Towards Efficient Milling of Multi-Cavity Aeronautical Structural Parts Considering ACO-Based Optimal Tool Feed Position and Path



Abstract
:1. Introduction
2. Cavity Milling Methods and Corner Milling Analysis
2.1. Cavity Milling Methods
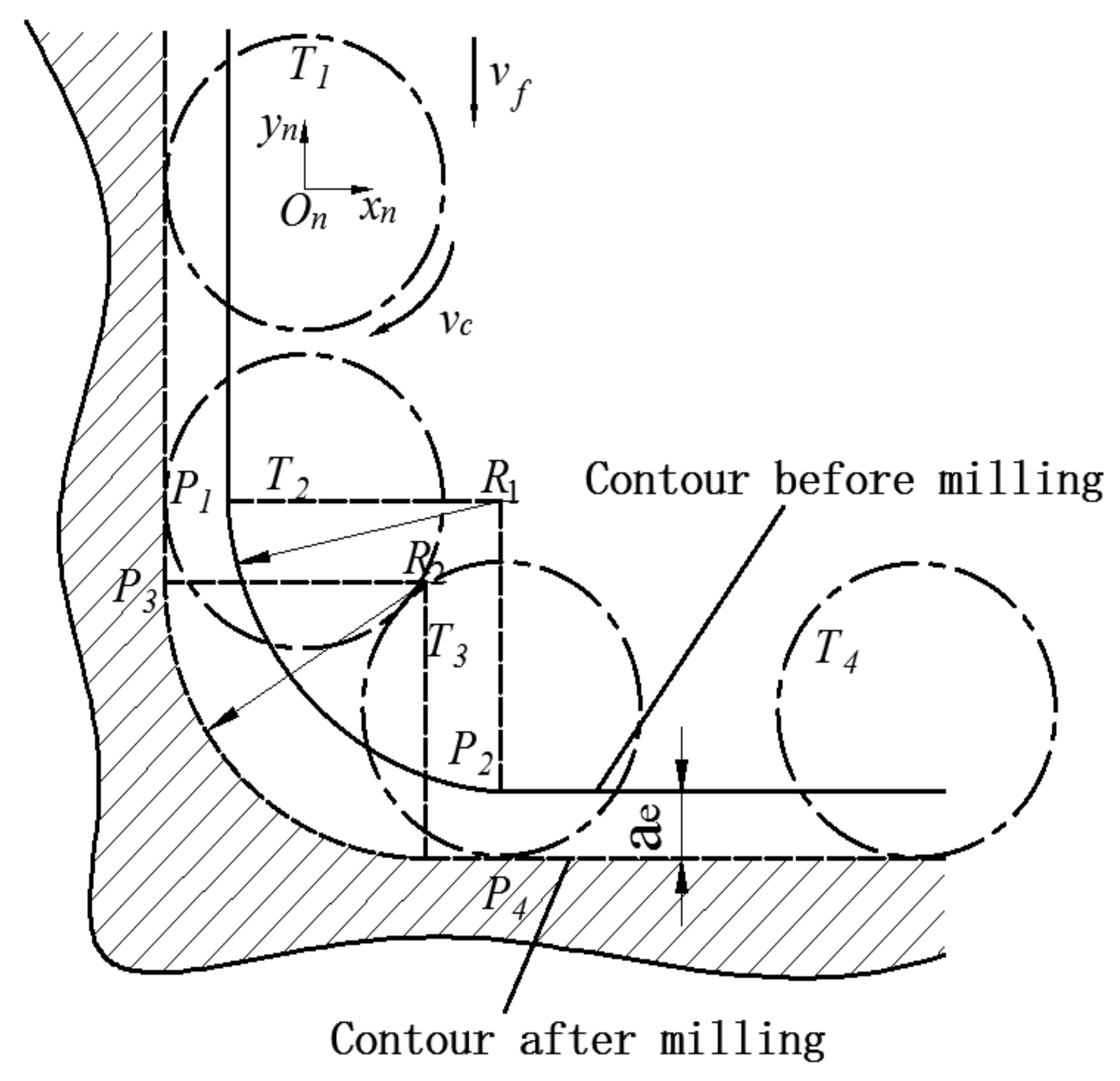
2.2. Corner Milling Analysis
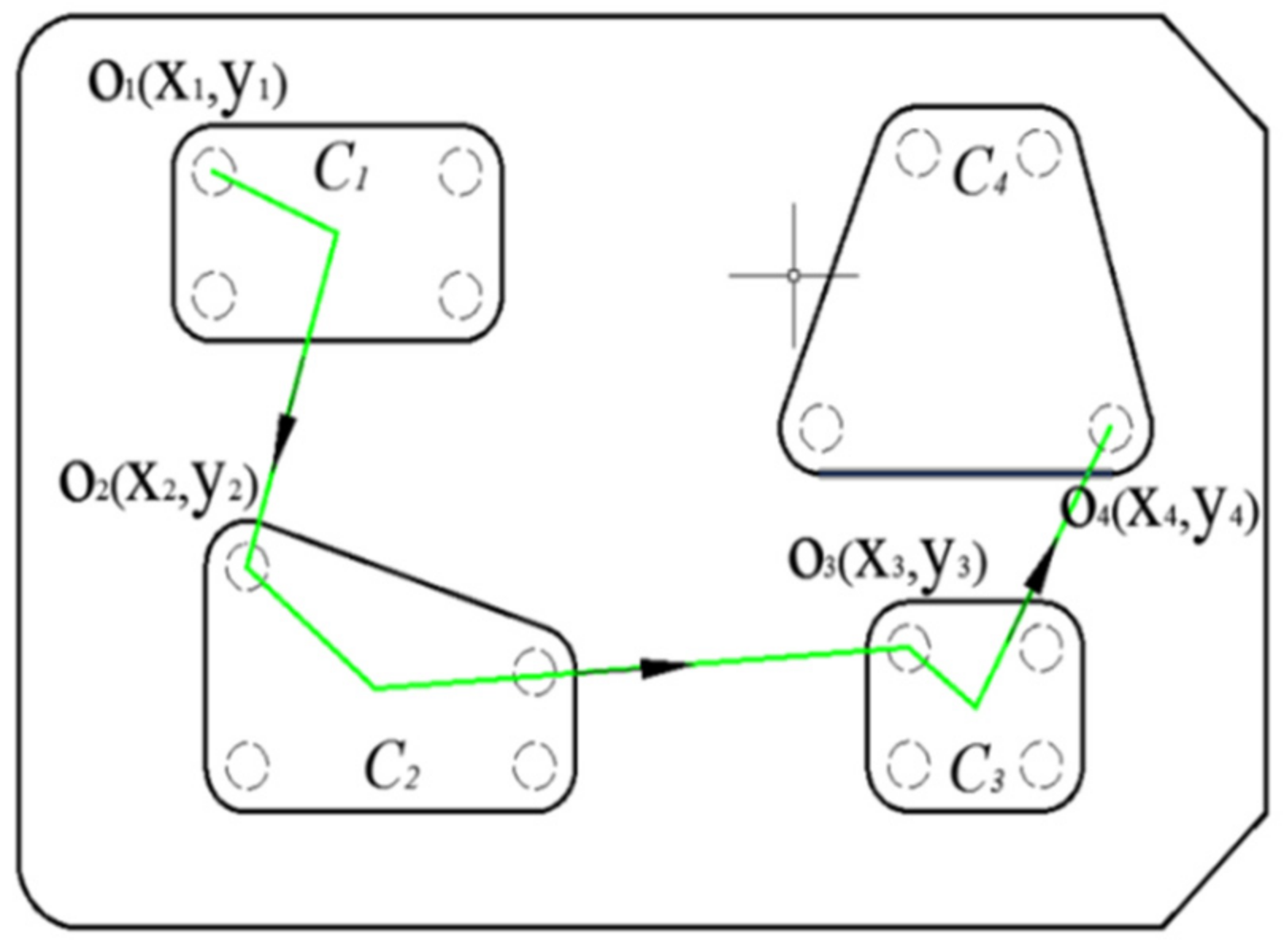
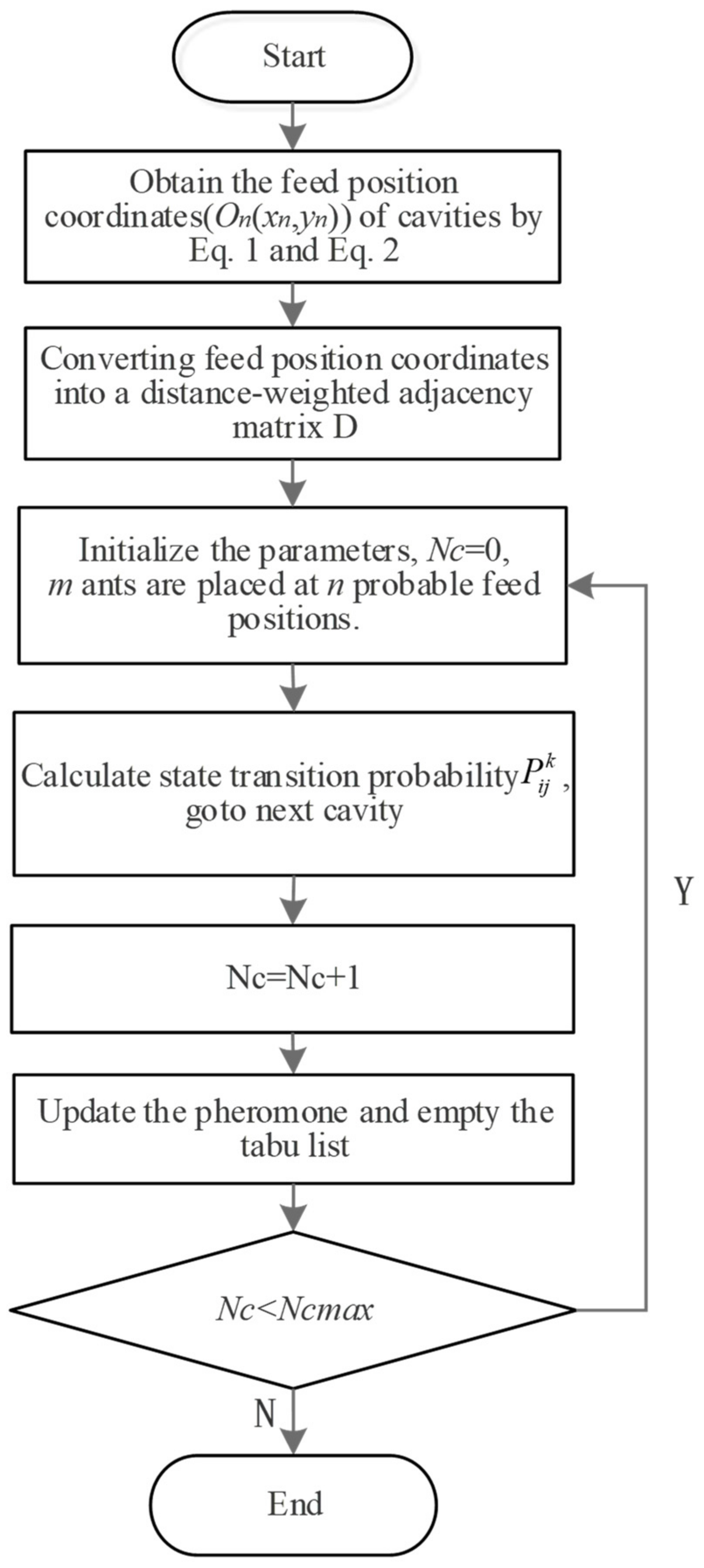
3. Tool Path Planning of Multi-Cavity Based on ACO Algorithm

4. Implementation and Verification
4.1. Obtain the Coordinates of Tool Feed Positions
4.2. Optimization of Milling Tool Path Using ACO Algorithm
4.3. Comparative Analysis of Simulation and Experiment Results
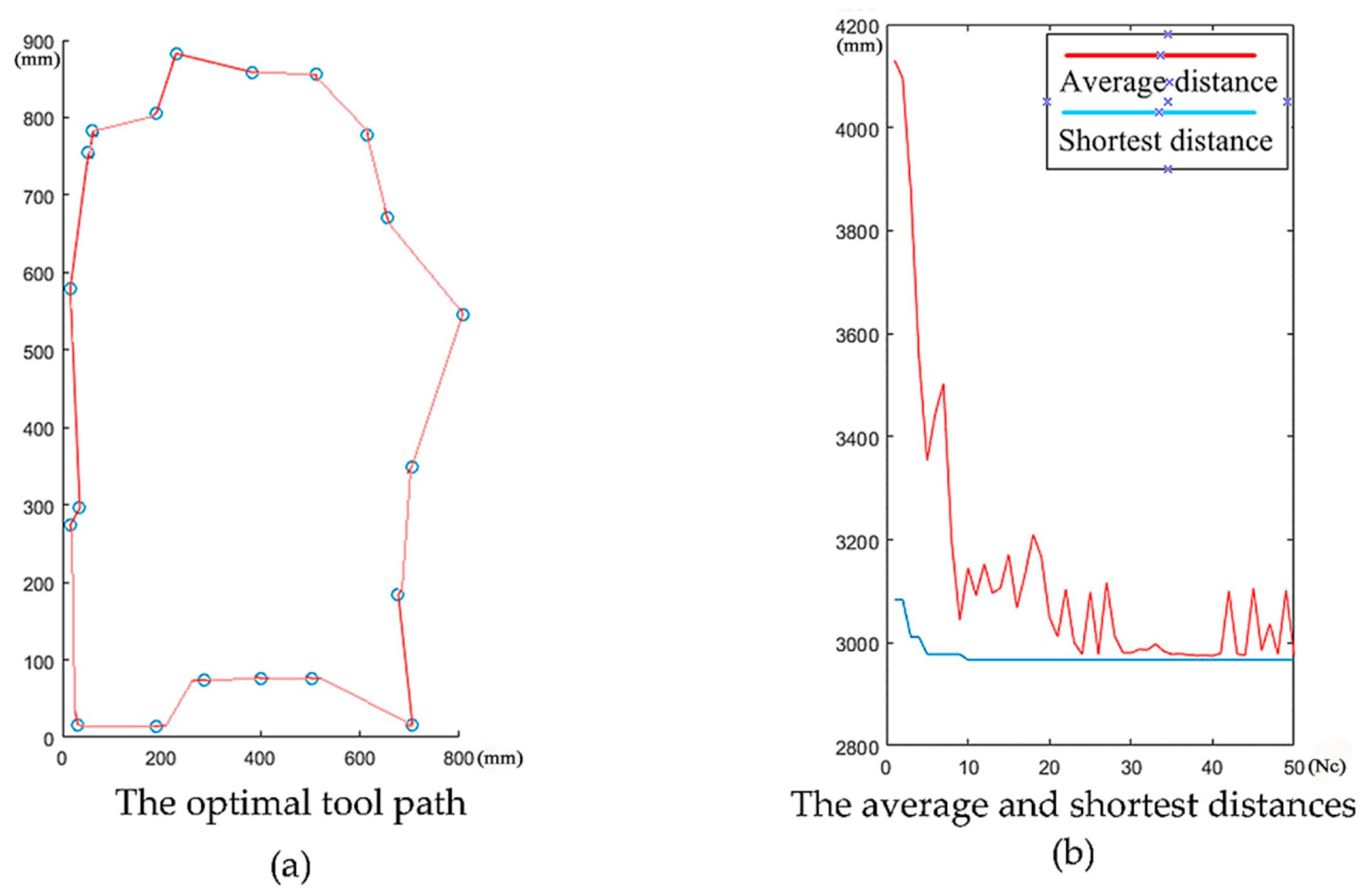
- As shown in Figure 9b, we can see that the shortest distance tends to stabilize after 10 iterations. This proves the superiority of the ACO algorithm in multi-cavity milling path optimization.
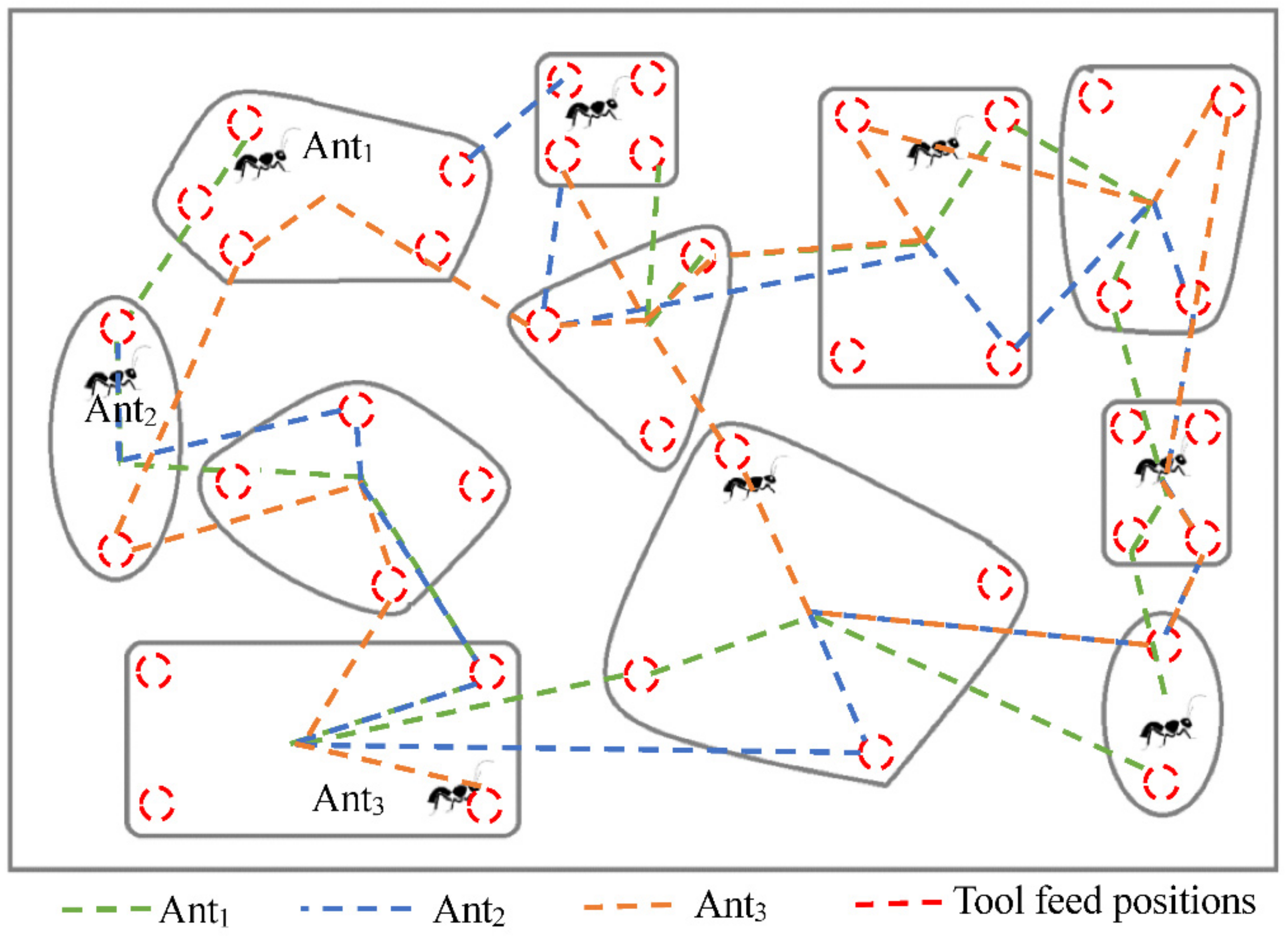
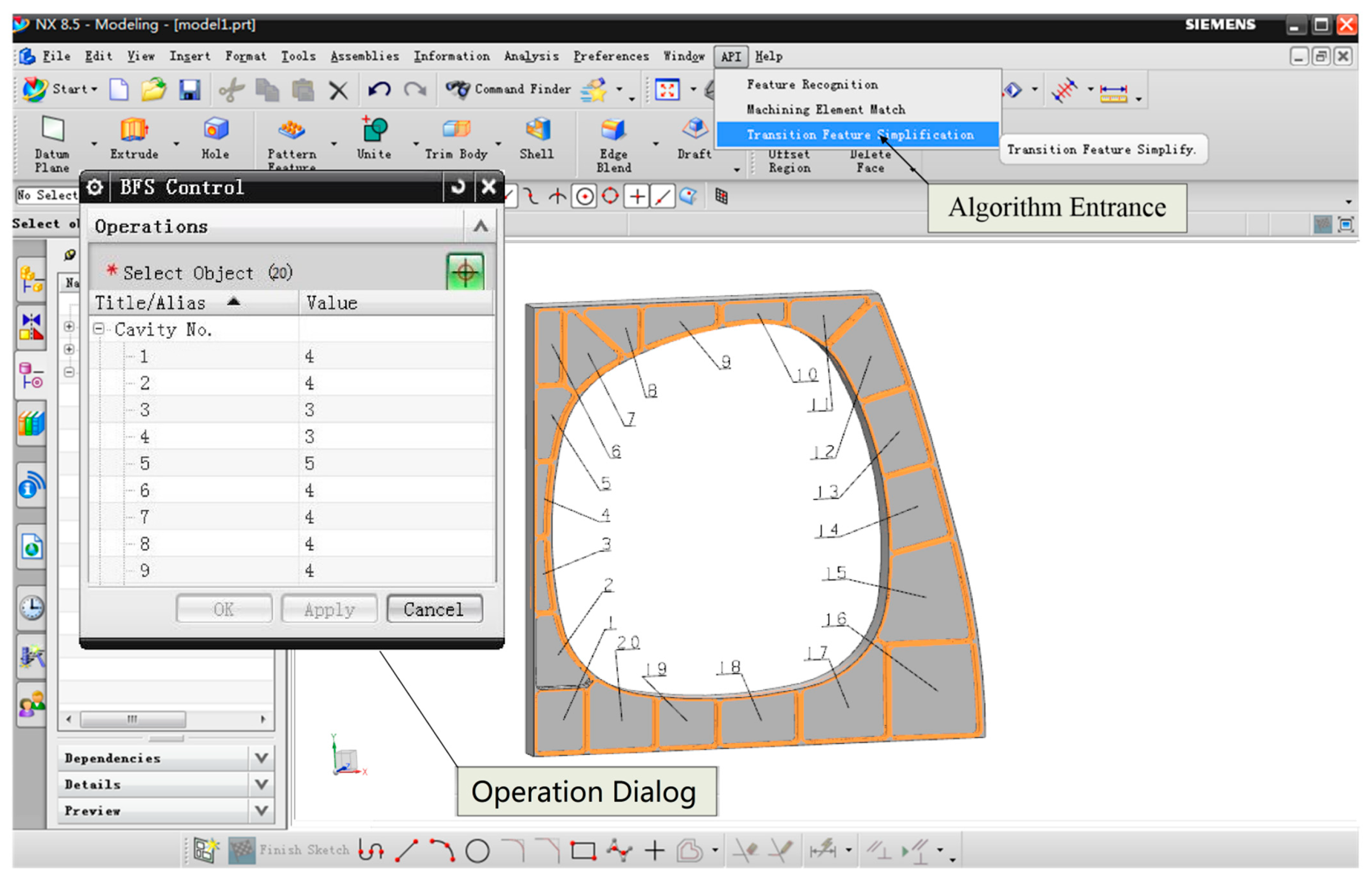
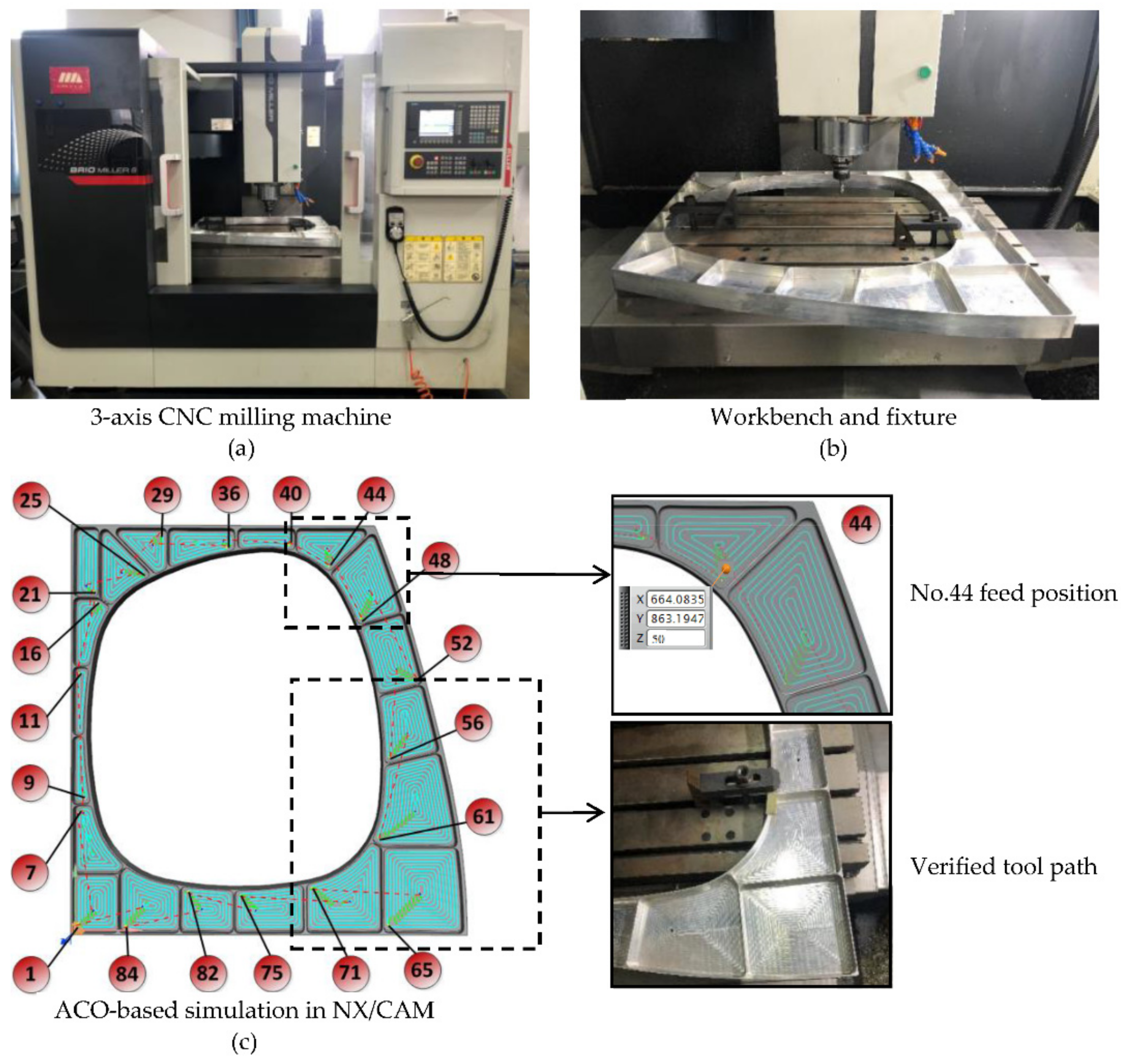
- In Figure 11c, a total of 20 tool feed positions were obtained by ACO algorithm. On this basis, it is more suitable for automatically calculating the distance of tool paths. We can get the optimized machining sequence of the 20 cavities.
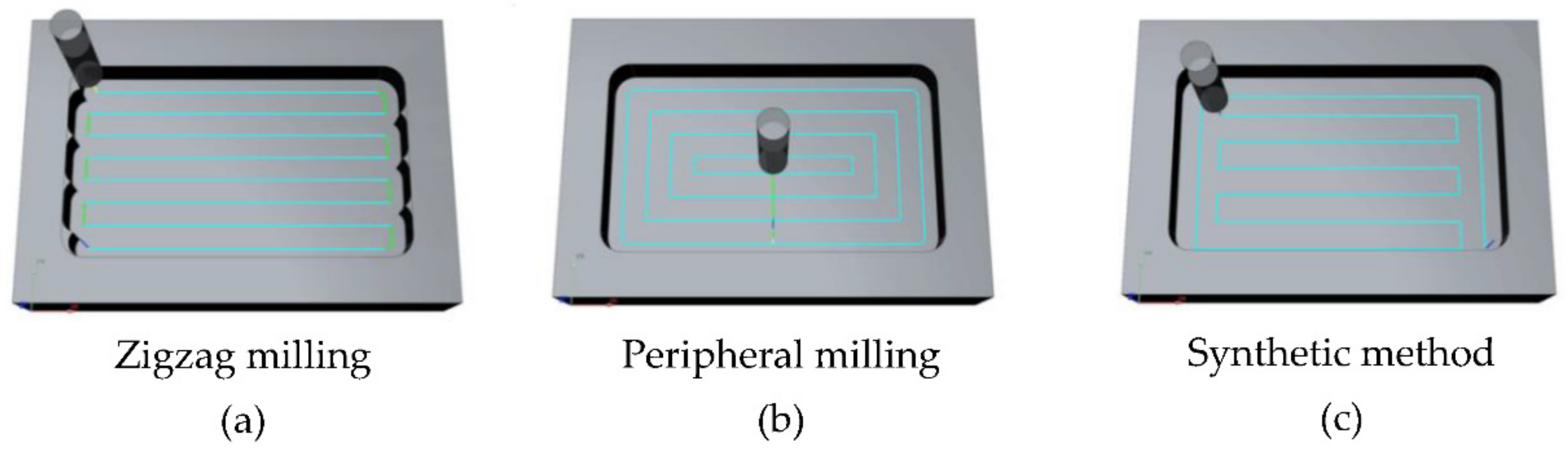
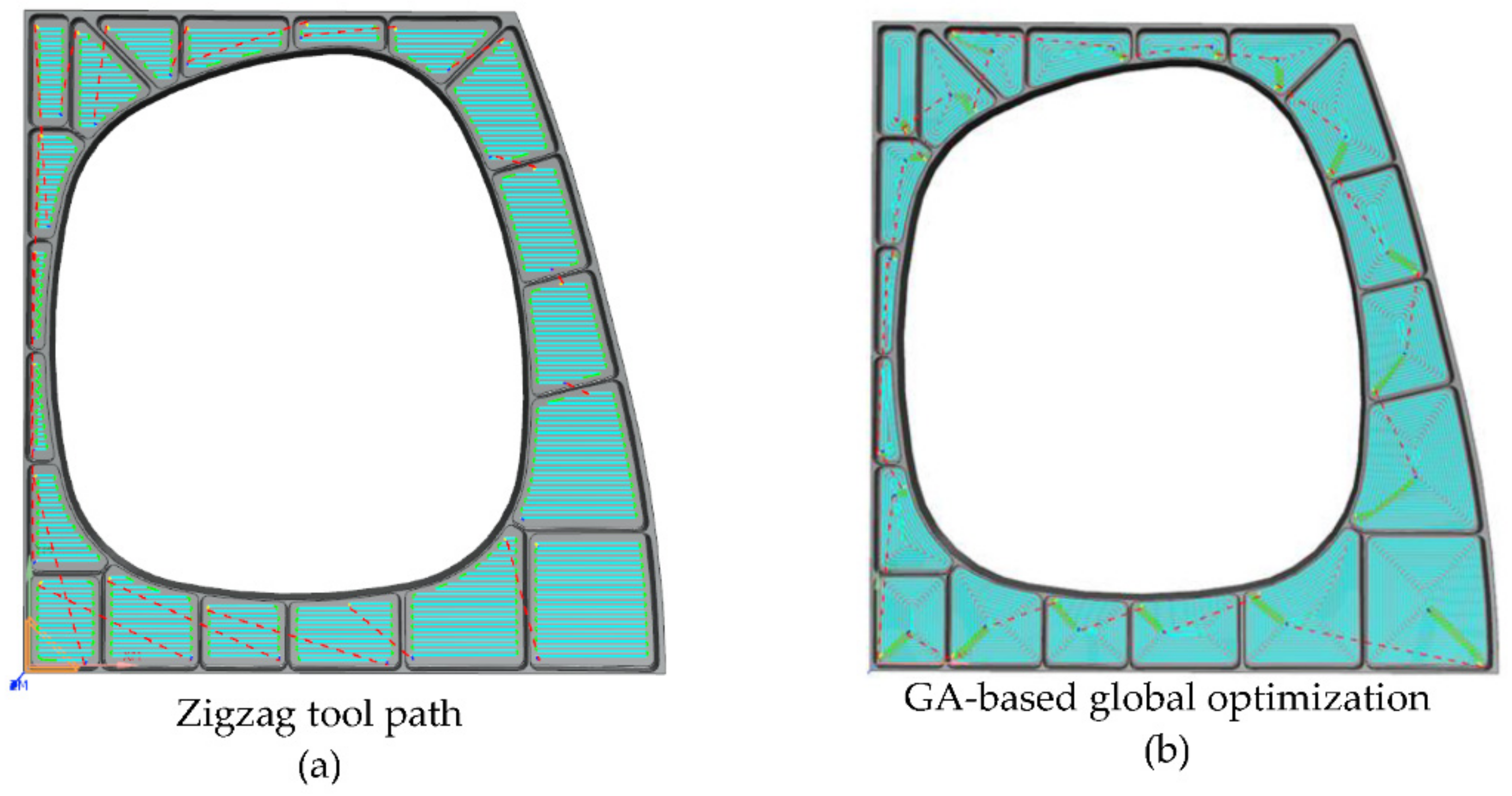
- Table 4 shows that the machining time of the ACO-based optimal tool path is 21 min shorter than the zigzag milling path and is 14 min shorter than GA-based peripheral milling. Computational results show that the tool path planning method proposed in this paper can effectively shorten the machining time.
- The machining results in Table 5 show that the milling method mentioned in this article can guarantee high quality machining uniformity.
5. Conclusions and Future Work
- For the milling of inner cavity corners by peripheral milling method, we established a mathematical model of the corner milling process. Based on this, we combine with ACO algorithm to select the optimal tool feed position for each cavity.
- The ACO algorithm is used to optimize the tool path of multi-cavity part. Compared with the other two commonly used tool path planning methods, the method proposed in this paper can shorten the machining time by more than 13%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, J.H.; Zhang, W.H.; Xia, L. Topology Optimization in Aircraft and Aerospace Structures Design. Arch. Comput. Methods Eng. 2016, 23, 595–622. [Google Scholar] [CrossRef]
- Wu, K.; Krewet, C.; Kuhlenkoetter, B. Dynamic Performance of Industrial Robot in Corner Path with CNC Controller. Robot. Comput. Integr. Manuf. 2018, 54, 156–161. [Google Scholar] [CrossRef]
- Zivanovic, S.; Slavkovic, N.; Milutinovic, D. An Approach for Applying STEP-NC in Robot Machining. Robot. Comput. Integr. Manuf. 2018, 49, 361–373. [Google Scholar] [CrossRef]
- Aslan, D.; Altintas, Y. Prediction of Cutting Forces in Five-Axis Milling Using Feed Drive Current Measurements. IEEE ASME Trans. Mechatron. 2018, 23, 833–844. [Google Scholar] [CrossRef]
- Cao, R.; Hou, Z.; Zhao, Y.; Zhang, B. Model Free Adaptive Iterative Learning Control for Tool Feed System in Noncircular Turning. IEEE Access 2019, 7, 113712–113725. [Google Scholar] [CrossRef]
- Wang, D.; Wu, J.; Wang, L.; Liu, Y. A Postprocessing Strategy of a 3-DOF Parallel Tool Head Based on Velocity Control and Coarse Interpolation. IEEE Trans. Ind. Electron. 2018, 65, 6333–6342. [Google Scholar]
- An, L.L.; Zhou, L.S.; Zhuang, H.J. Tool Path Generation for High Speed Milling of Pockets. J. Comput. Aided Des. Comput. Graph. 2004, 16, 1202–1206. [Google Scholar]
- Yao, Z.; Joneja, A. Path Generation for High Speed Machining Using Spiral Curves. Comput. Aided Des. Appl. 2007, 4, 191–198. [Google Scholar] [CrossRef]
- Wu, F.Z. Optimal Generation Method of NC Milling Tool Path for Pocket with Island. In Proceedings of the 2013 International Conference on Mechanical and Automation Engineering (MAEE 2013), Jiujang, China, 21–23 July 2013; pp. 73–75. [Google Scholar]
- Wang, Y.G.; Zhou, L.S.; An, L.L. Smooth Spiral Tool Path Generation for Pocket Milling. Acta Aeronaut. Astronaut. Sin. 2018, 29, 216–220. [Google Scholar]
- Groba, C.; Sartal, A.; Vazquez, X.H. Solving the Dynamic Traveling Salesman Problem Using a Genetic Algorithm with Trajectory Prediction: An Application to Fish Aggregating Devices. Comput. Oper. Res. 2015, 56, 22–32. [Google Scholar] [CrossRef]
- Cruz-Piris, L.; Marsa-Maestre, I.; Lopez-Carmona, M.A. A Variable-Length Chromosome Genetic Algorithm to Solve a Road Traffic Coordination Multipath Problem. IEEE Access 2019, 7, 111968–111981. [Google Scholar] [CrossRef]
- He, K.J.; Zhang, L.J.; Zou, Z.Y. An Adaptive Approach to Generate Blend Surface Feature. In Proceedings of the International Conference on Information Technology and Industrial Automation (ICITIA), Guangzhou, China, 4–5 July 2015; pp. 282–294. [Google Scholar]
- Keong, C.W.; Yusri, Y. A Novel Approach for Automatic Machining Feature Recognition with Edge Blend Feature. In Proceedings of the 8th International Conference on Mechanical and Manufacturing Engineering (ICME), Langkawi, Malaysia, 22–23 July 2017. [Google Scholar]
- Shi, S.H.; Huang, P.; Nie, M. Polypropylene/polyamide Blend Featuring Mechanical Interlocking via Controlled Interfacial Diffusion and Recrystallization. Polymer 2017, 132. [Google Scholar] [CrossRef]
- Yue, C.; Liu, X.; Ding, Y.; Liang, S.Y. Off-line Error Compensation in Corner Milling Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1172–1181. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Shringi, R. A Solid Model-based off-line Adaptive Controller for Feed Rate Scheduling for Milling Process. J. Mater. Process. Technol. 2008, 204, 384–396. [Google Scholar] [CrossRef]
- Yang, M.Y. Feedrate optimization using CL surface. J. Korean Soc. Precis. Eng. 2004, 21, 39–47. [Google Scholar]
- Shi, Y.; Zheng, G. The Algorithm of Layering Calculation for Corner Plunge Milling Tool Path. Int. J. Adv. Manuf. Technol. 2017, 91, 2059–2075. [Google Scholar] [CrossRef]
- Rao, V.S.; Rao, P.V.M. Tool Deflection Compensation in Peripheral Milling of Curved Geometries. Int. J. Mach. Tools Manuf. 2006, 46, 2036–2043. [Google Scholar] [CrossRef]
- Tong, Y.; Zhong, M.; Li, J.; Li, D.; Wang, Y. Research on Intelligent Welding Robot Path Optimization Based on GA and PSO Algorithms. IEEE Access 2018, 6, 65397–65404. [Google Scholar]
- Li, L.; Liu, F.; Chen, B.; Li, C.B. Multi-objective Optimization of Cutting Parameters in Sculptured Parts Machining Based on Neural Network. J. Intell. Manuf. 2015, 26, 891–898. [Google Scholar] [CrossRef]
- Chu, C.-H.; Lee, C.-T.; Tien, K.-W.; Ting, C.-J. Efficient Tool Path Planning for 5-axis Flank Milling of Ruled Surfaces Using Ant Colony System Algorithms. Int. J. Prod. Res. 2011, 49, 1557–1574. [Google Scholar] [CrossRef] [Green Version]
- Plakhotnik, D.; Lauwers, B. Graph-based Optimization of Five-axis Machine Tool Movements by Varying Tool Orientation. Int. J. Adv. Manuf. Technol. 2014, 74, 307–318. [Google Scholar] [CrossRef]
- Xin, Y.P.; Yang, S.Q.; Wang, G.F.; Evans, R.D. A Robot Tool Path Optimization Methodology Based on Blend Feature Simplification for Multi-cavity Machining. Sci. Prog. 2019, 1, 1–21. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.M.; Zhao, Y.; Meng, Z.J. Design on Low Noise and Light Weight of Aircraft Equipment Cabin Based on Genetic Algorithm and Variable-complexity Model. J. Vibroeng. 2015, 17, 2066–2076. [Google Scholar]
- Zhang, W.; Fan, M. Route Planning of the Milling in Closed Cavity Parts. Mach. Res. Appl. 2017, 30, 163–164. [Google Scholar]
- Wei, Z.C.; Wang, M.J.; Zhu, J.N.; Gu, L.Y. Cutting Force Prediction in Ball End Milling of Sculptured Surface with Z-level Contouring Tool Path. Int. J. Mach. Tools Manuf. 2011, 51, 428–432. [Google Scholar] [CrossRef]
- Shi, K.N.; Liu, N.; Wang, S.B.; Ren, J. Effect of Tool Path on Cutting Force in End Milling. Int. J. Adv. Manuf. Technol. 2019, 104, 4289–4300. [Google Scholar] [CrossRef]
- Han, F.; Zhang, D.; Luo, M.; Wu, B. Optimal CNC Plunge Cutter Selection and Tool Path Generation for Multi-axis Roughing Free-form Surface Impeller Channel. Int. J. Adv. Manuf. Technol. 2014, 71, 1801–1810. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, H.; Huang, T.; Ren, G.; Ding, H. Robust Chatter Mitigation Control for Low Radial Immersion Machining Processes. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1972–1979. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension |  | |||
| Top border L1 (mm) | 669.2 | Bottom border L2 (mm) | 869.5 | |
| Height L3 (mm) | 910.8 | Deep Dc (mm) | 23 | |
| Thickness D (mm) | 50 | Material | 7B04-T651 | |
| Process Parameters | ||||
| Vc (r/min) | 2000 | ap (mm/min) | 0.5 | |
| Vf (mm/min) | 250 | Tool material | D16 | |
| Cavity | No. | Coordinate | Cavity | No. | Coordinate | ||||
|---|---|---|---|---|---|---|---|---|---|
| x | y | z | x | y | z | ||||
| 1 | ① | 92.60 | 13.98 | 50 | 4 | ⑫ | 20.87 | 426.45 | 50 |
| ② | 15.84 | 14.47 | 50 | ⑬ | 35.12 | 295.79 | 50 | ||
| ③ | 90.56 | 119.07 | 50 | ⑭ | 14.14 | 448.01 | 50 | ||
| ④ | 17.81 | 119.27 | 50 | 5 | ⑮ | 15.89 | 579.60 | 50 | |
| 2 | ⑤ | 40.32 | 276.37 | 50 | ⑯ | 21.51 | 449.41 | 50 | |
| ⑥ | 15.50 | 273.91 | 50 | ⑰ | 33.45 | 578.54 | 50 | ||
| ⑦ | 17.98 | 146.72 | 50 | ⑱ | 17.30 | 602.75 | 50 | ||
| ⑧ | 105.59 | 152.34 | 50 | ⑲ | 20.73 | 730.61 | 50 | ||
| 3 | ⑨ | 99.56 | 144.64 | 50 | |||||
| ⑩ | 14.82 | 297.29 | 50 | ||||||
| ⑪ | 15.60 | 426.99 | 50 | ||||||
| Parameters | m | α | β | Q | ρ | Nc |
|---|---|---|---|---|---|---|
| Value | 20 | 0.7 | 3.8 | 20 | 0.5 | 50 |
| Code | Input P, Nc, m Output Optimal tool path 1: for j = 2:n 2: for i = 1:m 3: visited = Tabu(i,1:(j − 1)); 4: J = zeros(1,(n – j + 1)); 5: P = J; 6: Jc = 1; 7: for k = 1:n 8: if length(find(visited == k)) == 0 9: if length(find(Tabu(i,1:j) == C(k,4))) == 0 10: J(Jc) = k; 11: Jc = Jc + 1; 12: end 13: end 14: end 15: for k = 1:length(J) 16: P(k) = (Tabu(visited(end),J(k))^Alpha)*(Eta(visited(end),J(k))^Beta); 17: end 18: P = P/(sum(P)); 19: Pcum = cumsum(P); 20: Select=find(Pcum ≥ rand); 21: to_visit = J(Select(1)); 22: Tabu(i,j) = to_visit; 23: end 24: end | |||||
| Tool Path Type | Machining Time (h/min/s) |
|---|---|
| Zigzag | 02:00:30 |
| Peripheral | 01:54:09 |
| ACO-based tool path | 01:39:15 |
| Measurement Platform | The No. 19 Cavity | |
|---|---|---|
 |  | |
| The measurement data (μm) | ||
| wall1 | wall2 | |
| 0.482 | 0.567 | |
| wall3 | wall4 | |
| 0.503 | 0.512 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xin, Y.; Li, Y.; Li, W.; Wang, G. Towards Efficient Milling of Multi-Cavity Aeronautical Structural Parts Considering ACO-Based Optimal Tool Feed Position and Path. Micromachines 2021, 12, 88. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12010088
Xin Y, Li Y, Li W, Wang G. Towards Efficient Milling of Multi-Cavity Aeronautical Structural Parts Considering ACO-Based Optimal Tool Feed Position and Path. Micromachines. 2021; 12(1):88. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12010088
Chicago/Turabian StyleXin, Yupeng, Yuanheng Li, Wenhui Li, and Gangfeng Wang. 2021. "Towards Efficient Milling of Multi-Cavity Aeronautical Structural Parts Considering ACO-Based Optimal Tool Feed Position and Path" Micromachines 12, no. 1: 88. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12010088