
Room Temperature Direct Electron Beam Lithography in a Condensed Copper Carboxylate

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
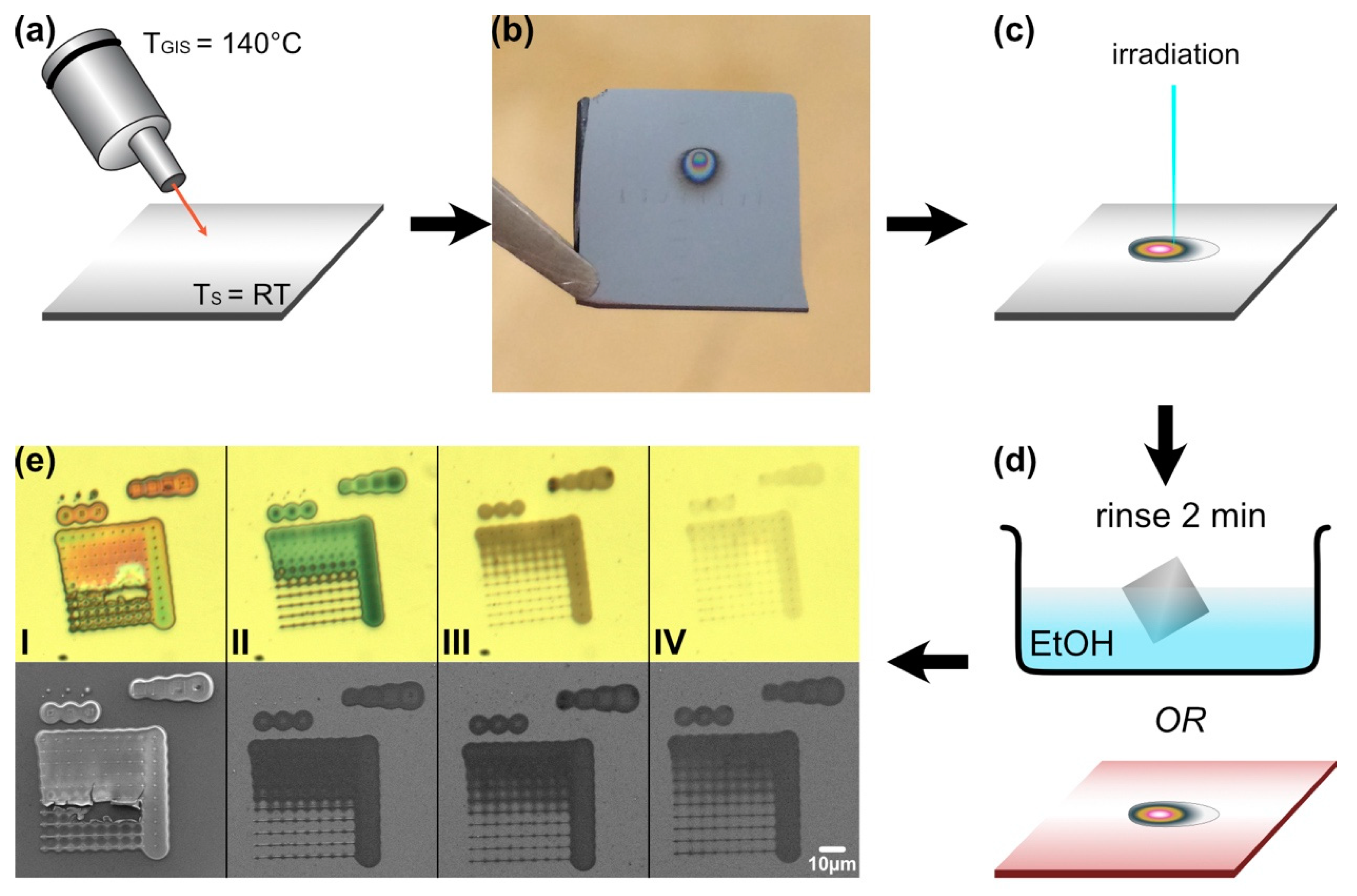
- (A)
- Condensate dissolution in ethanol (EtOH): The samples were placed for 2 min into a beaker with clean EtOH. The resist was gently dissolved by swirling the beaker by hand. The sample was finally rinsed with fresh EtOH and then dried in air;
- (B)
- Resist sublimation in high vacuum (HV): The samples were placed on a heatable stage and introduced into the SEM chamber. At a background pressure of 2 × 10−5 mbar, the stage was heated to 198 °C for 3.5 h. The temperature was measured both within the heating stage and on the substrate surface with Type-K thermocouples. The temperatures on the substrate surface did not exceed 125 °C. The maximum temperature was held for 35 min. Afterward, the heater was turned off, and the sample cooled down in HV.
3. Results and Discussion
3.1. The Direct Electron Beam Lithography (D-EBL) Process in a Positive Low-Volatility Resist
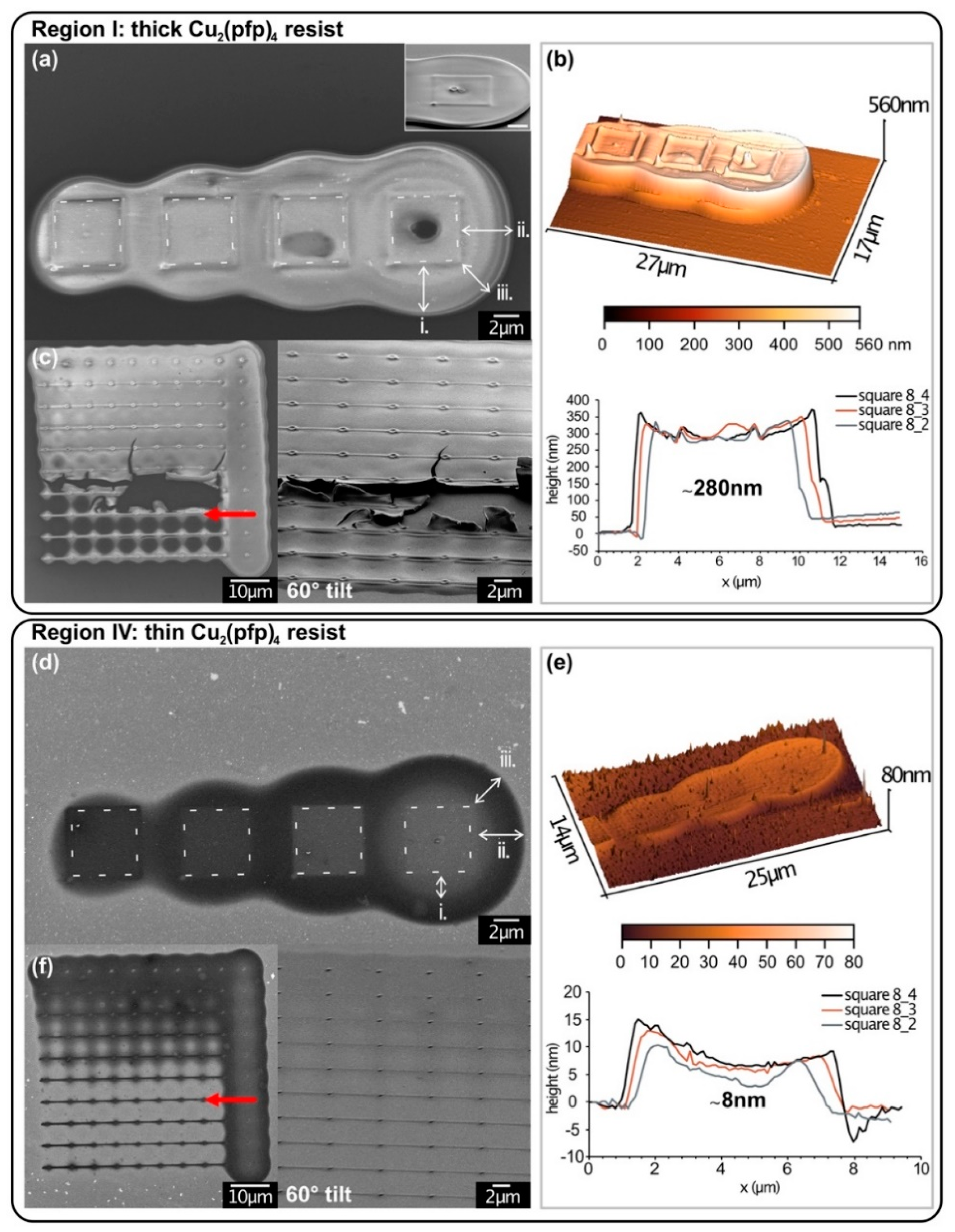
3.2. Development in EtOH
- After a certain radius, r(halo), the electron dose is too low to form a deposit. Any dissociation formed at a smaller electron dose beyond r(halo) led to insufficient decomposition of the precursor molecules;
- These insufficiently decomposed molecules were not forming stable deposits so that they were easily removed in the development step of the process (i.e., rinsed off in EtOH or evaporated in HV);
- A thickness gradient depending on the number of BSE cannot be observed because the deposit thickness depends on the thickness of the condensed film. Any deposit thinner than that seems to be removed in the development step (see point 2).
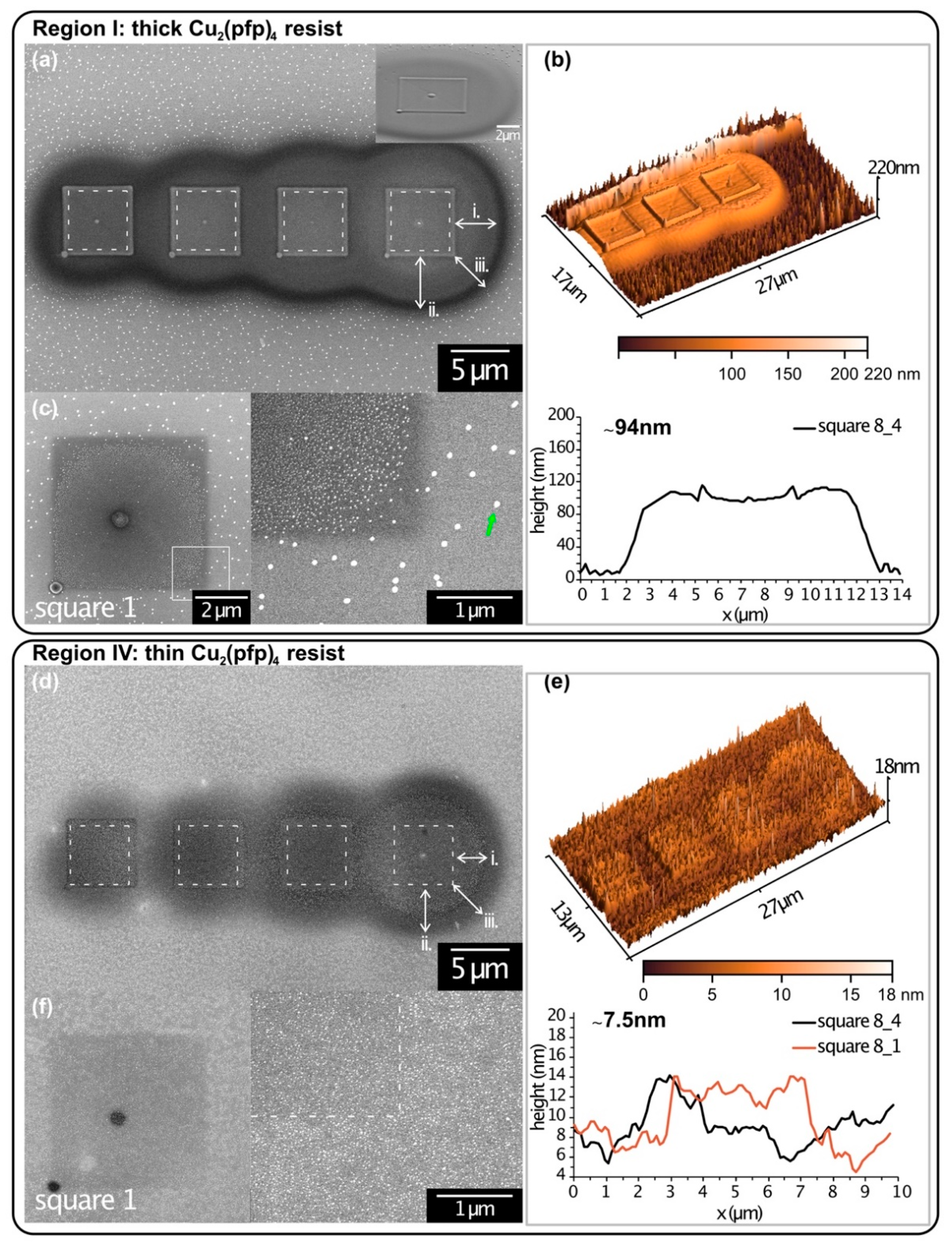
3.3. Development via Annealing
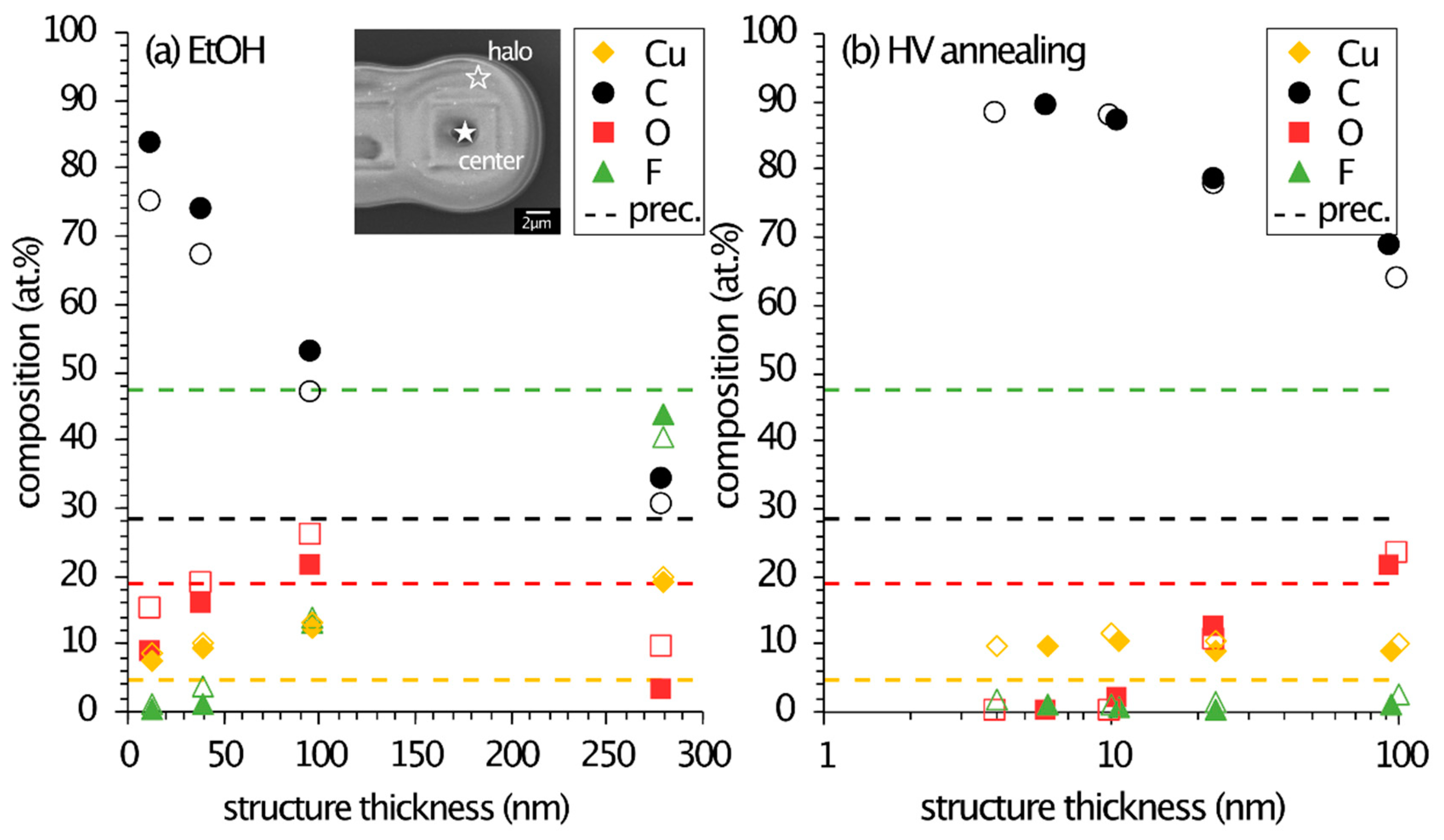
3.4. Chemical Analysis of the Developed Structures
3.5. Post-Purification of D-EBL Structures
4. Conclusions
- The substrate was held at room temperature during deposition so that no thermal drift occurred. This is usually an issue of LV precursor FEBID, where the substrate must be heated to elevated temperatures (e.g., Cu2(pfp)4: TS = 135 °C).
- The deposition rate was up to about 4 orders of magnitude larger than for the gas-assisted process. In contrast to “cryo-FEBID”, this RT approach has the advantage that no water or other contaminants present in the chamber were condensed with the precursor.
- This process allows a higher processing throughput. After preparing the substrates, multiple samples can be irradiated on regular SEM stages. A larger number of patterns are possible since irradiation times can be reduced drastically.
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y. Nanofabrication by electron beam lithography and its applications: A review. Microelectron. Eng. 2015, 135, 57–72. [Google Scholar] [CrossRef]
- Utke, I.; Hoffmann, P.; Melngailis, J. Gas-assisted focused electron beam and ion beam processing and fabrication. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. Process. Meas. Phenom. 2008, 26, 1197–1276. [Google Scholar] [CrossRef] [Green Version]
- Huth, M.; Porrati, F.; Dobrovolskiy, O. V Focused electron beam induced deposition meets materials science. Microelectron. Eng. 2017, 185–186, 9–28. [Google Scholar] [CrossRef] [Green Version]
- van Dorp, W.F.; van Someren, B.; Hagen, C.W.; Kruit, P.; Crozier, P.A. Approaching the Resolution Limit of Nanometer-Scale Electron Beam-Induced Deposition. Nano Lett. 2005, 5, 1303–1307. [Google Scholar] [CrossRef]
- van Dorp, W.F.; Hagen, C.W.; Crozier, P.A.; van Someren, B.; Kruit, P. One nanometer structure fabrication using electron beam induced deposition. Microelectron. Eng. 2006, 83, 1468–1470. [Google Scholar] [CrossRef]
- van Kouwen, L.; Botman, A.W.; Hagen, C. Focused Electron-Beam-Induced Deposition of 3 nm Dots in a Scanning Electron Microscope. Nano Lett. 2009, 9, 2149–2152. [Google Scholar] [CrossRef] [PubMed]
- van Oven, J.C.; Berwald, F.; Berggren, K.K.; Kruit, P.; Hagen, C.W. Electron-beam-induced deposition of 3-nm-half-pitch patterns on bulk Si. J. Vac. Sci. Technol. B 2011, 29, 06F305. [Google Scholar] [CrossRef] [Green Version]
- Drost, M.; Tu, F.; Berger, L.; Preischl, C.; Zhou, W.; Gliemann, H.; Wöll, C.; Marbach, H. Surface-Anchored Metal–Organic Frameworks as Versatile Resists for Gas-Assisted E-Beam Lithography: Fabrication of Sub-10 Nanometer Structures. ACS Nano 2018, 12, 3825–3835. [Google Scholar] [CrossRef]
- Höflich, K.; Yang, R.B.; Berger, A.; Leuchs, G.; Christiansen, S. The Direct Writing of Plasmonic Gold Nanostructures by Electron-Beam-Induced Deposition. Adv. Mater. 2011, 23, 2657–2661. [Google Scholar] [CrossRef]
- Haverkamp, C.; Höflich, K.; Jäckle, S.; Manzoni, A.; Christiansen, S. Plasmonic gold helices for the visible range fabricated by oxygen plasma purification of electron beam induced deposits. Nanotechnology 2017, 28, 055303. [Google Scholar] [CrossRef] [Green Version]
- Fowlkes, J.D.; Winkler, R.; Lewis, B.B.; Stanford, M.G.; Plank, H.; Rack, P.D. Simulation-Guided 3D Nanomanufacturing via Focused Electron Beam Induced Deposition. ACS Nano 2016, 10, 6163–6172. [Google Scholar] [CrossRef]
- Jesse, S.; Borisevich, A.Y.; Fowlkes, J.D.; Lupini, A.R.; Rack, P.D.; Unocic, R.R.; Sumpter, B.G.; Kalinin, S.V.; Belianinov, A.; Ovchinnikova, O.S. Directing Matter: Toward Atomic-Scale 3D Nanofabrication. ACS Nano 2016, 10, 5600–5618. [Google Scholar] [CrossRef] [PubMed]
- Winkler, R.; Schmidt, F.-P.; Haselmann, U.; Fowlkes, J.D.; Lewis, B.B.; Kothleitner, G.; Rack, P.D.; Plank, H. Direct-Write 3D Nanoprinting of Plasmonic Structures. ACS Appl. Mater. Interfaces 2017, 9, 8233–8240. [Google Scholar] [CrossRef] [PubMed]
- Keller, L.; Al Mamoori, M.K.I.; Pieper, J.; Gspan, C.; Stockem, I.; Schröder, C.; Barth, S.; Winkler, R.; Plank, H.; Pohlit, M.; et al. Direct-write of free-form 3D nanostructures with controlled magnetic frustration. arXiv 2017, arXiv:1709.05847. [Google Scholar] [CrossRef] [Green Version]
- Fowlkes, J.D.; Winkler, R.; Lewis, B.B.; Fernández-Pacheco, A.; Skoric, L.; Sanz-Hernández, D.; Stanford, M.G.; Mutunga, E.; Rack, P.D.; Plank, H. High-Fidelity 3D-Nanoprinting via Focused Electron Beams: Computer-Aided Design (3BID). ACS Appl. Nano Mater. 2018, 1, 1028–1041. [Google Scholar] [CrossRef]
- Zhao, D.; Han, A.; Qiu, M. Ice lithography for 3D nanofabrication. Sci. Bull. 2019, 64, 865–871. [Google Scholar] [CrossRef] [Green Version]
- King, G.M.; Schürmann, G.; Branton, D.A.; Golovchenko, J. Nanometer Patterning with Ice. Nano Lett. 2005, 5, 1157–1160. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, A.; Kuan, A.; Golovchenko, J.; Branton, D. Nanopatterning on Nonplanar and Fragile Substrates with Ice Resists. Nano Lett. 2012, 12, 1018–1021. [Google Scholar] [CrossRef] [Green Version]
- Tiddi, W.; Elsukova, A.; Le, H.T.; Liu, P.; Beleggia, M.; Han, A. Organic Ice Resists. Nano Lett. 2017, 17, 7886–7891. [Google Scholar] [CrossRef] [PubMed]
- Tiddi, W.; Elsukova, A.; Beleggia, M.; Han, A. Organic ice resists for 3D electron-beam processing: Instrumentation and operation. Microelectron. Eng. 2018, 192, 38–43. [Google Scholar] [CrossRef] [Green Version]
- Hong, Y.; Zhao, D.; Liu, D.; Ma, B.; Yao, G.; Li, Q.; Han, A.; Qiu, M. Three-Dimensional in Situ Electron-Beam Lithography Using Water Ice. Nano Lett. 2018, 18, 5036–5041. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bresin, M.; Thiel, B.L.; Toth, M.; Dunn, K.A. Focused electron beam-induced deposition at cryogenic temperatures. J. Mater. Res. 2011, 26, 357–364. [Google Scholar] [CrossRef]
- Bresin, M.; Toth, M.; Dunn, K.A. Direct-write 3D nanolithography at cryogenic temperatures. Nanotechnology 2013, 24, 035301. [Google Scholar] [CrossRef] [PubMed]
- Córdoba, R.; Orús, P.; Strohauer, S.; Torres, T.E.; De Teresa, J.M. Ultra-fast direct growth of metallic micro- and nano-structures by focused ion beam irradiation. Sci. Rep. 2019, 9, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Teresa, J.M.; Orús, P.; Córdoba, R.; Philipp, P. Comparison between focused electron/ion beam-induced deposition at room temperature and under cryogenic conditions. Micromachines 2019, 10, 799. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hoffmann, P. Untersuchung zum Direkt-Schreiben von Metallinien mit Fokussierten Licht-und Teilchenstrahlen aus Festen Metallorganischen Schichten; EPFL PP: Lausanne, Switzerland, 1992. [Google Scholar]
- Craighead, H.G.; Schiavone, L.M. Metal deposition by electron beam exposure of an organometallic film. Appl. Phys. Lett. 1986, 48, 1748–1750. [Google Scholar] [CrossRef]
- Harriott, L.R.; Cummings, K.D.; Gross, M.E.; Brown, W.L. Decomposition of palladium acetate films with a microfocused ion beam. Appl. Phys. Lett. 1986, 49, 1661–1662. [Google Scholar] [CrossRef]
- Stark, T.J.; Mayer, T.M.; Griffis, D.P.; Russell, P.E. Electron beam induced metalization of palladium acetate. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. Process. Meas. Phenom. 1991, 9, 3475–3478. [Google Scholar] [CrossRef]
- Hoffmann, P.; van den Bergh, H.; Flicstein, J.; Assayag, G.B.; Gierak, J.; Bresse, J.-F. Direct writing of iridium lines with a focused ion beam. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. Process. Meas. Phenom. 1991, 9, 3483–3486. [Google Scholar] [CrossRef]
- Hoffmann, P.; Ben Assayag, G.; Gierak, J.; Flicstein, J.; Maar-Stumm, M.; Van Den Bergh, H. Direct writing of gold nanostructures using a gold-cluster compound and a focused-ion beam. J. Appl. Phys. 1993, 74, 7588–7591. [Google Scholar] [CrossRef]
- Bedson, T.R.; Palmer, R.E.; Wilcoxon, J.P. Mechanism of electron-beam writing in passivated gold nanoclusters. Appl. Phys. Lett. 2001, 78, 2061–2063. [Google Scholar] [CrossRef]
- Corbierre, M.K.; Beerens, J.; Lennox, R.B. Gold nanoparticles generated by electron beam lithography of gold(I)-thiolate thin films. Chem. Mater. 2005, 17, 5774–5779. [Google Scholar] [CrossRef]
- Bhuvana, T.; Kulkarni, G.U. Highly conducting patterned Pd nanowires by direct-write electron beam lithography. ACS Nano 2008, 2, 457–462. [Google Scholar] [CrossRef] [PubMed]
- Minamimoto, H.; Irie, H.; Uematsu, T.; Tsuda, T.; Imanishi, A.; Seki, S.; Kuwabata, S. Fine patterning of silver metal by electron beam irradiation onto room-temperature ionic liquid. Chem. Lett. 2015, 44, 312–314. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.-Y.; Esrom, H. UV-induced decomposition of adsorbed Cu-acetylacetonate films at room temperature for electroless metal plating. Appl. Surf. Sci. 1992, 54, 465–470. [Google Scholar] [CrossRef]
- Szłyk, E.; Szymańska, I. Studies of new volatile copper(I) complexes with triphenylphosphite and perfluorinated carboxylates. Polyhedron 1999, 18, 2941–2948. [Google Scholar] [CrossRef]
- Pouchou, J.L.; Pichoir, F. Electron probe x-ray microanalysis applied to thin surface films and stratified specimens. Scanning Microsc. Suppl. 1993, 7, 167–189. [Google Scholar]
- SAMx STRATAGem 4.4 User’s Manual 2008.
- Kanaya, K.; Okayama, S. Penetration and energy-loss theory of electrons in solid targets. J. Phys. D Appl. Phys. 1972, 5, 43. [Google Scholar] [CrossRef]
- Murata, K. Spatial distribution of backscattered electrons in the scanning electron microscope and electron microprobe. J. Appl. Phys. 1974, 45, 4110–4117. [Google Scholar] [CrossRef]
- Rückriem, K.; Grotheer, S.; Vieker, H.; Penner, P.; Beyer, A.; Gölzhäuser, A.; Swiderek, P. Efficient electron-induced removal of oxalate ions and formation of copper nanoparticles from copper(II) oxalate precursor layers. Beilstein J. Nanotechnol. 2016, 7, 852–861. [Google Scholar] [CrossRef] [Green Version]
- Ahlenhoff, K.; Koch, S.; Emmrich, D.; Dalpke, R.; Gölzhäuser, A.; Swiderek, P. Electron-induced chemistry of surface-grown coordination polymers with different linker anions. Phys. Chem. Chem. Phys. 2019, 21, 2351–2364. [Google Scholar] [CrossRef]
- Berger, L.; Jurczyk, J.; Madajska, K.; Edwards, T.E.J.; Szymańska, I.; Hoffmann, P.; Utke, I. High-Purity Copper Structures from a Perfluorinated Copper Carboxylate using Focused Electron Beam Induced Deposition and Post-Purification. ACS Appl. Electron. Mater. 2020, 2, 1989–1996. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Halo Radius a | EtOH | HV Annealing | |||
|---|---|---|---|---|---|
| (a) | (b) | (a) | (b) | rBSE,Si (25 keV) | |
| i Side—bright edge | 3.6 µm | 1.8 µm | 3.7 µm | 2.6 µm | 3.9 µm |
| ii Side—dark edge | 4.3 µm | 3.9 µm | 4.5 µm | 3.6 µm | |
| iii Corner—dark edge | 3.5 µm | 2.9 µm | 3.7 µm | 3.4 µm | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berger, L.; Jurczyk, J.; Madajska, K.; Szymańska, I.B.; Hoffmann, P.; Utke, I. Room Temperature Direct Electron Beam Lithography in a Condensed Copper Carboxylate. Micromachines 2021, 12, 580. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12050580
Berger L, Jurczyk J, Madajska K, Szymańska IB, Hoffmann P, Utke I. Room Temperature Direct Electron Beam Lithography in a Condensed Copper Carboxylate. Micromachines. 2021; 12(5):580. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12050580
Chicago/Turabian StyleBerger, Luisa, Jakub Jurczyk, Katarzyna Madajska, Iwona B. Szymańska, Patrik Hoffmann, and Ivo Utke. 2021. "Room Temperature Direct Electron Beam Lithography in a Condensed Copper Carboxylate" Micromachines 12, no. 5: 580. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12050580