
Steel Slag as New Catalyst for the Synthesis of Fames from Soybean Oil

 , , and
, , and 
Abstract
:
1. Introduction
2. Results and Discussion
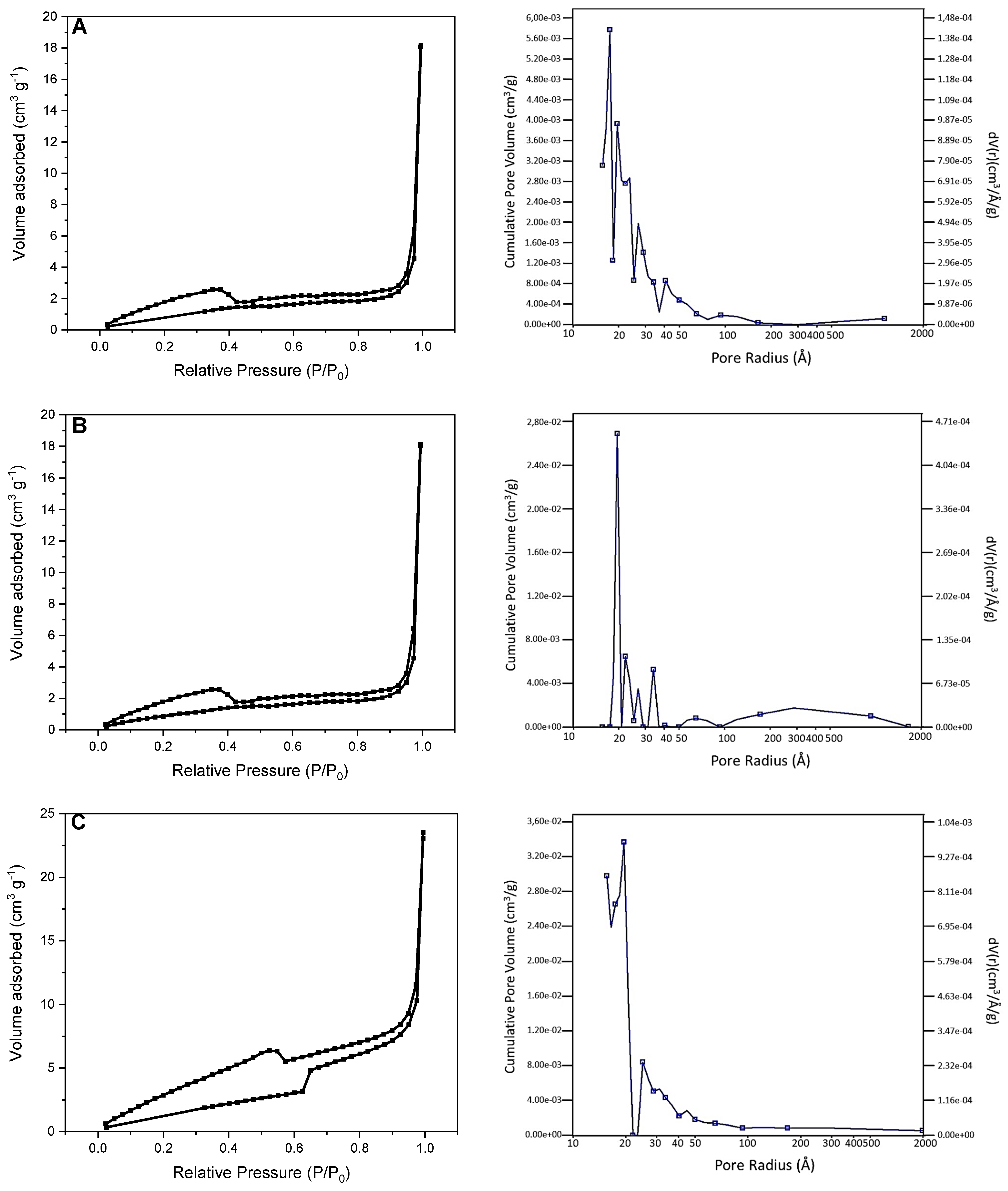
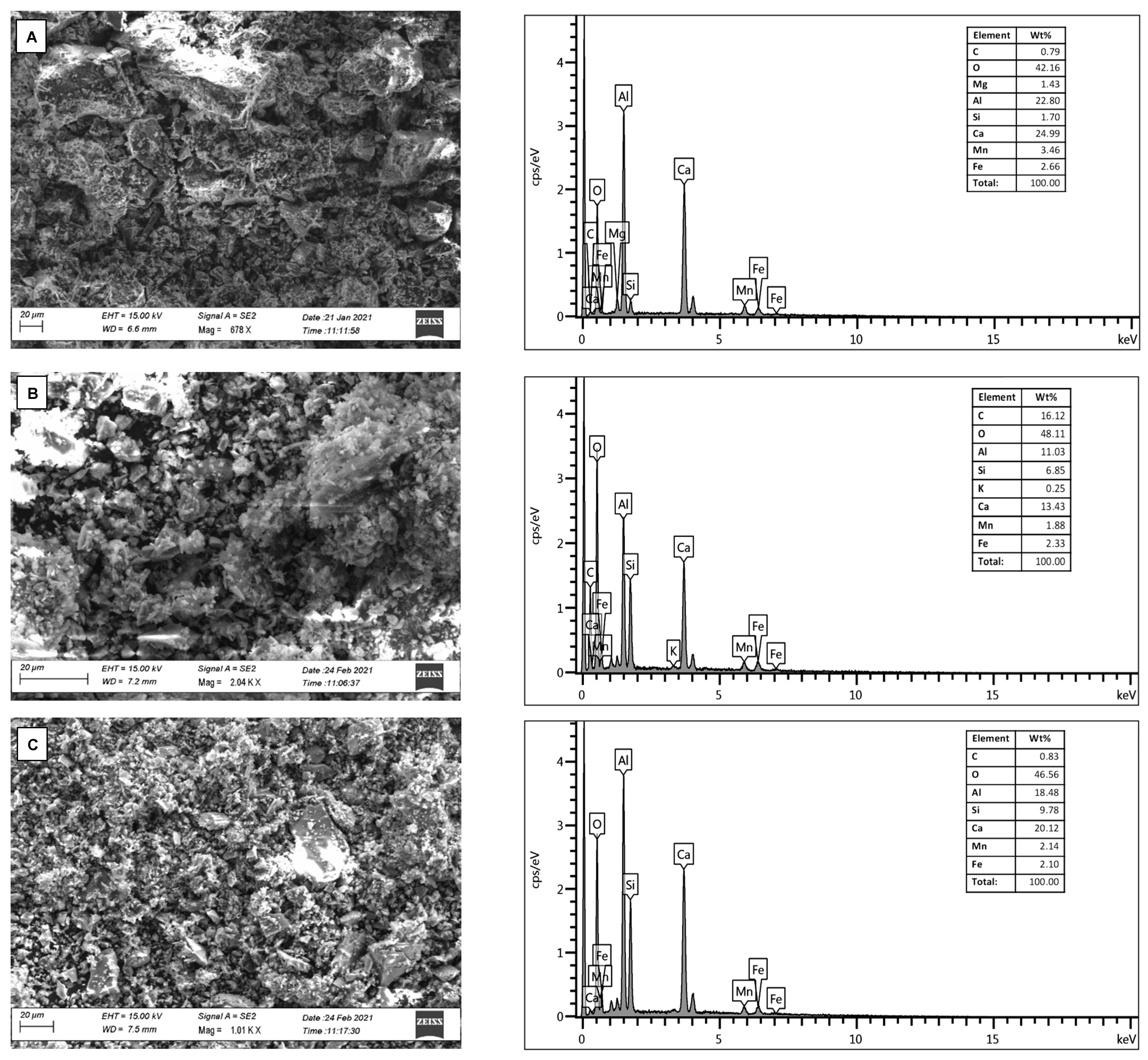
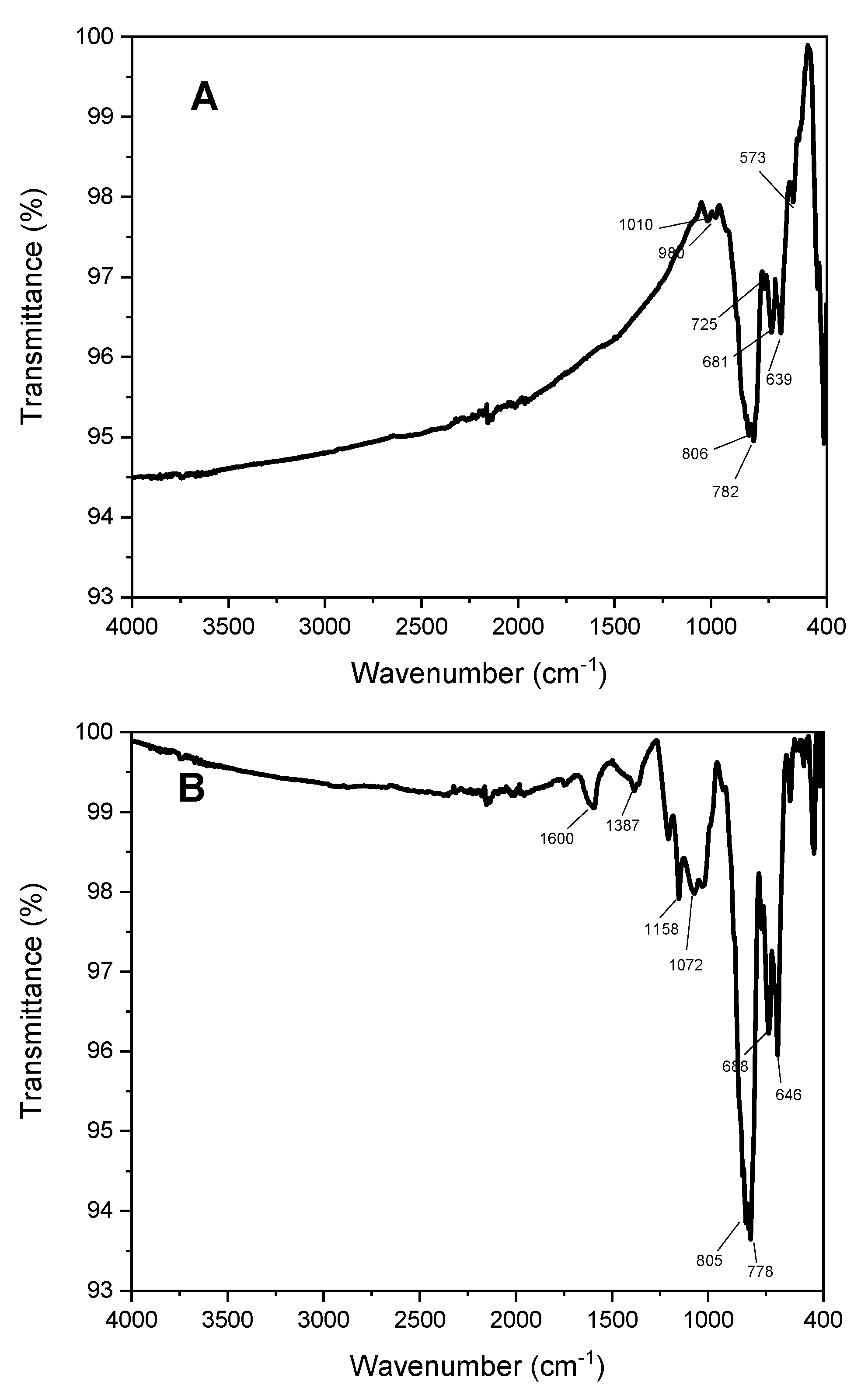
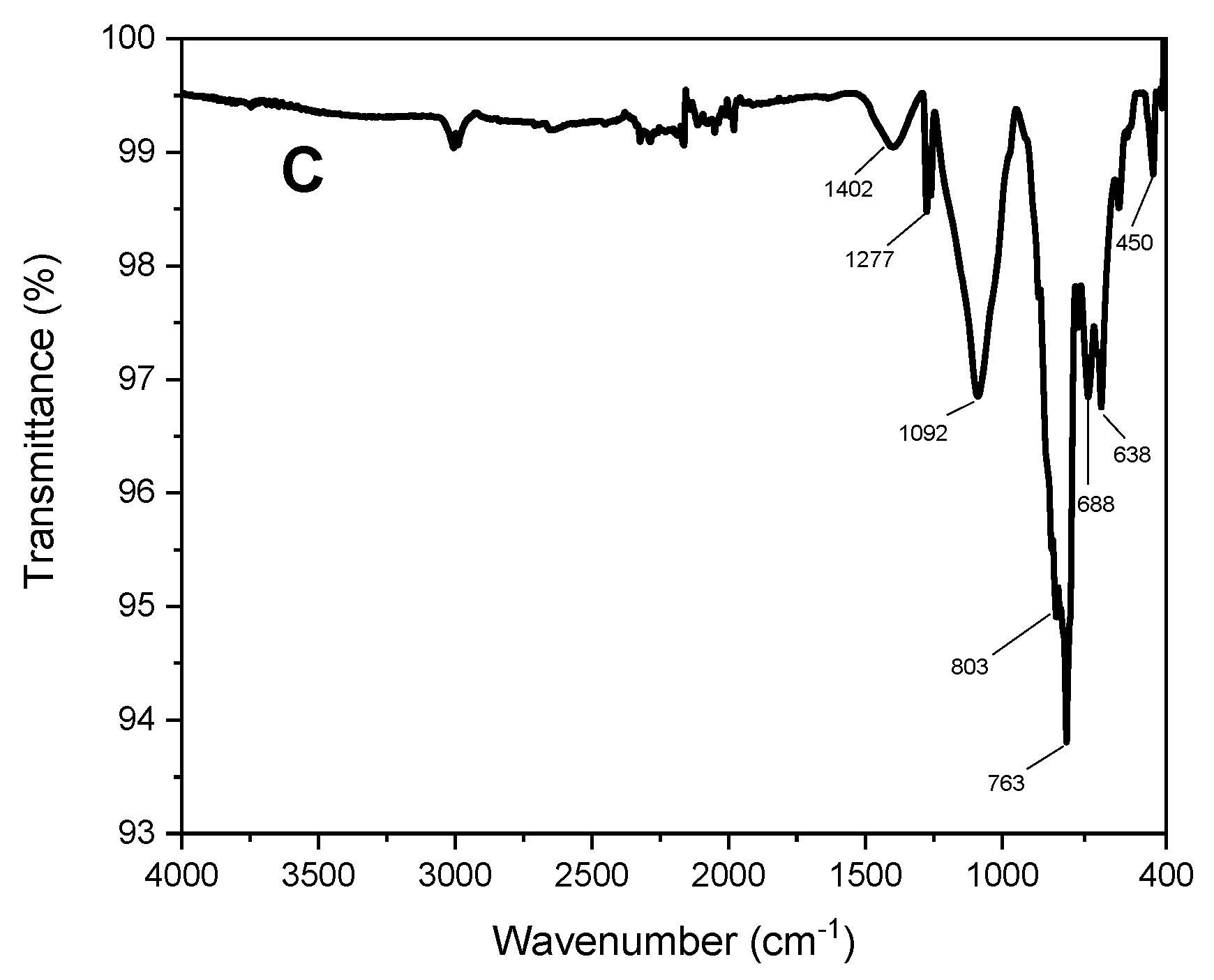
2.1. Catalyst Characterization and Surface Textural Properties
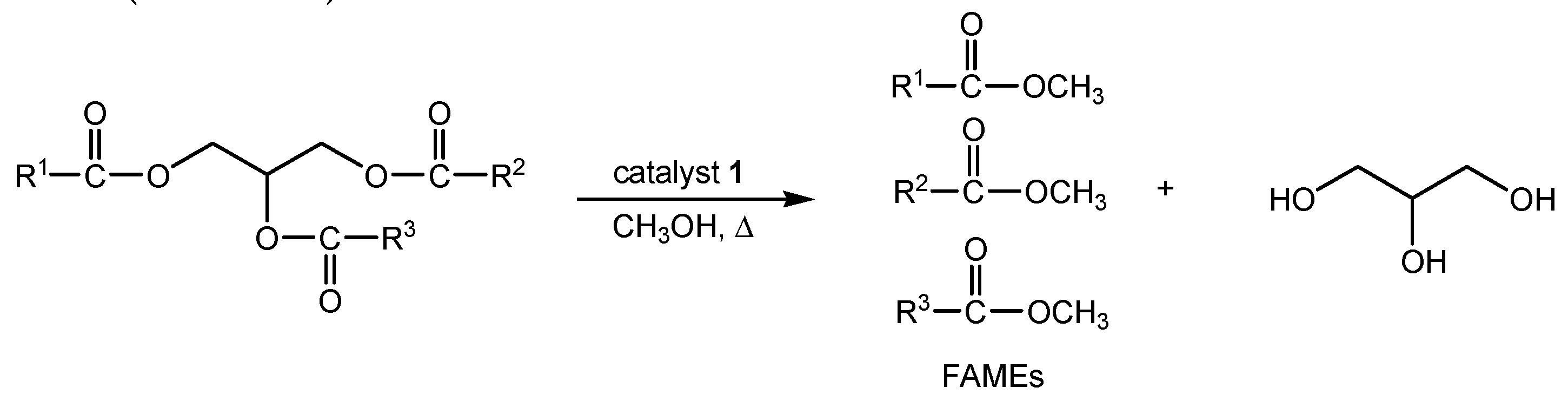
2.2. Catalytic Tests and Optimization of Transesterification Conditions
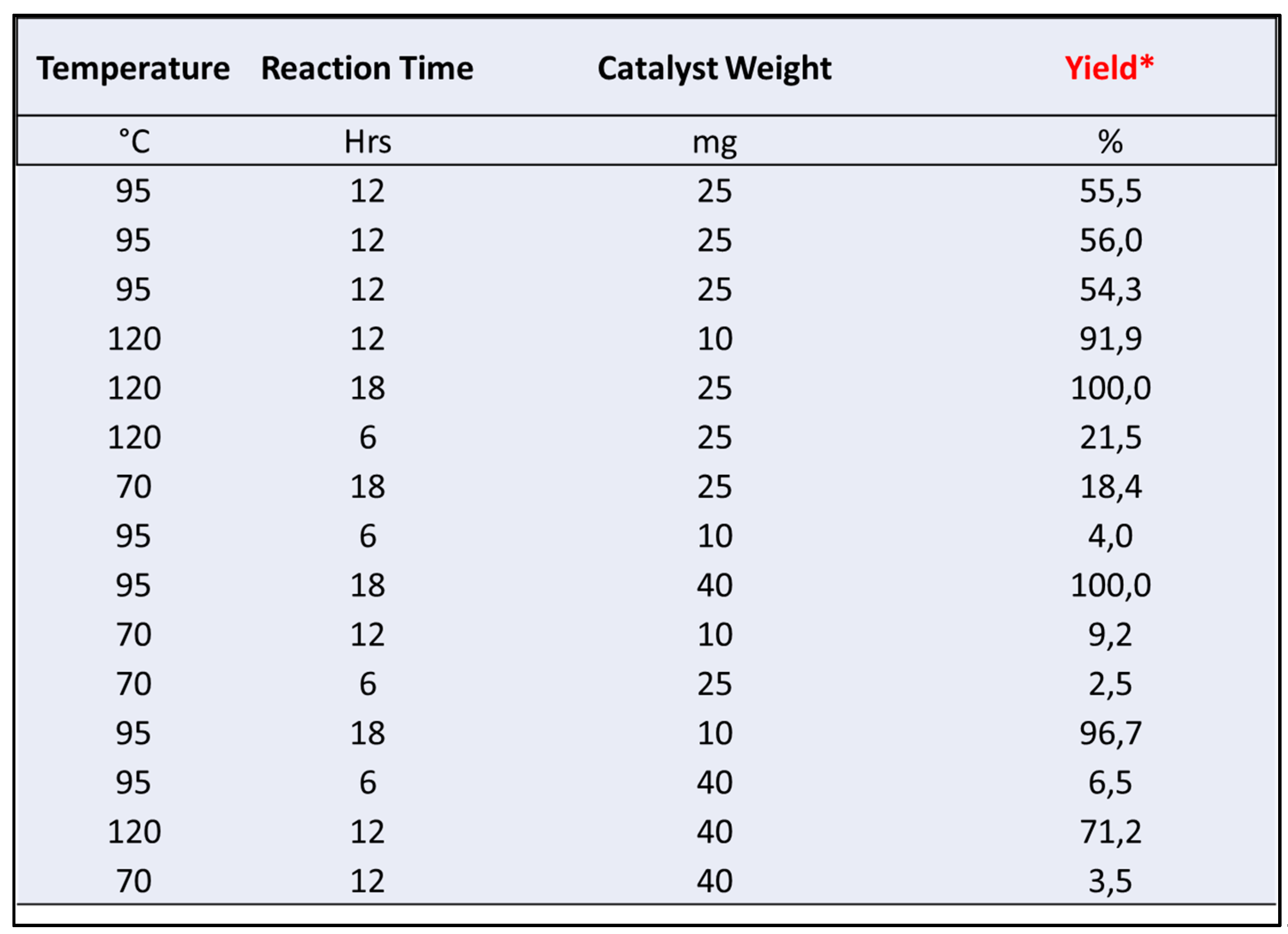
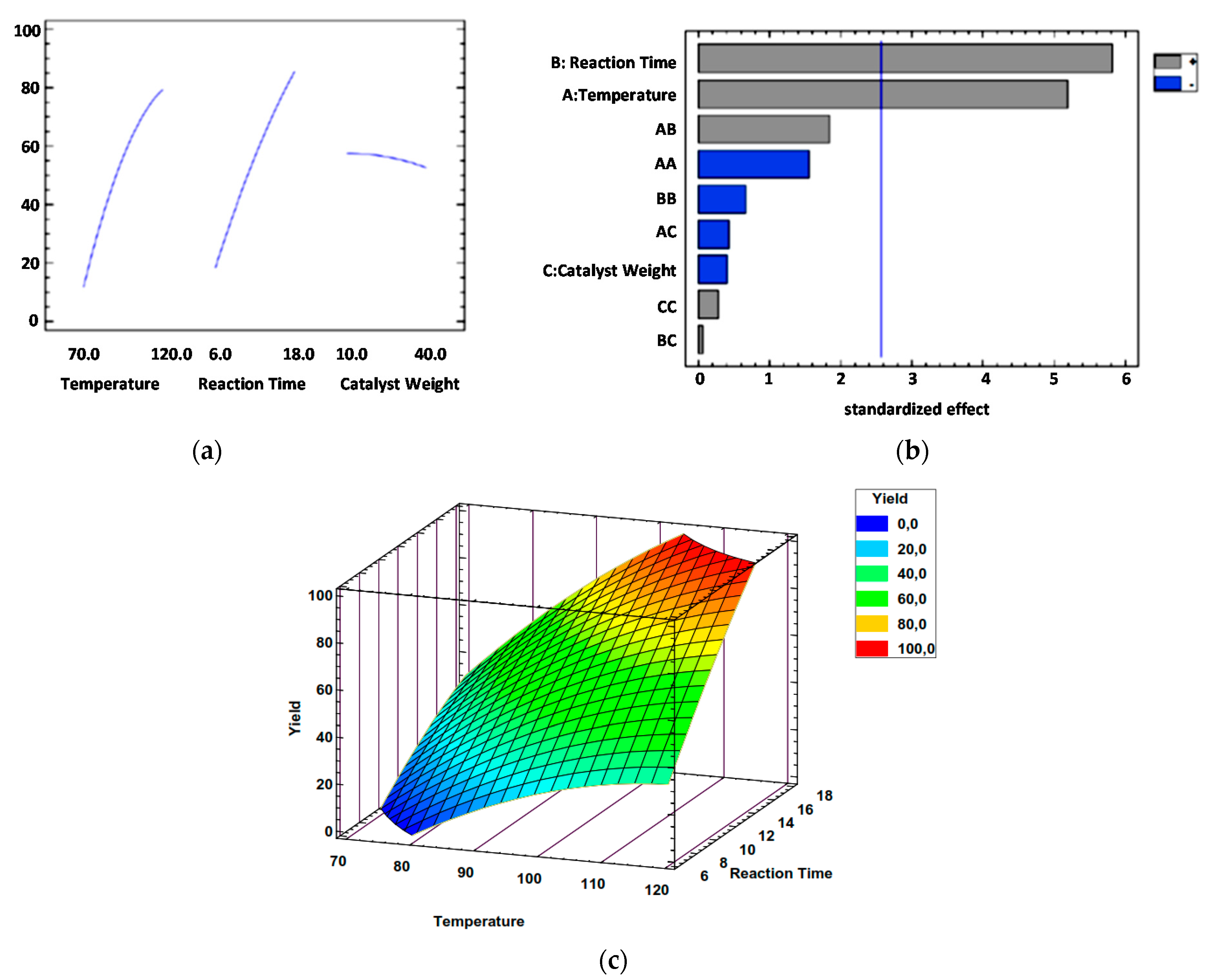
2.3. Application of DOE Method
2.4. Catalysts Recycle
3. Conclusions
4. Materials and Methods
4.1. Source of Steel Slag Catalyst 1
4.2. Transesterification Experiments
4.3. Experimental Design and Data Analysis
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agarwal, A.K. Biofuels (alcohols and biodiesel) applications as fuels for internal combustion engines. Prog. Energy Combust. Sci. 2007, 33, 233–271. [Google Scholar] [CrossRef]
- Demirel, Y. Biofuels. Compr. Energy Syst. 2018, 1, 875–908. [Google Scholar] [CrossRef]
- Pradhana, P.; Mahajanib, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Casiello, M.; Catucci, L.; Fracassi, F.; Fusco, C.; Laurenza, A.G.; di Bitonto, L.; Pastore, C.; D’Accolti, L.; Nacci, A. ZnO/Ionic Liquid Catalyzed Biodiesel Production from Renewable and Waste Lipids as Feedstocks. Catalysts 2019, 9, 71. [Google Scholar] [CrossRef] [Green Version]
- Alagumalai, A.; Mahian, O.; Hollmann, F.; Zhang, W. Environmentally benign solid catalysts for sustainable biodiesel production: A critical review. Sci. Total. Environ. 2021, 768, 144856. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Yang, J.; Xu, X. Synthesis of hydrotalcite‑type mixed oxide catalysts from waste steel slag for transesterification of glycerol and dimethyl carbonate. Sci. Rep. 2020, 10, 10273. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Luo, Q.; Hu, H. Situation analysis and countermeasures of China’s fly ash pollution prevention and control. Procedia Environ. Sci. 2012, 16, 690–696. [Google Scholar] [CrossRef] [Green Version]
- Youcai, Z.; Ash, B.; Ash, F. Pollution Control and Resource Recovery: Municipal Solid Wastes Incineration, 1st ed.; Heinemann, B., Ed.; Elsevier: Oxford, UK, 2017; Volume 1, pp. 1–59. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Tsuji, K.; Ohmichi, T.; Kamegawa, T.; Moria, K.; Yamashita, H. Transesterifications using a hydrocalumite synthesized from waste slag: An economical and ecological route for biofuel production. Catal. Sci. Technol. 2012, 2, 1842–1851. [Google Scholar] [CrossRef]
- Casiello, M.; Iannone, F.; Cotugno, P.; Monopoli, A.; Cioffi, N.; Ciminale, F.; Trzeciak, A.M.; Nacci, A. Copper(II)-catalysed oxidative carbonylation of aminols and amines in water: A direct access to oxazolidinones, ureas and carbamates. J. Mol. Catal. A Chem. 2015, 407, 8–14. [Google Scholar] [CrossRef]
- Massaro, M.; Casiello, M.; D’Accolti, L.; Lazzara, G.; Nacci, A.; Nicotra, G.; Noto, R.; Alberto Pettignano, A.; Spinella, C.; Riela, S. One-pot synthesis of ZnO nanoparticles supported on halloysite nanotubesfor catalytic applications. Appl. Clay Sci. 2020, 189, 10557. [Google Scholar] [CrossRef]
- Caputo, D.; Casiello, M.; Milella, A.; Oberhauser, W.; Maffezzoli, A.; Nacci, A.; Fusco, C.; D’Accolti, L. Deep Control of Linear Oligomerization of Glycerol Using Lanthanum Catalyst on Mesoporous Silica Gel. Catalysts 2020, 10, 1170. [Google Scholar] [CrossRef]
- Zviagina, B.B.; Drits, V.A.; Dorzhieva, O.V. Distinguishing Features and Identification Criteria for K-Dioctahedral 1M Micas (Illite-Aluminoceladonite and Illite-Glauconite-Celadonite Series) from Middle-Infrared Spectroscopy Data. Minerals 2020, 10, 153. [Google Scholar] [CrossRef] [Green Version]
- Madejova, J. FTIR techniques in clay mineral studies. Vib. Spectrosc. 2003, 31, 1–10. [Google Scholar] [CrossRef]
- Ho, W.W.S.; Ng, H.K.; Gan, S.; Tan, S.G. Evaluation of palm oil mill fly ash supported calcium oxide as a heterogeneous base catalyst in biodiesel synthesis from crude palm oil. Energy Convers. Manag. 2014, 88, 1167–1178. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst 1 | B.E.T. Area (m2/g) | Pore Surface Area * (m2/g) | Pore Volume * (cm3/g) | Pore Radius * Dv (r) (Å) |
|---|---|---|---|---|
| pristine | 0.463 ± 0.007 | 1.251 | 0.006 | 17.481 |
| after 3rd cycle | 4.178 ± 0.006 | 2.131 | 0.027 | 19.609 |
| after thermic treatment (400 °C) | 7.275 ± 0.006 | 8.357 | 0.034 | 19.615 |
| Entry | Temperature (°C) | Catalyst 1 (mg) | Time (h) | Yield (b) (%) |
|---|---|---|---|---|
| 1 | 70 | 10 | 6 | 1.70 |
| 2 | 70 | 20 | 6 | 1.77 |
| 3 | 70 | 40 | 6 | 0.60 |
| 4 | 100 | 10 | 6 | 0.76 |
| 5 | 100 | 20 | 6 | 3.98 |
| 6 | 100 | 40 | 6 | 5.6 |
| 7 | 120 | 10 | 6 | 31.75 |
| 8 | 120 | 20 | 6 | 41.00 |
| 9 | 120 | 40 | 6 | 44.89 |
| 10 | 120 | 20 | 12 | 100.00 |
| 11 | 120 | 40 | 12 | 70.35 |
| 12 | 100 | 20 | 12 | 56.57 |
| 13 | 100 | 40 | 12 | 52.69 |
| 14 | 100 | 20 | 18 | 100.00 |
| Source | Sum of Squares | Df | F-Ratio | p-Value |
|---|---|---|---|---|
| A: Temperature | 7843.78 | 1 | 26.95 | 0.0035 |
| B: Reaction Time | 9870.13 | 1 | 33.91 | 0.0021 |
| C: Catalyst Weight | 47.5313 | 1 | 0.16 | 0.7028 |
| AA | 704.438 | 1 | 2.42 | 0.1805 |
| AB | 992.25 | 1 | 3.41 | 0.1241 |
| AC | 52.5625 | 1 | 0.18 | 0.6885 |
| BB | 130.168 | 1 | 0.45 | 0.5333 |
| BC | 1.0 | 1 | 0.00 | 0.9555 |
| CC | 21.9375 | 1 | 0.08 | 0.7946 |
| Total error | 1455.19 | 5 | ||
| Total (corr.) | 21110.4 | 14 |
| Cycles | Temperature °C | Time (h) | Yield % | Carbon Percentage (EDX) (b) |
|---|---|---|---|---|
| 1 | 100 | 18 | 100 | 0.72 |
| 2 | 100 | 18 | 70 | 2.41 |
| 3 | 100 | 18 | 67 | 26.14 |
| 4 | 100 | 18 | 13 | 16.12 (0.83) (c) |
| 5 | 100 | 18 | 15 | |
| - (d) | 100 | 18 | 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Casiello, M.; Losito, O.; Aloia, A.; Caputo, D.; Fusco, C.; Attrotto, R.; Monopoli, A.; Nacci, A.; D’Accolti, L. Steel Slag as New Catalyst for the Synthesis of Fames from Soybean Oil. Catalysts 2021, 11, 619. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11050619
Casiello M, Losito O, Aloia A, Caputo D, Fusco C, Attrotto R, Monopoli A, Nacci A, D’Accolti L. Steel Slag as New Catalyst for the Synthesis of Fames from Soybean Oil. Catalysts. 2021; 11(5):619. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11050619
Chicago/Turabian StyleCasiello, Michele, Onofrio Losito, Andrea Aloia, Daniela Caputo, Caterina Fusco, Rosella Attrotto, Antonio Monopoli, Angelo Nacci, and Lucia D’Accolti. 2021. "Steel Slag as New Catalyst for the Synthesis of Fames from Soybean Oil" Catalysts 11, no. 5: 619. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11050619