Enabling Technologies and Sustainable Catalysis in Biodiesel Preparation



1
Dipartimento di Scienza e Tecnologia del Farmaco, University of Turin, Via P. Giuria 9, 10125 Turin, Italy
2
Huvepharma Italia Srl, Via Roberto Lepetit, 142, 12075 Garessio (CN), Italy
3
Institute for Translational Medicine and Biotechnology, First Moscow State Medical University (Sechenov), 8 Trubetskaya ul, 119146 Moscow, Russia
*
Author to whom correspondence should be addressed.
Catalysts 2020, 10(9), 988; https://0-doi-org.brum.beds.ac.uk/10.3390/catal10090988
Submission received: 10 July 2020
/
Revised: 25 August 2020
/
Accepted: 29 August 2020
/
Published: 1 September 2020
(This article belongs to the Special Issue Sustainable Catalysts for Biofuel Production)
Abstract
:Over the last decade, enabling technologies and sustainable catalysis have become appealing options for biodiesel preparation because of their impressive process intensification and energy savings. The present review will compare the most innovative protocols that have been developed and improved to use non-conventional energy sources and catalysts that are performed, in particular, using continuous-flow methods. Although this account cannot be comprehensive, it will, however, provide a good overview of the reaction-rate improvements and catalyst activation that is provided by microwaves, ultrasound, hydrodynamic cavitation, flow reactors and even hybrid techniques. Advantages and limitations are discussed together with industrial scalability.

1. Introduction
Biodiesel has been popular since the early 1990s, but is nowadays, raising ethical and sustainability issues because of its use of edible feedstocks and high production costs [1,2]. Although biodiesel production processes can be improved by replacing conventional homogeneous (basic) catalysts with heterogeneous catalysts, these techniques have never been used industrially [3]. Biodiesel is mainly obtained via transesterification (alcoholysis) or direct esterification, and both reactions proceed through an equilibrium. Transesterification with basic catalysts is used when noble oils, with low free fatty acid (FFA) contents, are used as the substrate, while acid catalysts is used when FFA content is higher than about 2 wt.%; otherwise the saponification reaction would slow down the process and create problematic foams. The alcohol used is usually methanol or ethanol. Methanol is cheaper and more prone to esterification, whereas ethanol is safer, greener and has better solubility with vegetable oils, while also allowing higher reaction temperatures to be used [4]. Nowadays, homogeneous catalysts are used for both processes in most cases; strong mineral bases and acids, such as KOH and H2SO4, although several sustainable alternatives have been reported [5,6,7]. Dramatic process intensification can be achieved using enabling technologies, such as microwaves (MW), ultrasound (US) and hydrodynamic cavitation (HC) [8,9,10]. This can lead to greener biodiesel syntheses that save time and energy. In the present review, we will focus on recent advances (literature 2013–2020) in process intensification under enabling technologies and sustainable catalysts.
2. Enabling Technologies for Biodiesel Production
2.1. Microwave-Assisted Processes
MW are electromagnetic waves that range from 0.3 to 300 GHz in the spectrum. Most instruments work at 2.45 GHz, where water molecules interact with the field. Indeed, the main phenomena behind MW heating are dipolar polarisation and ionic conduction; both dipoles and ions try to orient themselves with the oscillating field and the energy loss of these re-arrangements generates heat. The efficiency of a material in transforming MW irradiation to heat depends on its dielectric constants and is mainly defined by its loss tangent (tan δ). Polar solvents and salts interact strongly with MW, whereas non-polar materials, such as PTFE (Polytetrafluoroethylene), do not heat up and are transparent to them. MW are primarily known for their ability to quickly heat absorbing materials, to create inverse thermal gradients (where the samples heat from the inside) and to overheat solvents above their boiling point. This cascades into a range of enhanced kinetics and selectivity. Metal-based polar catalysts may generate hot-spots with high, localised temperatures that can dramatically improve reaction rates, despite bulk temperatures being significantly below a solvent’s boiling point.
A list of experimental conditions of MW-assisted processes from literature is presented in Table 1.
The use of this technology in biodiesel production was already investigated by Leadbeater et al. in 2007 [11], in which batch and continuous flow reactors were heated by MW and tested on the litre scale. In the batch process, the energy consumption was 90.1 kJ/L, while the continuous-flow mode gave figures of 60.3 kJ/L and 26 kJ/L for 2.0 and 7.2 L/min respectively. From the results of this study, it is evident that energy consumption of the batch process is of the same order of magnitude as the conventional heating method, while the continuous flow processes are more energy efficient [12].
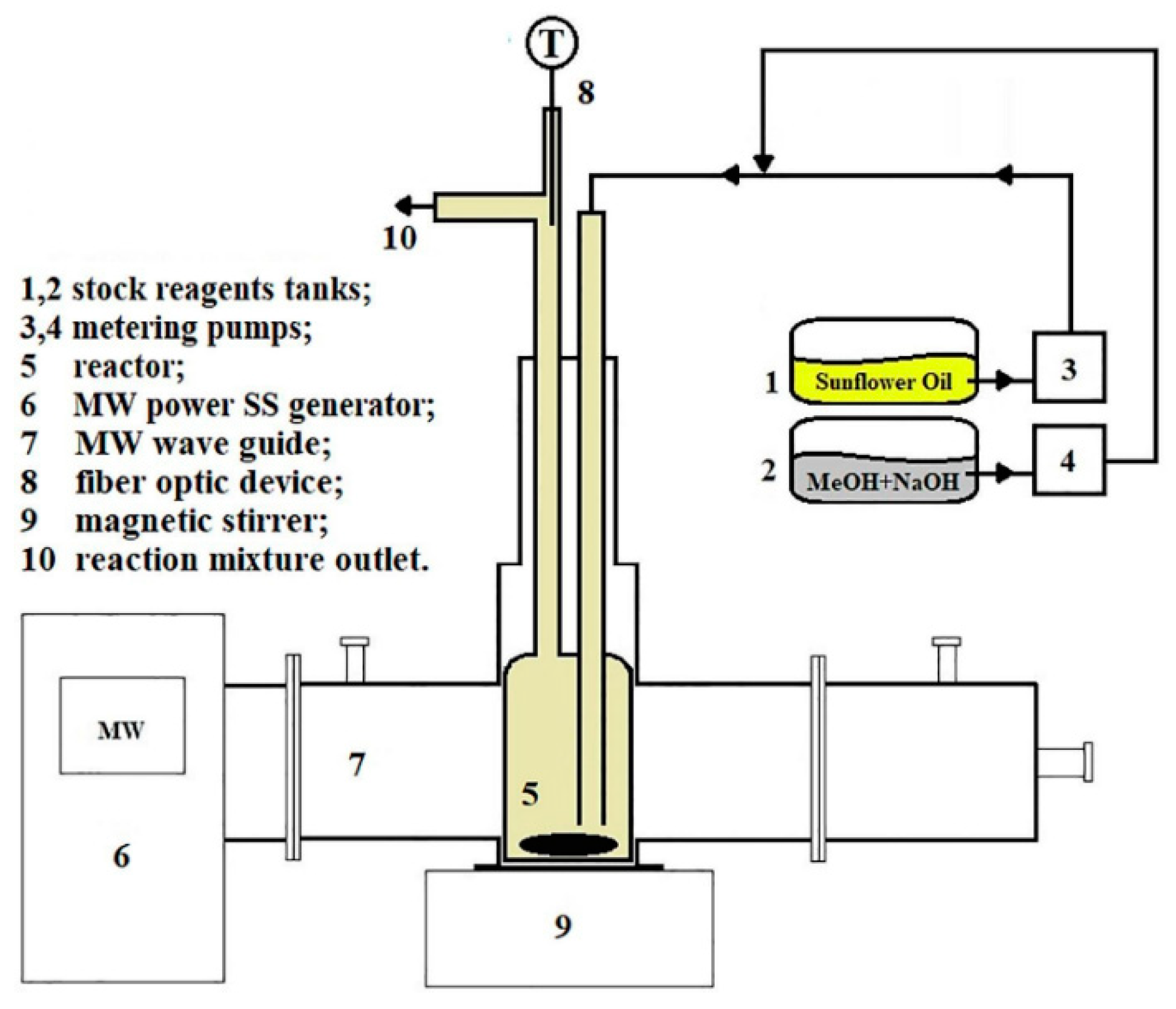
Our own group have also proven the applicability of MW heating to biodiesel production, and reported the parameters that mainly affected the yield [13]. The transesterification of palm oil was performed in a pressurised, flow MW reactor (FlowSYNTH by Milestone s.r.l. Sorisole–BG, Italy), giving 99.4% conversion at 70 °C, with 1 wt.% NaOH loading, and a 12:1 methanol-to-oil ratio in just 1.75 min of residence time (Figure 1). A range of different parameters were screened in the search for the optimal conditions for the reaction. Increasing the methanol-to-oil ratio improved the results, not only because it pushed the equilibrium towards the products, but also because the polarity of the medium increased, giving better heating efficiency under MW.
Different power levels were tested, and interestingly, the best results were obtained at 400 W of power. Lower power was not sufficient to provide satisfactory heating, while higher power created overheating. Moreover, although the ability to run the reaction above the methanol boiling point improved the kinetics, the effect was no longer significant above 70 °C. Under the optimised conditions, energy consumption of 0.1167 kWh/L was observed, approximately half that of a conventional process. In a later study [14], palm oil was transesterified to biodiesel in the same reactor using Response Surface Methodology (RSM) to optimise the reaction conditions. It was found that MW power and irradiation time had the greatest influence on biodiesel yield. With this method, an optimised yield of 97.82% was reached in 3 min of irradiation at 780 W of MW, with a methanol-to-oil ratio of 6:1 and 1 wt.% catalyst loading. A pressure of 7 bar was used to operate above the methanol boiling point. The energy consumption was also lower than that of conventional processes, at 0.88 MJ/L instead of 1.92 MJ/L.
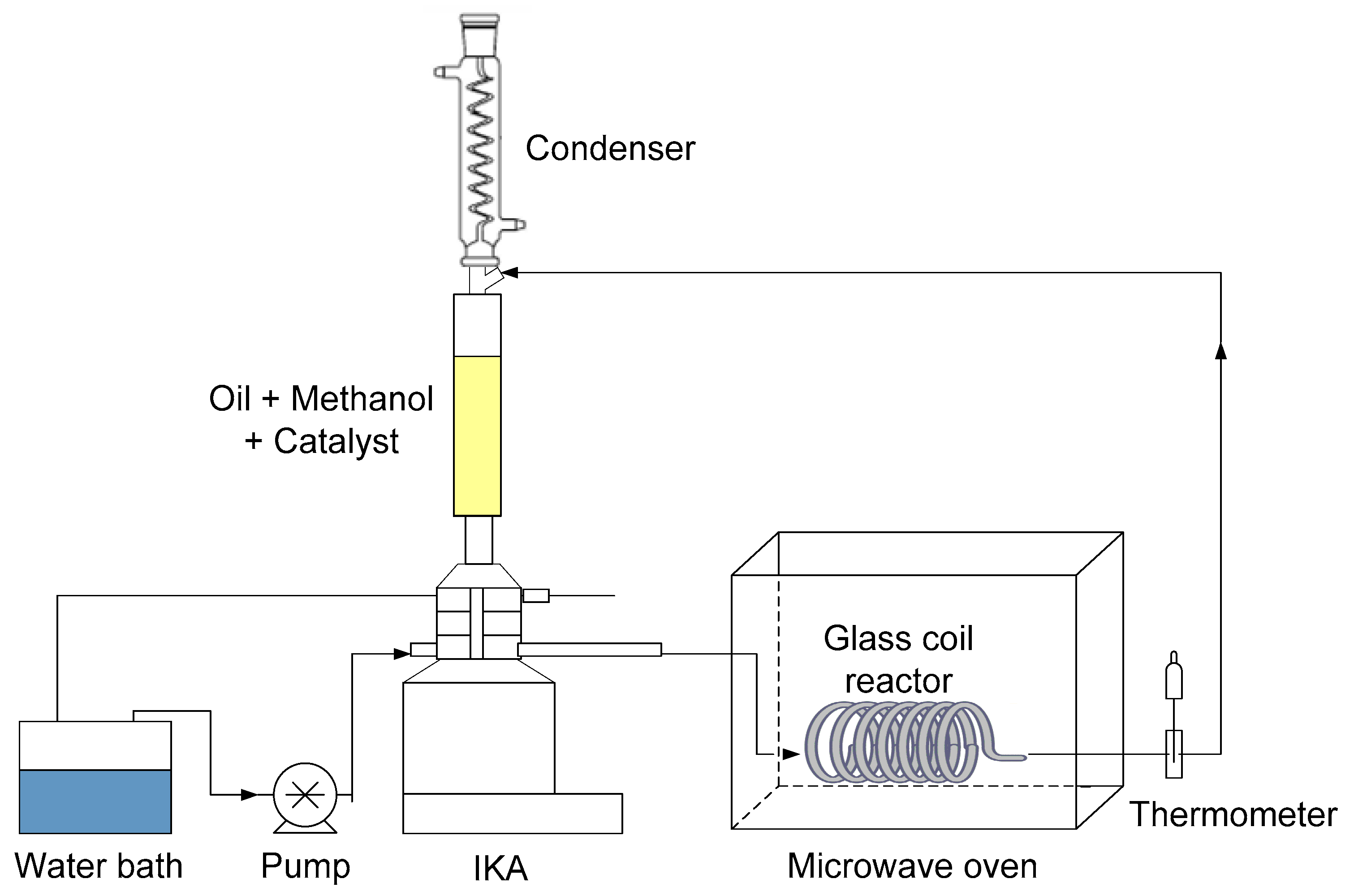
Biodiesel synthesis occurs in a biphasic system, and thus, suffers from inefficient mass transfer because of the only partial miscibility of alcohol and oil. The mechanical stirring of the reagents is usually performed before the reaction takes place, but entails huge energy expenditure. Choedkiatsakul et al. [15] have assembled a new flow system, which is made up of a multi-rotor high-shear mixer (HSM) connected to a multimode MW reactor, to improve this homogenisation step (Figure 2). The premixed reagents (catalyst, methanol and oil) are fed first to the HSM and then continually passed through the glass coil reactor, which is subjected to MW. The outlet stream, which includes products and residual reagents, is circulated to the HSM and fed again to the reactor for a pre-determined number of cycles. The system also includes a cooling system to disperse the heat generated by the rotors and operating unit.
The performance of this system has been compared with that of a second system, which includes a turbo mixer (conventional stirring), and it was that a biodiesel yield of 99.80% was obtained after only 5 min of reaction time (corresponding to 5 circulation cycles). The energy consumption of this new flow system is another important aspect of this study. Indeed, A total energy consumption of 1200 kJ/L is around half that of the conventional stirring system.
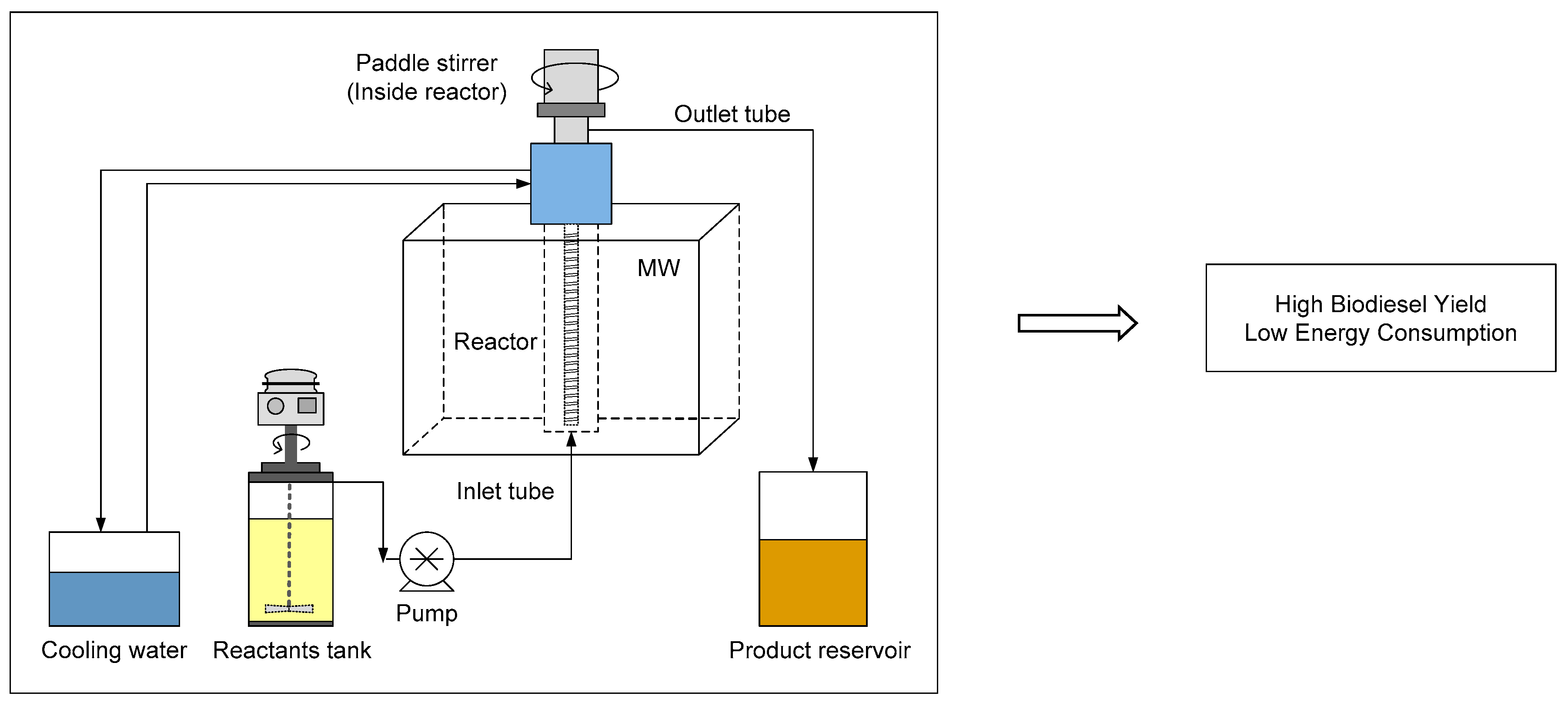
In a recent work [16], another continuous flow system for the process intensification of FAME production using MW was investigated (Figure 3).
In this study, a Miniflow, a mono-mode device, was used. The reactants enter the reactor, where they are mixed, and the reaction products exit through the outlet at the top. The heat input is automatically and continuously adjusted to keep the temperature at 40 °C, whereas the residence time is changed with the flow rate. The results show that the enhancing effect of MW is particularly strong when the catalyst concentration is about 0.25%, but a stationary time of 180 s is needed.
2.2. Cavitation-Assisted Processes
Cavitation refers to the formation of gas bubbles inside a liquid phase due to a drop of pressure. This phenomenon can be induced by a fast-moving object (for example a propeller) or by the movement of the liquid itself through a narrowing. While acoustic cavitation is generated by sonotrodes (ultrasonic horns, cup horns or baths). US and HC can be used to promote the mass-transfer inside a reactor or activate a chemical reaction and a list of experimental conditions from the literature is presented in Table 2.
2.2.1. Ultrasound
US consist of sonic waves above 20 kHz and can dramatically improve mass transfer and activate a catalyst, thereby boosting reaction rates. Rapid bubble growth and collapse generate hotspots within which high pressures and temperatures are reached, although the solution bulk remains at around the starting temperature. Heterogeneous catalysts can also act as nucleating agents for bubbles, assuring that the reaction occurs at their surface. Most US equipment operates at 20 kHz and can either convey US directly (immersion horns and cup-horns) or indirectly (ultrasonic baths). Frequency, intensity, power output and working temperature are the relevant parameters that influence the reaction. US can be applied, either in continuous or pulsed mode.
The differences between direct and indirect US applications have been investigated by Hussain et al. Cavitation phenomena in batch experiments were studied by measuring the Root Main Square (RMS) voltage of the US sources, which is directly linked to the acoustic pressure in the reaction medium [17]. The tested US bath, working at 40 kHz, displayed a low RMS voltage value, indicating weak and inhomogeneous cavitation, which is not suitable for transesterification. On the other hand, the titanium horn that worked at 20 kHz gave intense and uniform cavitation, which was also due to acoustic streaming in the fluid (the turbulent flow of liquid moving away from the tip of the horn). This was the most efficient set up for the experiments. A combination of both gave results that fell within those of the two separate techniques.
Martinez-Guerrera et al. have investigated how pulsed and continuous US irradiation can promote biodiesel production [18]. In their study, US was applied to a simple mixture of “used vegetable oil” (UVO), with a FFA content of 1.7%, using NaOH as the catalyst for esterification. Pulsed US was 5 s on and 1 s silent. Both pulsed and continuous irradiation were performed with titanium horns in direct contact with the reaction mixture. Pulsed US always performed better than continuous US in the experiments. The main difference lies in the temperature profiles; under continuous US, the temperature reached 60 °C in 1 min, whereas pulsed US stopped at 35 °C. High temperatures led to MeOH loss via evaporation and also to the equilibrium, and the inverse reaction, being reached earlier. Overall, biodiesel yields were 5–10% higher with shorter reaction times and smaller heat loss with pulsed US. At 150 W, the energy converted to heat was 3.52% with the pulsed mode, whereas it was 8.81% with continuous mode, and this can lead to important energy savings. Pulsed US gave a maximum yield of 98% when applied to a 50 mL reaction, while continuous US was optimal at a larger volume of 250 mL. This indicated that high energy densities are created in continuous mode and that, without proper reactor design, may lead to poor final results, whereas pulsed US may be easier to handle.
Shinde et al. have investigated the influence of reaction parameters on the production of biodiesel from Canola oil in a continuous flow reactor [19]. In their study, about 80% conversion was achieved after 2 min at 35 °C, with a 4:1 methanol-to-oil ratio and using 0.5 wt.% of CH3ONa as the catalyst. The kinetics were clearly faster than those of a conventional process. US was generated by an US horn working at 26 kHz. Interestingly, the authors noted that, while the amount of catalyst had a great impact, the residence time did not influence conversion. This is linked to the fact that the reaction occurs in the small volume of liquid near the horn tip, which is not influenced by overall reactor volume, meaning that flow reactors can be miniaturised without influencing the conversion rate. Moreover, raising the temperature from 35 to 55 °C did not greatly influence the results. It is hypothesised that the reaction temperature is that of the hotspot that is generated by the cavitation, so a high bulk temperature is not needed in a US-assisted process.
Boffito et al. [20] have examined process intensification with US in both batch and continuous flow reactors. The authors compared three different experiments: A conventional mechanically stirred experiment, a US-assisted batch experiment, both stirred vessel and Rosette cell, and a US-assisted continuous experiment. In the conventional, mechanically stirred vessel, the yield was 40% after 30 min, while, in the same time, the US batch experiment gave a yield of over 90%. The Rosette cell reactor displayed a higher yield, about 96.5%, than the traditional vessel. This is due to the combined effect of acoustic cavitation and the turbulence caused by the specifically designed loops. The authors investigated the influence of temperature and the use of pulsed US in batch experiments. While, high temperatures are usually adopted in conventional mechanical processes to advance the kinetics and the solubility of oil and methanol, they also decrease the viscosity of the reaction medium and lower cavitation efficiency. The study confirmed that high temperatures are not required under US. Continuous flow experiments were performed using a 0.7 L and 0.07 L tubular reactor. In the smaller reactor, the experiments were performed using both continuous and pulsed US. The reaction rate was very high in the continuous reactor. After only 18 s, the yield was higher than 90% using pulsed US, because the lower temperature avoided MeOH evaporation.
Several reactors have been tested for US-assisted transesterification. Delavari et al. [21] have studied US combined with a helicoidal reactor for continuous biodiesel production. This system is composed of a 1500 W ultrasonic homogeniser and a glass helicoidal reactor, both submerged in a hot water bath. This design made for a very compact flow reactor; a length of 20 m was chosen because of the results of a previous study [22]. However, the total reactor size is only 48 cm. One helix was placed inside the empty space of a larger helix, and this configuration reduced the space required. The optimised yield, of up to 90%, was achieved in 150 s, at a 1 L/min flow rate, 0.5% NaOH and an 8:6 methanol/oil molar ratio.
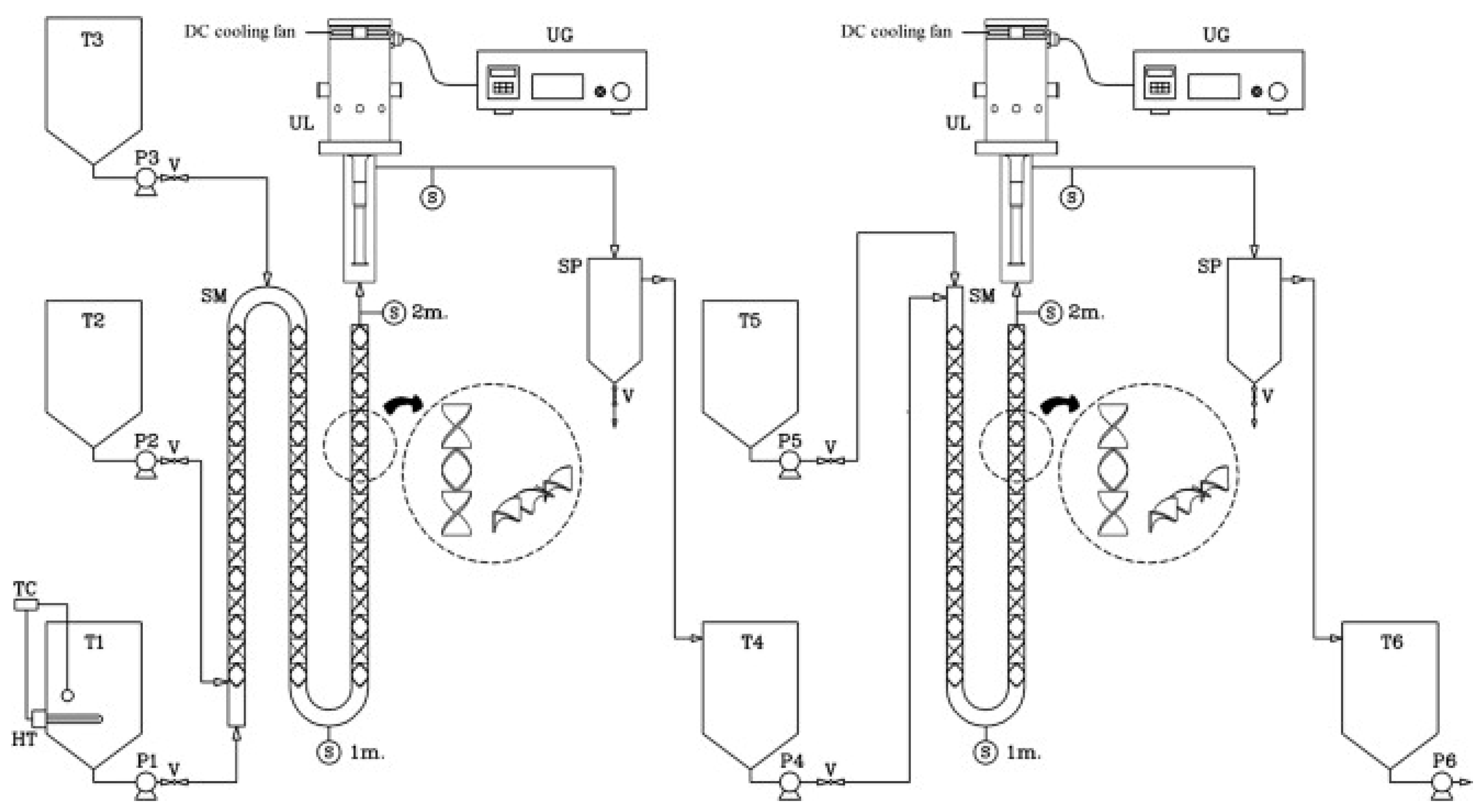
A two-step continuous process to produce methyl ester from FFA mixed crude palm oil has been investigated by Somnuk et al. [23]. The system is equipped with a static mixer, coupled with high-intensity US. In the first step, esterified oil is produced by acid-catalysed transesterification, the reactants are pre-mixed with a static mixer and US is used to accelerate the reaction (Figure 4). In the second step, crude biodiesel is obtained from base-catalysed transesterification, the reactants (esterified oil and CH3OK) are pre-mixed and US is used to accelerate the second step.
This system gives an optimised yield of 92.5% after the purification process in a total of 6.5 h. The residence time in the US reactor was less than 20 s for both the acid-catalysed and base-catalysed reactions.
In a recent work, Somnuk et al. [24], have compared the methyl ester purities provided by four different continuous reactors with short reaction times: Plug flow reactor, static mixer reactor, US clamp on tubular reactor and static mixer combined with US. The results showed that higher methyl ester purity was given by the US reactor. The highest ester purity was 98.98 wt.% after a 30 s residence time, with 12 g/L KOH and 20 vol.% methanol. The average energy consumption in continuous biodiesel production, at 20 L/h in the US reactor, was 0.035 kWh/L with a US power input of 2400 W.
2.2.2. Hydrodynamic Cavitation
Cavitation always occurs when a liquid is subjected to a rapid drop in pressure. This can be achieved using US applications, but also with HC. The new generation of hydrodynamic reactors makes use of a rotor-stator design in which a fast-rotating module creates the low-pressure zone as the liquid is pushed through its orifices, and thus initiates cavitation. Of course, this also creates great turbulence in the liquid, and can be used to enhance mass transfer and disperse solid particles, making it a game changer for biodiesel production as reagents do not always have optimal solubility in each other.
Our research group investigated this technology in 2016 [25], using a commercial rotor-stator reactor equipped with a 7.5 kW electric engine that was used for the transesterification of refined and bleached palm oil in methanol with NaOH as the catalyst. The process was divided into two steps. First, the oil was mixed with 75% of the needed methoxide solution at reaction temperature, and it then underwent a first reaction cycle. After the first step, glycerol was allowed to separate and the biodiesel layer, together with the unreacted FFA and triglycerides, was mixed with the remaining 25% of the basic solution and it all underwent a second cavitation step. The optimal conditions were 50 °C, 15 min of cavitation and a flow rate of 390 L/h, equivalent to a 10-s residence time in the reactor, leading to a 99% conversion yield. The energy consumption was 0.030 kW/h per L of biodiesel, which is significantly lower than the approximate 0.222 kW/h of a conventional process. This technology also proved itself to be viable for scale-up, in view of the good results obtained at such a fast flow rate. Chuah et al. confirmed these findings when an HC 50 L reactor was compared to a mechanical-stirrer-based reactor for biodiesel production from WCO [26]. Under the optimal conditions, of 1% KOH, a 6:1 MeOH/oil ratio, and 60 °C in 15 min, a 98% methyl ester yield was found. The HC system, which worked at 600 rpm, was much more efficient than mechanical stirring, which only gave 19% conversion in the same time period. Overall, HC technology was found to be six-times faster for the complete conversion and to give eight times the yield of a conventional system in 15 min. These advantages are linked to the ability of HC to efficiently mix the reagents and overcome their resistance to mass transfer, thus, leading to shorter processing times and energy savings.
Samuel et al. [27], have studied the influence of EtOH on biodiesel production under HC. A yield of 92.5% was obtained with a 6:1 ethanol/oil molar ratio and 4 wt.% of catalyst in 40 min. In this case, ethanol was less miscible with the rubber seed oil used, and this resulted in a slower reaction rate compared to that of methanol.
2.3. Combined Technologies
Special attention should be paid to combinations of US and MW as they have positive effects on reaction time and give high product yields [28]. MW dielectric heating can selectively act on a reaction mixture (heating of MeOH and catalyst), while US increases mass and heat transfer, meaning that they lead to higher process efficiency when combined.
There are two approaches to efficiently combining these two different technologies. The first makes use of separate reactors, one with US and another with MW, and a pump that circulates the reaction mixture. The second set up involves simultaneous US and MW irradiation in the same hybrid reactor and the use of a non-metallic horn (Pyrex, quartz, ceramic horns and specific polymers like PEEK) [29], however, that cannot operate at high vibrational amplitudes [30].
A list of experimental conditions of combined technologies-based processes from literature is presented in Table 3.
The MW/US combination was investigated by our group in 2015 [31], in a multimode MW apparatus (900 W) with a Pyrex horn that was placed in contact with the reaction medium, and that worked at 20 kHz and 100 W input power. The apparatus was used to study the transesterification of palm oil and the influence of different parameters on the final yield, using the RSM method. The methanol/oil ratio was the most important factor; up to 6:1, biodiesel yield was improved, while, at higher ratios, glycerol started to solubilise and reverse the reaction. KOH was used as the basic catalyst, 1 wt.% loading was found to be optimal and avoided saponification. Finally, MW and US irradiation times were investigated and the optimal durations were 129 s for MW and 136 s for US. Under these optimal conditions, the experimental biodiesel yield was 97.5%. A remarkably high yield was achieved in only 2 min, which is significantly faster than the reaction times of conventional methods (usually over 1 h) and of MW and US each used alone in our previous experiments. Energy consumption was of 0.36 MJ/L, which compares favorably with the 1.92 MJ/L of a conventional process.
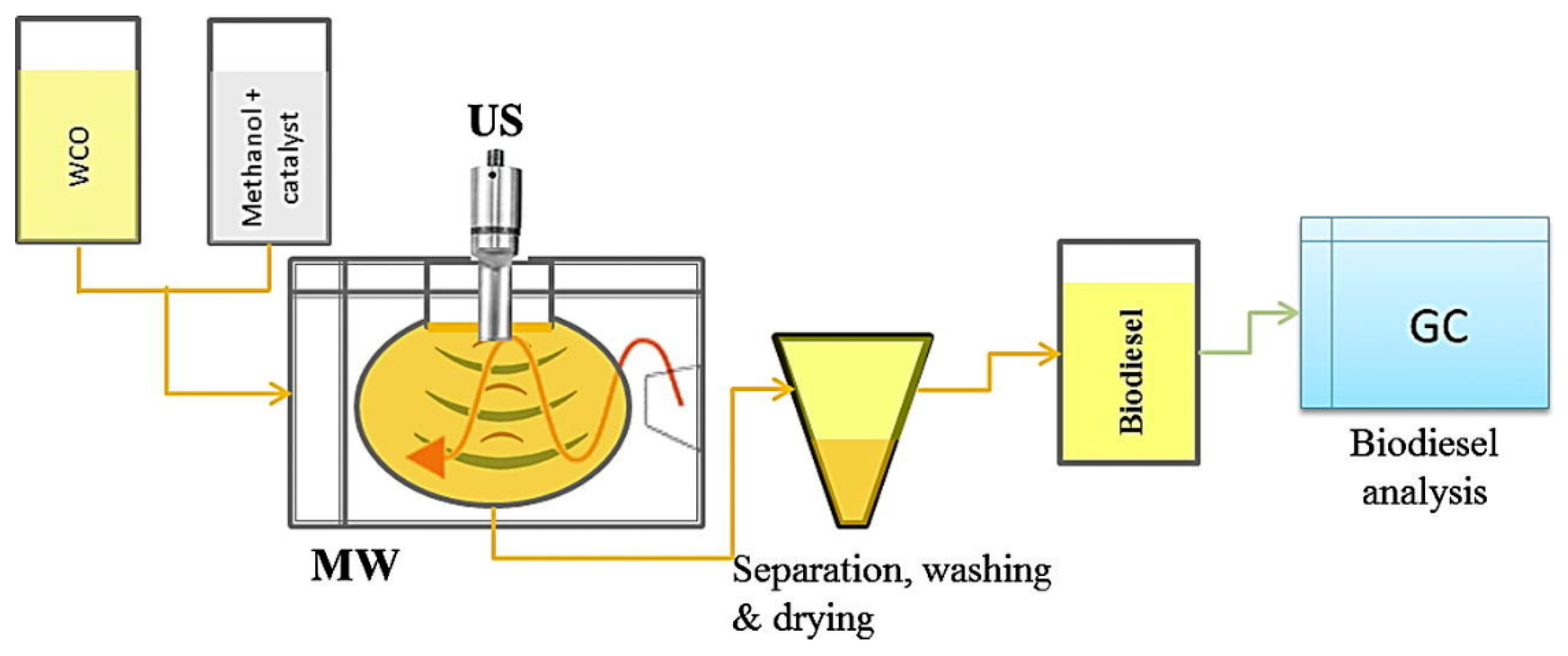
Another example has been published by Martinez-Guerra et al. who tested a system with a MW unit combined with a US horn and a reflux condenser (Figure 5) [32]. Waste vegetable oil (about 20 mL) was added to the mixture of methanol and NaOH and was irradiated with MW/US (100/100 W). A 97.6% biodiesel yield was obtained in 2 min with a 6:1 methanol/oil ratio, and 0.75 wt.% NaOH. The biodiesel yield achieved with the combined MW/US irradiation was higher than both single MW and single US irradiation (87.1%, and 89.8%, respectively). The energy consumption of these hybrid conditions was 0.3 kJ/g for 18 g of oil and 1.3 kJ/g for 72 g of oil, which are both lower than the energy used in conventional heating and mixing.
The same authors have also published a work on the combined effect of MW and US irradiation on the transesterification reaction of waste vegetable oil, as catalysed by barium oxide (BaO) [33]. The catalyst is poorly soluble in methanol and was easily removed by filtration with a simple work up. A biodiesel yield of 96% was obtained in 2 min with 0.75% catalyst loading, a methanol/oil ratio of 6:1 and 100/100 W MW/US power input.
US can also be coupled with HC to maximise the activation of a catalyst and the contact between all the reagents. Farvardin et al. have used a combined flow US and HC system for the production of biodiesel from WCO (MeOH and NaOH) [34]. RSM was used to optimise the reaction parameters: Catalyst loading, MeOH/oil ratio and reaction time,1 wt.%, 6:1 ratio and 60 s, respectively. Sonication (250 W) mixed the reaction components and a peristaltic pump then transferred the liquid to the HC reactor (3200 rpm at 750 W). A methyl ester yield of 90.45% was obtained in 1 min, while an equivalent yield required over 90 min under conventional mechanical stirring.
3. Innovative Catalysts for Biodiesel Production
The most obvious modification to improve the sustainability of this reaction would be to switch from homogeneous to heterogeneous catalysis, as heterogeneous catalysts can be easily recovered via filtration or centrifugation. Unlike homogenous catalysts, recovered solid catalysts can usually be reused for several cycles, sometimes even without a regeneration step [35].
A list of experimental conditions of processes based on innovative catalysts from literature is presented in Table 4.
Many examples of heterogeneous catalysts have been reported in the literature. Sun et al. have reported the use of K2CO3-loaded Al-Ca hydrotalcite, which gave 95% conversion in 2 h at 65 °C with 2 wt.% catalyst loading, and could be reused up to four times with conversions above 87% [36]. Borah et al. have synthesised cobalt doped ZnO for use as a heterogeneous catalyst and achieved 98.03% conversion at 60 °C with a catalyst loading of 2.5 wt.%. The catalyst could only be reused twice, due to the leaching of active Co species [37]. Malins has presented an in-depth study of the applicability of different anhydrous alkali salts for the reaction: K3PO4, K2CO3, Na3PO4, Na2CO3. Activity, recovery and air stability were all considered when selecting the best candidates for industrial applications. Potassium salts were the most active, but were also less stable and harder to recover from the reactions. Sodium salts had similar activity and recovery rates above 80%. However, Na2CO3 showed the highest stability and was used five times without regeneration, giving conversions above 96% [38].
Metal oxides can be exploited for the reaction, and an example of this is K+-doped MgO, derived from MgCO3, for the transesterification of sunflower oil [39]. MgO was obtained via the calcination of the original carbonate at 800 °C. MgCO3 did not show any catalytic activity and MgO 3.0% loading only gave 45% conversion after 15 h at 65 °C. Interestingly, when a 50% KOH solution was added to the carbonate before calcination, a crystalline structure that incorporated both cations was obtained. This K+-doped material displayed 98% conversion after 30 min and could be recovered and reused, although with lower conversions (50%) after 2 h [40].
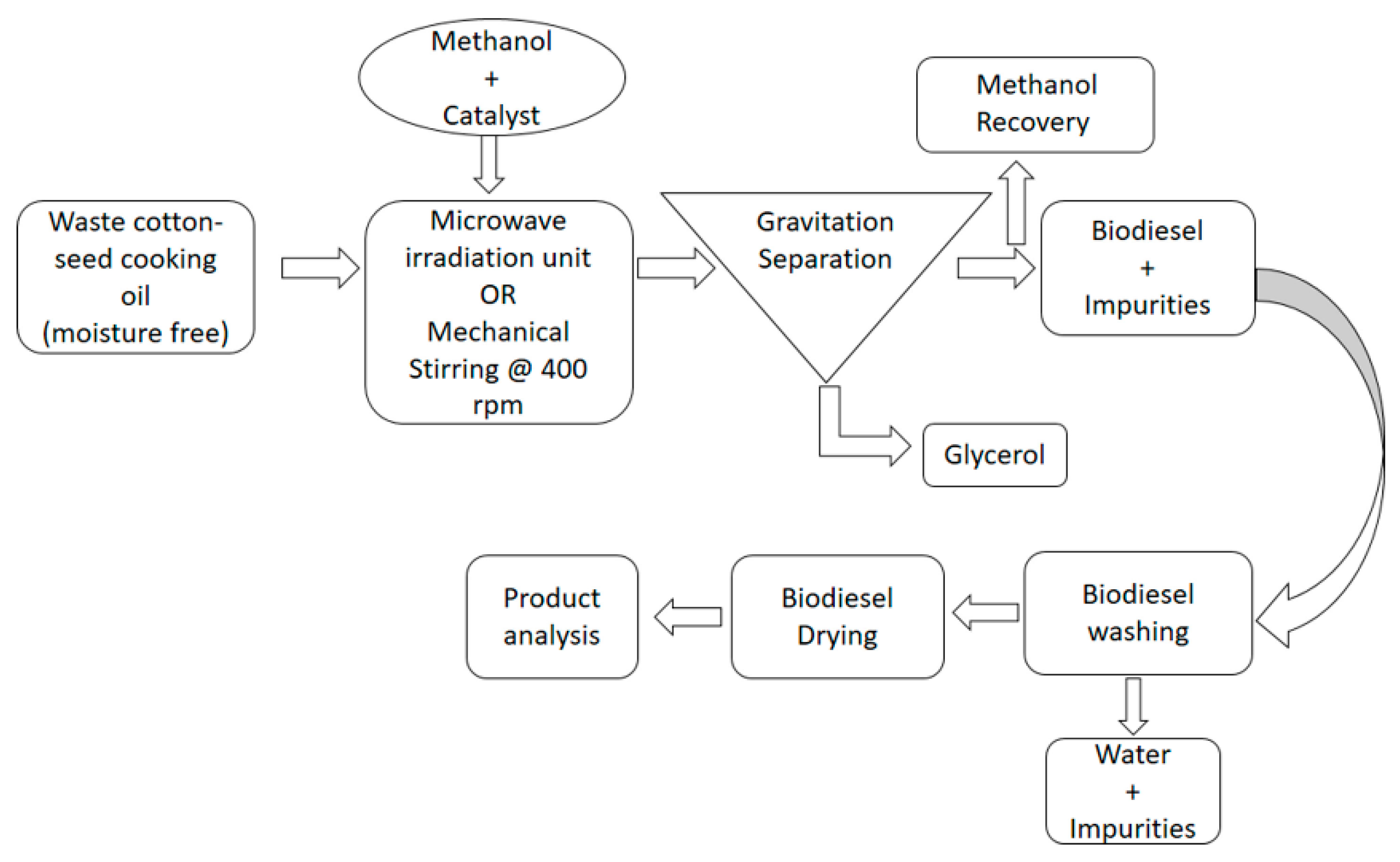
Calcium oxide is a cheap, basic catalyst for the transesterification of vegetal oils with low FFA contents. Sharma et al. have compared its activity to that of KOH for biodiesel production from WCO under MW irradiation (Figure 6) [41].
An RSM-based design-of-experiments (DOE) approach was used to optimise the reaction conditions: Methanol/oil ratio, catalyst loading and reaction time. Furthermore, the activation energies of the different catalysts were estimated by running the reaction at different temperatures; 45, 50 and 55 °C. As expected, KOH is more active, with an activation energy of 13.05 kJ/mol versus 28.93 kJ/mol for CaO. However, it was noted that both materials were efficiently activated by MW and that their activation energies were much higher than in the comparative conventional experiments, 34.5, and 50.4 kJ/mol, respectively. It was found that catalyst loading, and reaction time had the most important impact. The optimal CaO conditions, leading to a 90.4% yield, were a 9.6:1 alcohol/oil ratio, 1.33 wt.% of catalyst and 9.7 min. The heterogeneous catalyst was recovered and reused for four cycles with yields of above 90% being maintained, as confirmed in scale-up tests. With CaO, the energy-efficiency factor for a 50 mL scale reaction was 0.21 with MW, and 0.010 with conventional heating.
Lawan et al. [42], have studied the optimisation and modelling of a biodiesel-production process using CaO on silica zeolite under MW. Seven samples of CaO-loaded zeolite, which corresponded to different concentrations of aqueous calcium acetate in the impregnation, were produced and tested. The sample with the best yield was the 35 wt.% CaO/Zeolite. The authors carried out thirty sets of experiments to check the optimal reaction conditions for biodiesel production, and a 97.13% yield was achieved (8% catalyst, 30:1 methanol/oil ratio in 1.25 h, 595 W power input). The synergy between MW and the 35% CaO/Zeolite catalyst reduced the reaction residence time and energy consumption, thus improving efficiency, costs and sustainability. Although, the heterogeneous catalyst was recovered and reused, the biodiesel yield decreased when the catalyst was reused for several runs. This is due to the presence of some reacting species that remain on the surface of the catalyst after regeneration.
Pavlovich et al. have recently reported an interesting catalyst [43]. CaO is obtained from eggshells and supported on a zeolite-like material from fly ash (which is a by-product of domestic and industrial combustion machines). The ability to obtain an effective catalyst from inexpensive and renewable substrates is very tempting for realistic industrial approaches. However, catalyst preparation is still quite harsh. Fly ash (FA) is firstly calcinated at 850 °C for 2 h, then acidified with 6 M HCl at 60 °C. To obtain the zeolite-like support, the samples were subsequently hydrothermally crystallised in 6.25 M NaOH at 260 °C for 4 h. The material still requires neutralisation, washing and drying before being ready for use. The transformation of eggshells to active CaO is easier and has already been reported in the literature; being composed primarily of CaCO3, it only takes a single 900 °C 2 h step in a furnace to obtain the desired material (named ES-900) from eggshells. Lastly, the two materials are put together in an aqueous solution at 60 °C for 6 h, then filtered and dried and calcinated at 650 °C for 4 additional hours to obtain the supported catalyst CaO/FA-ZM. Although far from a green procedure, the catalyst’s use is of interest. Catalytic tests were performed on 500 mL sunflower oil at different temperatures, methanol-to-oil ratios and catalyst loadings. The optimal conditions were found to be 60 °C, a 6:1 methanol/oil ratio and catalyst loading of 6 wt.% to give a 97.8% yield in fatty acid methyl esters (FAME) in 30 min. The catalyst was recovered and reused five times without regeneration and with negligible yield loss. Catalyst performance and stability are remarkable, and its inexpensive raw materials make it an ideal candidate for further tests that may develop a more sustainable synthesis for the material.
A recent work by Junior et al. has investigated the role of the shape of a heterogeneous catalyst, which is a crucial topic for industrial applicability [44]. For this reason, the authors tested three shapes for a boehmite support that was impregnated with K2CO3, which gave the catalytic activity to the material. Catalysts containing 35 wt.% K2CO3 were tested in powder, hollow-cylinder and solid-cylinder form for the transesterification of sunflower oil with ethanol, working at 80 °C, 5 wt.% of catalyst loading and a 12:1 alcohol-to-oil ratio for 4 h. The best result, 99.3% conversion, was achieved with the hollow cylinder; the powder agglomerated over time, reducing its activity in the long run, while the solid cylinder showed insufficient macroporosity. As the authors point out, although highly active, powders can agglomerate and are difficult to separate from a viscous medium, meaning that the hollow cylinder-shaped catalyst may be a viable solution for industrial development.
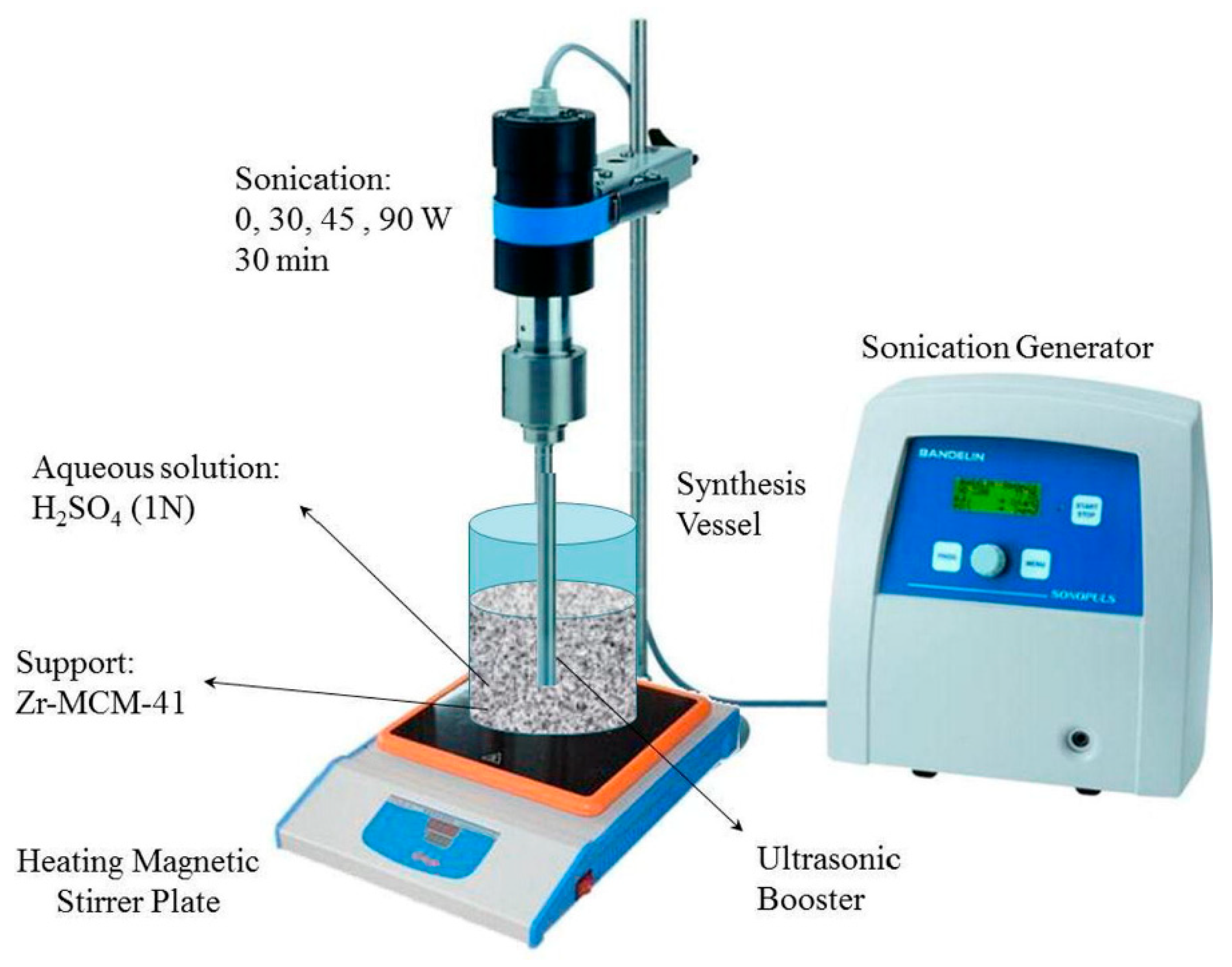
Solid acidic catalysts have also proven themselves to be good candidates for the esterification reaction for biodiesel. Metal oxides modified with sulphate ions, in particular, are characterised by high strength, toughness and good corrosion resistance. Dehghani et al. have investigated the influence of US irradiation on the catalytic properties and performance of sulphate mesoporous zirconium-doped MCM-41 (Zr/Si molar ratio = 0.2) [45]. The catalyst is prepared via the US-assisted impregnation/hydrothermal hybrid method (Figure 7).
Three samples were prepared at different irradiation power levels, 30, 60 and 90 W, the latter of which gave the highest yield (96.9%). This sample is characterised by a smaller particle size and highly dispersed particles. The catalyst was reused for several cycles with only a partial loss of activity. After five cycles, the biodiesel yield dropped to 26%, probably due to acid-site blockage by the adsorption of intermediates. The conversion loss with the sonicated catalyst is, nevertheless, less than the conversion loss of the non-sonicated catalyst. This demonstrates the beneficial effect of sonication on catalyst performance.
3.1. Enzymes and Ionic Liquids
Heterogeneous catalysis also comprises enzymes, which are biocatalysts that show remarkable selectivity, activity and are, of course, derived from renewable feedstocks (namely, microorganisms) [46]. Innovative and green as they are, the main barriers to their industrial application is their lack of stability and high cost. A great deal of effort has therefore been invested in overcoming these troubles. An interesting work by Zhang et al. [47] has approached the matter with many innovative tools. A supported enzyme, Novozym 435, was used to produce biodiesel from yellow horn seed oil under MW irradiation, using a green deep eutectic solvent that is based on glycerol and chlorine choline. During the reaction, biodiesel separates from the DES, while glycerol is dissolved in it, so that methanol remains available for transesterification. As transesterification proceeds through an equilibrium, the removal of the products is important to achieving high conversion. The chosen DES (choline chloride and glycerol in 1:2 ratio) performed better than t-BuOH and an imidazolium salt-based [BMIN]BF4 ionic liquid (IL). Catalyst loading was fixed at 8 wt.% to achieve satisfactory conversion, while higher content favoured agglomeration. As stated by the authors themselves, the enzyme is costly and this content is fairly high, however, they proved that it could be recovered via centrifugation and reused up to 5 times with yields above 80% being maintained. The enzyme proved itself to be unexpectedly robust, even under MW radiation, but careful handling is still needed as it has been noted that over 400 W of MW power can damage it. Overall, the optimal conditions for the reaction were found to be 8 wt.% of catalyst, a 6:1 methanol/oil ratio at 50 °C for 2 h, which gave 95% conversion.
A paper by Pandare et al. has also enhanced the enzymatic activity of Novozym 435 for biodiesel production from WCO with MW irradiation [48]. What is more, the authors used dimethyl carbonate (DMC) in a 6:1 ratio, to the oil, instead of MeOH for the formation of the target methyl esters. DMC is an organic carbonate that is regarded to be a green solvent and that can be synthesised by consuming CO2. The different reaction parameters were studied and optimised. Catalyst loading of 10 wt.% was chosen, as superior quantities led to worse results, mainly because of the increase in viscosity. It was observed that, as viscosity increased, temperature inhomogeneities were created that can deactivate the catalyst, meaning that stronger mixing is needed, which can also damage the enzyme. The reaction temperature was set to 60 °C, meaning that the optimised parameters were then a 6:1 DMC-to-oil ratio, 10 wt.% catalyst, 60 °C and a duration of 4 h, after which 94% conversion was achieved. The catalyst was recovered and reused for 6 cycles with only a 12% decrease in conversion being observed, which shows the applicability of MW to enzymatic catalysts. Experiments that made comparisons with conventional heating showed that 23 h were required under the same conditions to achieve a comparable conversion.
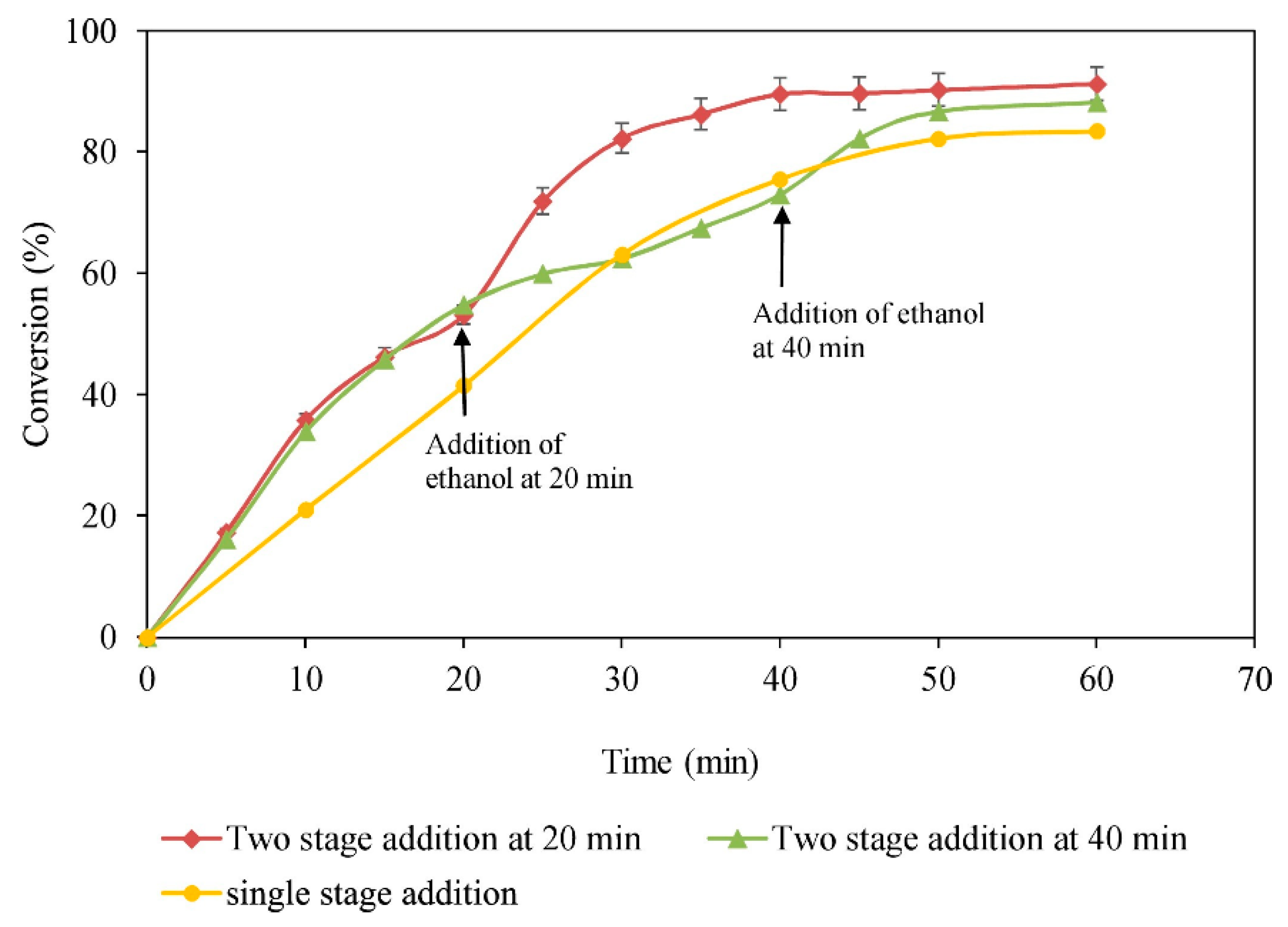
Trials have also been carried out to combine enzymatic catalysis with US. One example is a work by Poppe et al., who recently used combi-lipases for the transesterification of WCO: A mixture of supported Candida antartica, Thermomyces lanuginosus and Rhizomucor miehei was created after a design of the experiment process to obtain the best results on the specific substrate [49]. Combinations of different biocatalysts can sometimes indeed lead to better results. Lipases are widely used as catalysts in biotechnology and can show different selectivity towards some fatty acids or groups of fatty acids. It is then possible to mix them to properly catalyse the transesterification of complex matrixes in what are called “combi-lipases”. In this work, reaction conditions were optimised for US (40 kHz, 220 W) to shorten the reaction time; enzymatic processes tend to be very costly, meaning that short durations can make them more viable. However, the reaction still required 18 h to achieve a yield above 90%, despite the conversion of WCO being two-times faster than that of mechanical stirring in the first 2 h. The catalyst was recovered and reused, but a drop in conversion was already observed after the second cycle, possibly because of the leaching of the catalyst from its support. US can indeed damage the enzymes if power input and reaction time are too elevated, so the process must be carefully designed. Gawas et al. have conducted an in-depth study of the applicability of US to enzymatic catalysis. A 25 kHz US plate was used to enhance the activity of CALB 10,000 for the esterification of lauric acid with EtOH [50]. In their study, EtOH was added stage-wise to the reaction in order not to deactivate the enzyme, maintaining an approximate alcohol-to-acid ratio of 2:1 (Figure 8). This proved to be beneficial to increasing the yield, compared to a single EtOH addition.
Moreover, US power was tested for its optimum value. Up to 100 W, the use of US was beneficial for the reaction, while higher power created high cavitation, which damaged the catalyst and impeded proper solid-liquid mass transfer. With this carefully chosen set-up, the authors achieved 96.87% conversion in 40 min, which is almost 6-times faster than the mechanical stirring reaction, with a catalyst loading of only 2 wt.% at 50 °C. Furthermore, under these conditions, it was possible to reuse the catalyst up to 5 times with conversions above 80%. This work is interesting and promising, but it is based on a simplified system and trials on WCO are needed to prove its applicability to real case scenarios.
Another protocol that uses ionic liquids as the solvent and basic catalyst has been proposed by Wahidin et al. [51]. The ionic liquids (ILs) were recovered and reused. Three different ILs and two organic solvents (hexane and chloroform) were compared in the parallel extraction and conversion of triglycerides from Nannochloripsis sp. microalgae, for which the kinetics were boosted with MW irradiation. Methanol was used as the co-solvent and reagent for the transesterification step. Microalgae are a convenient source of triglycerides that do not compete with the food industry, and a parallel extraction/conversion setup is industrially attractive. The temperature was kept at 65 °C for a range of reaction times (MW power 800 W) and different solvents were compared. Cell disruption was monitored via microscopic imaging (FESEM) as an indicator of extraction yield, while biodiesel yield was used for the second step. ILs performed better than hexane and chloroform in both steps, with the best result being achieved by 1-ethyl-3methylimidazolium methylsulphate [EMIM]MeSO4, with a final biodiesel yield of 36.79% after 15 min. ILs showed better extraction kinetics than the organic solvents (methanol/chloroform gave only 28.82% yield). Their highly ionic nature makes them an ideal synergic partner for MW heating.
Handayani et al. [52] have also investigated transesterification in the presence of a IL (1-butyl-3-methyl imidazolium hydrogen sulphate) under MW. The highest yield (93.99%) was obtained in 6 min by adding NaOH 1 wt.% at 60 °C with a methanol/oil molar ratio of 9:1.
3.2. Magnetic Catalysts
Magnetic ionic liquids have been developed by Chang et al. [53]. The authors encapsulated magnetite nanoparticles in the cavity of β-cyclodextrin that had been grafted with an imidazolium residue. Sulfuric acid was used to create the sulphate salt which was mixed with choline chloride at 80 °C. The synthesised IL showed remarkable acidity, with 3.2 mmol/g of Lewis acid sites, and was used to produce biodiesel from Jathropa carcas L. oil. 94.70% conversion was achieved at 130 °C, using 3 wt.% catalyst and a 10:1 methanol/oil ratio in 3 h. The relatively high temperature and reaction time may suggest that this catalyst is less active than its homogeneous counterparts. However, this catalyst was quantitatively recovered post-reaction with an external magnetic field and reused 5 times without significant loss in conversion. This is potentially a huge advantage for greener processes in the long run.
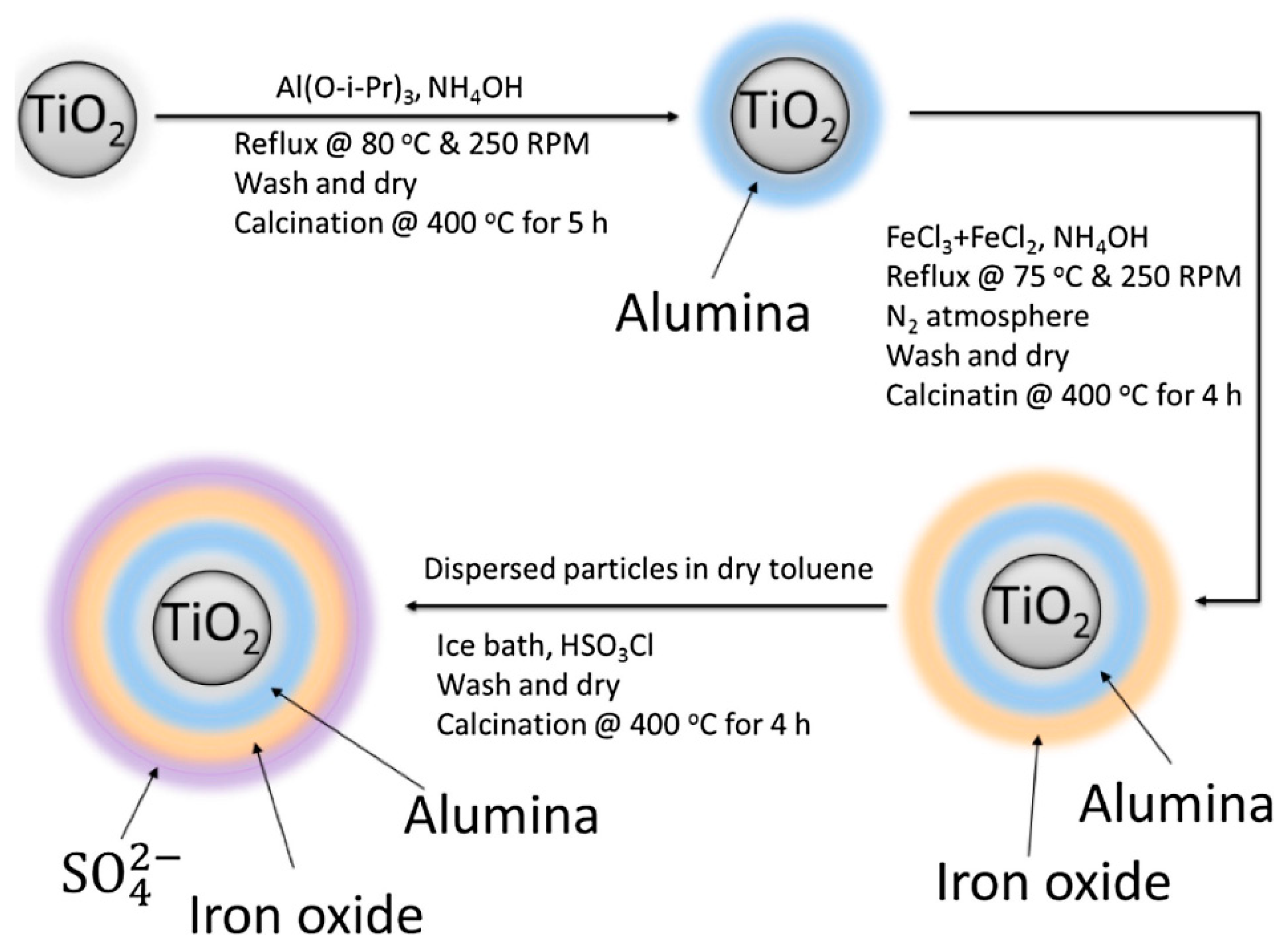
Gardy et al. have also worked on the synthesis of a magnetic solid catalyst, but this time with inorganic components only [54]. A SO4/Fe-Al-TiO2 catalyst was prepared via the stepwise deposition of alumina and iron oxides on commercial titania nanoparticles (Figure 9). This process gave the catalyst its paramagnetic properties, in addition to an improved surface area and thermal stability, compared to titania alone. Sulphate groups were added via the addition of chlorosulphonic acid at 60 °C and subsequent calcination. The catalyst then showed a Bronsted acidity of 1.18 mmol/g. The catalyst was used for biodiesel production from WCO and from corn oil with 20 wt.% of FFA under the following conditions: 10:1 MeOH-to-oil ratio, 3 wt.% catalyst loading, 2.5 h at 90 °C. Over 95% conversion to biodiesel was achieved in both cases, showing the robustness of the catalyst. The sulphated catalyst was then recovered, washed and calcinated at 250 °C for 2 h to be reactivated for another reaction cycle, and a yield of above 90% was still possible after 10 recycling runs.
4. Flow Processes
Green catalysts can work in tandem with enabling technologies to improve the results and energy efficiencies of flow-mode processes. Continuous flow processes are more suitable for industrial applications because of the intrinsic limitations of MW and US penetration depth (a few centimetres). Flow reactors allow fast, continuous processes to be carried out without the use of large and bulky reaction chambers, so that MW and US applications can be safe and precisely monitored.
A list of experimental conditions of flow processes based on innovative catalysts from literature is presented in Table 5.
Dimian et al. have made use of industrial knowledge to develop a modular, laboratory size flow reactor for the transesterification of WCO or vegetable oil over solid catalysts [55]. Batch experiments were initially used to determine how the starting feedstock, which vary in composition in the ratio of saturated and unsaturated FFA and triglycerides, influence the kinetics. The tests were run over a hydrotalcite-type catalyst and showed how saturated triglycerides have faster conversion rates, as the absence of rigid double bonds facilitates diffusion into the pores of the catalysts. However, saturated chains longer than C20 become slower than shorter unsaturated chains. This led to the development of a modular set up that includes different packed columns containing the catalyst and a switch to bypass or include them in the flow. This enables the transesterification to be performed in one, or more stages, if needed, with the intermediate removal of glycerol with a membrane filtration unit. This also led to energy savings. Residence time could also be controlled and adapted to the feedstock that was being processed.
A study by Lee et al. has performed a parametric study of the conversion of soybean oil and waste cooking oil (WCO) over SrO, which was used as the catalyst with MW irradiation, followed by a scale-up to a flow MW system (Figure 10) [56]. SrO is a known heterogeneous base catalyst that interacts well with MW radiation. Its main drawback is that it usually has a low active surface area. However, the authors state that it is more active than other oxides and less prone to forming saponification reactions. A screening of the optimal parameters was performed on soybean oil in a batch system and it was found that a methanol/oil ratio of 6:1, 3 wt.% of catalyst and 500 W power were the best conditions for the reaction, giving 97% conversion. Higher amounts of methanol or higher MW power lowered the yield, possibly because of an increase in secondary reactions. Although, the first cycle gave a satisfactory yield and quantitative recovery of the catalyst was possible, SrO recycling led to a considerable drop in conversion from 97% to 36%. This is due to the agglomeration of the nanoparticles under excessive MW heating, and to char being deposited over the catalyst surface, meaning that re-activation may be needed.
Moreover, the authors did proceed to scale-up to a flow system, processing 2 L of WCO with a flow rate of 170 mL/min with a peristaltic pump. Under these conditions, the temperature was 65–66 °C and conversion to biodiesel was up to 93%, which may be due to the more complex composition of WCO, compared to that of soybean oil. However, even with the small decline in conversion, the processing speed of a unit volume of WCO was approximately 45-times quicker than that of the batch system, which already only needed 4 min of reaction time. This proves the scalability of the reaction.
A similar study has been performed by Tangy et al. using the commercial flow MW reactor FlowSYNTH to convert WCO to biodiesel over a SrO-based catalyst [57]. However, to overcome the drawbacks of SrO nanoparticles (short lifetime, low surface area and possible flow impediments), the authors prepared a supported catalyst where SrO was deposited over millimetric silica beads to be packed inside a fixed-bed reactor, for a hydrothermal MW-assisted synthesis. After a preliminary study of the optimal parameters over the commercial SrO, it was found that neither flow nor temperature, in the range of 60–70 °C, had a huge impact on conversion. A flow of 100 mL/min at 65 °C was therefore chosen to obtain the homogeneous shifting of the liquid without violent pressure drops. The reaction time was 10 min with a 12:1 methanol/oil ratio. Higher values did not improve the conversion. Finally, a SrO content of 1.25 wt.% was found to be optimal. The reaction was then run over the prepared SrO/SiO2 (41.3 wt.%) catalyst, and the biodiesel yield ranged from 93–99% for the first 25.6 min of flow, with 2.46 L of material being processed without loss in activity. The yield dropped to an unsatisfactory 77.6% only when 4.92 L were processed. This proved that the supported catalyst is robust under MW irradiation and that it is suitable for a flow process, without clogging the tubes. The activity loss is mainly due to the leaching of the metal oxide into the reaction medium. The authors found that nearly 16.4 wt.% of SrO was lost after 49.2 min of the run. While this is not economically nor environmentally desirable, the scalability of the process is clear, and with enough research to stabilise the heterogeneous SrO, it may very well substitute homogeneous bases in the future.
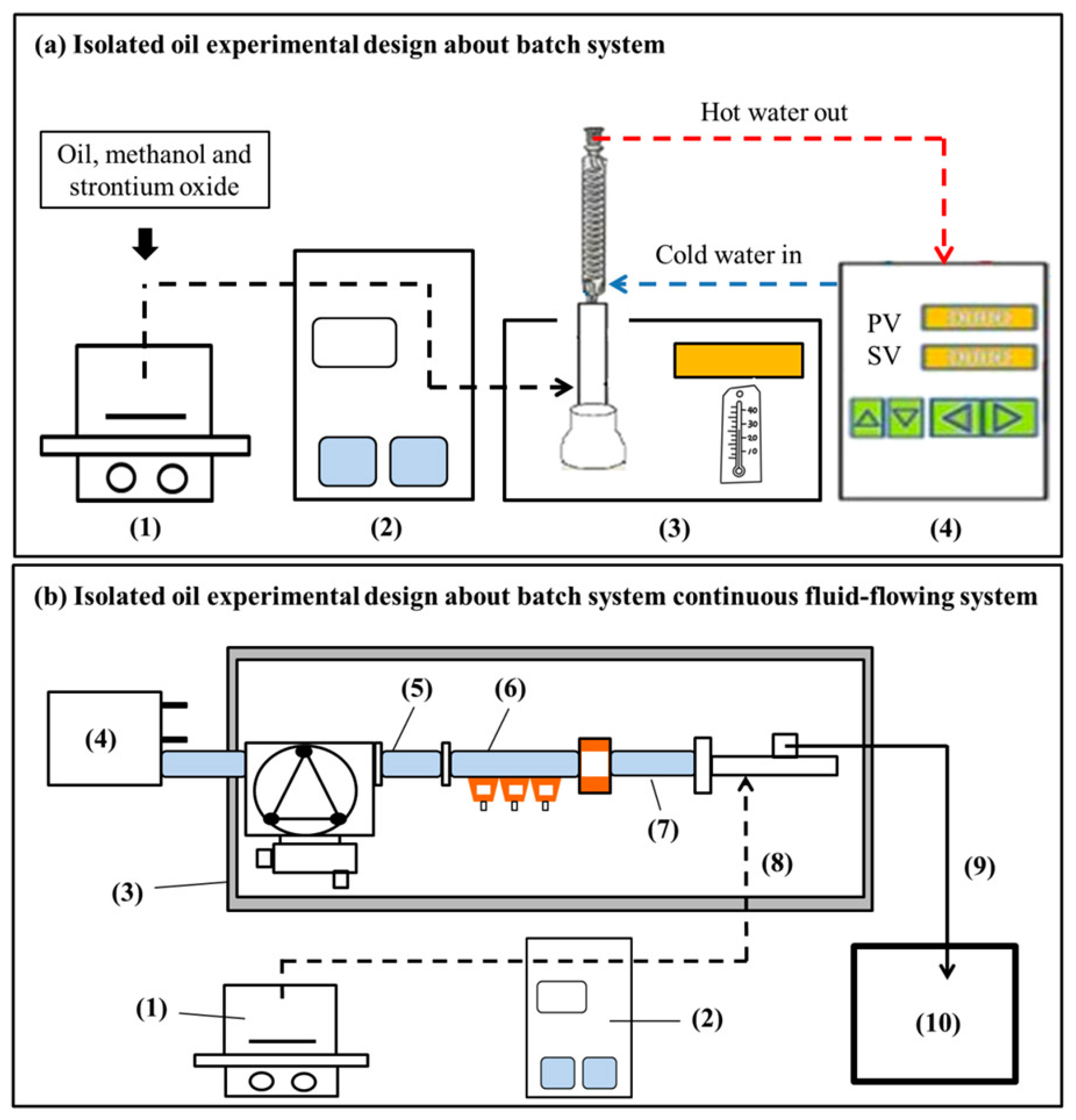
A continuous process under US for soybean FFA enzymatic esterification with Novozym 435 has been performed by Zenevicz et al. [58]. Their set up consisted of a tubular packed-bed glass reactor immersed in a US bath working at 40 kHz (132 W input power). Preliminary tests were carried out at 65 °C, 2.5 mL/min of flow rate and a 6:1 EtOH-to-FFA ratio. Novozym 435 activity for the transesterification was estimated by measuring the consumption of lauric acid in fixed experimental conditions. The result was 47 U/g, where one Unit is considered to be “the amount of enzyme leading to the consumption of 1 mmol of lauric acid per min”. Under these conditions, 95% conversion was obtained after 6 min and this remained stable for the total 60 min of the experiment, which displays the stability of the system under US irradiation. The use of US improved the result by about 10%, compared to a silent test.
5. Conclusions
In biodiesel preparation MW, US, HC, flow reactors and hybrid techniques combined with a number of new efficient heterogeneous catalysts, may dramatically reduce reaction time and energy consumption. The optimal mass transfer by the intimal mixing in cavitational reactors or high-shear mixers, as well as the efficient energy transfer with dielectric heating offer great synthetic advantages. This survey of green processes, sustainable catalysts and enabling technologies highlights the great advances achieved in the last few years in an unequivocal direction: The conversion of batch reactions to continuous flow processes. The excellent results obtained in pilot reactors will act as launching pad for a full industrialization.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| FA | Fly ashes |
| FAME | Fatty acid methyl ester |
| FFA | Free fatty acid |
| HC | Hydrodynamic cavitation |
| HSM | High-shear mixer |
| IL | Ionic liquid |
| MW | Microwaves |
| PEEK | Polyether ether ketone |
| PTFE | Polytetrafluoroethylene |
| RMS | Root main square |
| RSM | Response surface method |
| US | Ultrasound |
| UVO | Used vegetable oil |
| WCO | Waste cooking oil |
References
- Gavett, E.; Van Dyne, D.; Blase, M.M. Biodiesel: A feasible domestic alternative fuel? In Energy from Biomass and Wastes; Institute of Gas Technology: Chicago, IL, USA, 1993; pp. 709–719. ISBN 0910091889. [Google Scholar]
- Gebremariam, S.N.; Marchetti, J.M. Economics of biodiesel production: Review. Energy Convers. Manag. 2018, 168, 74–84. [Google Scholar] [CrossRef]
- Ramos, M.; Dias, A.P.S.; Puna, J.F.; Gomes, J.; Bordado, J.C. Biodiesel production processes and sustainable raw materials. Energies 2019, 12, 4408. [Google Scholar] [CrossRef] [Green Version]
- Marchetti, J.M.; Miguel, V.U.; Errazu, A.F. Possible methods for biodiesel production. Renew. Sustain. Energy Rev. 2007, 11, 1300–1311. [Google Scholar] [CrossRef]
- Lam, M.K.; Lee, K.T.; Mohamed, A.R. Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: A review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef] [PubMed]
- Gupta, J.; Agarwal, M.; Dalai, A.K. An overview on the recent advancements of sustainable heterogeneous catalysts and prominent continuous reactor for biodiesel production. J. Ind. Eng. Chem. 2020, 88, 58–77. [Google Scholar] [CrossRef]
- Santos, S.; Puna, J.; Gomes, J. A review on bio-based catalysts (immobilized enzymes) used for biodiesel production. Energies 2020, 13, 3013. [Google Scholar] [CrossRef]
- Aransiola, E.F.; Ojumu, T.V.; Oyekola, O.O.; Madzimbamuto, T.F.; Ikhu-Omoregbe, D.I.O. A review of current technology for biodiesel production: State of the art. Biomass Bioenergy 2014, 61, 276–297. [Google Scholar] [CrossRef]
- Khedri, B.; Mostafaei, M.; Safieddin Ardebili, S.M. A review on microwave-assisted biodiesel production. Energy Sources Part A Recover. Util. Environ. Eff. 2019, 41, 2377–2395. [Google Scholar] [CrossRef]
- Gude, V.G.; Martinez-Guerra, E. Green chemistry with process intensification for sustainable biodiesel production. Environ. Chem. Lett. 2018, 16, 327–341. [Google Scholar] [CrossRef]
- Barnard, T.M.; Leadbeater, N.E.; Boucher, M.B.; Stencel, L.M.; Wilhite, B.A. Continuous-flow preparation of biodiesel using microwave heating. Energy Fuels 2007, 21, 1777–1781. [Google Scholar] [CrossRef]
- Hernando, J.; Leton, P.; Matia, M.P.; Novella, J.L.; Alvarez-Builla, J. Biodiesel and FAME synthesis assisted by microwaves: Homogeneous batch and flow processes. Fuel 2007, 86, 1641–1644. [Google Scholar] [CrossRef] [Green Version]
- Choedkiatsakul, I.; Ngaosuwan, K.; Assabumrungrat, S.; Mantegna, S.; Cravotto, G. Biodiesel production in a novel continuous fl ow microwave reactor. Renew. Energy 2015, 83, 25–29. [Google Scholar] [CrossRef]
- Safieddin Ardebili, S.M.; Ge, X.; Cravotto, G. Flow-mode biodiesel production from palm oil using a pressurized microwave reactor. Green Process. Synth. 2019, 8, 8–14. [Google Scholar] [CrossRef]
- Choedkiatsakul, I.; Ngaosuwan, K.; Assabumrungrat, S.; Tabasso, S.; Cravotto, G. Integrated flow reactor that combines high-shear mixing and microwave irradiation for biodiesel production. Biomass Bioenergy 2015, 77, 186–191. [Google Scholar] [CrossRef]
- Chipurici, P.; Vlaicu, A.; Calinescu, I.; Vinatoru, M.; Vasilescu, M.; Ignat, N.D.; Mason, T.J. Ultrasonic, hydrodynamic and microwave biodiesel synthesis—A comparative study for continuous process. Ultrason. Sonochem. 2019, 57, 38–47. [Google Scholar] [CrossRef]
- Hussain, M.N.; Janajreh, I. Acousto-chemical analysis in multi-transducer sonochemical reactors for biodiesel production. Ultrason. Sonochem. 2018, 40, 184–193. [Google Scholar] [CrossRef]
- Martinez-Guerra, E.; Gude, V.G. Continuous and pulse sonication effects on transesterification of used vegetable oil. Energy Convers. Manag. 2015, 96, 268–276. [Google Scholar] [CrossRef]
- Shinde, K.; Nohair, B.; Kaliaguine, S. A parametric study of biodiesel production under ultrasound. Int. J. Chem. React. Eng. 2016, 15. [Google Scholar] [CrossRef]
- Boffito, D.C.; Mansi, S.; Leveque, J.M.; Pirola, C.; Bianchi, C.L.; Patience, G.S. Ultrafast biodiesel production using ultrasound in batch and continuous reactors. ACS Sustain. Chem. Eng. 2013, 1, 1432–1439. [Google Scholar] [CrossRef]
- Delavari, A.; Halek, F.; Amini, M. Continuous biodiesel production in a helicoidal reactor using ultrasound-assisted transesterification reaction of waste cooking oil. Clean Technol. Environ. Policy 2015, 17, 273–279. [Google Scholar] [CrossRef]
- Avellaneda, F.; Salvadó, J. Continuous transesterification of biodiesel in a helicoidal reactor using recycled oil. Fuel Process. Technol. 2011, 92, 83–91. [Google Scholar] [CrossRef]
- Somnuk, K.; Smithmaitrie, P.; Prateepchaikul, G. Two-stage continuous process of methyl ester from high free fatty acid mixed crude palm oil using static mixer coupled with high-intensity of ultrasound. Energy Convers. Manag. 2013, 75, 302–310. [Google Scholar] [CrossRef]
- Somnuk, K.; Prasit, T.; Prateepchaikul, G. Effects of mixing technologies on continuous methyl ester production: Comparison of using plug flow, static mixer, and ultrasound clamp. Energy Convers. Manag. 2017, 140, 91–97. [Google Scholar] [CrossRef]
- Crudo, D.; Bosco, V.; Cavaglià, G.; Grillo, G.; Mantegna, S.; Cravotto, G. Biodiesel production process intensification using a rotor-stator type generator of hydrodynamic cavitation. Ultrason. Sonochem. 2016, 33, 220–225. [Google Scholar] [CrossRef] [PubMed]
- Chuah, L.F.; Klemeš, J.J.; Yusup, S.; Bokhari, A.; Akbar, M.M.; Chong, Z.K. Kinetic studies on waste cooking oil into biodiesel via hydrodynamic cavitation. J. Clean. Prod. 2017, 146, 47–56. [Google Scholar] [CrossRef]
- Samuel, O.D.; Okwu, M.O.; Amosun, S.T.; Verma, T.N.; Afolalu, S.A. Production of fatty acid ethyl esters from rubber seed oil in hydrodynamic cavitation reactor: Study of reaction parameters and some fuel properties. Ind. Crops Prod. 2019, 141, 111658. [Google Scholar] [CrossRef]
- Gude, V.G. Synergism of microwaves and ultrasound for advanced biorefineries. Resour. Technol. 2015, 1, 116–125. [Google Scholar] [CrossRef]
- Leonelli, C.; Mason, T.J. Microwave and ultrasonic processing: Now a realistic option for industry. Chem. Eng. Process. Process Intensif. 2010, 49, 885–900. [Google Scholar] [CrossRef]
- Cravotto, G.; Cintas, P. The combined use of microwaves and ultrasound: Improved tools in process chemistry and organic synthesis. Chem. A Eur. J. 2007, 13, 1902–1909. [Google Scholar] [CrossRef]
- Safieddin Ardebili, S.M.; Hashjin, T.T.; Ghobadian, B.; Najafi, G.; Mantegna, S.; Cravotto, G. Optimization of biodiesel synthesis under simultaneous ultrasound-microwave irradiation using response surface methodology (RSM). Green Process. Synth. 2015, 4, 259–267. [Google Scholar] [CrossRef]
- Martinez-Guerra, E.; Gude, V.G. Synergistic effect of simultaneous microwave and ultrasound irradiations on transesterification of waste vegetable oil. Fuel 2014, 137, 100–108. [Google Scholar] [CrossRef]
- Martinez-Guerra, E.; Gude, V.G. Transesterification of used vegetable oil catalyzed by barium oxide under simultaneous microwave and ultrasound irradiations. Energy Convers. Manag. 2014, 88, 633–640. [Google Scholar] [CrossRef]
- Farvardin, M.; Hosseinzadeh Samani, B.; Rostami, S.; Abbaszadeh-Mayvan, A.; Najafi, G.; Fayyazi, E. Enhancement of biodiesel production from waste cooking oil: Ultrasonic- hydrodynamic combined cavitation system. Energy Sources Part A Recover. Util. Environ. Eff. 2019, 1–15. [Google Scholar] [CrossRef]
- Chua, S.Y.; Periasamy, L.A.; Goh, C.M.H.; Tan, Y.H.; Mubarak, N.M.; Kansedo, J.; Khalid, M.; Walvekar, R.; Abdullah, E.C. Biodiesel synthesis using natural solid catalyst derived from biomass waste—A review. J. Ind. Eng. Chem. 2020, 81, 41–60. [Google Scholar] [CrossRef]
- Sun, C.; Qiu, F.; Yang, D.; Ye, B. Preparation of biodiesel from soybean oil catalyzed by Al-Ca hydrotalcite loaded with K2CO3 as heterogeneous solid base catalyst. Fuel Process. Technol. 2014, 126, 383–391. [Google Scholar] [CrossRef]
- Borah, M.J.; Devi, A.; Borah, R.; Deka, D. Synthesis and application of Co doped ZnO as heterogeneous nanocatalyst for biodiesel production from non-edible oil. Renew. Energy 2019, 133, 512–519. [Google Scholar] [CrossRef]
- Malins, K. The potential of K3PO4, K2CO3, Na3PO4 and Na2CO3 as reusable alkaline catalysts for practical application in biodiesel production. Fuel Process. Technol. 2018, 179, 302–312. [Google Scholar] [CrossRef]
- Vasić, K.; Podrepšek, G.H.; Knez, Ž.; Leitgeb, M. Biodiesel production using solid acid catalysts based on metal oxides. Catalysts 2020, 10, 237. [Google Scholar] [CrossRef] [Green Version]
- Benedictto, G.P.; Legnoverde, M.S.; Tara, J.C.; Sotelo, R.M.; Basaldella, E.I. Synthesis of K + /MgO heterogeneous catalysts derived from MgCO3 for biodiesel production. Mater. Lett. 2019, 246, 199–202. [Google Scholar] [CrossRef]
- Sharma, A.; Kodgire, P.; Kachhwaha, S.S. Biodiesel production from waste cotton-seed cooking oil using microwave-assisted transesterification: Optimization and kinetic modeling. Renew. Sustain. Energy Rev. 2019, 116, 109394. [Google Scholar] [CrossRef]
- Lawan, I.; Garba, Z.N.; Zhou, W.; Zhang, M.; Yuan, Z. Synergies between the microwave reactor and CaO/zeolite catalyst in waste lard biodiesel production. Renew. Energy 2020, 145, 2550–2560. [Google Scholar] [CrossRef]
- Pavlović, S.M.; Marinković, D.M.; Kostić, M.D.; Janković-Častvan, I.M.; Mojović, L.V.; Stanković, M.V.; Veljković, V.B. A CaO/zeolite-based catalyst obtained from waste chicken eggshell and coal fly ash for biodiesel production. Fuel 2020, 267, 117171. [Google Scholar] [CrossRef]
- Silveira Junior, E.G.; Perez, V.H.; Reyero, I.; Serrano-Lotina, A.; Justo, O.R. Biodiesel production from heterogeneous catalysts based K2CO3 supported on extruded γ-Al2O3. Fuel 2019, 241, 311–318. [Google Scholar] [CrossRef]
- Dehghani, S.; Haghighi, M. Sono-sulfated zirconia nanocatalyst supported on MCM-41 for biodiesel production from sunflower oil: Influence of ultrasound irradiation power on catalytic properties and performance. Ultrason. Sonochem. 2017, 35, 142–151. [Google Scholar] [CrossRef] [PubMed]
- Wang, A.; Sudarsanam, P.; Xu, Y.; Zhang, H.; Li, H.; Yang, S. Functionalized magnetic nanosized materials for efficient biodiesel synthesis via acid–base/enzyme catalysis. Green Chem. 2020. [Google Scholar] [CrossRef]
- Zhang, Y.; Xia, X.; Duan, M.; Han, Y.; Liu, J.; Luo, M.; Zhao, C.; Zu, Y.; Fu, Y. Green deep eutectic solvent assisted enzymatic preparation of biodiesel from yellow horn seed oil with microwave irradiation. J. Mol. Catal. B Enzym. 2016, 123, 35–40. [Google Scholar] [CrossRef]
- Panadare, D.C.; Rathod, V.K. Microwave assisted enzymatic synthesis of biodiesel with waste cooking oil and dimethyl carbonate. J. Mol. Catal. B Enzym. 2016, 133, S518–S524. [Google Scholar] [CrossRef]
- Poppe, J.K.; Matte, C.R.; Fernandez-Lafuente, R.; Rodrigues, R.C.; Ayub, M.A.Z. Transesterification of Waste Frying Oil and Soybean Oil by Combi-lipases Under Ultrasound-Assisted Reactions. Appl. Biochem. Biotechnol. 2018, 186, 576–589. [Google Scholar] [CrossRef]
- Gawas, S.D.; Rathod, V.K. Enhancement in synthesis of ethyl laurate catalyzed by fermase by combined effect of ultrasound and stage wise addition of ethanol. Chem. Eng. Process. Process Intensif. 2018, 125, 207–213. [Google Scholar] [CrossRef]
- Wahidin, S.; Idris, A.; Shaleh, S.R.M. Ionic liquid as a promising biobased green solvent in combination with microwave irradiation for direct biodiesel production. Bioresour. Technol. 2016, 206, 150–154. [Google Scholar] [CrossRef]
- Handayani, P.A.; Abdullah, A.; Hadiyanto, H. Biodiesel production from Nyamplung (Calophyllum inophyllum) oil using ionic liquid as a catalyst and microwave heating system. Bull. Chem. React. Eng. Catal. 2017, 12, 293–298. [Google Scholar] [CrossRef]
- Chang, F.; Zhou, Q. Facile Preparation of β-Cyclodextrin-Fe3O4 Magnetic-Brønsted Acidic Ionic Liquid for Biodiesel Production. Waste Biomass Valorization 2020, 11, 1983–1988. [Google Scholar] [CrossRef]
- Gardy, J.; Osatiashtiani, A.; Céspedes, O.; Hassanpour, A.; Lai, X.; Lee, A.F.; Wilson, K.; Rehan, M. A magnetically separable SO4/Fe-Al-TiO2 solid acid catalyst for biodiesel production from waste cooking oil. Appl. Catal. B Environ. 2018, 234, 268–278. [Google Scholar] [CrossRef] [Green Version]
- Dimian, A.C.; Rothenberg, G. An effective modular process for biodiesel manufacturing using heterogeneous catalysis. Catal. Sci. Technol. 2016, 6, 6097–6108. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.; Liao, J.-D.; Yang, J.-W.; Hsu, W.-D.; Liu, B.H.; Chen, T.-C.; Sivashanmugan, K.; Gedanken, A. Continuous Waste Cooking Oil Transesterification with Microwave Heating and Strontium Oxide Catalyst. Chem. Eng. Technol. 2018, 41, 192–198. [Google Scholar] [CrossRef]
- Tangy, A.; Pulidindi, I.N.; Perkas, N.; Gedanken, A. Continuous flow through a microwave oven for the large-scale production of biodiesel from waste cooking oil. Bioresour. Technol. 2017, 224, 333–341. [Google Scholar] [CrossRef]
- Zenevicz, M.C.P.; Jacques, A.; Silva, M.J.A.; Furigo, A.; Oliveira, V.; de Oliveira, D. Study of a reactor model for enzymatic reactions in continuous mode coupled to an ultrasound bath for esters production. Bioprocess Biosyst. Eng. 2018, 41, 1589–1597. [Google Scholar] [CrossRef]
Figure 1.
Scheme of the MW equipment used [13].
Figure 1.
Scheme of the MW equipment used [13].

Figure 2.
Integrated flow reactor that combines high-shear mixing and MW irradiation for biodiesel production [15].
Figure 2.
Integrated flow reactor that combines high-shear mixing and MW irradiation for biodiesel production [15].

Figure 3.
Scheme of mono-mode MW reactor for biodiesel synthesis [16].
Figure 3.
Scheme of mono-mode MW reactor for biodiesel synthesis [16].

Figure 4.
Two-stage continuous process to produce methyl esters from high FFA mixed crude palm oil using a static mixer coupled with high-intensity US [23].
Figure 4.
Two-stage continuous process to produce methyl esters from high FFA mixed crude palm oil using a static mixer coupled with high-intensity US [23].

Figure 5.
Synergistic effect of simultaneous MW and US irradiation on the transesterification of waste vegetable oil [32].
Figure 5.
Synergistic effect of simultaneous MW and US irradiation on the transesterification of waste vegetable oil [32].

Figure 6.
MW-assisted biodiesel production process with either CaO or KOH as the catalyst [41].
Figure 6.
MW-assisted biodiesel production process with either CaO or KOH as the catalyst [41].

Figure 7.
Scheme of US horn for biodiesel production catalysed by sulphated zirconia nanocatalyst supported on MCM-41 [45].
Figure 7.
Scheme of US horn for biodiesel production catalysed by sulphated zirconia nanocatalyst supported on MCM-41 [45].

Figure 8.
Dependence of lauric acid conversion on the EtOH-addition procedure [50].
Figure 8.
Dependence of lauric acid conversion on the EtOH-addition procedure [50].

Figure 9.
Paramagnetic SO4/Fe-Al-TiO2 synthesis [54].
Figure 9.
Paramagnetic SO4/Fe-Al-TiO2 synthesis [54].

Figure 10.
Scheme of batch (above) and flow (below) MW systems for biodiesel synthesis. 1 to 4 in; (a) correspond to magnetic stirrer, peristaltic pump, MW and cooling system. 1 to 10 in; (b) denote mean stirrer, pump, MW, magnetron head, MW power, three-stub tuner, MW chamber, pipe for input, pipe for output and tank, respectively [56].
Figure 10.
Scheme of batch (above) and flow (below) MW systems for biodiesel synthesis. 1 to 4 in; (a) correspond to magnetic stirrer, peristaltic pump, MW and cooling system. 1 to 10 in; (b) denote mean stirrer, pump, MW, magnetron head, MW power, three-stub tuner, MW chamber, pipe for input, pipe for output and tank, respectively [56].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
MW-assisted processes for biodiesel preparation.
| System | Substrate | Catalyst a | Methanol:Oil | Conversion | |
|---|---|---|---|---|---|
| Batch and flow | Vegetable oil | KOH 1.0% | 6:1 | 98.9 | [11] |
| Flow | Palm oil | NaOH 1.0% | 12:1 | 99.4 | [13] |
| Flow | Palm oil | NaOH 1.0% | 6:1 | 97.8 | [14] |
| Flow | Palm oil | NaOH | 9.1 | 99.8 | [15] |
| Flow | Sunflower oil | KOH 1.0% | 6:1 | 96.5 | [16] |
a wt.% loading.
Table 2.
US- and HC-assisted processes for biodiesel preparation.
| System | Substrate | Catalyst a | Alcohol:Oil | Conversion | |
|---|---|---|---|---|---|
| Bath 40 kHz, titanium horn 20 kHz | WCO * | KOH 1.0% | 9:1 b | 90.6 | [17] |
| Titanium horn 20 kHz | UVO | NaOH 0.5% | 9:1 b | 98.0 | [18] |
| Titanium horn 26 kHz | Canola oil | CH3ONa 0.5% | 4:1 b | 80.0 | [19] |
| Horn 20 kHz | Rapeseed oil | KOH | 1:7 b | 90.0 | [20] |
| Ultrasonic homogeniser | WCO | NaOH 0.5% | 8:6 b | 90.0 | [21,22] |
| Horn 18 kHz | Palm oil | H2SO4, KOH | - | 92.5 | [23] |
| Ultrasonic tubular reactor with 16 clamps 20 kHz | Refined Palm oil | KOH 12 g/L | 4.4:1 | 98.9 | [24] |
| Rotor-stator reactor | Palm oil, WCO | NaOH 3.6 g/L, NaOH 5.6 g/L | 4:1 b | 99.0 | [25] |
| Rotor-stator reactor | WCO | KOH 1.0% | 6:1 b | 98.0 | [26] |
| Rotor-stator reactor | Rubber seed oil | KOH 4.0% | 6:1 c | 92.5 | [27] |
a wt.% loading; b Methanol; c Ethanol; * Waste cooking oil.
Table 3.
Combined techniques for biodiesel preparation.
| System | Substrate | Catalyst a | Methanol:Oil | Conversion | |
|---|---|---|---|---|---|
| MW, Pyrex US horn 20 kHz | Palm oil | KOH 1.0% | 6:1 | 97.5 | [31] |
| MW, US horn | WCO | NaOH 0.7% | 6:1 | 97.6 | [32] |
| MW, US horn | WCO | BaO 0.7% | 6:1 | 96.0 | [33] |
| Titanium US horn, rotor-stator reactor | WCO | NaOH 1.0% | 6:1 | 90.4 | [34] |
a wt.% loading.
Table 4.
Innovative catalysts for biodiesel preparation.
| System | Substrate | Catalyst | Loading | Alcohol:Oil a | Conversion | |
|---|---|---|---|---|---|---|
| Conventional | Soybean oil | K2CO3/Al-Ca hydrotalcite | 2.0 wt.% | 13:1 | 95.0 | [36] |
| Conventional | Mesua ferrea oil | Co@ZnO | 2.5 wt.% | 9:1 | 98.0 | [37] |
| Conventional | Rapeseed oil | Na2CO3 | 5.0 wt.% | 11:1 | 96.0 | [38,39] |
| Conventional | Sunflower oil | K+@MgO | 3.0 wt.% | 10:3 | 98.0 | [40] |
| MW | WCO | CaO | 1.3 wt.% | 9.6:1 | 90.4 | [41] |
| MW | Waste lard | CaO/zeolite | 3.0 wt./vol.% | 30:1 | 97.1 | [42] |
| Conventional | Sunflower oil | CaO/zeolite | 6.0 wt.% | 6:1 | 97.5 | [43] |
| Conventional | Sunflower oil | K2CO3/γ-Al2O3 | 5.0 wt.% | 12:1 b | 99.3 | [44] |
| Conventional | Sunflower oil | S-ZrO/MCM-41 | 5.0 wt.% | 9:1 | 96.9 | [45,46] |
| MW | Yellow horn seed oil | Novozym 435 | 8.0 wt.% | 6:1 | 95.0 | [47] |
| MW | WCO | Novozym 435 | 10.0 wt.% | 6:1 c | 94.0 | [48] |
| US | Soybean oil, WCO | Combi-lipases | 25.0 wt.% | 5:1 b | 90.0, 70.0 | [49] |
| US | Lauric acid | CALB 10000 | 2.0 wt.% | 2:1 b | 96.8 | [50] |
| MW | Nannochloropsis sp. | [EMIM]MeSO4 | - | - | 36.7 | [51] |
| MW | Calophyllum in. | [BMIM]HSO4 | 0.5 wt.% | 9:1 | 92.8 | [52] |
| Conventional | Jatropha seed oil | [β-CD-6-Im-(CH2)3-HSO3][HSO4]-Fe3O4 | 3.0 wt.% | 10:1 | 94.7 | [53] |
| MW | WCO | SO4/Fe-Al-TiO2 | 3.0 wt.% | 10:1 | 96.0 | [54] |
a Methanol b Ethanol c Dimethyl carbonate.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Bucciol, F.; Colia, M.; Calcio Gaudino, E.; Cravotto, G. Enabling Technologies and Sustainable Catalysis in Biodiesel Preparation. Catalysts 2020, 10, 988. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10090988
AMA Style
Bucciol F, Colia M, Calcio Gaudino E, Cravotto G. Enabling Technologies and Sustainable Catalysis in Biodiesel Preparation. Catalysts. 2020; 10(9):988. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10090988
Chicago/Turabian StyleBucciol, Fabio, Mariachiara Colia, Emanuela Calcio Gaudino, and Giancarlo Cravotto. 2020. "Enabling Technologies and Sustainable Catalysis in Biodiesel Preparation" Catalysts 10, no. 9: 988. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10090988
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.