as follows:
From above formula: the crossover probability is (in this paper, is set 0.8), if the fitness is greater than the average fitness, and the minimum probability is 0.6.
- (4)
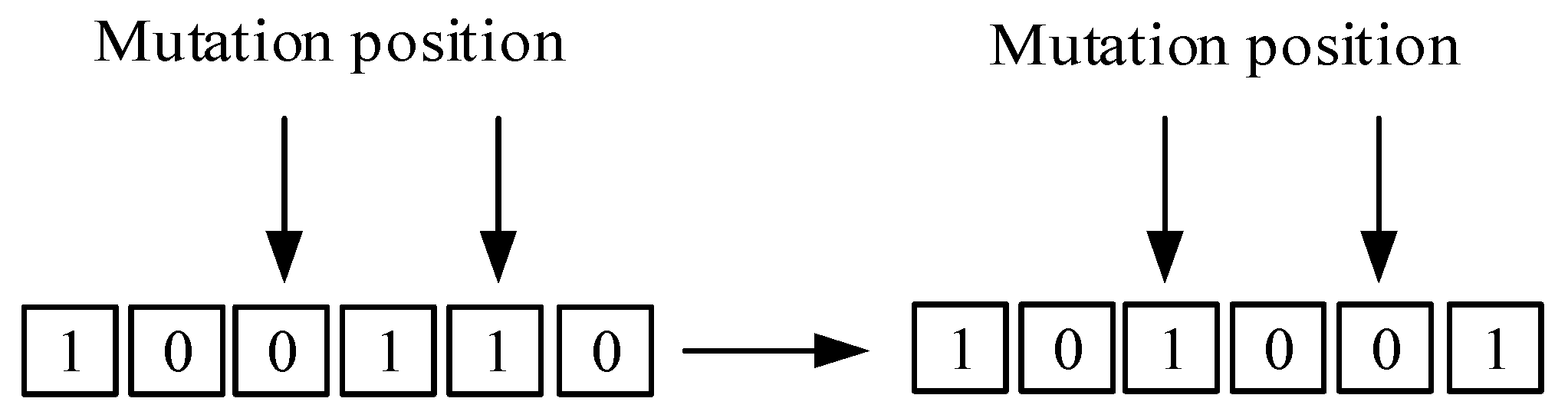
- Mutation operation. The mutation operation is the process of flipping genetic values on one or several genetic positions to generate a new individual. In this paper, the probability was used to determine whether to conduct mutation operation. The mutation operation is shown in Figure 6.
- (5)
- Process after crossover and mutation operations.The following two situations may occur after crossover and mutation operation:
- ①
- The order of different forgings that are assigned in same furnace is the same.
- ②
- The charging sequence of all forgings in the same furnace may be discontinuous.
Solutions:- ①
- Move the sequence backwards successively according to the occurrence order in the chromosome.
- ②
- Move the sequence forwards successively according to the occurrence order in the chromosome.
- (6)
- Fitness assignment strategy. The DOPGA strategy is used to assign individuals’ fitness. The steps are shown as follows:
Step 1: Preliminarily assigning the fitness value for each point by MOGA (Multiple Objective Genetic Algorithm) [24]. In MOGA, the rank of a certain individual is equal to the number of individuals in the current population by which it is dominated. For example, for an individual at generation t, which is dominated by individuals in the current generation, the rank of this individual is given by:
After the division of this step, each point can be divided into different levels (subpopulations).
Step 2: The second step is to re-rank each sub-population without altering the order of sub-populations achieved in step 1. The amount of dominant points, dominated points, and the intensity in the neighboring area are taken into consideration in this step:
where , and means the number of elements in set.
where is dominated by and
where represents all individuals inside the sub-population(j):
where is added to the denominator to avoid dividing by zero.
The relationship between these two steps is illustrated in Figure 7 and Figure 8. As shown in Figure 7, after initial ranking, A, B, C, D points belong to the first sub-population; F and E points belong to the second sub-population; and G point belongs to the third sub-population. However, the uniformity of the data distribution in each sub-population is difficult to be reflected by the fitness value. Step 2 is used to further confirm the fitness value. As shown in Figure 8, the fitness assignment could be greatly improved compared with Figure 7.
- (7)
- Selection mechanism. After assigning each individual’s fitness by the above formula, a tournament-based selection method is used to select better individuals into the next generation. Meanwhile, an elitist strategy is also used in select operation. optimal solutions are not involved in crossover and mutation, and the individuals with the worst fitness will be replaced by fittest individuals as offspring individuals.
- (8)
- Update archive. While the total non-dominated individuals in the current population and external archive exceed the upper bound of the external archive, a modified version of subtractive clustering is employed, then a reduced-size population is obtained. Otherwise all non-dominated individuals should be stored into the external archive.
- (9)
- Terminal condition. If cycle times reach the user-defined iteration number, the solutions shall be regarded as the Pareto optimal solution set.
- (10)
- Determine the final solution. Through the optimal process mentioned above, a Pareto optimal solution set can be gained. In the actual production, the heating time of the furnace is the concern; the shorter the better. Thus, the optimal solution selected from Pareto optimal solution set must lead to the shortest heating time.
5.2. Difference Analysis among SPEA, SPEA2, and Improved SPEA2
For the importance of the fitness assignment strategy in multi-objective genetic algorithms, the difference analysis on improved SPEA2, SPEA, and SPEA2 is carried out in this section to prove the greater adaptability and better performance.
5.2.1. Difference Analysis between Improved SPEA2 and SPEA
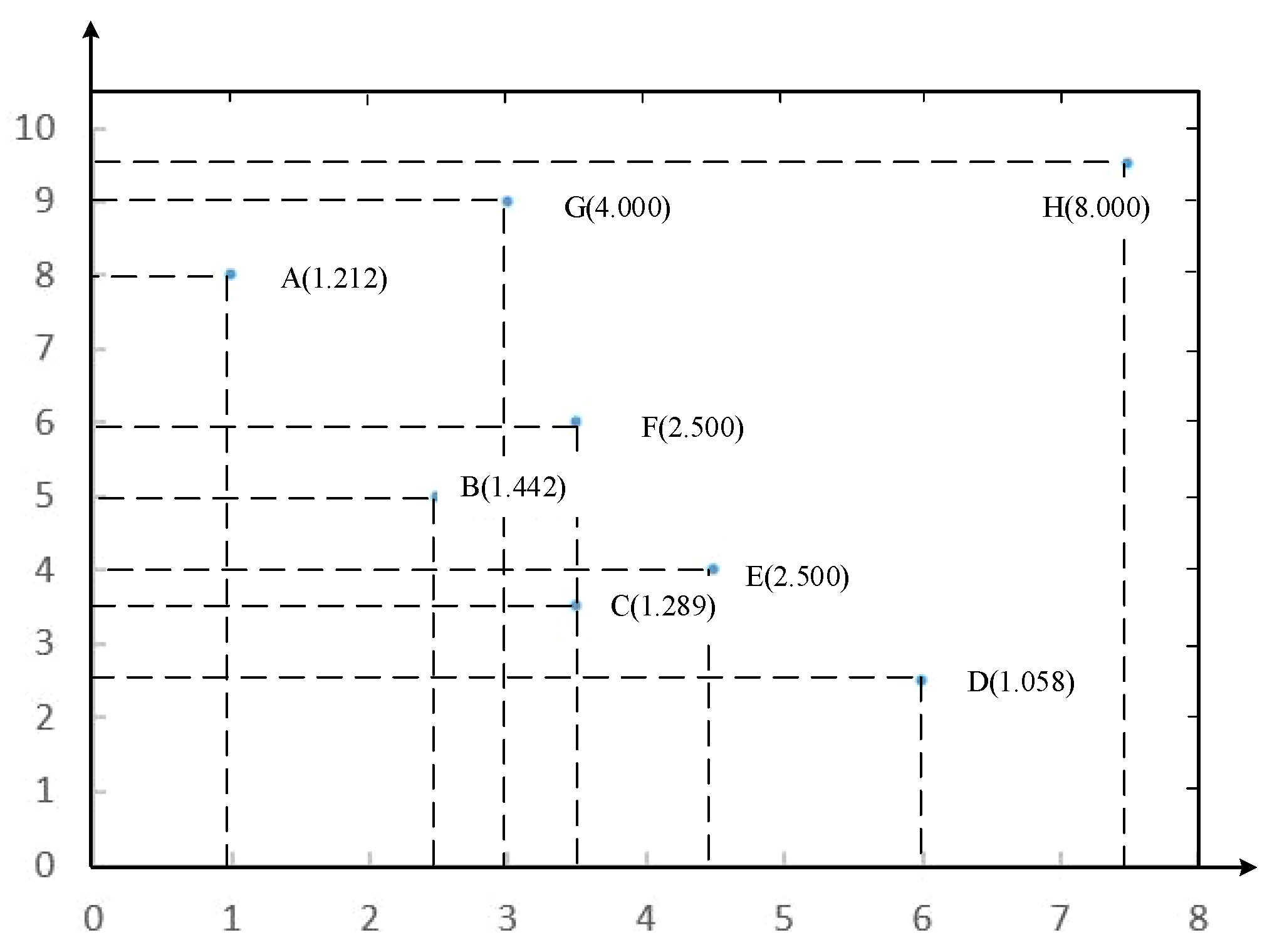
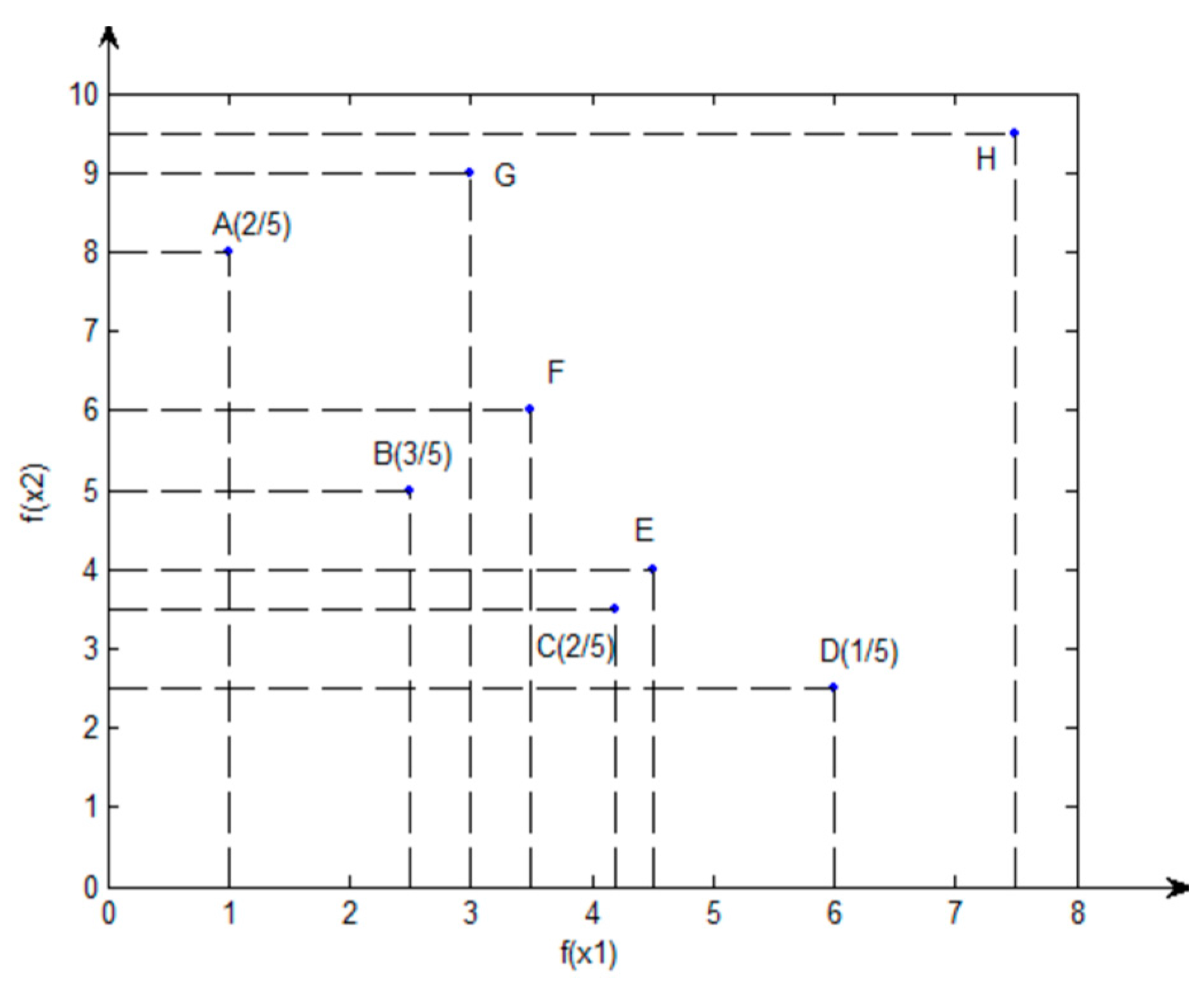
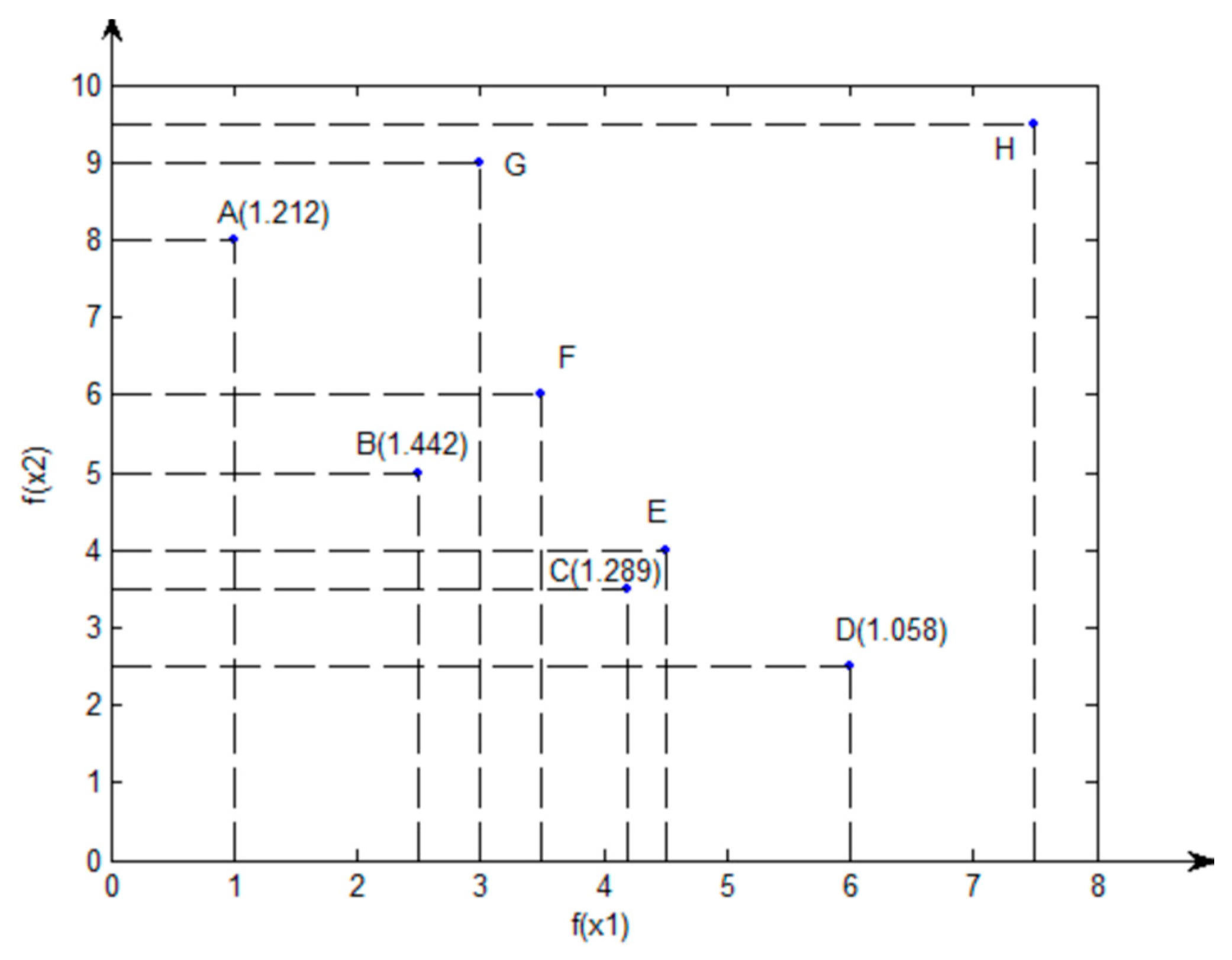
With respect to non-dominated solutions: as shown in Figure 9, point A and point C have the same rank because these points dominate two dominated solutions (G, H) and (E, H), respectively. However, as for the DOPGA strategy in Figure 10, the fitness is determined on the basis of the amount of dominant points, dominated points, and the intensity in the neighbor area. It is not difficult to determine that the fitness of point A is 1.2115 and 1.2890 for C. Therefore, A and C can be distinguished even if they are in the same subpopulation.
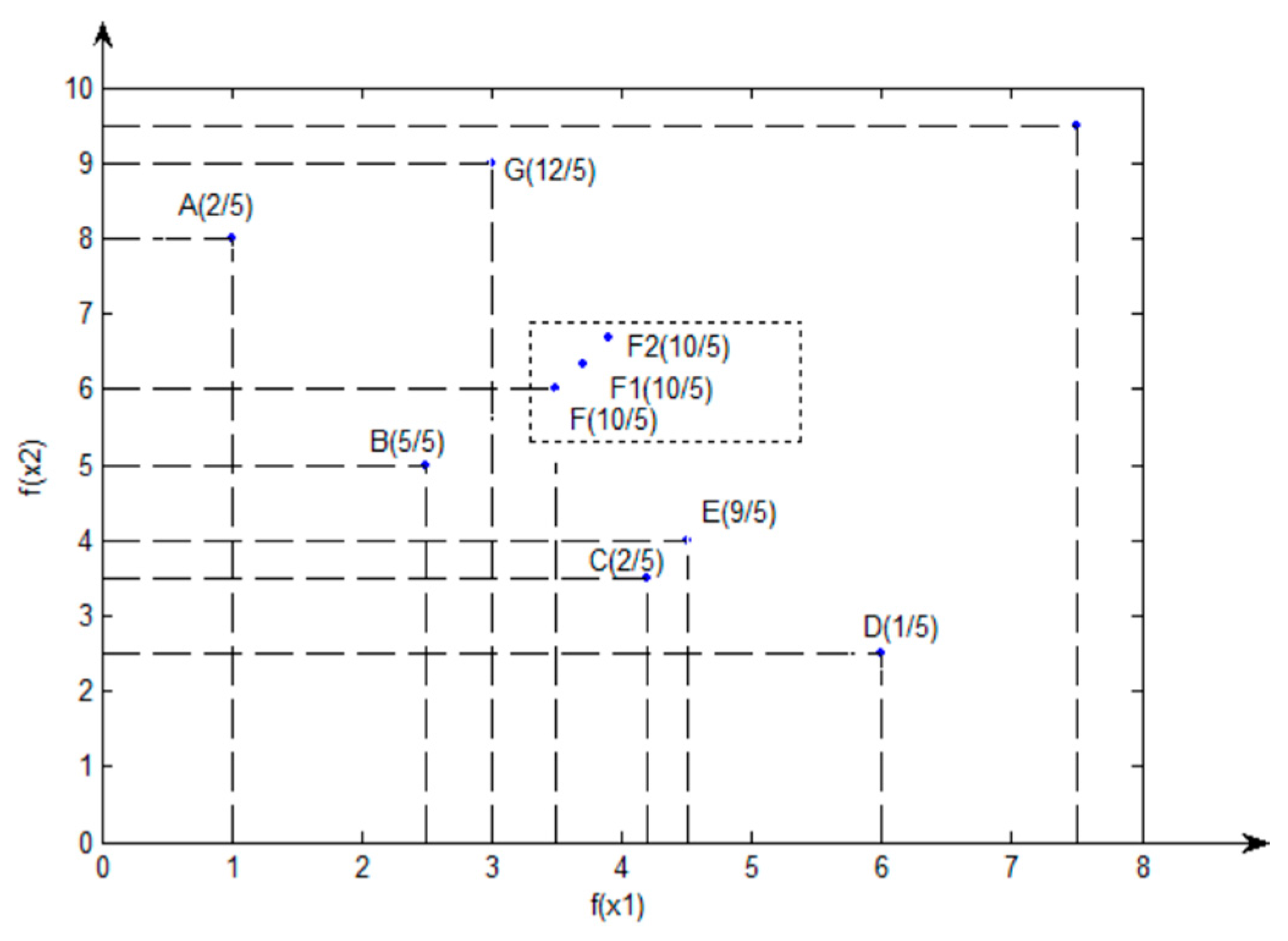
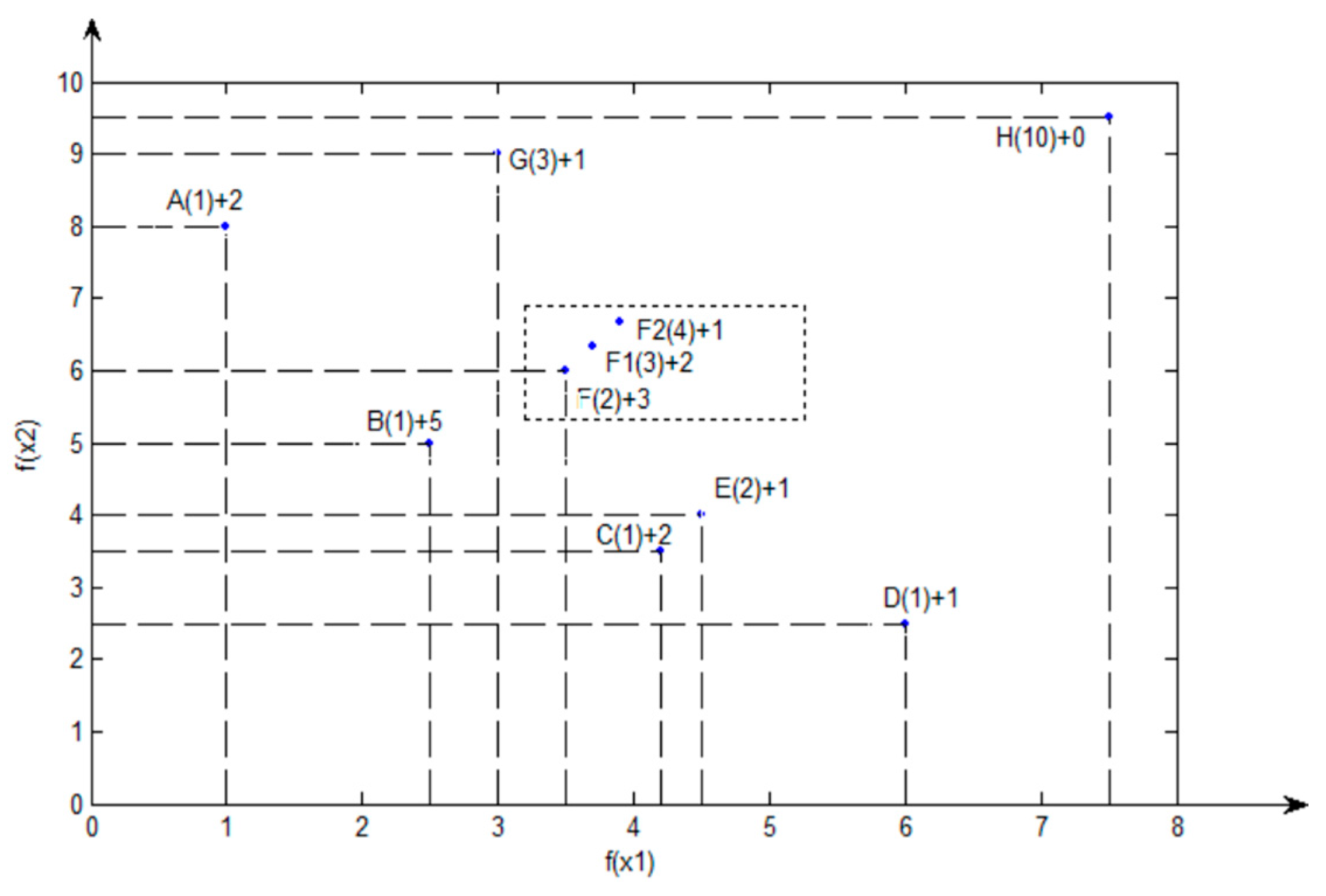
With respect to dominated solutions: the fitness assignment strategy based on SPEA, as shown in Figure 11, due to the points F, F1, and F2, are dominated by point B, so their fitness values are the same, and they are difficult to distinguish. As for the improved SPEA2 in Figure 12, these points are not even in the same subpopulation, so they are easily distinguished.
5.2.2. Difference Analysis between Improved SPEA2 and Standard SPEA2
SPEA2 is one of the most famous multi-objective optimization algorithms. The major advantage of this algorithm is that it can achieve a good distribution set as the final result, especially in high-dimension problems. The drawback of SPEA2 is that it has a large computation cost to maintain the diversified distribution for the solution set, but the benefit is low. As for DOPGA, the diversified distribution is taken into account and the calculation is simplified.
It was discovered in Figure 13 that there is still the phenomena that the boundary points cannot be distinguished from each other. However, in Figure 14 the phenomenon can be avoided if the DOPGA is adopted.
With respect to dominated solutions: as shown in above figure, the simulated results show that both methods can distinguish between dominated individuals well.
Based on the above analysis the following conclusion can be drawn:
Compared with SPEA, improved SPEA2 could evaluate individuals more scientifically to avoid the phenomena that points in different levels share the same fitness.
Compared with SPEA2, to some extent DOPGA could reduce the occurrence that some points in the same level cannot be distinguished from each other.
5.2.3. Time Complexity
After assigning fitness, SPEA algorithm adopts a way to iterate which copies the new Pareto solutions into non-dominated set and removes the dominated solutions from it. In the process of assigning fitness, the time complexity of fitness assignment is O(rN3), in which r is the number of objective functions, and N is the population size.
Compared with SPEA, there is relative optimization in the time complexity for SPEA2. The time complexity of SPEA2 is O(rN2logN). However, the evaluation population set (P) and external archive (Q) are taken into consideration simultaneously in SPEA2, so N = |P| + |Q|.
Improved SPEA2 algorithm optimizes the evolutionary selection mechanism without increasing time complexity, which reduces mutation and crossover operations of optimal solutions and accelerates the computation speed.
6. Case Studies
In Table 1, there are 16 types of forgings heated in one furnace, m(i) is the mass of forging, and q(i) is the heating time. The furnace capacity in this case is 40.
Currently, the capacity of the furnace and the volume of forgings are the main factors in the conventional scheduling problem: dividing the stocks into several parts according to the furnace capacity, the mass of each part is as close to the upper limit as possible, but less than the capacity. Each part’s forgings are charged and discharged synchronously.
If charging forging stocks by the order shown in Table 1 (from A to P), the optimal solution and furnace working time can be calculated:
Capacity rate (CR): m = 8.94;
Unnecessary heat preservation time (UHPT): t = 1.4667;
Heating hours: T = 34.
6.1. Non-Dominated Solution
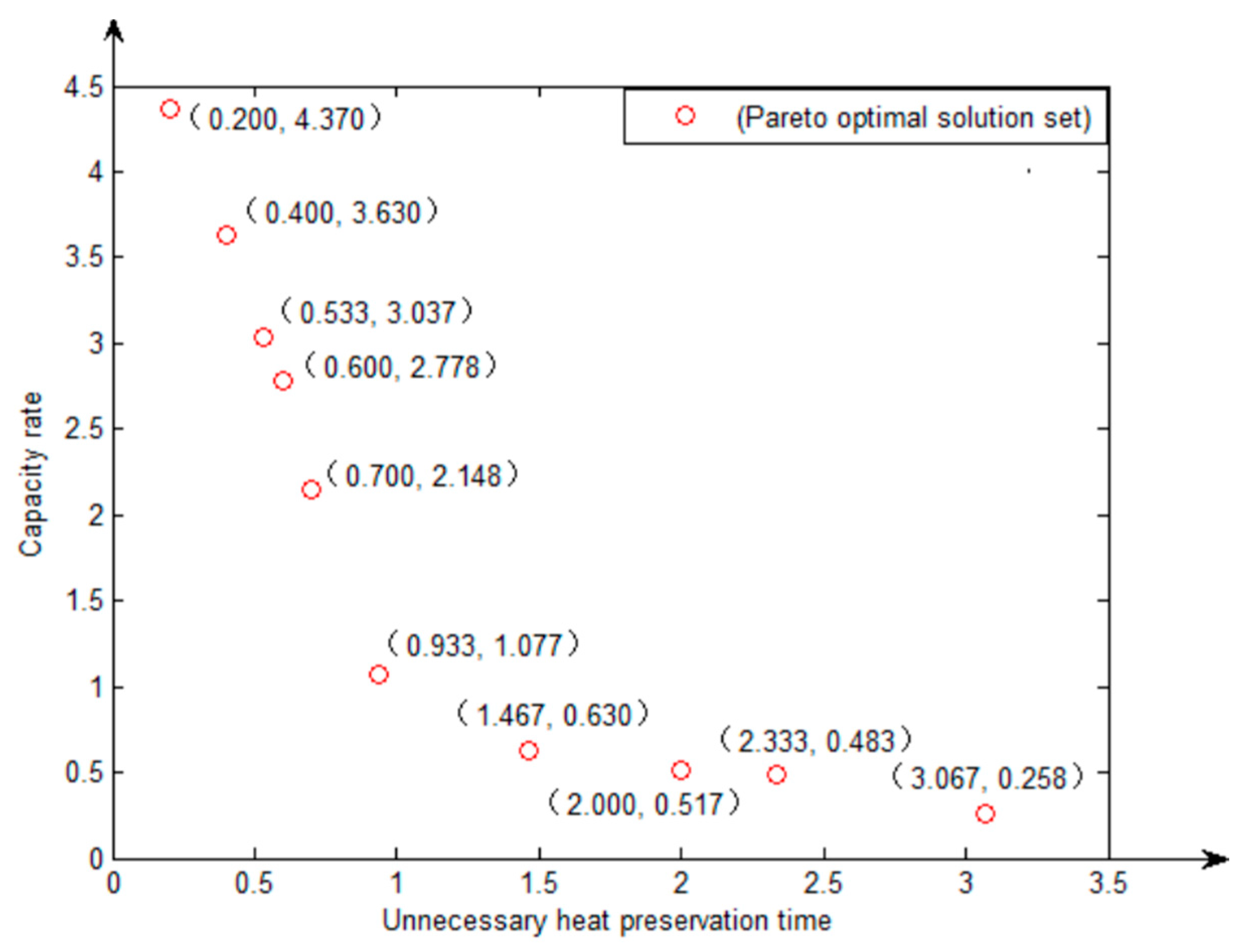
Using the algorithm proposed in this paper, the optimal solutions can be obtained, as shown in Table 2.
The parameters are set as follows:
Population size is 200;
Iteration number is 800;
Mutation probability is 0.05; and
Non-dominated archive size is 10.
The distribution of non-dominated solutions are shown in Figure 15.
6.2. Results
Under constant furnace power, the shorter the heating time is, the lower the energy consumption. Thus, the total heating time can be taken as the final optimization target, and the final optimal solution can be selected from the Pareto solution set based on this target.
To simplify the model, the preheating time is not included in the furnace heating time. Therefore, the expression of furnace heating hours can be given as follows:
The 10 Pareto solutions whose heating hours are long are screened out by Equation (17) and, finally, the shortest solutions are selected. The final solutions in this case are points (0.533, 3.037), (0.933, 2.000), and (0.400, 3.630), the total heating time of these points are T = 27.
There may exist a variety of forging stocks’ charging solutions under the same working hours. Therefore, only setting the total working hours as the optimization target to realize the energy-saving target cannot adapt to practical production very well, which may conflict with some production requirements. Thus, on the basis of the shortest furnace working hours, taking further consideration of the practical forging production environment to choose the final solution is required.
In this case, the point (0.533, 3.037) is chosen as the final optimization solution, and the charging order of this solution is D, A, B, I, J, E, C, M, K, F, L, N, G, H, O, P. The charging process could be analyzed as shown in Table 3.
6.3. Result Comparison
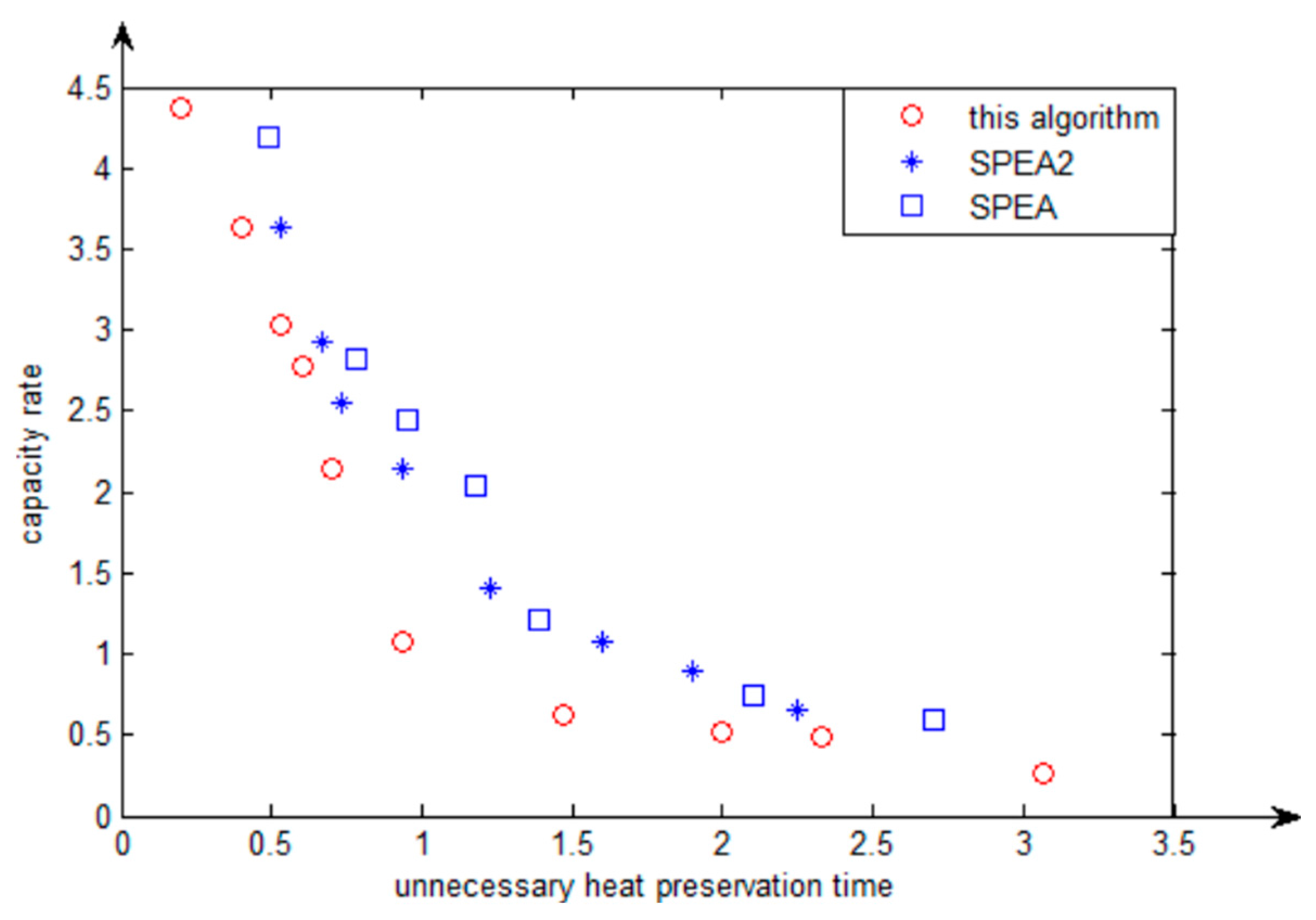
Using SPEA and SPEA2 to solve this case and achieve a Pareto optimal solution set, a comparison is made with the above solution, and the distribution is shown in Figure 16.
As shown in the above figure, the algorithm designed in this paper can gain a better optimal solution set compared to SPEA and SPEA2. For CR and UHPT, this algorithm can realize better scheduling for the stocks’ charging order.
Taking the shortest heating hours as the selection strategy, the final optimal solutions can be selected from the three Pareto optimization solutions sets, respectively. Then, three solutions are compared in Table 4 (on the basis of the same parameters).
From the above table it can be seen that these three algorithms can figure out good solutions for this issue. However, it is obvious that the improved SPEA2 algorithm proposed in this paper has an advantage over SPEA. Results show that not only this algorithm can gain a better Pareto front, but it also gives consideration to working hours. Thus, it can better achieve the energy-saving target.
7. Application
According to actual data in a factory to carry out a multi-batch charging scheduling, there are four sets of stocks data:
Batch 1: 128 pieces of forging stocks, eight different specifications;
Batch 2: 250 pieces of forging stocks, 14 different specifications;
Batch 3: 128 pieces of forging stocks, four different specifications; and
Batch 4: 250 pieces of forging stocks, seven different specifications.
The scheduling model and algorithm that proposed in this paper are used to solve this problem. Here four furnaces are used and the main constraints mentioned above are satisfied. The main premise of scheduling is as follows:
The forging stocks are not charged in furnace at the beginning preheating process.
The heating hours does not include preheating time.
Using improved SPEA2 to optimize the charging scheme of these four batches forging stocks, and taking the average value of seven runs’ results as the final optimization level, the results of improved SPEA2 are shown in Table 5.
To compare the difference between these three algorithms, SPEA and SPEA2 are also adopted to solve the above charging scheduling problem, the results of these two methods are shown in Table 6. And from Figure 17, it is obvious that improved SPEA2 algorithm has higher degree of optimization level than other methods.
From the comparison figure, the UHPT and CR have been significantly improved. The heating time of each batch stocks also has been shortened. Compared with SPEA, the heating time of each batch was reduced by 21 min, 23 min, 27 min and 22 min. And the reductions are respectively 10 min, 9 min, 9 min and 7 min compared to SPEA2. If the value of comparable energy consumption is 600 kg/t standard coal, the energy consumption of furnace will be 81 GJ/min. It can be calculated that the maximum energy saving of this case is 7533 GJ, the energy-saving effect is remarkable.
8. Conclusions
This paper is aimed at energy savings in a forging production process. To optimize the charging scheduling problem an improved SPEA2 algorithm was designed. In Section 6 (Case Studies), the feasibility of improved SPEA2 was verified, and the results of this arithmetic examples shows that the performance has been slightly improved, even though CR is raised slightly but UHPT is reduced greatly, and the heating hours of sixteen forgings reduced by only 1 min. In Section 7 (Application), the improved SPEA2 algorithm shows superior performance in large batch forging stocks charging problem, the CR and UHPT are reduced simultaneously. Compared with the worst scheme, improved SPEA2 can reduce total 93 min heating time and save 7533 GJ energy. From these results, this improved algorithm could greatly increase the energy usage without even having to add any extra capital investment to the enterprise. It also contributes to the win-win result in terms of economic profit and environmental protection.
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (5157051358), and the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD). The support is gratefully acknowledged.
Author Contributions
He Fei studied the algorithm of SPEA2, and wrote the paper. Shen Kang performed the case study and the numerical computations, and wrote the paper. Guan Li analyzed the summarized forging charging characteristics. Mingming Jiang established the forging charging model to support the research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhao, Y.; Liu, X.; Xia, L.; Chen, L. Theoretical studies on the water-colded black mark of steel slab in a walking beam type reheating furnace. Ind. Heat. 2005, 34, 43–46. [Google Scholar]
- Si, M.; Thompson, S.; Calder, K. Energy efficiency assessment by process heating assessment and survey Tool (PHAST) and feasibility analysis of waste heat recovery in the reheat furnace at a steel company. Renew. Sustain. Energy Rev. 2011, 15, 2904–2908. [Google Scholar] [CrossRef]
- Man, T.H.; Gao, P.; He, Y.G.; Zhan, Z.L.; Tan, L.; Bao, Y.Z. Effect of forging process on V-Nb-Ti microalloyed non-quenched and tempered steel. Adv. Mater. Res. 2014, 936, 1179–1183. [Google Scholar] [CrossRef]
- Wen, X.; Mei, Z.; Jiang, B.; Zhang, L.; Liu, Y. Effect of normalizing temperature on microstructure and mechanical properties of a Nb-V microalloyed large forging steel. Mater. Sci. Eng. A 2016, 671, 233–243. [Google Scholar] [CrossRef]
- Jiang, B.; Mei, Z.; Zhou, L.; Zhang, C.; Liu, Y. Microstructure evolution, fracture and hardening mechanisms of quenched and tempered steel for large sized bearing rings at elevated quenching temperatures. Met. Mater. Int. 2016, 22, 572–578. [Google Scholar] [CrossRef]
- Cojocaru, V.D.; Serban, N.; Angelescu, M.L.; Cotrut, M.C.; Cojocaru, E.M.; Vintila, A.N. Influence of solution treatment temperature on microstructural properties of an industrially forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) alloy. Metals 2017, 7, 210. [Google Scholar]
- Cojocaru, V.D.; Raducanu, D.; Angelescu, M.L.; Vintila, A.N.; Serban, N.; Dan, I.; Cojocaru, E.M.; Cinca, I. Influence of solution treatment duration on microstructural features of an industrial forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) alloy. J. Miner. Met. Mater. Soc. 2017, 69, 1439–1445. [Google Scholar] [CrossRef]
- Jiang, M.; He, F.; Li, D.; Tong, Y. Research of forging billet charging energy-conservation scheduling of heating furnaces efficiency. Forg. Stamp. Technol. 2016, 8, 115–121. [Google Scholar]
- Tong, Y.; Li, J.; Li, S.; Li, D. Research on energy-saving production scheduling based on a clustering algorithm for a forging enterprise. Sustainability 2016, 8, 136. [Google Scholar] [CrossRef]
- Yang, Y.J.; Jiang, Z.Y.; Zhang, X.X. Model and algorithm of furnace area production scheduling in slab hot rolling. J. Univ. Sci. Technol. Beijing 2012, 34, 841–846. [Google Scholar]
- Ning, S.; Wang, W.; Liu, Q. An optimal scheduling algorithm for reheating furnace in steel production. Control Decis. 2006, 21, 1138–1142. [Google Scholar]
- Wang, Z.; Liu, Q.; Wang, W. Improved modelling and optimal algorithm for combination stacking. Control Eng. China 2011, 17, 197–201. [Google Scholar]
- Zhu, B.; Lu, H.; Xia, Y.; Li, D. Research on combinatorial optimization model for forging furnace charging based on discrete hybrid leapfrog algorithm. J. Chin. Agric. Mech. 2013, 34, 197–201. [Google Scholar]
- Sun, W.A.; Liu, F.J.; Sun, K.B.; Zhang, Q. Minimum cost control of steel-making-furnacing based on linear programming. Math. Pract. Theory 2006, 9, 158–162. [Google Scholar]
- Shi, H.B.; Ma, Y.L.; Peng, W. Load optimization of furnace problem for heat treatment operation of cold-rolled sheets plant. Comput. Integr. Manuf. Syst. 2004, 10, 116–120. [Google Scholar]
- Knoop, P.; Van Nerom, L. Scheduling requirements for hot charge optimization in an integrated steel plant. In Proceedings of the 38th IAS Annual Meeting on Conference Record of the Industry Applications Conference, Salt Lake City, UT, USA, 12–16 October 2003; Volume 1, pp. 74–78. [Google Scholar]
- Schaffer, J.D. Some Experiments in Machine Learning Using Vector Evaluated Genetic Algorithms (Artificial Intelligence, Optimization, Adaptation, Pattern Recognition). Ph.D. Thesis, Vanderbilt University, Nashville, TN, USA, 1 January 1984. [Google Scholar]
- Horn, J.; Nafpliotis, N.; Goldberg, D.E. A niched Pareto genetic algorithm for multi objective optimization. In Proceedings of the First IEEE Conference on Evolutionary Computation, IEEE World Congress on Computational Intelligence, Orlando, FL, USA, 27–29 June 2002; Volume 1, pp. 82–87. [Google Scholar]
- Deb, K.; Agrawal, S.; Pratap, A.; Meyarivan, T. A fast elitist non-dominated sorting genetic algorithm for multi-objective optimization: NSGA-II. In Parallel Problem Solving from Nature PPSN VI; Springer: Berlin, Germany, 2000; pp. 849–858. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Trans. Evolut. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Eckart, Z. Marco Laumanns, Lothar Thiele, DOPGA; TIK Report 103; Computer Engineering and Networks Laboratory, Swiss Federal Institute of Technology (ETH): Zurich, Switzerland, 2001. [Google Scholar]
- Corne, D.W.; Knowles, J.D.; Oates, M.J. The pareto envelope-based selection algorithm for multi objective optimization. In Parallel Problem Solving from Nature PPSN VI; Springer: Berlin, Germany, 2000. [Google Scholar]
- Ergul, E.U.; Eminoglu, I. DOPGA: A New Fitness Assignment Scheme for Multi-Objective Evolutionary Algorithms; Taylor & Francis, Inc.: Abingdon, UK, 2014. [Google Scholar]
- Fonseca, C.M.; Fleming, P.J. Genetic algorithms for multi-objective optimization: formulation discussion and generalization. In Proceedings of the International Conference on Genetic Algorithms, Champaign, IL, USA, 17–21 July 1993; Morgan Kaufmann Publishers Inc.: Burlington, MA, USA, 1993; pp. 416–423. [Google Scholar]
Figure 1.
Structure of a continuous furnace. 1—preheater; 2—charging furnace door; 3—pusher; 4—furnace body; 5—furnace bracket; 6—burner; 7—discharging furnace door.
Figure 1.
Structure of a continuous furnace. 1—preheater; 2—charging furnace door; 3—pusher; 4—furnace body; 5—furnace bracket; 6—burner; 7—discharging furnace door.

Figure 2.
Pareto front.

Figure 3.
The model flowchart.

Figure 4.
The encode scheme.

Figure 5.
Crossover operation.

Figure 6.
Mutation operation.

Figure 7.
Dividing individuals into several subpopulations.

Figure 8.
Final fitness value for individuals.

Figure 9.
Fitness for non-dominated solutions in the strength Pareto evolutionary algorithm (SPEA).

Figure 10.
Fitness for non-dominated solutions in the Domination Power of an Individual Genetic Algorithm (DOPGA).
Figure 10.
Fitness for non-dominated solutions in the Domination Power of an Individual Genetic Algorithm (DOPGA).

Figure 11.
Fitness for dominated solutions in SPEA.

Figure 12.
Fitness for dominated solutions in DOPGA.

Figure 13.
Fitness of SPEA2.

Figure 14.
Fitness of DOPGA.

Figure 15.
The distribution of Pareto optimal solution set.

Figure 16.
Comparison among the distribution of three algorithms.

Figure 17.
Comparison of the results of these three algorithms.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The parameter of forging stocks.
| i | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| m(i) | 6 | 8 | 5 | 4 | 7 | 10 | 8 | 9 | 7 | 11 | 13 | 8 | 4 | 9 | 7 | 9 |
| q(i) | 5 | 7 | 4 | 3 | 6 | 9 | 7 | 8 | 6 | 10 | 12 | 7 | 3 | 8 | 6 | 8 |
Table 2.
The optimal solutions.
| Number | CR | UHPT | Heating Hours | Charging Order |
|---|---|---|---|---|
| 1 | 2.000 | 0.933 | 27 | C, G, O, J, L, N, H, D, P, B, E, K, F, I, M, A |
| 2 | 3.630 | 0.400 | 27 | D, A, C, I, J, B, G, K, F, L, E, M, H, N, O, P |
| 3 | 2.519 | 0.800 | 28 | A, D, C, E, I, J, G, B, F, L, M, H, K, N, P, O |
| 4 | 0.759 | 2.267 | 42 | C, B, E, I, F, G, K, D, H, A, L, J, M, N, O, P |
| 5 | 0.857 | 1.667 | 39 | C, A, E, F, H, B, K, G, L, I, D, J, N, P, M, O |
| 6 | 3.259 | 0.467 | 35 | A, C, E, B, H, I, F, G, J, L, D, M, K, N, O, P |
| 7 | 1.148 | 1.200 | 47 | G, B, A, F, E, C, H, I, J, L, M, D, K, N, O, P |
| 8 | 0.793 | 2.067 | 49 | A, B, C, D, H, I, E, K, L, F, G, J, M, N, O, P |
| 9 | 1.259 | 1.133 | 44 | C, D, E, B, A, F, I, K, G, J, L, H, P, N, M, O |
| 10 | 3.037 | 0.533 | 27 | D, A, B, I, J, E, C, M, K, F, L, N, G, H, O, P |
Table 3.
The process of forging stocks’ charging.
| Number | Discharging Order | Discharging Time/T | Charging Order | Charging Time/T | Forging Stocks in Furnace | Capacity Rate/M |
|---|---|---|---|---|---|---|
| 1 | \ | \ | D, A, B, I, J | 0 | D, A, B, I, J | 36 |
| 2 | D | 3 | E | 3 | A, B, I, J, E | 39 |
| 3 | A | 5 | C | 5 | B, I, J, E, C | 38 |
| 4 | B, I | 7 | M, K | 7 | J, E, C, M, K | 40 |
| 5 | J, E, C, M | 10 | F, L, N | 10 | K, F, L, N | 40 |
| 6 | K, F, L, N | 19 | G, H, O, P | 19 | G, H, O, P | 33 |
| 7 | G | 26 | \ | \ | H, O, P | 25 |
| 8 | H, O, P | 27 | \ | \ | EMPTY | EMPTY |
Table 4.
Comparison of three final optimal solutions.
| Optimization Target | SPEA | SPEA2 | Improved SPEA2 |
|---|---|---|---|
| CR | 4.21 | 2.84 | 3.03 |
| UHPT | 0.73 | 0.61 | 0.53 |
| Heating hours | 30 | 28 | 27 |
Table 5.
Comparison of three final optimal solutions.
| Batch | Heating Hours T/min | UHPT T/min | CR m/kg |
|---|---|---|---|
| 1 | 516 | 48.8 | 19.7 |
| 2 | 774 | 56.4 | 28.9 |
| 3 | 392 | 41.2 | 17.6 |
| 4 | 631 | 59.6 | 27.9 |
Table 6.
Results of SPEA and SPEA2.
| Batch | Algorithm | Heating Hours T/min | UHPT T/min | CR m/kg |
|---|---|---|---|---|
| 1 | SPEA2 | 526 | 50.2 | 20.4 |
| SPEA | 537 | 55.3 | 22.5 | |
| 2 | SPEA2 | 783 | 57.9 | 31.1 |
| SPEA | 797 | 65.4 | 34.6 | |
| 3 | SPEA2 | 401 | 43.5 | 19.9 |
| SPEA | 419 | 49.7 | 21.7 | |
| 4 | SPEA2 | 638 | 60.4 | 28.6 |
| SPEA | 653 | 66.9 | 30.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
He, F.; Shen, K.; Guan, L.; Jiang, M. Research on Energy-Saving Scheduling of a Forging Stock Charging Furnace Based on an Improved SPEA2 Algorithm. Sustainability 2017, 9, 2154. https://0-doi-org.brum.beds.ac.uk/10.3390/su9112154
AMA Style
He F, Shen K, Guan L, Jiang M. Research on Energy-Saving Scheduling of a Forging Stock Charging Furnace Based on an Improved SPEA2 Algorithm. Sustainability. 2017; 9(11):2154. https://0-doi-org.brum.beds.ac.uk/10.3390/su9112154
Chicago/Turabian StyleHe, Fei, Kang Shen, Li Guan, and Mingming Jiang. 2017. "Research on Energy-Saving Scheduling of a Forging Stock Charging Furnace Based on an Improved SPEA2 Algorithm" Sustainability 9, no. 11: 2154. https://0-doi-org.brum.beds.ac.uk/10.3390/su9112154
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.