
Flow Stress Behavior and Microstructure Evolution of Austenitic Stainless Steel with Low Copper Content during Hot Compression Deformation

Abstract
:1. Introduction
2. Experimental
3. Results and Discussions
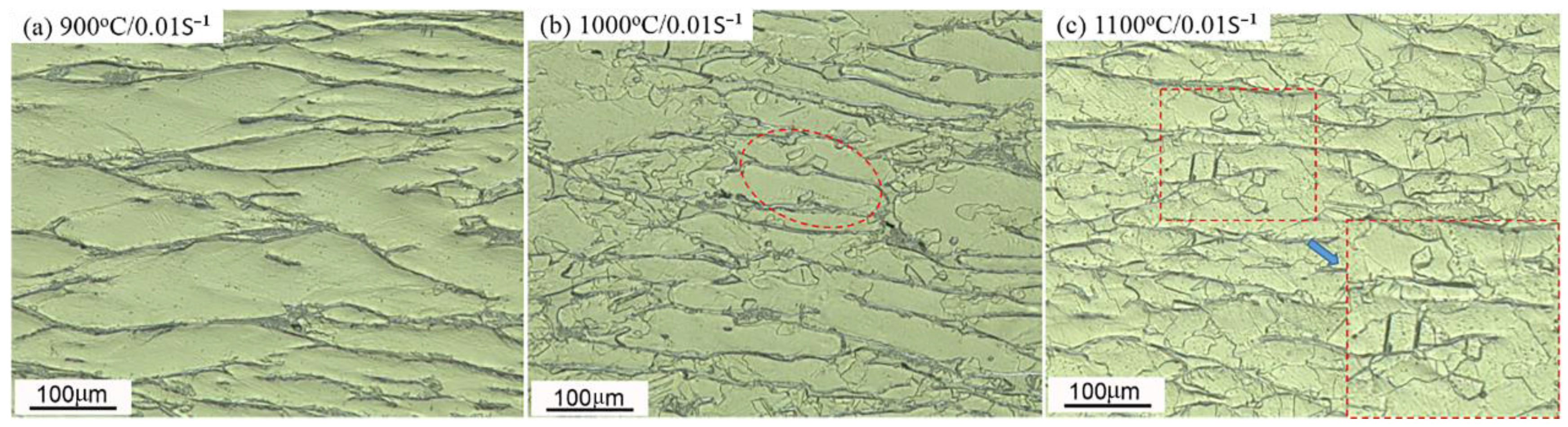
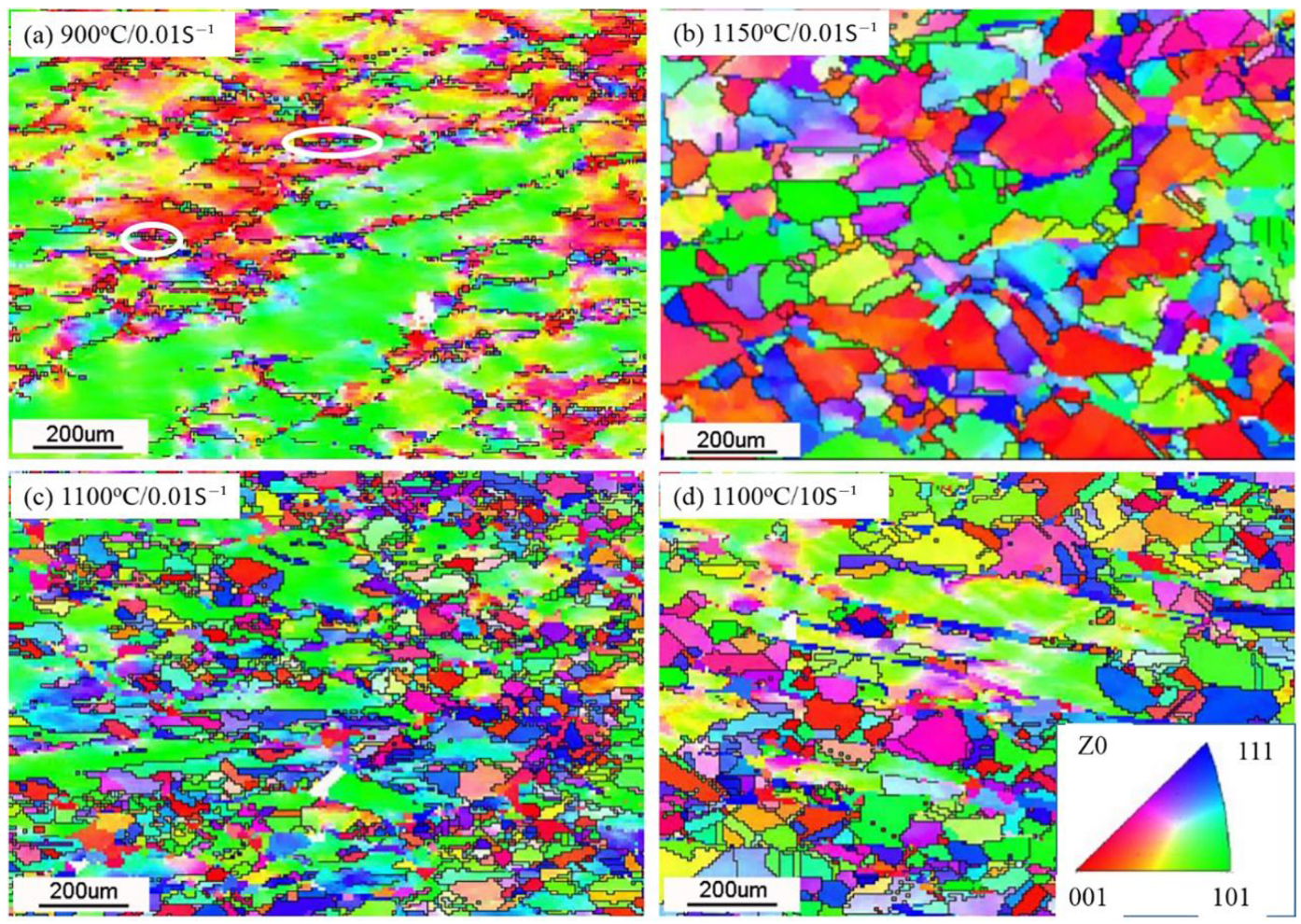
3.1. Microstructure
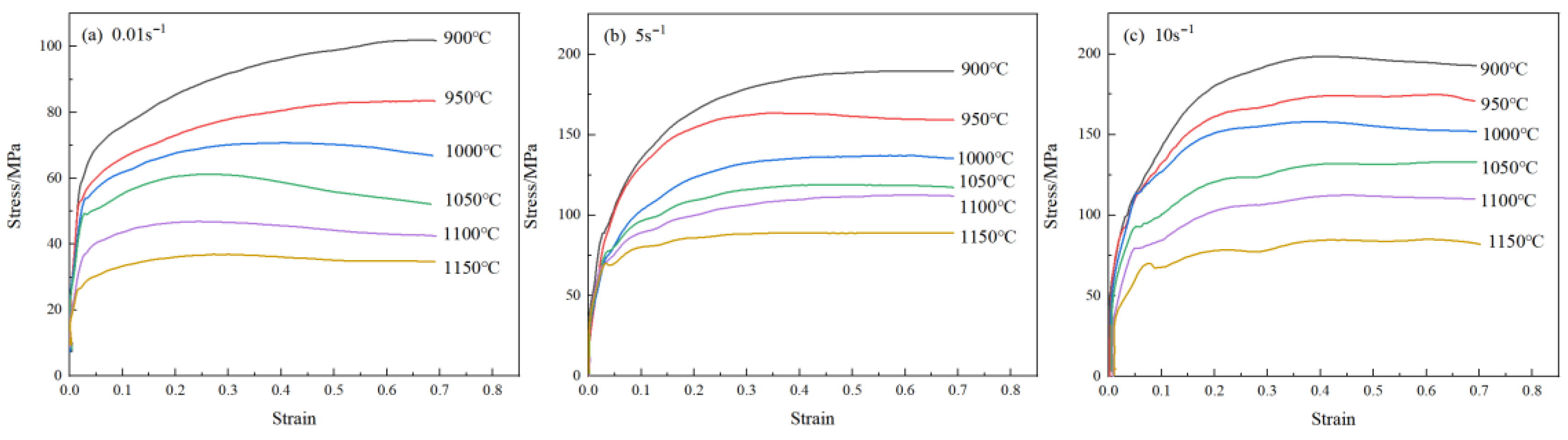
3.2. The Deformation Behaviors during Hot Deformation
3.2.1. Effect of Recrystallization on Deformation Behavior
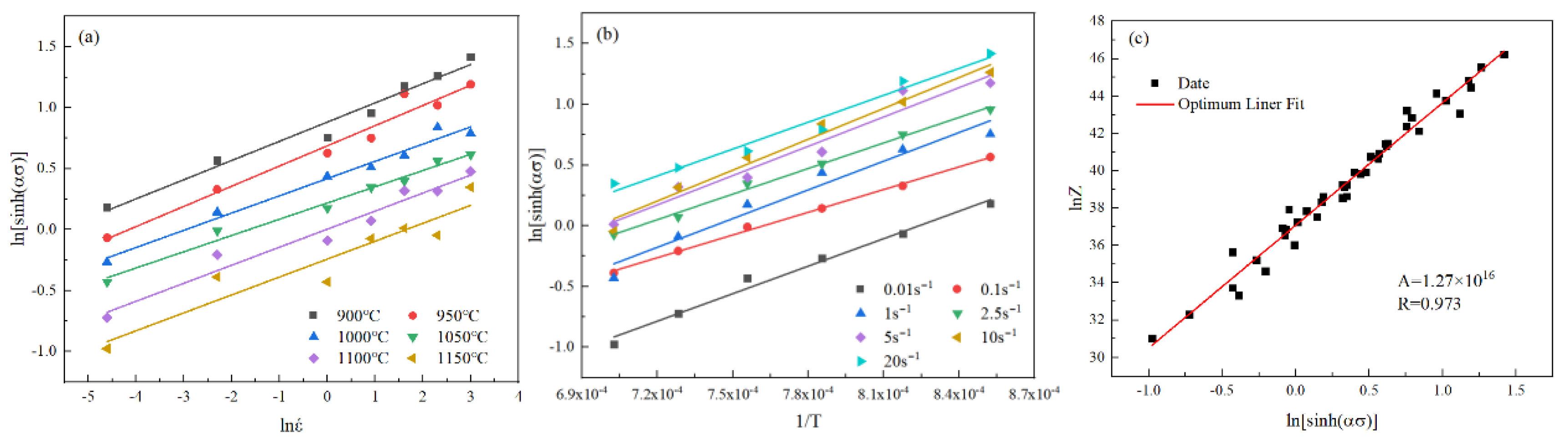
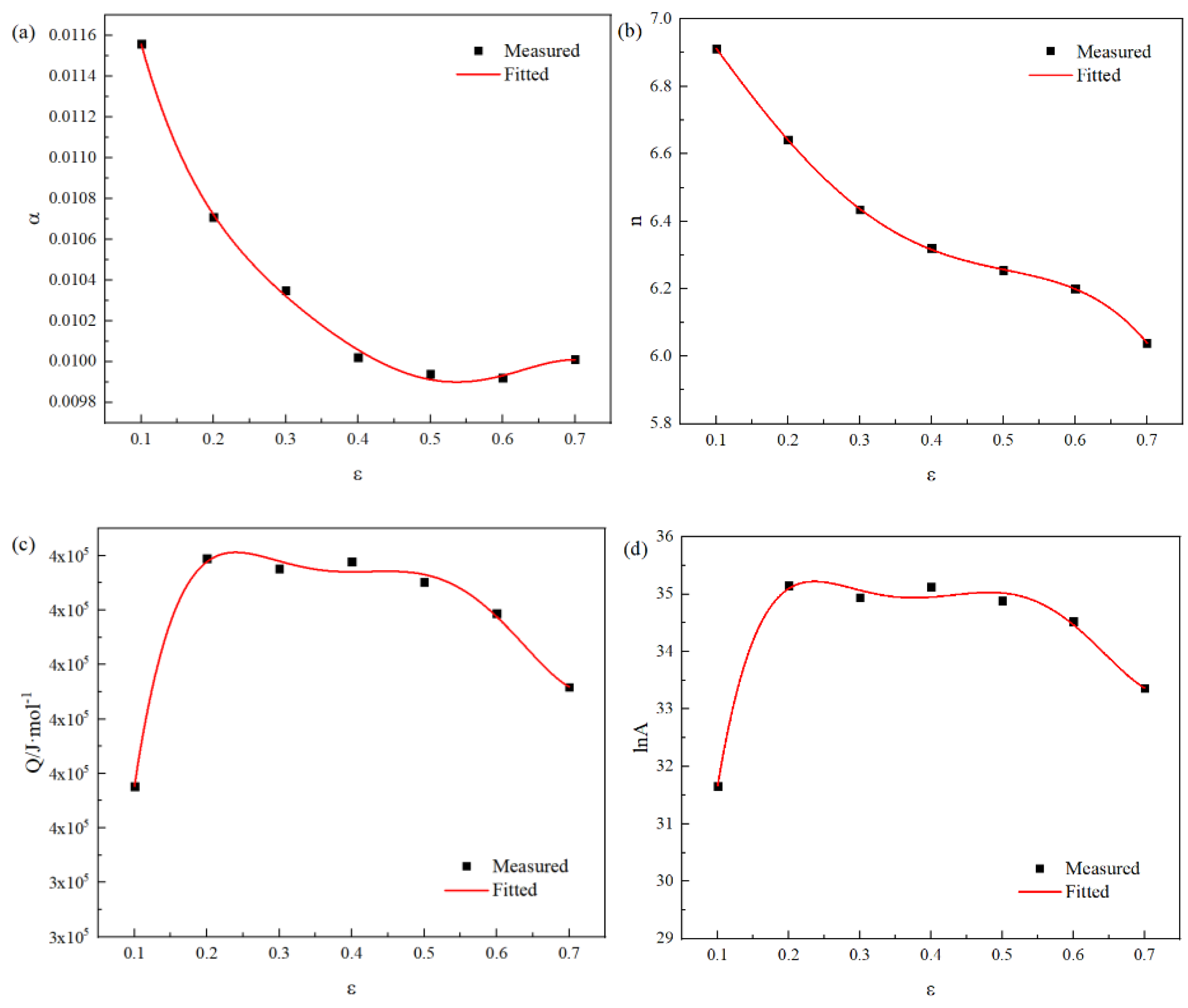
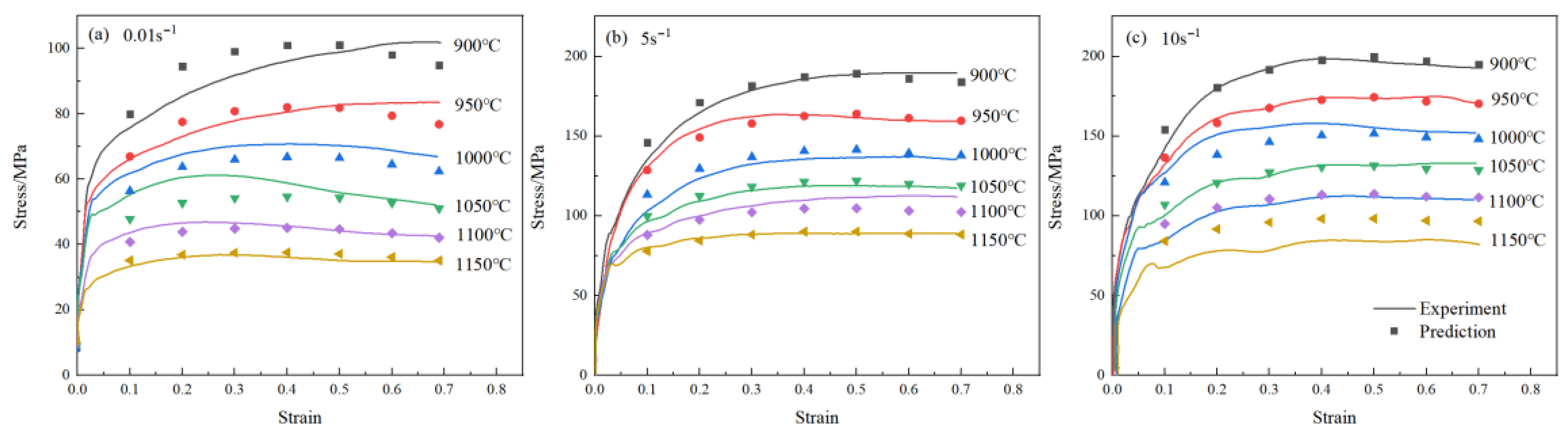
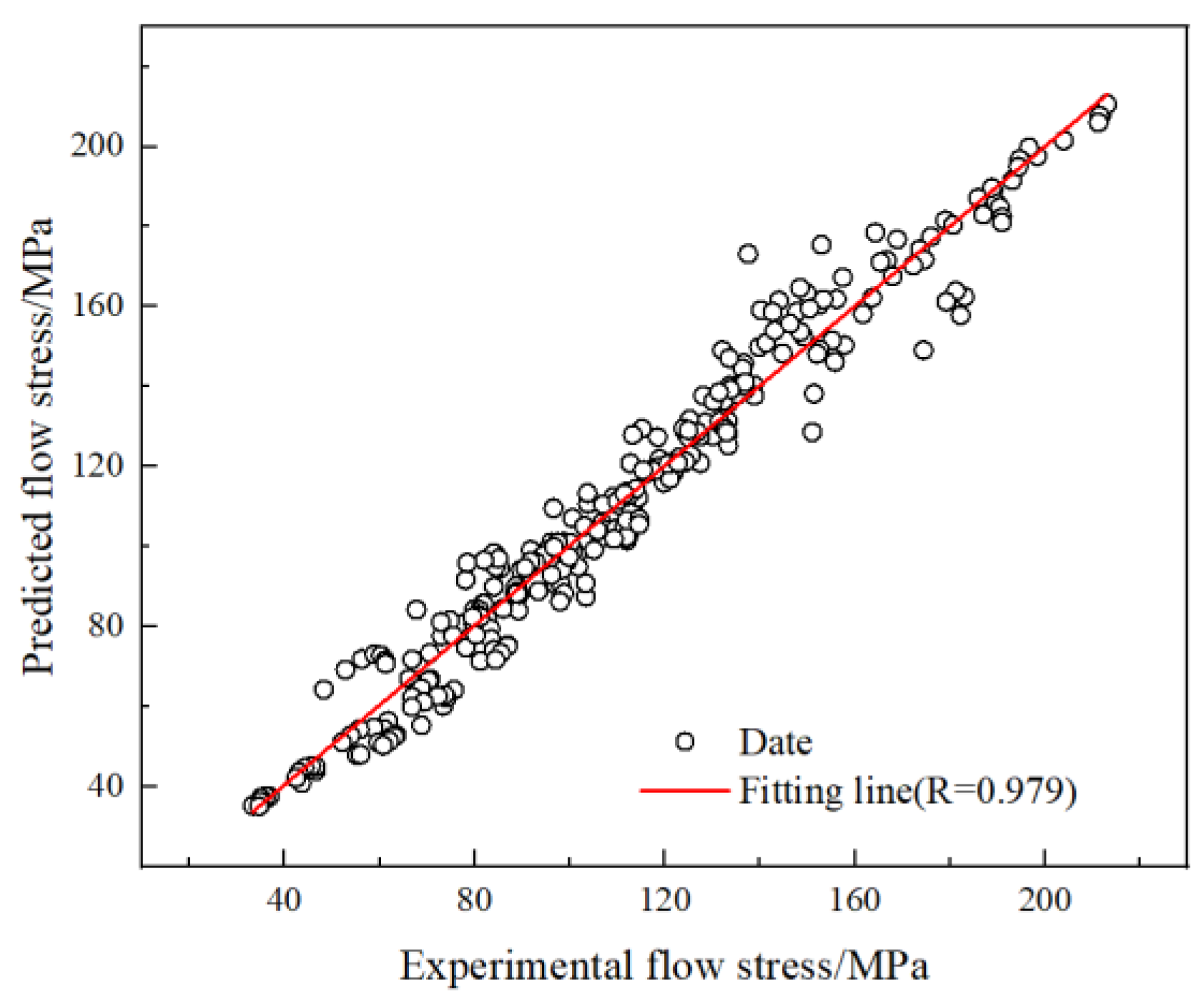
3.2.2. Hot Deformation Constitutive Equation
4. Conclusions
- (1)
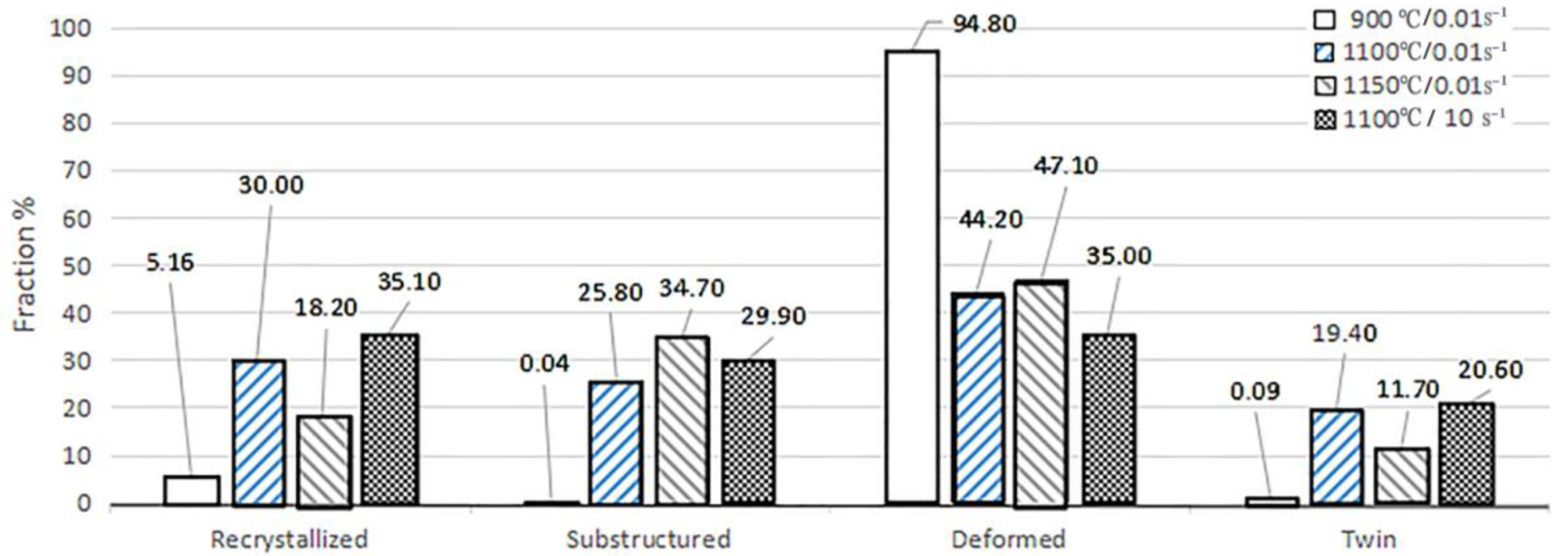
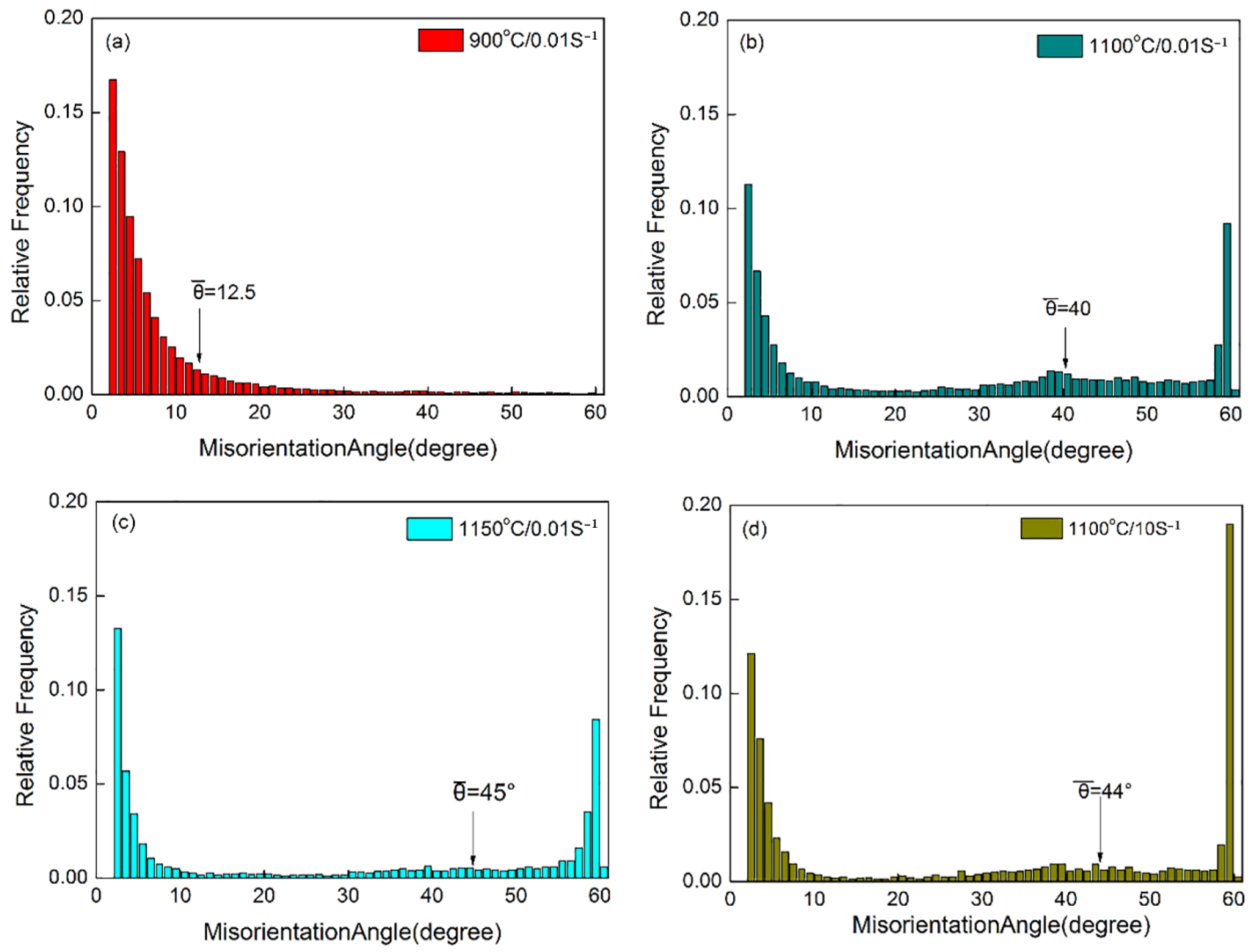
- The ratio of recrystallization nucleating sites, located in the twin boundaries, is higher when the strain rates are increasing. The twins depend on recrystallization and promote dynamic recrystallization. The dynamic recrystallization mechanism of thermal deformation is mainly discontinuous dynamic recrystallization.
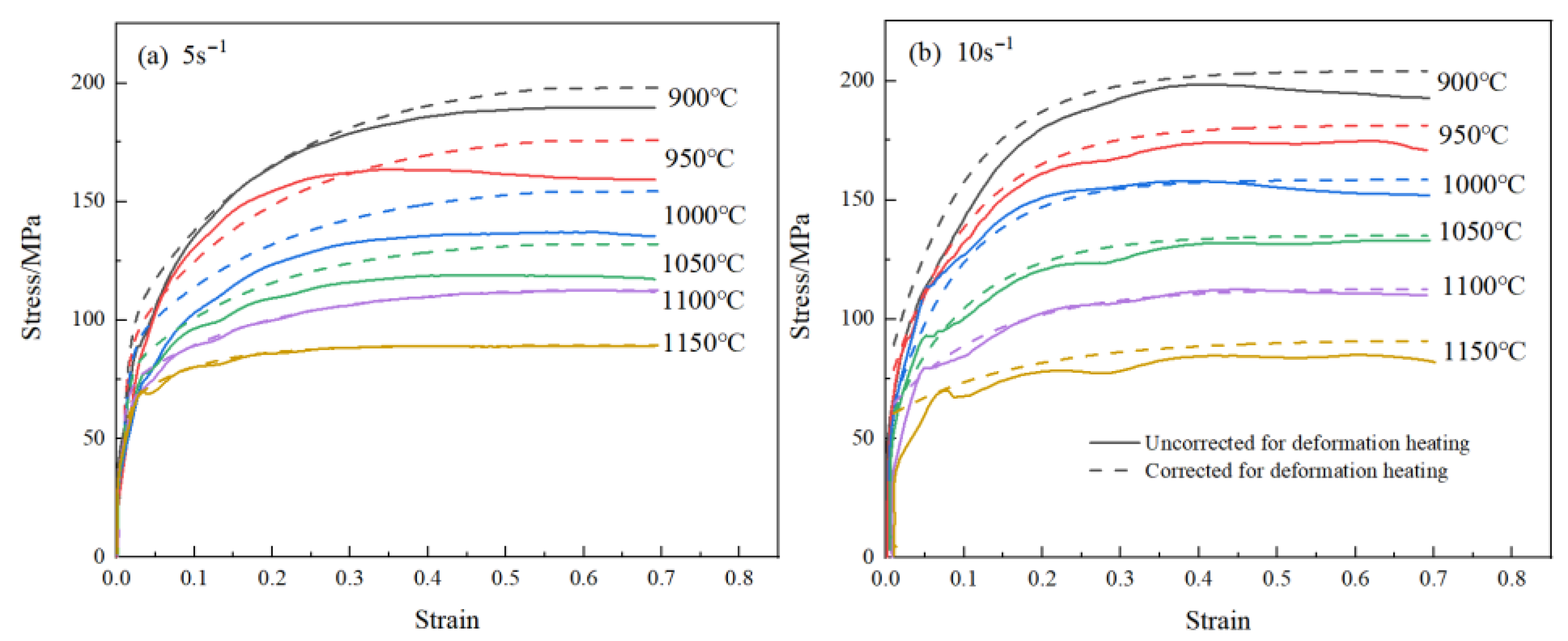
- (2)
- The adiabatic temperature rise increases with the decrease of temperature and the increase of strain rate. By modifying the stress-strain curve, the influence of adiabatic temperature rise at high rate (≥1 s−1) is eliminated.
- (3)
- The constitutive equation of peak stress is established through kinetic analysis as follows.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Yang, J.J.; Yang, H.; Li, K.M.; Qiu, Y.T.; Zhang, W.C.; Zhou, S.F. Cu-bearing 316L stainless steel coatings produced by laser melting deposition: Microstructure and corrosion behavior in simulated body fluids. Surf. Technol. 2016, 45, 134–139. [Google Scholar]
- Wang, Q.; Ren, L.; Li, X.P.; Zhang, S.Y.; Sercombe, T.B.; Yang, K. Antimicrobial Cu-bearing stainless steel scaffolds. Mater. Sci. Eng. C 2016, 68, 519–522. [Google Scholar]
- Zhao, Z.Y.; Bai, P.K.; Misra, R.D.K.; Dong, M.Y.; Guan, R.G.; Li, Y.; Zhang, J.; Tan, L.; Gao, F.; Ding, T.; et al. AlSi10Mg alloy nanocomposites reinforced with aluminum-coated graphene: Selective laser melting, interfacial microstructure and property analysis. J. Alloy. Compd. 2019, 792, 203–214. [Google Scholar]
- Rana, R.; Massardier, V.; Singh, S.B.; Mohanty, O.N. Effect of Pre-Treatment on Copper Precipitation Characteristics in a Copper-Alloyed Interstitial Free Steel Studied by Thermoelectric Power Measurement. Metall. Mater. Trans. A 2013, 44, 186–200. [Google Scholar]
- Mcguire, M.F. Stainless Steels for Design Engineers; ASM International: New York, NY, USA, 2008. [Google Scholar]
- Hong, I.T.; Koo, C.H. Antibacterial properties, corrosion resistance and mechanical properties of Cu-modified SUS 304 stainless steel. Mater. Sci. Eng. A 2005, 393, 213–222. [Google Scholar]
- Monzen, R.; Iguchi, M.; Jenkins, M.L. Structural changes of 9R copper precipitates in an aged Fe-Cu alloy. Philos. Mag. Lett. 2000, 80, 137–148. [Google Scholar]
- Liu, R.; Memarzadeh, K.; Chang, B.; Zhang, Y.M.; Ma, Z.; Allaker, R.P.; Ren, L.; Yang, K. Antibacterial effect of copper-bearing titanium alloy (Ti-Cu) against Streptococcus mutans and Porphyromonas gingivalis. Sci. Rep. 2016, 6, 29985. [Google Scholar]
- Li, X.C.; Liu, J.; Zhu, W.X.; Tang, Y.C.; Wang, X.L. Research on Preventing Copper-Brittleness Process for Hot Rolling Copper-Containing of Atmospheric Corrosion-Resisting Steel Used in Vehicles. Adv. Mater. Res. 2014, 1049–1050, 27–30. [Google Scholar]
- Huang, H.Q.; Di, H.S.; Yan, N.; Zhang, J.C.; Deng, Y.G.; Misra, R.D.K.; Li, J.P. Hot Deformation Behavior and Processing Maps of a High Al-low Si Transformation-Induced Plasticity Steel: Microstructural Evolution and Flow Stress Behavior. Acta Metall. Sin. 2018, 31, 503–514. [Google Scholar]
- Montheillet, F.; Thomas, J.P. Dynamic Recrystallization of Low Stacking Fault Energy Metals. In Metallic Materials with High Structural Efficiency; Springer: Dordrecht, The Netherland, 2004; pp. 357–368. [Google Scholar]
- Yanushkevich, Z.; Belyakov, A.; Kaibyshev, R. Microstructural evolution of a 304-type austenitic stainless steel during rolling at temperatures of 773–1273 K. Acta Mater. 2015, 82, 244–254. [Google Scholar]
- Gao, J.B.; Liu, J.; Wang, X.J.; Group, S. Microstructure Evolution of 304L Stainless Steel During Hot Deformation. Foundry Equip. Technol. 2014, 2, 45–47. [Google Scholar]
- Mataya, M.C.; Nilsson, E.R.; Brown, E.L.; Krauss, G. Hot working and recrystallization of as-cast 317L. Metall. Mater. Trans. A 2003, 34, 1683–1703. [Google Scholar]
- Qin, F.M.; Zhu, H.; Wang, Z.; Zhao, X.; He, W.W.; Chen, H.Q. Dislocation and twinning mechanisms for dynamic recrystallization of as-cast Mn18Cr18N steel. Mater. Sci. Eng. A 2017, 684, 634–644. [Google Scholar]
- Yang, K.; Dong, J.S.; Chen, S.H.; Lu, M. The craftwork performance and resistance to corrosion of the Cu-containing antibacterial stainless steels. Chin. J. Mater. Res. 2006, 20, 523–527. [Google Scholar]
- Li, J.; Zhao, G.H.; Chen, H.Q.; Huang, Q.X.; Ma, L.F.; Zhang, W. Hot deformation behavior and microstructural evolution of as-cast 304L antibacterial austenitic stainless steel. Mater. Res. Express 2018, 5, 025405. [Google Scholar]
- Li, J.; Zhao, G.H.; Ma, L.; Chen, H.Q.; Huang, Q.X.; Zhang, W. Hot Deformation Behavior and Microstructural Evolution of Antibacterial Austenitic Stainless Steel Containing 3.60% Cu. J. Mater. Eng. Perform. 2018, 27, 1847–1853. [Google Scholar]
- Li, J.; Zhao, G.H.; Ma, L.F.; Chen, H.Q.; Li, H.Y.; Zhang, W. Effect of copper element on hot behavior of 304l stainless steel. Mater. Tehnol. 2018, 52, 529–536. [Google Scholar]
- Sharma, A.; Kumar, S.A.; Kushvaha, V. Effect of aspect ratio on dynamic fracture toughness of particulate polymer composite using artificial neural network. Eng. Fract. Mech. 2020, 228, 106907. [Google Scholar]
- Sharma, A.; Kushvaha, V. Predictive modelling of fracture behaviour in silica-filled polymer composite subjected to impact with varying loading rates using artificial neural network. Eng. Fract. Mech. 2020, 239, 107328. [Google Scholar]
- Kushvaha, V.; Kumar, S.A.; Madhushri, P.; Aanchna, S. Artificial neural network technique to predict dynamic fracture of particulate composite. J. Compos. Mater. 2020, 54, 3099–3108. [Google Scholar]
- Cemernek, D.; Cemernek, S.; Gursch, H.; Pandeshwar, A.; Leitner, T.; Berger, M.; Klosch, G.; Kern, R. Machine learning in continuous casting of steel: A state-of-the-art survey. J. Intell. Manuf. 2021, 1–19. [Google Scholar]
- Majid, A.S.; Dominik, B.; Michael, E.; Mario, F.; Frank, M. Advanced Steel Microstructural Classification by Deep Learning Methods. Sci. Rep. 2018, 8, 2128. [Google Scholar]
- Ballo, P.; Kioussis, N.; Lu, G. Grain boundary sliding and migration: Effect of temperature and vacancies. Phys. Rev. B 2001, 64, 167–173. [Google Scholar]
- Wang, W.; Brisset, F.; Helbert, A.L.; Solas, D.; Drouelle, I.; Mathon, M.H.; Baudin, T. Influence of stored energy on twin formation during primary recrystallization. Mater. Sci. Eng. A 2014, 589, 112–118. [Google Scholar]
- Wang, X.; Wang, D.; Jin, J.; Li, J. Effects of strain rates and twins evolution on dynamic recrystallization mechanisms of austenite stainless steel. Mater. Sci. Eng. 2019, 761, 138044. [Google Scholar]
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Dynamic recrystallization mechanisms and twining evolution during hot deformation of Inconel 718. Mater. Sci. Eng. A. 2016, 678, 137–152. [Google Scholar]
- Shterner, V.; Timokhina, I.B.; Rollett, A.D.; Beladi, H. The Role of Grain Orientation and Grain Boundary Characteristics in the Mechanical Twinning Formation in a High Manganese Twinning-Induced Plasticity Steel. Metall. Mater. Trans. A 2018, 49, 2597–2611. [Google Scholar]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Misra, R.D.K.; Yu, J.X.; Xu, G. On the deformation mechanism of austenitic stainless steel at elevated temperatures: A critical analysis of fine-grained versus coarse-grained structure. Mater. Sci. Eng. A 2020, 773. [Google Scholar]
- Eghbali, B. Effect of strain rate on the microstructural development through continuous dynamic recrystallization in a microalloyed steel. Mater. Sci. Eng. A 2010, 527, 3402–3406. [Google Scholar]
- Marchattiwar, A.; Sarkar, A.; Chakravartty, K.J.; Kashyap, B.P. Dynamic Recrystallization during Hot Deformation of 304 Austenitic Stainless Steel. J. Mater. Eng. Perform. 2013, 22, 2168–2175. [Google Scholar]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Recrystallization in AISI 304 austenitic stainless steel during and after hot deformation. Mater. Sci. Eng. A 2008, 485, 664–672. [Google Scholar]
- Kapoor, R.; Nemat-Nasser, S. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 27, 1–12. [Google Scholar]
- Wu, X. Research on High-Temperature Physical Properties and Mechanical Properties of Stainless Steel. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2010. [Google Scholar]
- Zhang, J.; Di, H.; Wang, X. Flow softening of 253 MA austenitic stainless steel during hot compression at higher strain rates. Mater. Sci. Eng. A 2016, 650, 483–491. [Google Scholar]
- Pinheiro, I.P.; Barbosa, R.; Cetlin, P.R. The relevance of dynamic recrystallization in the hot deformation of IF steel at high strain rates. Mater. Sci. Eng. A 2007, 457, 90–93. [Google Scholar]
- Liu, Y.; Hu, R.; Li, J.; Kou, H.; Li, H.; Chang, H. Deformation characteristics of as-received Haynes230 nickel base superalloy. Mater. Sci. Eng. A 2008, 497, 283–289. [Google Scholar]
- Mcqueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar]
- Song, Y.H.; Wang, S.; Zhao, G.H.; Li, Y.G.; Li, J.; Zhang, J. Hot deformation behavior and microstructural evolution of 2205 duplex stainless steel. Mater. Res. Express 2020, 7, 046510. [Google Scholar]
- Wang, K.; Wen, D.X.; Li, J.J.; Zheng, Z.Z.; Xiong, Y.B. Hot deformation behaviors of low-alloyed ultrahigh strength steel 30CrMnSiNi2A: Microstructure evolution and constitutive modeling. Mater. Today Commun. 2021, 26, 102009. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|
| 0.003 | 0.44 | 1.54 | 0.009 | 0.001 | 18.05 | 8.50 | 1.52 |
| α | n | Q | LnA | ||||
|---|---|---|---|---|---|---|---|
| a0 | 0.01364 | n0 | 7.20089 | Q0 | 177857.4301 | A0 | 16.31829 |
| a1 | −0.03141 | n1 | −2.7189 | Q1 | 3009200 | A1 | 257.78717 |
| a2 | 0.13479 | n2 | −3.13846 | Q2 | −15454900 | A2 | −1333.17329 |
| a3 | −0.3247 | n3 | 16.2329 | Q3 | 37634900 | A3 | 3256.41102 |
| a4 | 0.39356 | n4 | −12.16705 | Q4 | −43657000 | A4 | −3771.69205 |
| a5 | −0.18333 | n5 | −2.17917 | Q5 | 19264800 | A5 | 1656.975 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Gao, L.; Song, Y.; Ma, L.; Liu, H.; Li, J.; Zhao, G. Flow Stress Behavior and Microstructure Evolution of Austenitic Stainless Steel with Low Copper Content during Hot Compression Deformation. Crystals 2021, 11, 1408. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111408
Li H, Gao L, Song Y, Ma L, Liu H, Li J, Zhao G. Flow Stress Behavior and Microstructure Evolution of Austenitic Stainless Steel with Low Copper Content during Hot Compression Deformation. Crystals. 2021; 11(11):1408. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111408
Chicago/Turabian StyleLi, Huaying, Lihong Gao, Yaohui Song, Lidong Ma, Haitao Liu, Juan Li, and Guanghui Zhao. 2021. "Flow Stress Behavior and Microstructure Evolution of Austenitic Stainless Steel with Low Copper Content during Hot Compression Deformation" Crystals 11, no. 11: 1408. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111408