Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis


1
CITeQ-UTN-CONICET, Universidad Tecnológica Nacional, Facultad Regional Córdoba, Maestro López esq. Cruz Roja, Ciudad Universitaria, 5016 Córdoba, Argentina
2
Laboratory for Process Engineering, Environment, Biotechnology and Energy (LEPABE), Departamento de Engenharia Metalúrgica e de Materiais, Faculdade de Engenharia, Universidade do Porto, R. Dr. Roberto Frias, 4200-465 Porto, Portugal
*
Authors to whom correspondence should be addressed.
Catalysts 2019, 9(8), 690; https://0-doi-org.brum.beds.ac.uk/10.3390/catal9080690
Submission received: 22 July 2019
/
Revised: 8 August 2019
/
Accepted: 12 August 2019
/
Published: 15 August 2019
(This article belongs to the Special Issue Heterogeneous Catalysis in Biodiesel Production)
Abstract
:Recent research focuses on new biodiesel production and purification technologies that seek a carbon-neutral footprint, as well as cheap, renewable and abundant raw materials that do not compete with the demand for food. Then, many attractive alternatives arise due to their availability or low-cost, such as used cooking oil, Jatropha oil (non-edible) or byproducts of vegetable oil refineries. Due to their composition and the presence of moisture, these oils may need a pretreatment to reach the established conditions to be used in the biodiesel production process so that the final product complies with the international quality standards. In this work, a solid catalyst based on 10 wt % sodium oxide supported on mesoporous silica SBA-15, was employed in the transesterification of different feedstocks (commercial sunflower and soybean oil, used cooking oil, acid oil from soapstock and Jatropha hieronymi oil) with absolute methanol in the following reaction conditions—2–8 wt % catalyst, 14:1 methanol to oil molar ratio, 60 °C, vigorous magnetic stirring and 5 h of reaction. In this way, first- and second-generation biodiesel was obtained through heterogeneous catalysis with methyl ester yields between 52 and 97 wt %, depending on the free fatty acid content and the moisture content of the oils.
1. Introduction
Nowadays, the scientific community has focused its interest on issues related to energy, environment and sustainability [1]. Oil prices and the growing concern about global warming, due to greenhouse gas emissions are driving new initiatives. Among them, fuels from the cultivation of cereals and oilseeds have been developed [2].
If we focus on alternative energy sources, although biodiesel (fatty acids methyl esters—FAME) has gained good acceptance as a petrodiesel substitute fuel, the raw materials used for its production are a relevant issue at this time. It is well known that vegetable oils obtained from crops, such as sunflower and soybean are mainly used as food and in its preparation (refined oils). Therefore, its use for other purposes results controversial: Allocating these oils to the production of biodiesel might generate competition with the demand for food [3].
However, the global production of vegetable oils shows a sustained increase in the last seven years and, according to Oil World, the production of vegetable oils would be higher than consumption in the 2018/2019 campaign, thus increasing the stock level at the end of the campaign. In this ambit, Argentina is the seventh world producer of oilseeds, vegetable oils and fats (worldwide), and the third exporter. In 2018, the country was the world-leading exporter of soybean oil and the world third largest exporter of sunflower oil [4]. If we consider the 2016 year, 70% of the country production of soybean oil was expected to be sold, and, thus, the remaining 30% could stay in the domestic market to supply the biodiesel industry and other demands arising from local consumption [5]. Meanwhile, sunflower oil is destined for human consumption; almost 90% of soybean oil production is destined to biodiesel industries. For this reason, it is reasonable to state that the use of such edible oils to satisfy the energetic demand of the country does not present such a detrimental effect at the local population, considering the impact on food requirements. Moreover, this allows the development of the agricultural regions, promoting industrialization and generating employment.
Nevertheless, these raw materials are also expensive, representing the highest costs of biodiesel production [6]. As a result, biodiesel price far exceeds the one of petrodiesel. Thus, to achieve economic viability, it is necessary to subsidize or give them tax advantages [7]. In this way, the alternatives to reduce the biodiesel production costs are: Improving the production technologies for better yield, reducing capital cost and reducing the raw material cost for which feedstock cost is the most dominant [8,9].
In this sense, it is possible to find other potential sources of raw material to be considered for biodiesel production when making an environmental, economic and social balance. For example, used cooking oils, which lose their value as food after being used, and often end up producing blockages in drains or polluting watercourses. These are available in large quantities at a minimal cost, which can substantially reduce the price of biofuel, leaving aside the food versus fuels controversy [10]. Nonetheless, the quality of these oils must be evaluated because during the frying process, heating and contact with the air causes the partial conversion of triglycerides into products which affect their stability, such as free fatty acids (FFA), volatile cleavage products, non-volatile oxidized derivatives and dimers, cis-trans isomers, polymers or cyclic compounds. These products increase the kinematic viscosity of the oil and hinder the mass-transfer during the transesterification reaction. In addition, the oil tends to absorb moisture from the food, increasing its water content [11].
That is the reason why frying oils may require some pretreatment before entering the process. Beyond this, these are reliable and low-cost alternatives. In addition, recycling them would avoid the problem of their final disposal as waste, reducing their environmental impact and taking advantage of the energy they contain [10].
Other option to avoid competing with the demand for food is the use of non-edible oilseeds. Such is the case of Jatropha hieronymi, whose oil cannot be employed for food because it has toxic components and anti-nutritional factors for humans and animals, such as phorbol esters, curcin, trypsin inhibitors and phytic acid [12,13]. This native species from Argentina grows in arid zones, and it does not require greater care for its cultivation and exploitation [3,14]. On the other hand, the country has a large extension and a wide variety of climates compatible with the requirements for its growth. In particular, the center-west and northwest zones are ideal for the cultivation of this species. Its cultivation produces a high yield of seed (5–8 t per hectare), with an oil concentration between 30–40%, whose quality would be adequate to manufacture biodiesel within international standards [15]. In this way, the raw materials to produce second-generation biodiesel could be diversified, increasing the crops area without agricultural land clearing and favoring regional economies of arid geographical zones where they are grown [16].
In addition, the same industry of edible oils produces byproducts and wastes that could be further valued. The refining process of crude oil includes degumming, the removal of phospholipids and other amphipathic lipids, neutralization to remove free fatty acids, bleaching and deodorization [17]. Many byproducts arise from this process, including soapstock, from which an acid oil might be obtained. This byproduct obtained from the acidulation of soapstock consists mainly on free fatty acids, a mixture of phospholipids, tri, di and mono acylglycerides, tocopherols, sterols, degraded oxidized components, pigments, salts, and color bodies in a small amount [18,19].
Taking in mind the aforementioned, the use of these alternative raw materials is attractive and is currently the focus of research. To use these substrates in conventional industrial processes with a homogeneous basic catalyst, they need previous treatments to mainly reduce their acidity and moisture: The process is highly sensitive to these impurities because they produce soaps that need to be separated from the reaction mixture to obtain the final product. Consequently, this critical disadvantage restricts the industrial use of feedstocks with a free fatty acid content higher than 1 wt % and moisture higher than 0.06 wt % (~600 ppm), in order to make the system commercially viable [20,21,22]. Therefore, cheap raw materials, such as used frying oils, could not be used without prior treatment. For example, oil with 1 wt % of FFA requires an esterification stage where the free fatty acids are transformed into methyl esters by reaction with alcohol [21]. This is usually carried out with sulfuric acid in solution (homogeneous catalysis), and the resulting oil needs to be washed and dried before continuing with the alkaline catalyzed transesterification stage. This represents an inconvenience from both the economic and ecological point of view.
A good option for the development of an efficient process is the use of heterogeneous catalysis, which has many advantages already known, such as simplification of the crude biodiesel purification stages to obtain the final biofuel, consequently reducing the total cost of the process.
Many authors reported different mesoporous catalysts for biodiesel production, obtaining good results with alkaline catalysts. Nevertheless, these processes often use drastic reaction conditions, such as high temperatures and pressures, high alcohol to oil molar ratios and long reaction periods. Potassium supported SBA-15 was found to yield > 80 wt % of fatty acid methyl esters in 5 h at 70 °C, with an 11.6:1 methanol/oil (palm) molar ratio and ~4 wt % of the catalyst [23]. Sun et al. obtained 99 wt % of FAME in 8 h when Ca-modified SBA-15 was used as a solid catalyst. The temperature was maintained at 200 °C, the methanol to oil (sunflower) molar ratio was 27:1 and the catalyst loading was 5 wt % [24]. Meanwhile, Tantirungrotechai et al. also used Ca-modified-materials (MCM-41) in the transesterification of palm olein, yielding 90 wt % of biodiesel in 3 h at 200 °C, 25:1 methanol/oil molar ratio and 1 wt % of the catalyst [25]. More recently, Malhotra and Ali obtained FAME yields higher than 98% in 4 h with Li-Ce and Na-ZnO doped SBA-15 at 65 °C, with methanol to oil (cottonseed) molar ratios of 40–24:1 and catalyst amount of 10–12 wt %, respectively [26,27].
In order to establish the viability of a more sustainable process to produce biodiesel, in the present work, the activity of a Na-modified-SBA-15 solid catalyst, already studied [28], was evaluated in the transesterification of different substrates, namely: Commercial sunflower and soybean oil, used cooking oil, acid oil from soapstock obtained in vegetable oil refining; and finally, Jatropha hieronymi oil.
2. Results and Discussion
2.1. Raw Materials Characterization
The characterization of the raw materials results important, since their quality is a determining factor for the transesterification reaction, as mentioned above. If high concentrations of free fatty acids exist, these will alter the oil quality, the required purification stages and the stability of the resulting biodiesel [29]. For this reason, acid value (mass of KOH necessary to neutralize the free fatty acids present in 1 g of sample) was determined. The presence of moisture in oils can also affect the catalytic activity, since it modifies the intrinsic properties of the catalyst, altering the reactants adsorption and products desorption from its surface, as well as the nature of the active sites [30]. Normally, it inhibits the transesterification reaction and, together with FFA, leads to parallel reactions of saponification with the consequent formation of soaps [31]. Moreover, excess water reduces oil and biodiesel oxidation stability. The viscosity of the oils is also important because it has a determining effect on the mass-transfer for the reaction to occur.
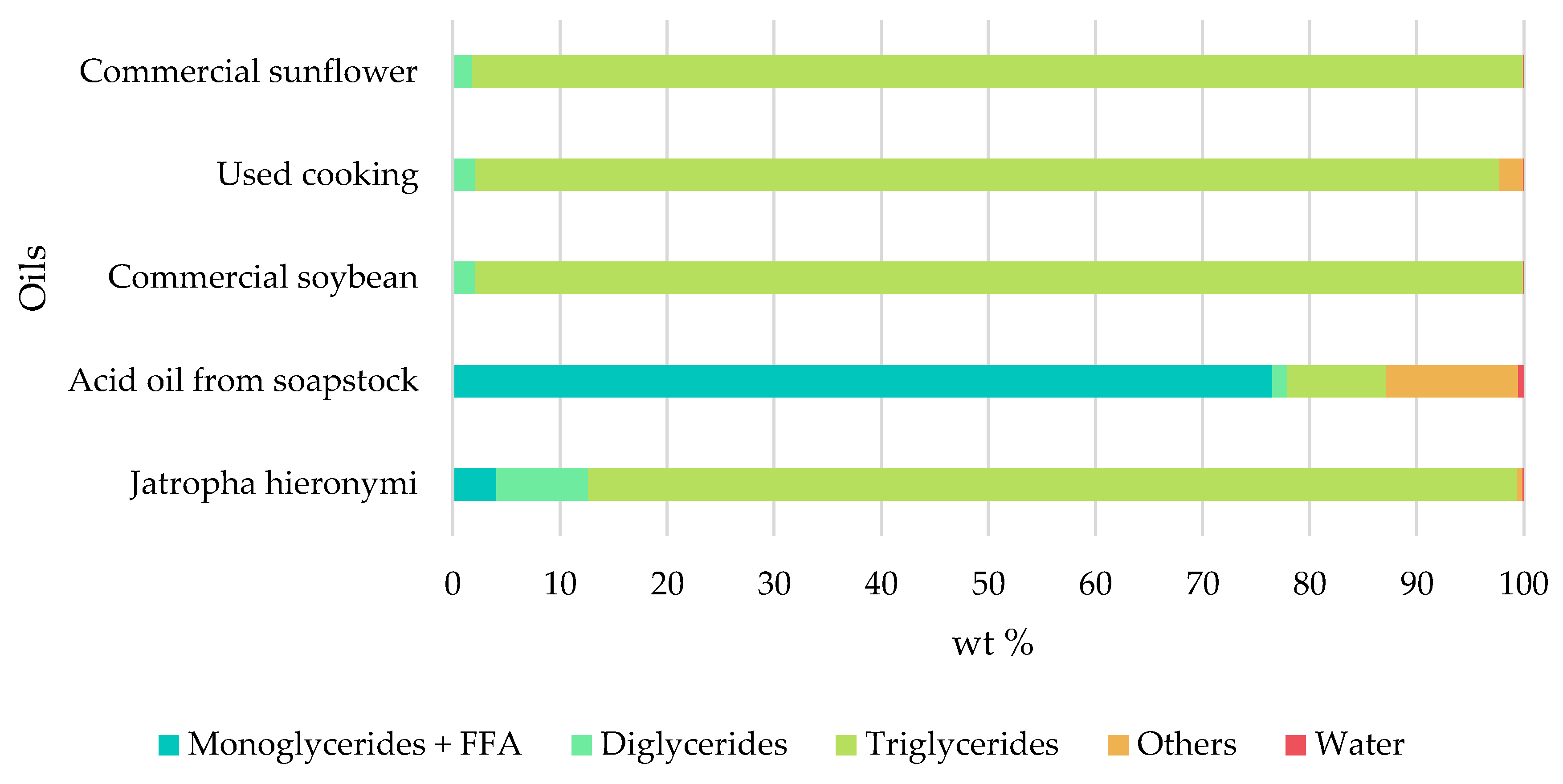
Table 1 summarizes the main physicochemical characteristics of the different employed feedstocks, while Figure 1 shows their chemical composition.
It might be observed that commercial sunflower and soybean oils have the highest triglycerides contents and the lowest water contents and acid values, as expected. This is due to the process involved in their industrial production to comply with the international standards (e.g., maximum acid value of 0.6 mgKOH/goil according to the FAO Codex Alimentarius—CODEX STAN 19-1981), since they are sold as food. However, it is important to note that soybean oil has a slightly higher percentage of free fatty acids than sunflower oil while its viscosity is lower.
The main differences between used cooking oil and commercial sunflower oil are the triglycerides content. The used oil has a lower percentage of triglycerides than the commercial one, due to deterioration during the frying process. For example, triglycerides can be partially hydrolyzed by the water present in food, increasing the free fatty acids concentration, and therefore, its’ acid value (almost twice of that found in the refined oil). Nevertheless, the variation on the triglycerides’ composition was found to be lower than other used cooking oils reported in the literature. This can be justified by the fact that the cooking oil was from domestic sources and was exposed to high temperatures but for short times; in addition, the storage period was not high either [29,33]. Since viscosity is related to the chemical composition of the oil, it was expected that the used cooking oil would have a higher viscosity than the commercial sunflower oil, due to oxidation products [29].
In what concerns Jatropha hieronymi oil, the FFA content was around 4 wt %, clearly exceeding that of the above-mentioned oils, also leading to a lower triglycerides concentration. The reason for this is that non-edible oils are often contaminated with high amounts of FFA, due to the agro-climatic conditions and the processing conditions of the oils extraction and their storage, where FFA could increase as a result of triglycerides hydrolysis [3,34]. In this case, before entering the traditional process of transesterification by basic catalysis, it would be necessary to carry out an acid catalyzed esterification to convert the free fatty acids into methyl esters, and, thus, reducing the acidity to an acceptable value. This step is mandatory at an industrial scale, as indicated by Meher et al. [3]. Moisture content is also higher than that for the previously described oils. This could be due to the laboratory degumming process, which uses hot water to hydrate and precipitates the phospholipids.
The acid oil from soapstock has the highest acid value of all the studied substrates (153.72 mgKOH/goil), with a composition of almost 77 wt % of free fatty acids and a poor triglycerides amount, which makes it impossible to be treated by conventional methods. In this case, the high moisture content could come from the alkali and acid solutions added to neutralize the products during degumming of the crude oil and soapstock acidulation, respectively.
Figure 2 shows the FT-IR spectra of the evaluated feedstocks, where the main bands of interest are related to the corresponding functional groups. As Guillén et al. described, edible oils consist of triglycerides with different substitution patterns, whose main differences are the degree and the form of acyl groups unsaturation and their length [35]. In addition, Jatropha oil (non-edible) shows a similar pattern than edible oils, with small differences. These variations are given by the oil composition, which affects the precise position of the bands in the infrared spectra when fatty acids ratio is modified [36,37]. In contrast, acid oil from soapstock presents a very different spectrum owing to its particular composition (high FFA content).
For all the oils, well-defined bands at 1746 and 1163 cm−1 are observed. The first one is characteristic of C=O stretching (ester carbonyl functional group of the triglycerides); meanwhile, the second band represents the C–O stretching vibration (ester group) [37]. Even acid oil from soapstock, which has a relatively small triglycerides quantity, shows these bands, but with less intensity. Nevertheless, the acid oil from soapstock of the soybean oil refining has a high absorbance band at 1711 cm−1, typical of the stretching vibration of free fatty acid carbonyl group [32]. As expected, oils with a low acid value present a weak shoulder in this region of the spectra, being Jatropha hieronymi oil the one with a marked difference over the others (see Figure 2). Other clear variations between the oils and the acid oil from soapstock spectra can be seen at 1283 cm−1 for C–O stretching asymmetry, 1413 and 918–937 cm−1 for angular deformation of C–O–H bond and O–H bending vibration of carboxylic acid, respectively [32].
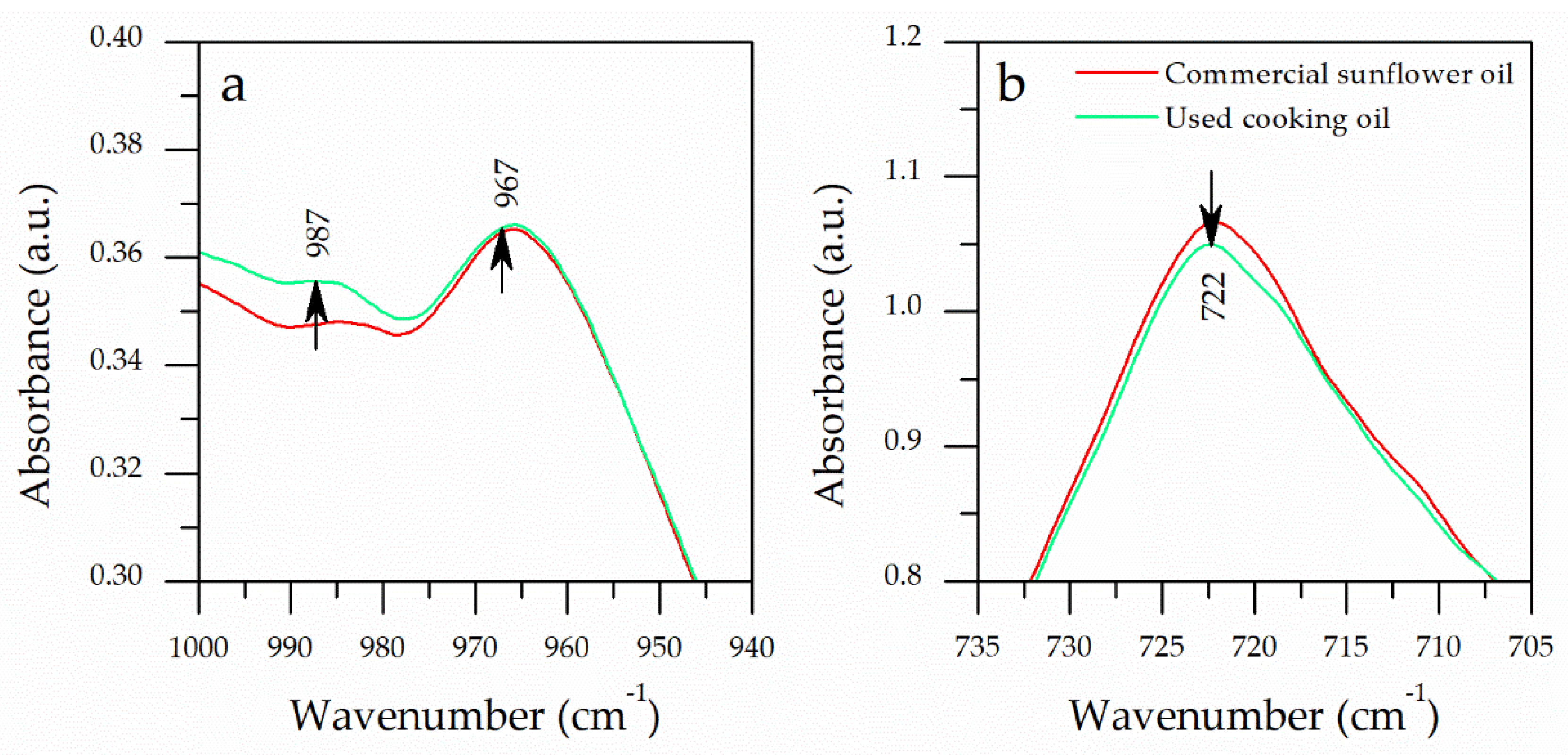
In particular, slight differences between commercial and used sunflower oil can be detected owing to oxidation and isomerization processes. For example, in the 900–1000 cm−1 region (see Figure 3a), attributed by some authors to bending vibration out-of-plane of trans di-substituted olefinic groups or trans unsaturated fatty acid in oils (–HC=CH–) [38]. According to Poiana et al., the changes of the bands at 967 and 987 cm–1 represents the formation of non-conjugated and conjugated trans isomers, respectively [37]. This behavior is due to the thermal stress to which the oil is subjected during the frying process, causing gradual changes of the cis to trans fatty acids. Herein, commercial oil (red) shows a lower absorbance than used cooking oil (green) in the conjugated double bonds region, confirming that during the cooking process, trans isomers were formed. These conjugated double bonds can also be associated with hydroperoxide diene groups. This is confirmed by the decrease of the band at 722 cm−1, associated with the cis double bonds of unsaturated fatty acids (see Figure 3b), due to the cis to trans groups isomerization or the generation of secondary oxidation products [37]. All these alterations in the composition of the oil, due to exposure to high temperatures and an oxidizing atmosphere might increase the viscosity of the raw material, as seen in Table 1, which can influence the mass transfer process during the reaction.
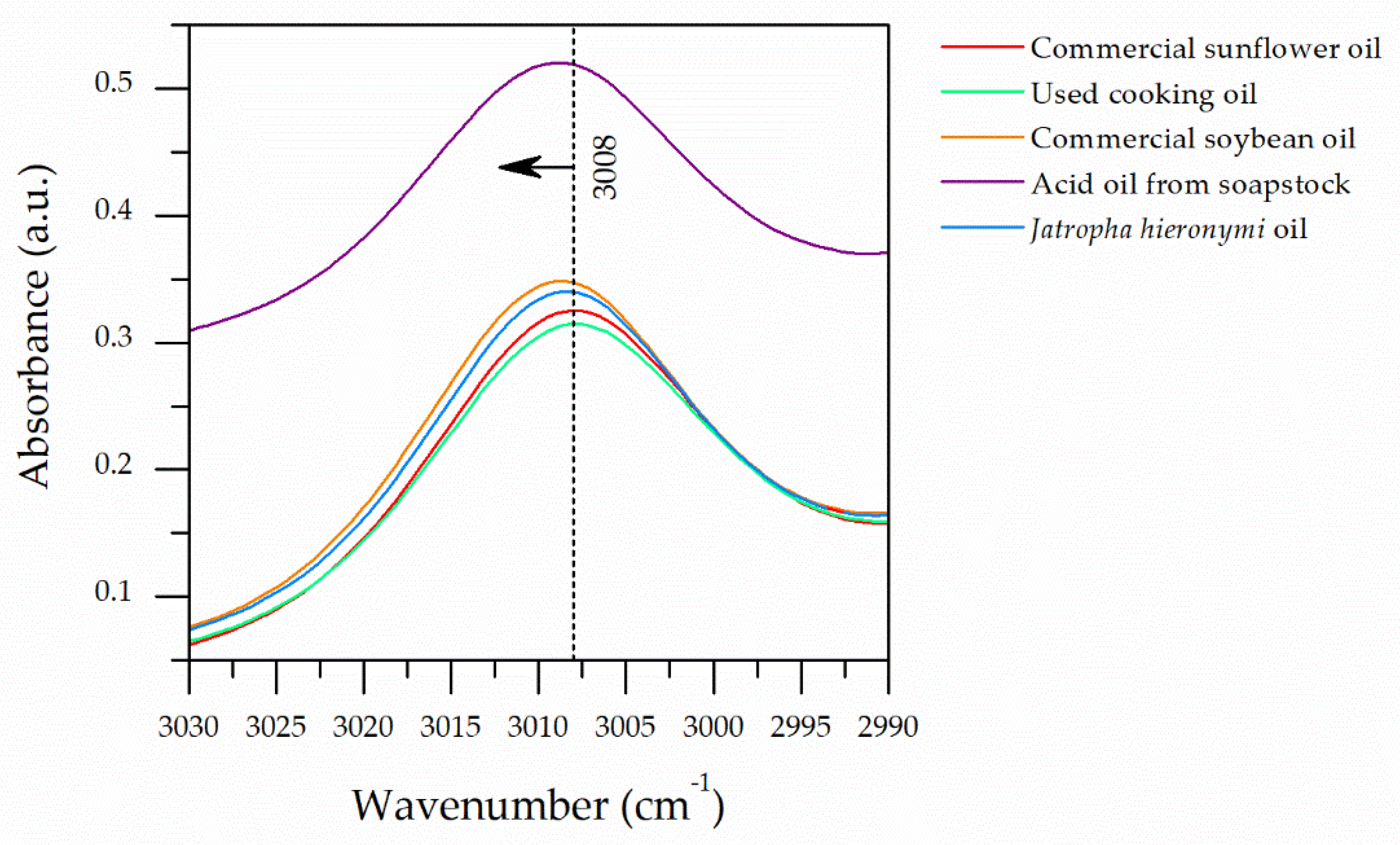
Then, considering the FT-IR spectra in the 2990–3030 cm−1 range (Figure 4), it is possible to observe among the oils a small shift of the band at approximately 3008 cm−1 (=C–H stretching vibration of the cis-olefinic bound) to high wavenumbers. The position of this band is affected by the change in the proportion of acyl groups (such as linoleic and linolenic), which have different specific frequencies (see Figure 4). Meanwhile, the height of this band is related to the degree of unsaturation of the oils: It decreases as a consequence of the diminution of cis double bonds [36,37].
2.2. Catalytic Activity
The characterized oils were submitted to the transesterification reaction with absolute methanol aiming biodiesel production. A Na-modified mesoporous solid (Na/SBA-15 (10) R8) was employed as a solid catalyst. This material consists of 10 wt % of sodium oxide supported on SBA-15 mesoporous silica. The support is formed by a hexagonal arrangement of parallel channels, which gives the material a high specific area and makes it ideal for the dispersion of active species. The synthesis conditions of the catalyst were optimized in a previous work where it showed good activity in the transesterification of commercial sunflower oil [28]. Since silica is a highly hydrophilic material and tends to absorb moisture from the environment, the catalyst was calcined at 500 °C for 8 h with a heating rate of 8 °C/min (R8), prior to being used in the reactions to avoid introducing water into the reaction mixture together with the solid. Table 2 exposes the obtained FAME yields.
Contrasting the results summarized in Table 2 with the characterization data in Table 1 and Figure 1, it is evident that free fatty acids and moisture affect the activity of the studied catalyst. Commercial sunflower oil, the one with the highest triglycerides content and the lowest acid value and water content, gave the maximum biodiesel yield and triglycerides conversion, as expected. Meanwhile, commercial soybean oil conversion was smaller, which could be attributed to the slightly higher FFA content compared to sunflower oil. Herein, FFA content seems to have a greater influence than moisture on the catalytic activity.
For the used cooking oil, the biodiesel yield is rather lower than that obtained using commercial sunflower oil. On the one hand, oxidation products increase the oil viscosity, and consequently, affect the mass-transfer process, since it depends upon the dispersion level of methanol in the oil feedstock [39]. On the other hand, FFA and moisture could be interacting with the active centers of the catalyst, poisoning it, and reducing their activity. In the same way, the absence of catalytic activity when using Jatropha hieronymi oil and the acid oil from soapstock is attributed to their high free fatty acids and water contents. Although both show the presence of triglycerides and lower kinematic viscosity than commercial sunflower oil, the FFA could inhibit the catalyst before it can interact with methanol to produce methoxide groups (responsible to react with triglycerides) [28].
Furthermore, when basic inorganic solids type Na/SBA-15 are used as catalysts, FAME yield and oil conversion seem to increase as the acid value and the moisture in the raw material decreases. This behavior was already explained by Díaz et al. by the fact that water molecules are adsorbed on the silica support and on the active sites of the surface, forming a layer that partially blocks the accessibility of reactants to active centers [30]. As previously reported [28], Na/SBA-15 (10) R8 has a considerable amount of strong basic sites, which are responsible for the catalytic activity in the transesterification reaction. These super basic sites (sodium oxides) finely dispersed, are located both inside SBA-15 channels, but also on the catalyst surface. This means that they are exposed to the contaminants and can be poisoned by them.
On the other hand, as the employed catalyst has a basic nature, it cannot carry out the esterification of the FFA. The interaction between the metal and the FFA results in the formation of soap, which causes the deactivation of the solid catalyst, since they tend to solidify into a semisolid mass which blocks the active sites [40]. For this reason, many authors point out that refined raw materials are required, with low moisture and FFA contents [21].
To confirm the poisoning effect of FFA, a reaction was performed by using a mixture of sunflower oil with 1 wt % of palmitic acid. After 5 h, no FAME was detected when analyzing the sample by FT-IR, which ratifies the conclusions above-mentioned. Therefore, an esterification step for FFA is still needed for this type of catalytic system. However, a 34 wt % of FAME was obtained after 5 h when mixing 1 wt % of water with the oil. This result is according to Sun et al., who observed a higher tolerance to water content than to FFA when employing Ca-modified-SBA-15 catalysts [24].
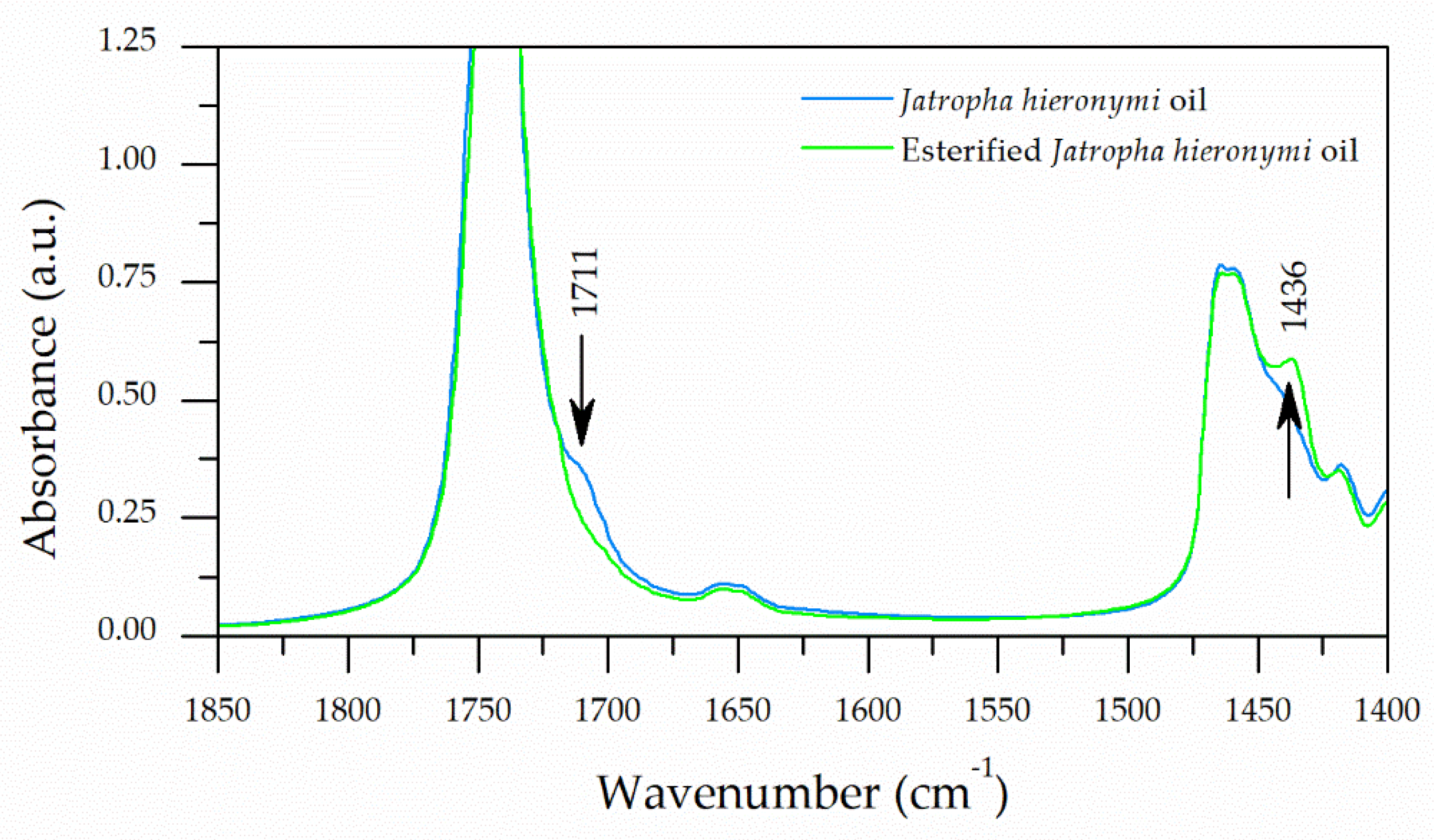
To overcome the FFA constraints, Jatropha hieronymi oil was esterified before the heterogeneous transesterification process, following the method proposed by Supriyono et al. [41]. After esterification, the oil was analyzed by FT-IR. Figure 5 shows the spectra of both the esterified and non-esterified oils. Two features must be remarked: The reduction of the shoulder at 1711 cm−1 reveals the decrease of the FFA content after esterification, while the appearance of the band at 1436 cm−1 provides evidence of the presence of methyl esters. This fact is also confirmed by the decrease of the acid value (0.45), the FFA content (0.23 wt %) and the kinematic viscosity (10.81 mm2/s) owing to FAME presence. In addition, after washing and drying the oil, moisture was reduced to 565 ppm (0.06% by weight).
This esterification step certainly improves the solid catalyst performance at the further alkali transesterification, since 94 wt % of FAME was obtained, which also confirms the inhibitory effect of FFA. However, esterification of the acid oil from soapstock was not performed. Since most of this oil consists of FFA, esterification reaction would lead to the highest FAME content, minimizing the contribution of subsequent heterogeneous transesterification. In agreement, the conversion of this type of feedstock needs to be treated by other methods, such as heterogeneous acid or enzymatic catalysis [42,43].
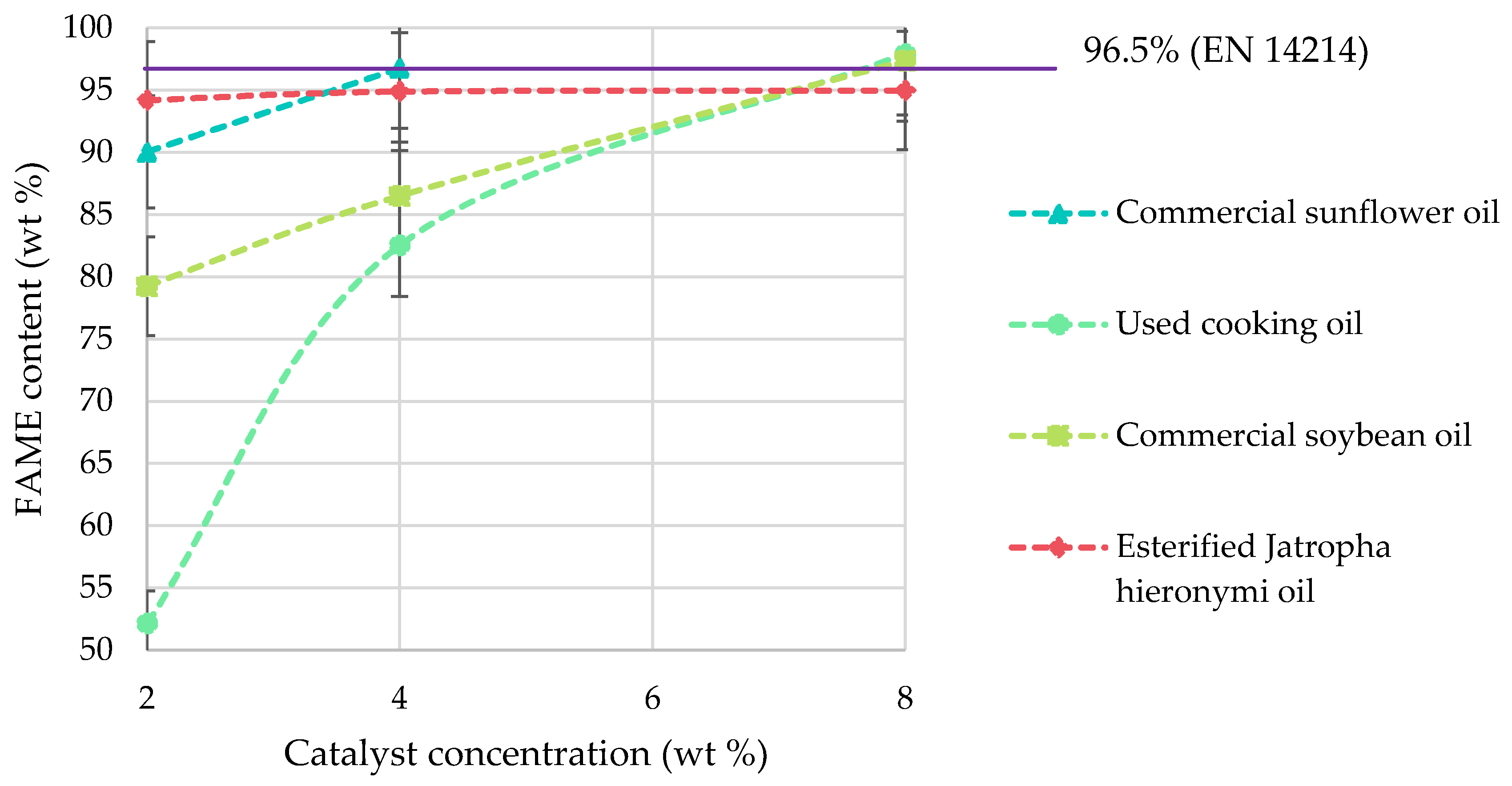
Finally, in order to achieve higher FAME yields, as required by EN 14214, the catalyst loading was increased to 4 and 8% by weight (based on the mass of oil used). The other reaction conditions were maintained as previously established. In this way, by increasing the number of available active sites, the effects of oil impurities are expected to be mitigated. Dias et al. have already reported the need for modifying the catalyst concentration according to the raw material when employing homogeneous catalysis [29]. Figure 6 illustrates the results when different catalyst loadings were used.
In the case of commercial sunflower oil, it was necessary to increase the catalyst loading to 4 wt % to achieve a 97% by weight of FAME after 5 h, while for commercial soybean oil, the necessary loading was 8 wt %. Once again, this difference is attributed to the major FFA content in the soybean oil, since water content difference between both oils is not considerable and soybean oil kinematic viscosity is lower than sunflower oil, which leads to thinking that a mass-transfer would be easier.
For esterified Jatropha hieronymi oil, the increase in the catalyst concentration seems not to have a substantial effect: Almost 95 wt % of FAME was obtained when the catalyst amount was increased to 4 and 8 wt %. Then, increasing the catalyst concentration did not lead to an increase in the FAME yield. Some authors explain this behavior reporting that, while the catalyst loading increases, the reaction mixture becomes too viscous, giving rise to an inefficient mixing of the reactants [26,44,45].
In the case of used cooking oil, 82 wt % of FAME was obtained when 4 wt % catalyst loading was used, and 98 wt % of FAME when 8 wt % catalyst loading was used. This value is above the minimum required by the standards. Nonetheless, once again, the need for a high catalyst amount clearly demonstrates that oil contaminants have an effect over the solid, disturbing its activity and hindering the mass-transfer. Despite this fact, the result is encouraging, since the used cooking oil was not submitted to a previous treatment rather than filtration to separate particles in suspension. Moreover, as this oil is considered a waste, no competition between food and fuels occurs.
When comparing with homogeneous catalysis and others solid catalysts, Na/SBA-15 (10) R8 presents a very good performance because only the 10% by weight of the catalyst represents the active sites dispersed on the support surface. Therefore, the effective Na concentration is between 0.2–0.8 wt %, which is within the lower limit of the catalyst concentration range used in homogeneous alkali catalysis and also lower than that used by other solid catalysts reported in the literature.
The catalyst stability was evaluated employing used cooking oil as a raw material, in order to subject the catalyst to the demanding conditions of waste oil. It was possible to confirm the heterogeneous nature of the catalyst, since, after reusing it, it still presented high activity; however, FAME yield decreased to 84%, revealing some leaching. Thus, the next step in this research will be to stabilize the active sites on the support to prevent leaching and enable high performance during catalyst reuse for several cycles.
3. Materials and Methods
3.1. Materials
Sunflower and soybean oils were purchased in a local market. Used cooking oil (sunflower) was collected from several domestic sources. Jatropha hieronymi oil was kindly donated by Dr. Fracchia from Centro Regional de Investigaciones Científicas y Transferencia Tecnológica de La Rioja (CRILAR-CONICET), and the acid oil from soapstock of soybean oil refining was provided by Louis Dreyfus Company (Bahía Blanca, Argentina). Absolute methanol and isopropyl alcohol for (HPLC grade) were provided by Sintorgan Reactivos (Villa Martelli, Argentina), n-Hexane for liquid chromatography was purchased from Biopack (Zárate, Argentina), and sulphuric acid was provided by Cicarelli (San Lorenzo, Argentina).
3.2. Catalyst Synthesis and Characterization
The synthesis conditions of the Na/SBA-15 (10) R8 catalyst can be found in a previous study [28], together with its physicochemical characterization. The same was named as Na/SBA-15 (10) R8, which indicates that 10 wt % of sodium oxide was supported on SBA-15 mesoporous silica and a heating rate of 8 °C/min was employed for calcination up to 500 °C, prior to being used in the reactions.
3.3. Feedstocks Pretreatment and Characterization
Commercial vegetable oils (sunflower and soybean), acid oil from soapstock of soybean oil refining and Jatropha hieronymi oil were firstly used without previous treatment. Used cooking oil was filtered under vacuum to remove solids in suspension.
The substrates were studied prior to their use in the production of biodiesel to know their acidity and moisture content, due to their expected influence on the transesterification reaction and the possible occurrence of parallel reactions, such as saponification.
The weight percentage of triglycerides contained in each raw material was determined by high performance liquid chromatography (HPLC) [46]. A Perkin Elmer Series 200 HPLC (Waltham, MA, USA) was employed, which was equipped with a UV/visible detector set at 205 nm, a KNAUER Vertex Plus (250 mm × 4.6 mm, 5 μm) Eurospher II 100-5 C18 P column (Berlin, Germany) maintained at 40 °C, and a 20 μL injection loop. The following elution gradient was used: One hundred percent of methanol in 0 min, 50% of methanol and 50% of a 2-propanol/n-hexane 5:4 v/v mixture in 10 min maintained with isocratic elution for 10 min.
Ten microliters of the sample were diluted in 4 mL of isopropyl alcohol. The solutions were filtered with a 0.45 μm syringe filter before being injected. FAME yield was then calculated through the areas obtained from the integration of the peaks at the chromatograms [46].
The acid value was determined by volumetric titration according to the European standard EN 14104 (2003). An aqueous solution of KOH 0.1 M was used as a titrant, 2-propyl alcohol as a solvent, and an ethanolic solution of phenolphthalein as the final point indicator. The results are expressed in mg of KOH per g of sample.
Water content (moisture) present in oils was measured using the Karl Fischer titration technique, following the standard EN ISO 12937 (2003). A Metrohm 899 Coulometer (Herisau, Switzerland) was used.
The kinematic viscosity of the oils was measured at 60 °C (reaction temperature), according to the standard ASTMD 445-06. An IVA Cannon-Fenske glass routine viscometer series 100 (Buenos Aires, Argentina) was employed.
The oils and reaction products were also analyzed by Fourier Transform Infrared Spectroscopy (FT-IR). A Thermo Scientific Nicolet iS10 equipment (Waltham, MA, USA) was employed, equipped with a horizontal attenuated total reflectance (ATR) accessory. The measures were made with Thermo Scientific™ OMNIC™ 9.8 FTIR Software (Waltham, MA, USA), in the range between 650 and 4000 cm−1, with a 4 cm−1 resolution and 50 scans per sample.
3.4. Jatropha Hieronymi Oil Esterification
In order to verify the inhibitory effect of FFA on the catalyst activity, Jatropha hieronymi oil was esterified. The reaction was carried out under vigorous stirring in a batch reactor, consisting of a round bottom flask connected to a reflux condenser. Sulphuric acid was employed as a catalyst. The reaction conditions were—2 wt % catalyst (based on the oil mass), methanol to oil molar ratio 6:1, the temperature of 65 °C and 5 h, according to Supriyono et al. [41]. After esterification, the products were decanted for 30 min. The lower phase, consisting of oil and esterified FFA, was separated. Excess methanol was recovered in a rotary evaporator. The resulting oil was washed with distilled water until neutral pH, and then it was dried for 60 min at 90 °C.
3.5. Biodiesel Production
The reactions were carried in a batch reactor (a flat bottom three neck flask) connected to a reflux condenser to prevent the methanol loss and ensure reflux. The initial reaction conditions were—2 wt % catalyst concentration (based on the oil weight), methanol to oil molar ratio 14:1, the temperature of 60 °C, and vigorous magnetic stirring, to overcome the mass transfer limitations. All the essays were carried out for 5 h. In the beginning, the solid catalyst and the suitable methanol mass were mixed at ambient temperature for 10 min, and then, the oil was incorporated (25 g). Once the 5 h of reaction has passed, the catalyst was separated by filtration, and the remaining methanol was recovered from the reaction mixture in a rotary evaporator. To ensure the biodiesel and glycerol separation, products were settled in a separatory funnel overnight. All assays were done at least in duplicate. Results are expressed as mean values, with relative percentage differences between them always < 5% of the mean.
3.6. Products Quantification
Reaction products were quantified by FT-IR, according to the method described by Mahamuni et al. [47]. The equipment mentioned above was used together with a horizontal attenuated total reflectance (ATR) accessory. The fatty acid methyl esters were quantified employing the height of the bands at 1436 and 1196 cm−1 (CH3 asymmetric bending and O–CH3 stretching vibration of esters, respectively). Lipids were quantified employing the height of the bands at 1097 and 1377 cm−1 (O–CH2–C asymmetric axial stretching of triglycerides and O–CH2 groups in glycerol moiety of mono, di and triglycerides, respectively).
For calibration, patterns were made by mixing B100 with oil in different mass percentages (10–90 wt %). Thermo Scientific™ TQ Analyst™ 9.7 Software (Waltham, MA, USA) was employed, and a PLS model was chosen.
4. Conclusions
The studied Na-modified-SBA-15 catalyst could be employed in the transesterification of different oils with absolute methanol to produce biodiesel in moderate reaction conditions. However, the necessary amount of catalyst depends mainly on the FFA and moisture concentrations of the oily feedstock. In this way, the FAME content required by standards (EN 14214) to commercialize biodiesel was achieved with a 4 wt % of the catalyst when employing commercial sunflower oil as a raw material; meanwhile, an 8 wt % was necessary when using commercial soybean and used cooking oil. Although further studies on the final product characterization are needed to complete all the parameters required for the commercialization of the obtained biofuel, the FAME yield is satisfactory.
On the other hand, raw materials with higher FFA and moisture contents, such as Jatropha hieronymi oil, need an acid esterification pretreatment to be transesterified using the studied heterogeneous catalyst. After this step, the catalyst was active, confirming the poisoning effect of FFA. Nevertheless, considering that catalytic activity was detected even when sunflower oil is mixed with a 1 wt % of water, it is possible to infer that the solid seems to be less sensitive to the moisture presence than to free fatty acids.
Finally, to treat feedstocks manly composed by FFA, namely acid oil from soapstock obtained from soybean oil refining, the development of a solid catalyst that can carry out the two steps (esterification and transesterification), such as an enzymatic-inorganic hybrid catalyst, would be convenient. In this way, the second-generation biodiesel of high purity could be obtained by using a higher variety of low-cost feedstocks, which do not compete with the food market.
Author Contributions
Conceptualization, E.M.S.F., G.O.F., J.M.D. and G.A.E.; methodology, E.M.S.F. and G.O.F.; investigation, E.M.S.F. and G.O.F.; resources, J.M.D. and G.A.E.; visualization, E.M.S.F.; supervision, G.O.F., J.M.D. and G.A.E.; project administration, G.O.F., J.M.D. and G.A.E.; funding acquisition, G.O.F., J.M.D. and G.A.E.; writing—original draft preparation, E.M.S.F. and G.O.F.; writing—review and editing, J.M.D. and G.A.E.
Funding
This research was funded by ANCyT, CONICET-FYPF, and UTN through PICT-2016-0472, PIO 13320150100014CO and PID UTN4402, and Norte Portugal Regional Operational Programme (NORTE 2020), under PORTUGAL 2020 Partnership Agreement, through the European Regional Development Fund (ERDF).
Acknowledgments
The authors are grateful to Fracchia for kindly donate Jatropha hieronymi oil. E. M. Sánchez Faba thanks CONICET for the doctoral fellowship. Joana Maia Dias is an integrated member of LEPABE (Laboratório de Engenharia de Processos, Ambiente, Biotecnologia e Energia, UID/EQU/00511/2019), funded by national funds through FCT/MCTES (PIDDAC).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Luque, R.; Campelo, J.M.; Clark, J.H. Introduction: An overview of biofuels and production technologies. In Handbook of Biofuels Production; Luque, R., Campelo, J., Clark, J.H., Eds.; Woodhead Publishing Limited: Sawston, UK, 2011; pp. 3–12. ISBN 978-1-84569-679-5. [Google Scholar]
- Argentina se Consolida Como Líder en Energías Renovables. Available online: http://www.albardonbio.com/novedades/argentina-se-consolida-como-lider-en-energias-renovables (accessed on 24 January 2019).
- Meher, L.C.; Churamani, C.P.; Arif, M.; Ahmed, Z.; Naik, S.N. Jatropha curcas as a renewable source for bio-fuels—A review. Renew. Sustain. Energy Rev. 2013, 26, 397–407. [Google Scholar] [CrossRef]
- Sigaudo, D.; Terre, E. El Mercado Mundial de Aceites Vegetales: Situación Actual y Perspectivas. Available online: https://www.bcr.com.ar/es/mercados/investigacion-y-desarrollo/informativo-semanal/noticias-informativo-semanal/el-mercado-10 (accessed on 24 June 2019).
- Aceites y Grasas: Argentina es el 7° Productor Mundial y 3° País Exportador. Available online: http://www.albardonbio.com/novedades/aceites-y-grasas-argentina-es-el-7deg-productor-mundial-y-3deg-pais-exportador (accessed on 24 January 2019).
- Gerpen, J. Van Biodiesel processing and production. Fuel Process. Technol. 2005, 86, 1097–1107. [Google Scholar] [CrossRef]
- Falasca, S.; Ulberich, A. Las especies del género Jatropha para producir biodiesel en Argentina. Rev. Virtual REDESMA 2008, 2, 1–19. [Google Scholar]
- Mulugetta, Y. Evaluating the economics of biodiesel in Africa. Renew. Sustain. Energy Rev. 2009, 13, 1592–1598. [Google Scholar] [CrossRef]
- Apostolakou, A.A.; Kookos, I.K.; Marazioti, C.; Angelopoulos, K.C. Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process. Technol. 2009, 90, 1023–1031. [Google Scholar] [CrossRef]
- García, I.L. Feedstocks and challenges to biofuel development. In Handbook of Biofuels Production; Luque, R., Ki Lin, C.S., Wilson, K., Clark, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 85–118. ISBN 9780081004555. [Google Scholar]
- Juárez, M.D.; Sammán, N. El deterioro de los aceites durante la fritura. Rev. Esp. Nutr. Comunitaria 2007, 13, 82–94. [Google Scholar]
- Abdullah, B.M.; Yusop, R.M.; Salimon, J.; Yousif, E.; Salih, N. Physical and Chemical Properties Analysis of Jatropha curcas Seed Oil for Industrial Applications. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2013, 7, 893–896. [Google Scholar]
- Rodríguez-Calle, R.M.; Suárez-Hernández, J.; Támbara-Hernández, Y. Caracterización de la torta obtenida del prensado del fruto de Jatropha curcas. Pastos Y Forrajes 2016, 39, 72–75. [Google Scholar]
- Aranda-Rickert, A.; Morzán, L.; Fracchia, S. Seed oil content and fatty acid profiles of five Euphorbiaceae species from arid regions in Argentina with potential as biodiesel source. Seed Sci. Res. 2011, 21, 63–68. [Google Scholar] [CrossRef]
- Repeto, J.M. La Jatropha, Una Nueva Fuente Para Biocombustibles. Available online: http://argentinainvestiga.edu.ar/noticia.php?titulo=la_jatropha_una_nueva_fuente_para_biocombustibles&id=1348 (accessed on 28 January 2019).
- Jamil, F.; Al-Haj, L.; Al-Muhtaseb, A.H.; Al-Hinai, M.A.; Baawain, M.; Rashid, U.; Ahmad, M.N.M. Current scenario of catalysts for biodiesel production: A critical review. Rev. Chem. Eng. 2018, 34, 267–297. [Google Scholar] [CrossRef]
- Dijkstra, A.; Segers, J. Production and Refining of Oils and Fats. In The Lipid Handbook with CD-ROM, 3rd ed.; Gunstone, F.D., Harwood, J.L., Dijkstra, A.J., Eds.; CRC Press: Abingdon, UK, 2007; pp. 143–262. ISBN 978-0-8493-9688-5. [Google Scholar]
- Woerfel, J.B. Soybean Oil Processing Byproducts and Their Utilization. In Practical Handbook of Soybean Processing and Utilization; Erickson, D.R., Ed.; Elsevier: Urbana, IL, USA, 1995; pp. 297–313. [Google Scholar]
- Van Gerpen, J.; Knothe, G. Bioenergy and Biofuels from Soybeans. In Soybeans: Chemistry, Production, Processing, and Utilization; Johnson, L.A., White, P.J., Galloway, R., Eds.; AOCS Press: Urbana, IL, USA, 2008; pp. 499–538. ISBN 9780128043523. [Google Scholar]
- Santacesaria, E.; Vicente, G.M.; Di Serio, M.; Tesser, R. Main technologies in biodiesel production: State of the art and future challenges. Catal. Today 2012, 195, 2–13. [Google Scholar] [CrossRef]
- Freedman, B.; Pryde, E.H.; Mounts, T.L. Variables affecting the yields of fatty esters from transesterified vegetable oils. J. Am. Oil Chem. Soc. 1984, 61, 1638–1643. [Google Scholar] [CrossRef]
- Luque, R.; Lovett, J.C.; Datta, B.; Clancy, J.; Campelo, J.M.; Romero, A.A. Biodiesel as feasible petrol fuel replacement: A multidisciplinary overview. Energy Environ. Sci. 2010, 3, 1706. [Google Scholar] [CrossRef]
- Abdullah, A.Z.; Razali, N.; Lee, K.T. Optimization of mesoporous K/SBA-15 catalyzed transesterification of palm oil using response surface methodology. Fuel Process. Technol. 2009, 90, 958–964. [Google Scholar] [CrossRef]
- Sun, H.; Han, J.; Ding, Y.; Li, W.; Duan, J.; Chen, P.; Lou, H.; Zheng, X. One-pot synthesized mesoporous Ca/SBA-15 solid base for transesterification of sunflower oil with methanol. Appl. Catal. A Gen. 2010, 390, 26–34. [Google Scholar] [CrossRef]
- Tantirungrotechai, J.; Thananupappaisal, P.; Yoosuk, B.; Viriya-Empikul, N.; Faungnawakij, K. One-pot synthesis of calcium-incorporated MCM-41 as a solid base catalyst for transesterification of palm olein. Catal. Commun. 2011, 16, 25–29. [Google Scholar] [CrossRef]
- Malhotra, R.; Ali, A. Lithium-doped ceria supported SBA−15 as mesoporous solid reusable and heterogeneous catalyst for biodiesel production via simultaneous esterification and transesterification of waste cottonseed oil. Renew. Energy 2018, 119, 32–44. [Google Scholar] [CrossRef]
- Malhotra, R.; Ali, A. 5-Na/ZnO doped mesoporous silica as reusable solid catalyst for biodiesel production via transesterification of virgin cottonseed oil. Renew. Energy 2019, 133, 606–619. [Google Scholar] [CrossRef]
- Sánchez Faba, E.M.; Ferrero, G.O.; Dias, J.M.; Eimer, G.A. Thermo-chemically tuning of active basic sites on nanoarchitectured silica for biodiesel production. Mol. Catal. 2018. [Google Scholar] [CrossRef]
- Dias, J.M.; Alvim-Ferraz, M.C.M.; Almeida, M.F. Comparison of the performance of different homogeneous alkali catalysts during transesterification of waste and virgin oils and evaluation of biodiesel quality. Fuel 2008, 87, 3572–3578. [Google Scholar] [CrossRef]
- Díaz, L.; Borges, M.E. Low-Quality Vegetable Oils as Feedstock for Biodiesel Production Using K-Pumice as Solid Catalyst. Tolerance of Water and Free Fatty Acids Contents. J. Agric. Food Chem. 2012, 60, 7928–7933. [Google Scholar] [CrossRef] [PubMed]
- Hindryawati, N.; Maniam, G.P.; Karim, M.R.; Chong, K.F. Transesterification of used cooking oil over alkali metal (Li, Na, K) supported rice husk silica as potential solid base catalyst. Eng. Sci. Technol. Int. J. 2014, 17, 95–103. [Google Scholar] [CrossRef]
- Salimon, J.; Abdullah, B.M.; Salih, N. Hydrolysis optimization and characterization study of preparing fatty acids from Jatropha curcas seed oil. Chem. Cent. J. 2011, 5, 67. [Google Scholar] [CrossRef] [PubMed]
- Ferrero, G.O.; Almeida, M.F.; Alvim-Ferraz, M.C.M.; Dias, J.M. Water-free process for eco-friendly purification of biodiesel obtained using a heterogeneous Ca-based catalyst. Fuel Process. Technol. 2014, 121, 114–118. [Google Scholar] [CrossRef] [Green Version]
- Meher, L.C.; Kulkarni, M.G.; Dalai, A.K.; Naik, S.N. Transesterification of karanja (Pongamia pinnata) oil by solid basic catalysts. Eur. J. Lipid Sci. Technol. 2006, 108, 389–397. [Google Scholar] [CrossRef]
- Guillén, M.D.; Cabo, N. Infrared spectroscopy in the study of edible oils and fats. J. Sci. Food Agric. 1997, 75, 1–11. [Google Scholar] [CrossRef]
- Vlachos, N.; Skopelitis, Y.; Psaroudaki, M.; Konstantinidou, V.; Chatzilazarou, A.; Tegou, E. Applications of Fourier transform-infrared spectroscopy to edible oils. Anal. Chim. Acta 2006, 573–574, 459–465. [Google Scholar] [CrossRef]
- Poiana, M.A.; Alexa, E.; Munteanu, M.F.; Gligor, R.; Moigradean, D.; Mateescu, C. Use of ATR-FTIR spectroscopy to detect the changes in extra virgin olive oil by adulteration with soybean oil and high temperature heat treatment. Open Chem. 2015, 13, 689–698. [Google Scholar] [CrossRef]
- Guillén, M.D.; Cabo, N. Characterization of edible oils and lard by fourier transform infrared spectroscopy. Relationships between composition and frequency of concrete bands in the fingerprint region. J. Am. Oil Chem. Soc. 1997, 74, 1281–1286. [Google Scholar] [CrossRef]
- Nath, D.; Aroonwilas, A.; Veawab, A. Role of Mass-Transfer Interfacial Area in the Biodiesel Production Performance of Acid-Catalyzed Esterification. In Frontiers in Bioenergy and Biofuels; Jacob-Lopes, E., Zepka, L.Q., Eds.; InTech: London, UK, 2017; pp. 309–329. [Google Scholar]
- Rashid, U.; Soltani, S.; Al-Resayes, S.I.; Nehdi, I.A. Metal oxide catalysts for biodiesel production. In Metal Oxides in Energy Technologies; Wu, Y., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 303–319. ISBN 9780128111673. [Google Scholar]
- Sulistyo, H.; Almeida, M.F.; Dias, J.M. Influence of synthetic antioxidants on the oxidation stability of biodiesel produced from acid raw Jatropha curcas oil. Fuel Process. Technol. 2015, 132, 133–138. [Google Scholar] [Green Version]
- Ferrero, G.O.; Rojas, H.J.; Argaraña, C.E.; Eimer, G.A. Towards sustainable biofuel production: Design of a new biocatalyst to biodiesel synthesis from waste oil and commercial ethanol. J. Clean. Prod. 2016, 139, 495–503. [Google Scholar] [CrossRef]
- Fazaeli, R.; Aliyan, H. Production of biodiesel through esterification of palmitic acid using 12-tungestoposphoric acid supported on nanocavity of aluminium incorporated mesoporous SBA-15. Russ. J. Appl. Chem. 2015, 88, 676–681. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Rodríguez-Reinares, A. Biodiesel from Used Frying Oil. Variables Affecting the Yields and Characteristics of the Biodiesel. Ind. Eng. Chem. Res. 2005, 44, 5491–5499. [Google Scholar] [CrossRef]
- Kim, H.J.; Kang, B.S.; Kim, M.J.; Park, Y.M.; Kim, D.K.; Lee, J.S.; Lee, K.Y. Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal. Today 2004, 93–95, 315–320. [Google Scholar] [CrossRef]
- Carvalho, M.S.; Mendonça, M.A.; Pinho, D.M.M.; Resck, I.S.; Suarez, P.A.Z. Chromatographic analyses of fatty acid methyl esters by HPLC-UV and GC-FID. J. Braz. Chem. Soc. 2012, 23, 763–769. [Google Scholar] [CrossRef]
- Mahamuni, N.N.; Adewuyi, Y.G. Fourier Transform Infrared Spectroscopy (FTIR) Method To Monitor Soy Biodiesel and Soybean Oil in Transesterification Reactions, Petrodiesel−Biodiesel Blends, and Blend Adulteration with Soy Oil. Energy Fuels 2009, 23, 3773–3782. [Google Scholar] [CrossRef]
Figure 1.
Composition of the evaluated feedstocks (by weight percentage) determined by HPLC.

Figure 2.
FT-IR spectra of the evaluated feedstocks.

Figure 3.
Comparison of the FT-IR spectra of different sunflower oils: (a) Trans isomers region, (b) cis isomers region.
Figure 3.
Comparison of the FT-IR spectra of different sunflower oils: (a) Trans isomers region, (b) cis isomers region.

Figure 4.
FT-IR spectra in the 2990–3030 cm−1 region.

Figure 5.
Comparison of Jatropha hieronymi oil FT-IR spectra before and after esterification.

Figure 6.
FAME contents obtained with different raw materials by employing alkali heterogeneous catalyzed transesterification at different catalyst loadings.
Figure 6.
FAME contents obtained with different raw materials by employing alkali heterogeneous catalyzed transesterification at different catalyst loadings.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physicochemical characterization of the raw materials.
| Feedstock | Density (g/cm3) | Kinematic Viscosity (mm2/s) 1 | Triglycerides Content (wt %) 2 | Acid Value (mgKOH/goil) | FFA Content (wt %) 3 | Water Content (ppm) |
|---|---|---|---|---|---|---|
| Commercial sunflower oil | 0.94 | 19.87 | 98.17 | 0.11 | 0.05 | 631 |
| Used cooking oil (sunflower) | 0.94 | 20.48 | 95.73 | 0.21 | 0.11 | 671 |
| Commercial soybean oil | 0.93 | 18.38 | 97.70 | 0.13 | 0.07 | 626 |
| Acid oil from soapstock | 0.96 | 10.94 | 9.18 | 153.72 | 76.91 | 5221 |
| Jatropha hieronymi oil | 0.91 | 17.76 | 90.54 | 8.14 | 4.07 | 1185 |
1 At 60 °C (reaction temperature). 2 Measured by high performance liquid chromatography (HPLC). 3 Calculated from the acid value (EN 14104: 2003) and expressed as oleic acid [32].
Table 2.
Results of the catalytic performance of the Na/SBA-15 (10) R8 with the studied raw materials.
Table 2.
Results of the catalytic performance of the Na/SBA-15 (10) R8 with the studied raw materials.
| Feedstock | FAME Content (wt %) 1 |
|---|---|
| Commercial sunflower oil | 90.04 |
| Used cooking oil | 52.14 |
| Commercial soybean oil | 79.25 |
| Acid oil from soapstock | 0 |
| Jatropha hieronymi oil | 0 |
1 Reaction conditions—2 wt % catalyst charge, 14:1 methanol to oil molar ratio, 60 °C, vigorous magnetic stirring and 5 h of reaction. FAME, fatty acids methyl esters.
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sánchez Faba, E.M.; Ferrero, G.O.; Dias, J.M.; Eimer, G.A. Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis. Catalysts 2019, 9, 690. https://0-doi-org.brum.beds.ac.uk/10.3390/catal9080690
AMA Style
Sánchez Faba EM, Ferrero GO, Dias JM, Eimer GA. Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis. Catalysts. 2019; 9(8):690. https://0-doi-org.brum.beds.ac.uk/10.3390/catal9080690
Chicago/Turabian StyleSánchez Faba, Edgar M., Gabriel O. Ferrero, Joana M. Dias, and Griselda A. Eimer. 2019. "Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis" Catalysts 9, no. 8: 690. https://0-doi-org.brum.beds.ac.uk/10.3390/catal9080690
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.