
Analysis of Rational Proportion of Raw Materials Based on Biomass

College of Metallurgical and Energy, North China University of Science and Technology, Tangshan 063210, China
*
Author to whom correspondence should be addressed.
Crystals 2021, 11(11), 1410; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111410
Submission received: 3 November 2021
/
Revised: 15 November 2021
/
Accepted: 16 November 2021
/
Published: 18 November 2021
Abstract
:Most of the air pollutants in the steel industry come from the sintering process, and the air pollutants produced by the sintering process mainly come from the sinter fuel (coke breeze). The S and N content of biomass fuel is low; therefore, biomass fuel is used instead of coke breeze for sintering to reduce the emission of the sinter flue gas pollutants. However, the use of biomass fuel reduces the sintering layer temperature, which results in the deterioration of the sinter properties. In order to ensure the quality of sintering base on biomass fuel, the thermodynamic calculation and related experiments were carried out, the effects of different basicity, MgO and Al2O3 content on the formation of low melting point minerals in sintered mixture were studied, and the suitable composition of sintered mixture was determined in this paper, so as to reduce the liquid phase formation temperature of sinter and increase in biomass fuel addition, which provided theoretical support for the application of biomass fuel in sintering. Experimental results indicate that the suitable conditions for the low-temperature sintering were a basicity of 2.0, and MgO and Al2O3 contents of 1.0% and 1.8%, respectively. Under this condition, more biomass fuel can be used to replace coke breeze, and the emission of flue gas pollutants can be greatly reduced.
1. Introduction
Most atmospheric pollutants are released from the iron and steel industry, and more than 40% of dust, 70% of SO2, and 50% of NOx are emitted as exhaust gas pollutants during the sintering process. To protect the environment and utilize natural resources efficiently, new types of ecofriendly sintering fuels that can replace traditional fuels must be developed. Such an approach would be a direct and effective way to control the emission of pollutants during the sintering process [1,2,3].
Biomass fuels are subjected to the sintering process, and the CO2 produced becomes part of the atmospheric carbon cycle. Many biomass fuels have the characteristics of low sulphur and nitrogen contents, which can lead to reductions in the emissions of SO2 and NOx from the sintering source [4,5,6]. However, the reactivity of biomass fuel is better than that of coke breeze, which leads to a mismatch of their combustion rates; thus, the heat of the combustion layer is not concentrated, and the temperature of the layer is reduced, which limits the use of biomass fuel in the sintering of iron ore powder [7,8,9]. Currently, there is limited research on the use of biomass fuel in the iron ore sintering process. Liu et al. [10,11] studied the differences in the reactivities of biomass fuel and coke breeze. Calcium oxide (CaO) powder and urea were used to modify biomass fuel to reduce its reactivity and to make it match the reactivity of coke, as well as to increase the amount of biomass fuel in the iron ore sintering process. Lovel et al. [12] developed a relationship model of the flame-front speed for a Japanese steel mill-style sinter mix over a range of fuel reactivity values and proposed various changes to the sinter mixes and sintering conditions for overcoming the negative aspects of the increased fuel reactivity while continuing to exploit the positive attributes. Cheng et al. [13,14,15] used gas injection technology to compensate for the deficiency of the sintering heat of biomass fuel, controlled the melting characteristics of the sinter bed, and made it achieve a good performance index. However, there is limited research on rational ore blending in the sintering process based on biomass fuel. In this study, the effects of the basicity and the MgO and Al2O3 contents on the liquid production in low-temperature sintering were investigated to improve the sinter properties and realize biomass fuel sintering at a low temperature, with the aim of developing effective source control techniques for sintering pollutants.
2. Materials and Methods
2.1. Experimental Materials
As shown in Group 1 of Table 1, the experimental raw materials were from a steel sintering workshop in Tangshan, the basicity of the sintering mixture was 1.9, the content of MgO was 2.0%, the Al2O3 content was 1.5%, and more than 80% the fuel particle size is larger than 3 mm. In order to reduce the melting temperature of sintering raw materials, improve the addition amount of biomass fuel, and the quality of sintering ore, the influence rules of basicity, MgO content, and Al2O3 content on sintering properties are studied, and the basicity and MgO and Al2O3 contents of the sintering raw material were adjusted using the analytical purity reagents of CaO, SiO2, MgO, and Al2O3 [16,17,18]. Group 1 was considered the basis for the sintering material. Groups 1–5 were used to examine the effect of the basicity on the sinter liquid content. Groups 1, 6, and 7 were used to examine the effect of the MgO content on the sinter liquid content. Groups 1, 8, and 9 were used to examine the effect of the Al2O3 content on the sinter liquid content.
2.2. Thermodynamic Calculation Method
A thermodynamic simulation was performed using the FactSage 7.1 (Thermfact/CRCT and GTT-Technologies, Montreal, Canada and Aachen, Germany), which provides theoretical support for complex calculations and simulations of thermodynamic processes. The FactSage 7.1 is based on the minimum Gibbs free energy principle. In this study, the modules “Equilib” and “Phase Diagram” of the software were used to simulate the thermodynamic equilibrium of the CaO-SiO2-FeOx-Al2O3-MgO-O2 system, and the databases FToxide and FactPS were employed.
With the development of low-temperature sintering technology, the sintering temperature is generally controlled in the range of 1250–1300 °C [19,20], hence, the calculated temperature of FactSage 7.1 was in the range of 1200–1350 °C. The sintering process was conducted under the condition of oxygen enrichment; however, because of the combustion of fuel, the local high-temperature layer became a reducing atmosphere. Although the partial pressure of oxygen in the sintering process is not clearly defined at present, relevant studies indicated that during the sintering process, the partial pressure of oxygen in the high-temperature layer should be between 10−8 and 10−3 atm [21,22]. However, at a low oxygen partial pressure, there is a large amount of FeO formation, which can critically affect the sinter performance index. Hsieh and Whiteman [23] speculated that an oxygen partial pressure of 5 × 10−3 atm is optimal for the formation of the calcium ferrite phase in the sinter. The objective of the present study was to increase the amount of sinter liquid by adjusting the composition of materials. Because the calcium ferrite phase has a low melting point, it is an ideal main bond phase in the sinter. Therefore, the partial pressure of oxygen was considered to be 5 × 10−3 atm for thermodynamic calculations.
2.3. Differential Scanning Calorimetry (DSC) Analysis Experiment
DSC curves were obtained using a differential scanning calorimeter (STA449 F3 Jupiter) (NETZSH, Waldkraiburg, Germany), and the physical and chemical changes of the sintering raw material in the sintering process were examined. The macroscopic phenomena of the sintering mixture in the experiment were explained according to the kinetics, and the entire process of the material reaction was described precisely.
A DSC experiment involving the sintering of raw materials was performed according to the experimental scheme presented in Table 1. In the experiment, a corundum crucible (Φ6 mm × H4 mm) was used as a container. The mass of the sample was in the range of 20–30 mg, the heating rate was set as 30 °C/min, the final experimental temperature was 1350 °C, and the sample was cooled to room temperature after the heating. The experimental gas was a highly pure (>99.999%) mixture of oxygen and argon, and distilled water was circulated and cooled in the experimental process.
2.4. Melting-Property Experiment with Sintering of Raw Material
The flowability and liquid phase formation ability of the sintering raw materials were evaluated via a melting property experiment, and the calculation results obtained using the FactSage 7.1 were verified. According to the experimental scheme described in Table 1, the analytical-purity reagents Fe2O3, Fe3O4, CaO, SiO2, MgO, and Al2O3 were mixed to form the sintering raw material, and the mixture was converted into paste by using anhydrous ethanol. The sintering raw materials were compacted by a cylindrical model (Φ3 mm × H3 mm) and then placed on the corundum gasket. The mixture was placed in a high-temperature melting property tester for heating. The heating rate was 10 °C min−1, the end temperature of the experiment was set as 1500 °C, and the sample was photographed every 1 s. The high-temperature melting-property tester defined the temperature at which the sample height (H) was reduced by 10% as the initial melting temperature (T10%), the temperature at which the sample height was reduced by 50% as the hemispherical temperature (T50%), and the temperature at which the height of the sample was reduced by 80% as the end melting temperature (T80%). By comparing the T10%, T50%, and T80% of the sintering raw materials under different compositions, the effects of the basicity, MgO content, and Al2O3 content on the liquid phase formation ability of the sintered mixture were investigated.
3. Results and Discussion
3.1. Effect of Basicity on Liquid Amount of Sinter
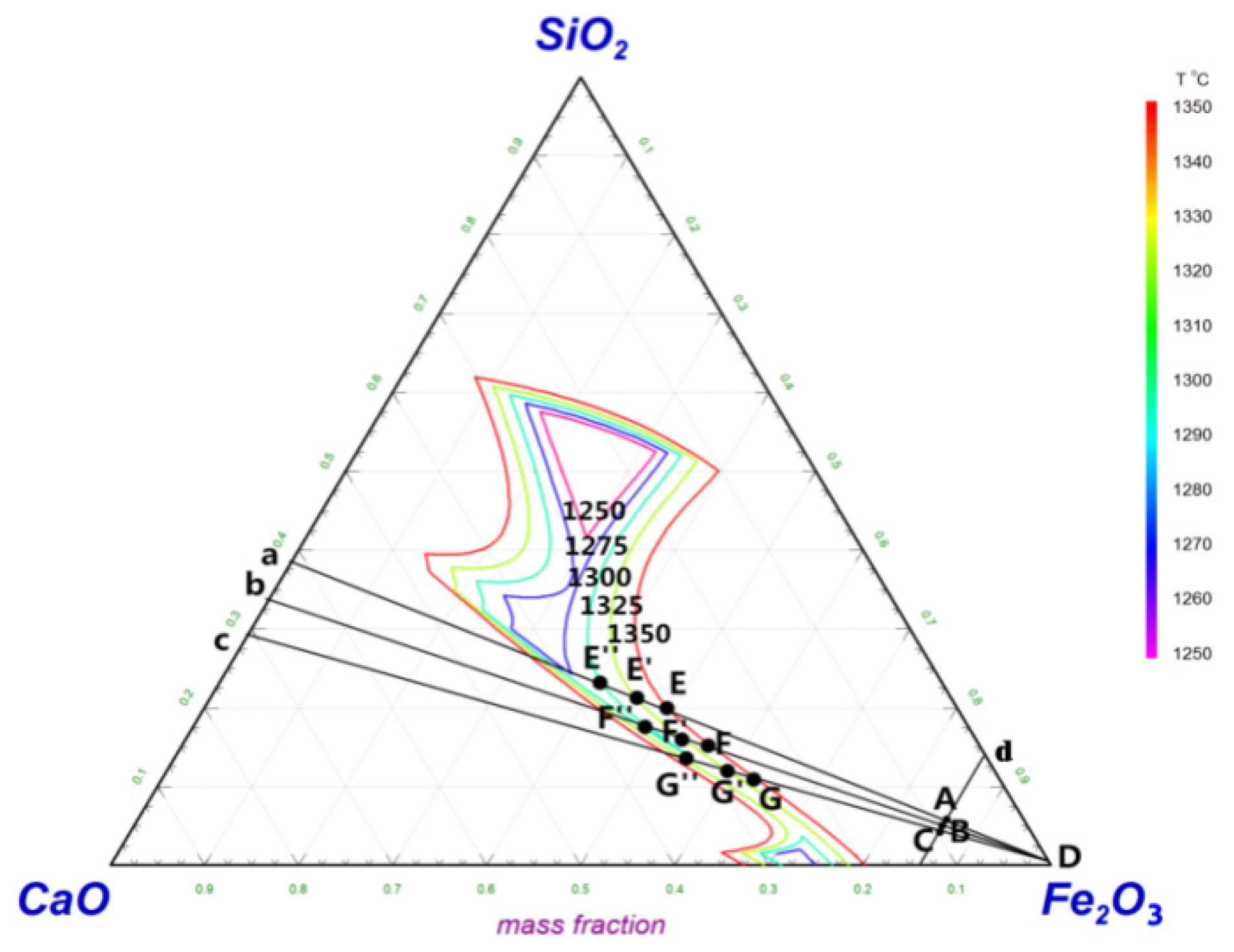
The liquid phase amount of the sinter with different basicity values was calculated using the FactSage 7.1 (Thermfact/CRCT and GTT-Technologies, Montreal, Canada and Aachen, Germany). The basicity of the sintering raw material was reduced from 1.9 to 1.7 in Groups 1–3 of the experimental scheme, which indicated the effect of the acidic oxide SiO2 on the liquid phase amount of the sinter. The basicity of the sintering raw material increased from 1.9 to 2.1 in Groups 1, 4, and 5 of the experimental scheme, which indicated the effect of the basic oxide CaO on the liquid phase amount of the sinter. The calculation results are shown in Figure 1.
As shown in Figure 1, at a temperature of 1250 °C, the liquid phase region of the CaO-SiO2-FeOx-Al2O3-MgO system is mainly located in the direction of SiO2 in the center of the phase diagram, and the area is small. When the temperature increases to 1275 °C, a liquid phase region rich in Fe2O3 appears on the CaO-Fe2O3 line, and the sintering liquid phase region increases gradually. When the temperature reaches 1325 °C, the liquid region fuses into a whole, and the area increases gradually. In Figure 1, Lines a, b, and c are isobaric lines of 1.7, 1.9, and 2.1 basicity, respectively. Points A, B, and C are the corresponding composition points of the sintering material with different basicity values. Points E, E′, and E″ are the intersection points of the 1.7 basicity line with the isotherms for 1350, 1325, and 1300 °C, respectively. Points G, G′, and G″ are the intersection points of the 2.1 basicity line with the isotherms for 1350, 1325, and 1300 °C, respectively. Points F, F’, and F’’ are the intersection points of the 1.9 basicity line with the isotherms for 1350, 1325, and 1300 °C, respectively. The liquid phase amount of the sinter with different basicity values was compared using the phase diagram lever principle. The basicity of the sinter material decreased from 1.9 to 1.7 with an increase in the SiO2 content; that is, the isobaric line moved from b to a. As shown in Figure 1, the lengths of AD and BD remained essentially unchanged; however, the segment AE (E′ or E″) was apparently longer than BF (F′ or F″). Therefore, according to the lever principle, with a decrease in the basicity, the liquid phase amount of the sintering material decreases; hence, its liquid formation ability decreases. With an increase in the CaO content, the basicity of the sintering material increased from 1.9 to 2.1; that is, the isobaric line moved from b to c. As shown in Figure 1, the lengths of BD and CD remained essentially unchanged; however, the length of CG (G’ or GG′) was apparently smaller than that of BF (F′ or F″). Therefore, owing to the lever principle, with an increase in the basicity, the liquid production of the sintering material increased. The increase in the CaO content improved the liquid formation ability of the sintering material.
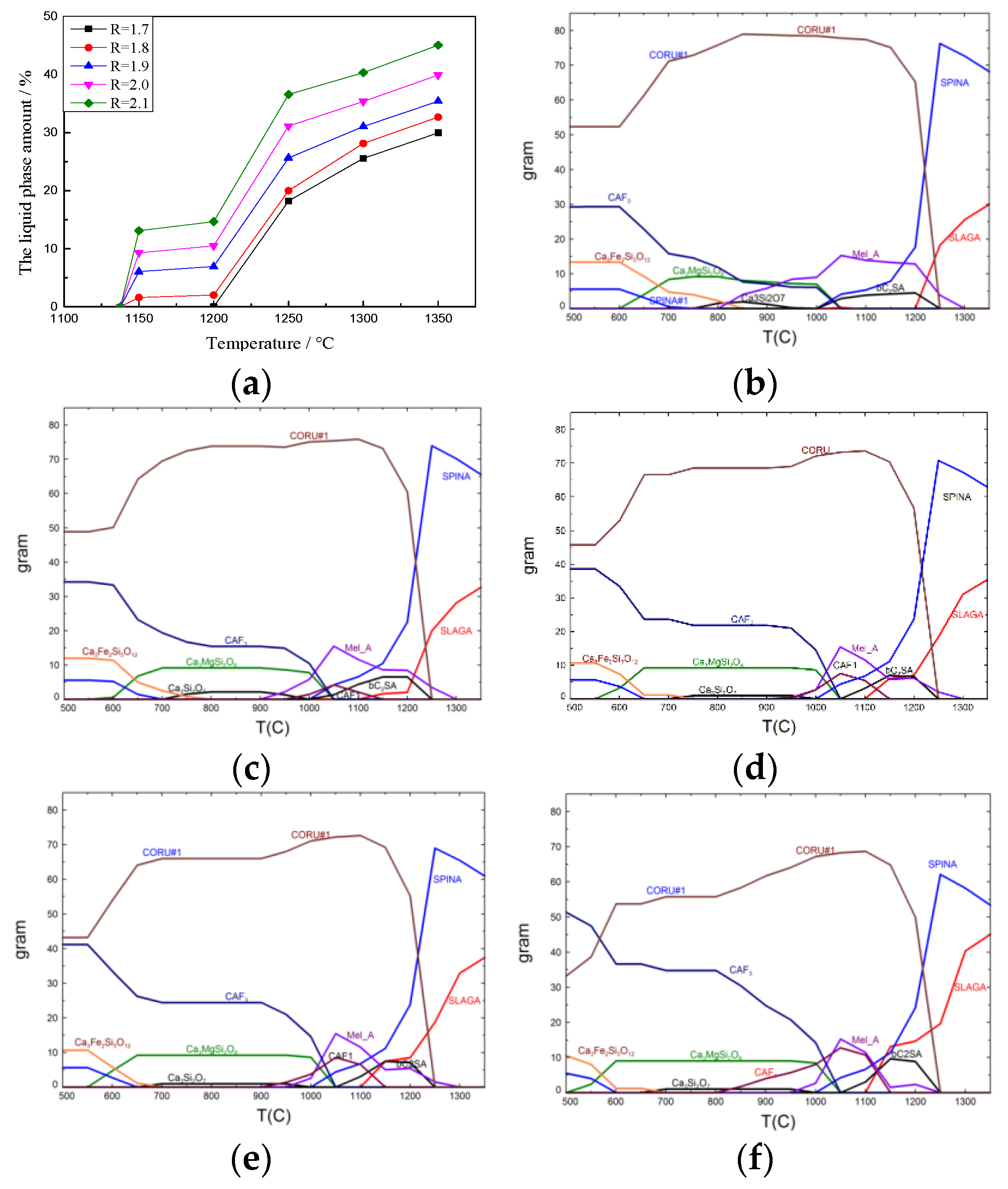
To precisely determine the effect of the basicity on the mineral composition and liquid phase amount of the sinter material, the mineral composition and liquid phase amount were calculated using the Equilibrium module of the FactSage 7.1. The calculated results are shown in Figure 2.
As shown in Figure 2, the liquid amount in the sinter increased with the temperature. When the basicity of the sintering material decreased from 1.9 to 1.7, the liquid amount decreased gradually. In particular, when the basicity was 1.7, the liquid formation temperature of the sinter increased from 1137.7 to 1202.8 °C, and the liquid amount decreased from 31.05% to 25.54% at 1300 °C. The reason for this result is that when the basicity of the sinter mixture decreased from 1.9 to 1.7 because of the reduction in the content of Ca2+ in the sinter material, the precipitation of calcium ferrite-phase minerals was restrained during the sintering process, and the precipitation of calcium magnesium olivine minerals, calcium silicate minerals, and spinel minerals was promoted. This reduced the liquid phase amount and affected the sinter properties. When the basicity of the sinter increased from 1.9 to 2.1, although the initial temperature of the formation of the liquid phase was 1137.37 °C, the sintered liquid phase amount increased. At 1300 °C, the liquid phase amount increased from 31.05% to 40.30%, and the increase in the sinter basicity was beneficial to the formation of the liquid phase. The reason for this result is that when the basicity increased from 1.9 to 2.1, the Ca2+ content in the sinter material increased, which promoted the precipitation of calcium ferrite minerals and inhibited the higher melting point of calcium magnesium olivine minerals. Calcium silicate and iron feldspar were precipitated. Hence, the liquid amount of the low-melting point mineral transition increased. The calculation results for the Equilibrium module were consistent with the liquid region calculated using the Phase Diagram module, and the increase in the basicity of the sinter material was beneficial to the formation of liquid. Hence, the amount of biomass fuel can be increased by increasing the basicity of the sinter material.
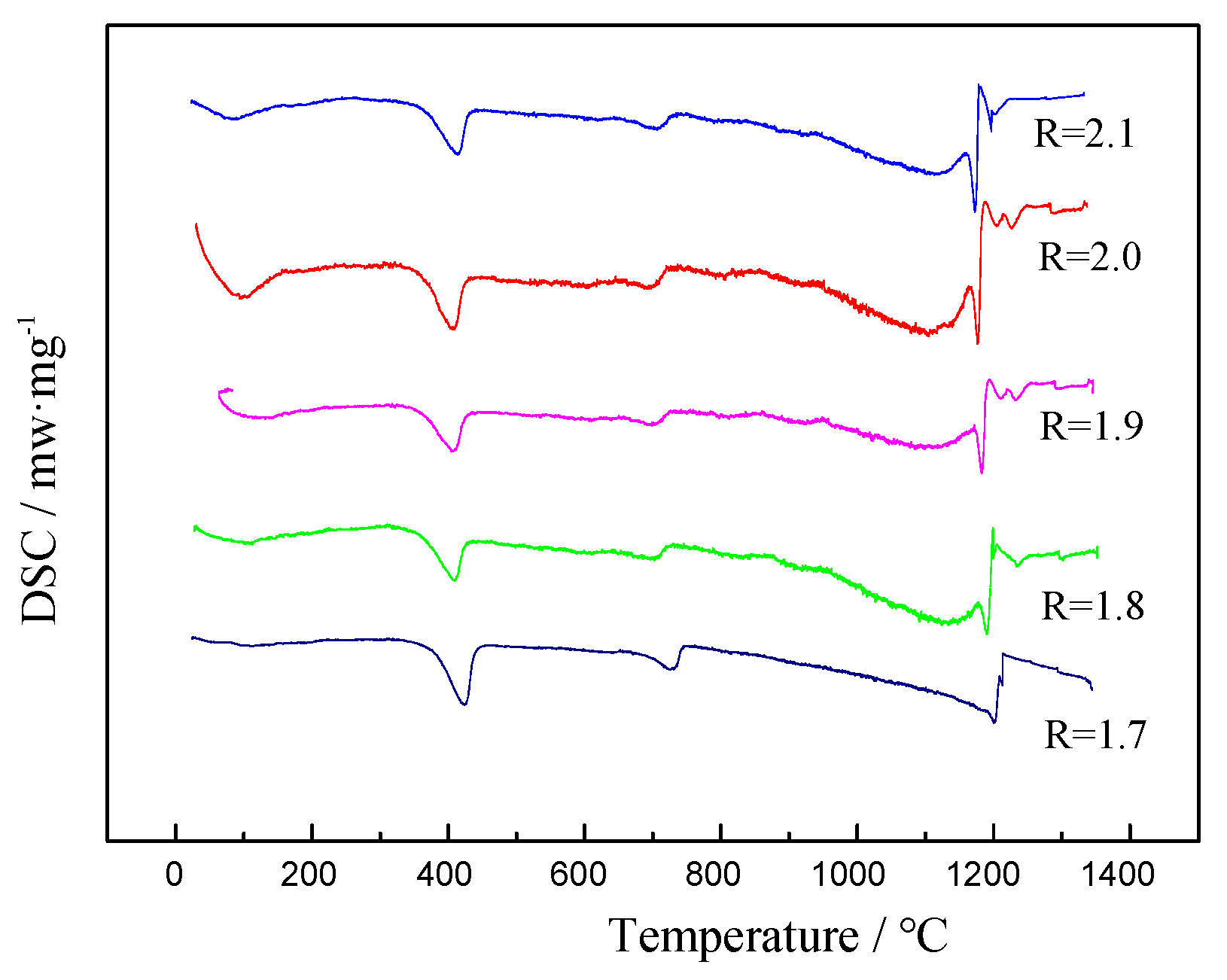
A DSC experiment involving sintering materials with different basicity values was performed using a differential thermal analyzer. The differential thermal curves of the sintering materials with basicity values ranging from 1.7–2.1 are shown in Figure 3.
As indicated by Figure 3 and Table 2, the endothermic peaks of the sintering material appeared at approximately 450 and 1200 °C, indicating that endothermic reactions occurred at all the aforementioned temperatures. CaO had strong hygroscopicity, so it reacted with water in air to form Ca(OH)2 in the mixing process. The first endothermic peaks of DSC was that Ca(OH)2 decomposed when the temperature increased to approximately 450 °C. When the temperature increased to approximately 1200 °C, the low-melting point mineral calcium ferrite was formed as a result of the reaction between CaO and Fe2O3, leading to a large endothermic peak in the curve. The low-temperature sintering mainly indicates that a sufficient liquid phase was produced at a relatively low temperature; hence, the liquid formed at 1200 °C reacted to a certain extent with the melting heat absorbed by the low-melting point mineral at this temperature. Comparing the DSC curves of different sintering materials revealed that with a decrease in the basicity, the endothermic peak temperature and endothermic peak area decreased. This is because with the decrease in the basicity, the probability of the reaction between CaO and Fe2O3 decreased, the endothermic peak temperature was delayed, and the amount of the calcium ferrite phase decreased because of the reduction in the CaO content. The decrease in the area of the endothermic peak of DSC was consistent with that of the FactSage 7.1 calculation. Hence, the basicity of the raw material should be increased for the low-temperature sintering process.
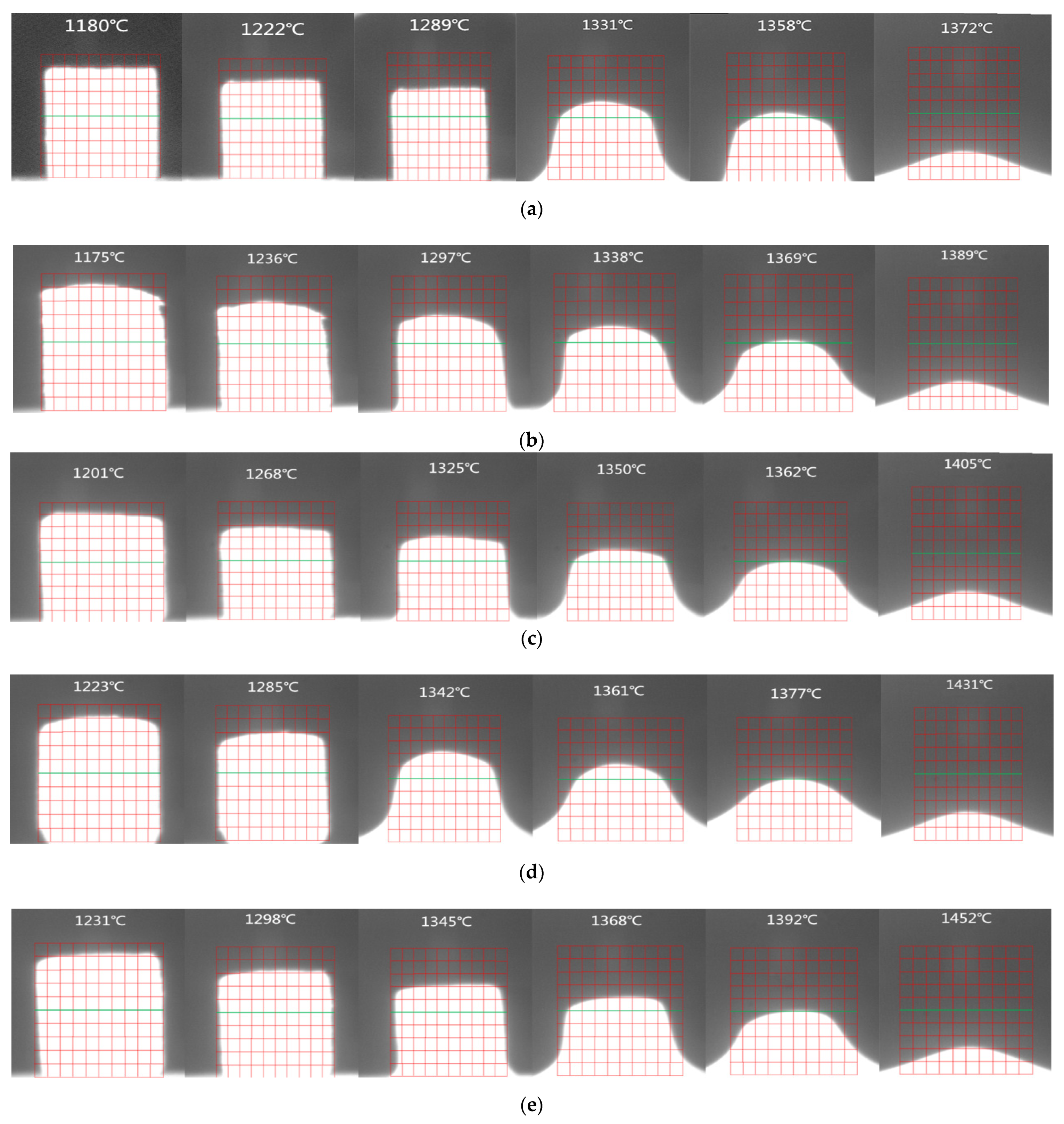
According to the experimental scheme described in Table 1, the melting properties of sintering raw materials were tested using a high-temperature melting property tester. The melting property can reflect the influence of the basicity on the liquid phase formation ability of sintering raw materials. Additionally, the simulation results were verified.
As shown in Figure 4, with a decrease in the basicity, the T10% increased from 1180 to 1231 °C, and the initial melting temperature of the sintering raw material increased. As the temperature increased, the sintering raw material started to shrink continuously. When the shrinkage rate reached 50%, the hemispheric temperature increased from 1358 to 1392 °C, and when the shrinkage rate reached 80%, the melting temperature of the sintering raw materials increased from 1372 to 1452 °C. The high basicity was beneficial to the fluidity of the sintering liquid phase and promoted the formation of the sintering liquid phase in the melting-property experiment. The experimental results were consistent with the results of the FactSage 7.1 thermodynamic simulation.
3.2. Effect of MgO Content on Liquid Amount of Sinter
The liquid amount of sinter with different MgO contents was calculated using the FactSage 7.1. The MgO content of the sintering material increased from 1.0% to 3.0% in Groups 1, 6, and 7 of the experimental scheme, which revealed the effect of the MgO content on the liquid amount of the sinter at different temperatures. The calculation results are shown in Figure 5.
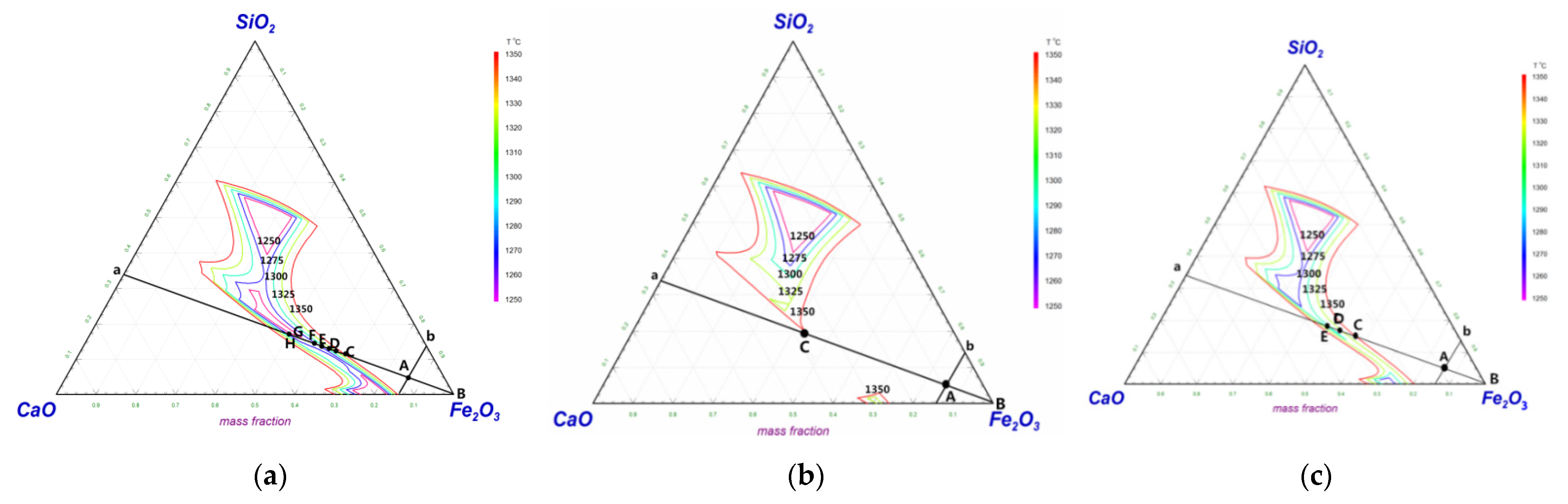
As shown in Figure 5, when the MgO content increased from 1.0% to 3.0%, the liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system began to shrink and move toward SiO2, and the liquid phase region shrank. When the MgO content reached 3.0%, the liquid region near the line of CaO-Fe2O3 shrank, and the high-basicity liquid region gradually disappeared. Line a is the isobaric line of 2.0 basicity, and point A is the composition point of the sintering material. Point C (D, E, F, G, or H) is the intersection of the isobaric line and the liquid phase line of the CaO-SiO2-FeOx-Al2O3-MgO system. The liquid phase amounts of the sinter with different MgO contents were compared using the phase diagram lever principle. As shown in Figure 5a–c, with an increase in the MgO content, the length of AB remained substantially unchanged. However, the length of AC (D, E, F, G, or H) gradually increased, even a portion of the intersection disappeared. Therefore, according to the lever principle, with the increase in the MgO content in the sintering material, the formation of the liquid phase was inhibited.
To precisely determine the effect of the MgO content on the mineral composition and liquid phase amount of the sinter material, the mineral composition and liquid phase amount were calculated using the Equilibrium module of the FactSage 7.1. The calculation results are shown in Figure 6.
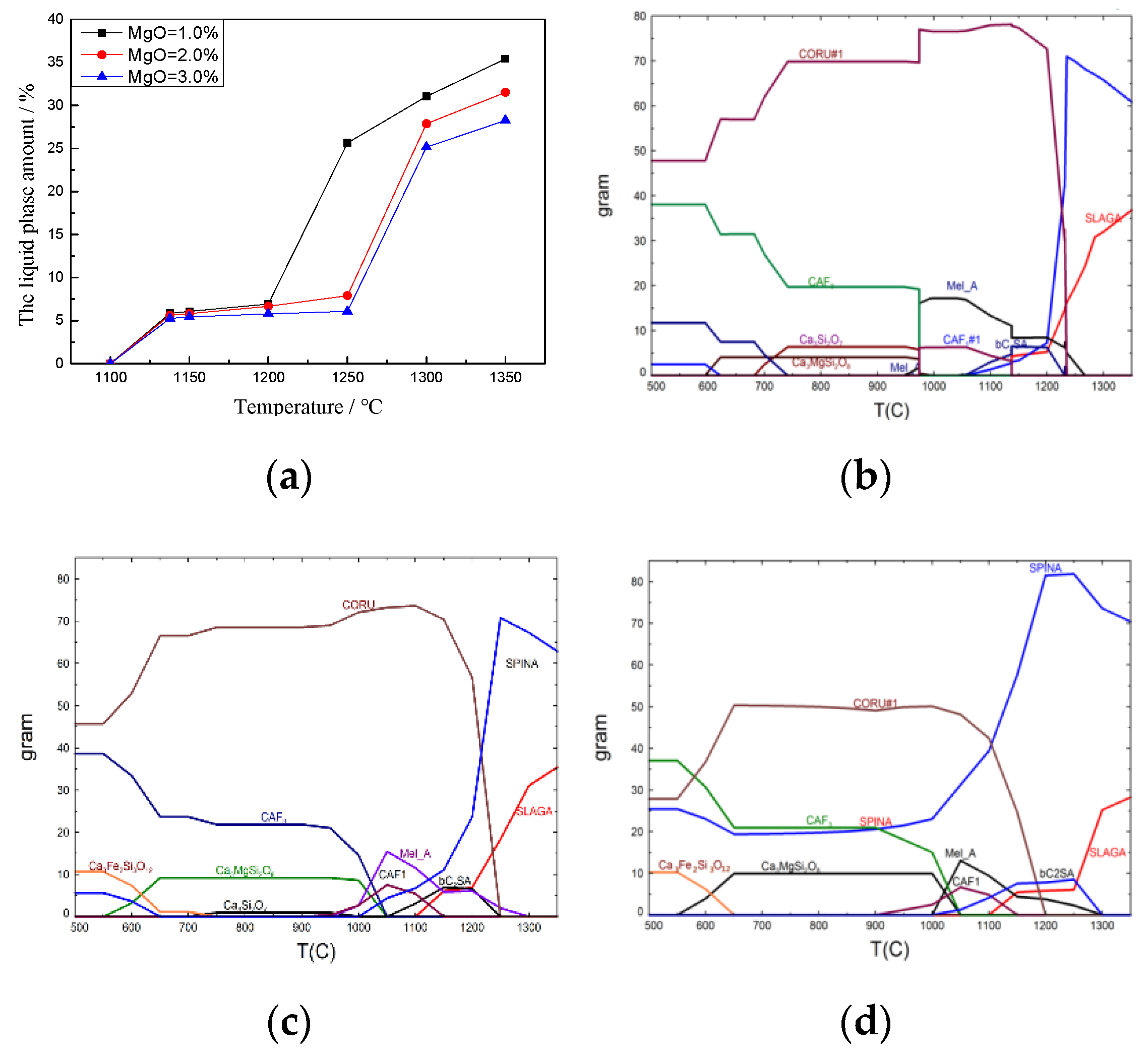
As shown in Figure 6, the liquid content of the sinter increased with the temperature. The increase in the MgO content in the sinter material from 1.0% to 3.0% had no effect on the initial temperature of the liquid phase formation of the sinter. The liquid phase formation temperature was 1137.7 °C at an oxygen partial pressure of 5 × 10−3 atm. With an increase in the MgO content, the amount of the sintered liquid phase decreased. In particular, at 1250 °C, the amount of the sintered liquid phase decreased from 26% to 7%. The calculation results of the Equilibrium module were consistent with those for the phase region obtained using the Phase Diagram module. The increase in the MgO content in the sinter material inhibited the liquid phase formation of the sinter. This may be because the increase in the MgO content increased the content of free Mg2+ and Mg2+ in the mono-minerals, calcium ferrite phase, and CaSiO3, promoting the formation of spinel minerals. Hence, it was not conducive to the formation of the sintered liquid phase. In sintering with biomass fuel, the MgO content in the sinter mixture should be minimized, and the amount of biomass fuel should be maximized.
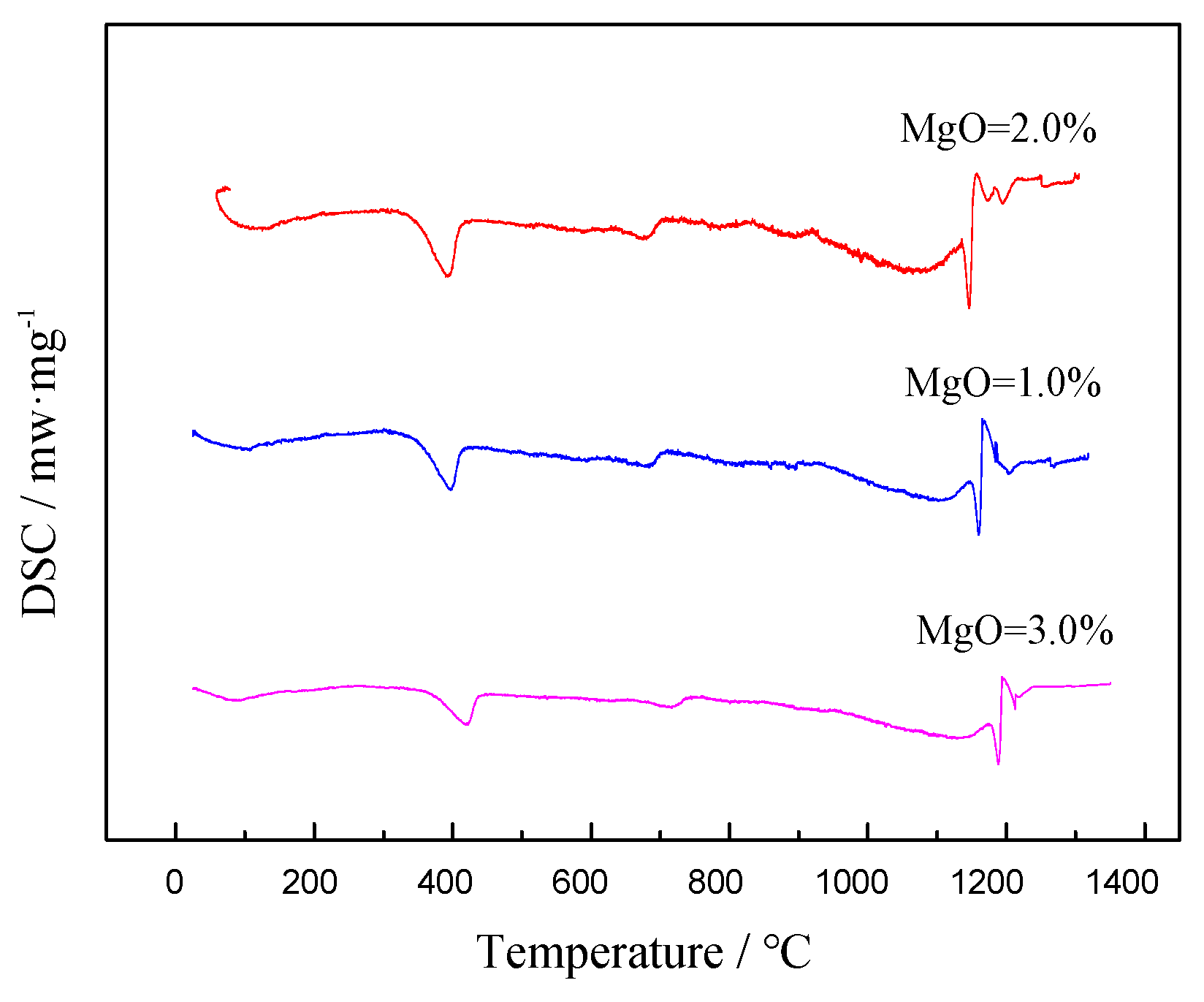
As indicated by Figure 7 and Table 3, two endothermic peaks were observed for the sintering materials with different MgO contents at 450 °C and 1200 °C, followed by the decomposition of Ca(OH)2 and the formation of the liquid phase of calcium ferrite. Comparing the endothermic peak temperature and the area of the sintering material with different MgO contents at approximately 1200 °C reveals that with an increase in the MgO content, the peak temperature of the calcium ferrite formation in the sintering material increased, and the heat absorption decreased. The results of the DSC experiment and FactSage 7.1 calculations indicated that Mg2+ can promote the formation of a high melting point mineral. Therefore, the MgO content in the sintering material should be controlled under the condition of low-temperature sintering.
According to the experimental scheme described in Table 1, the melting properties of the sintering raw materials were evaluated using a high-temperature melting property tester. The melting property can reflect the influence of the MgO content on the liquid phase formation ability of sintering raw materials. Additionally, the simulation results were verified.
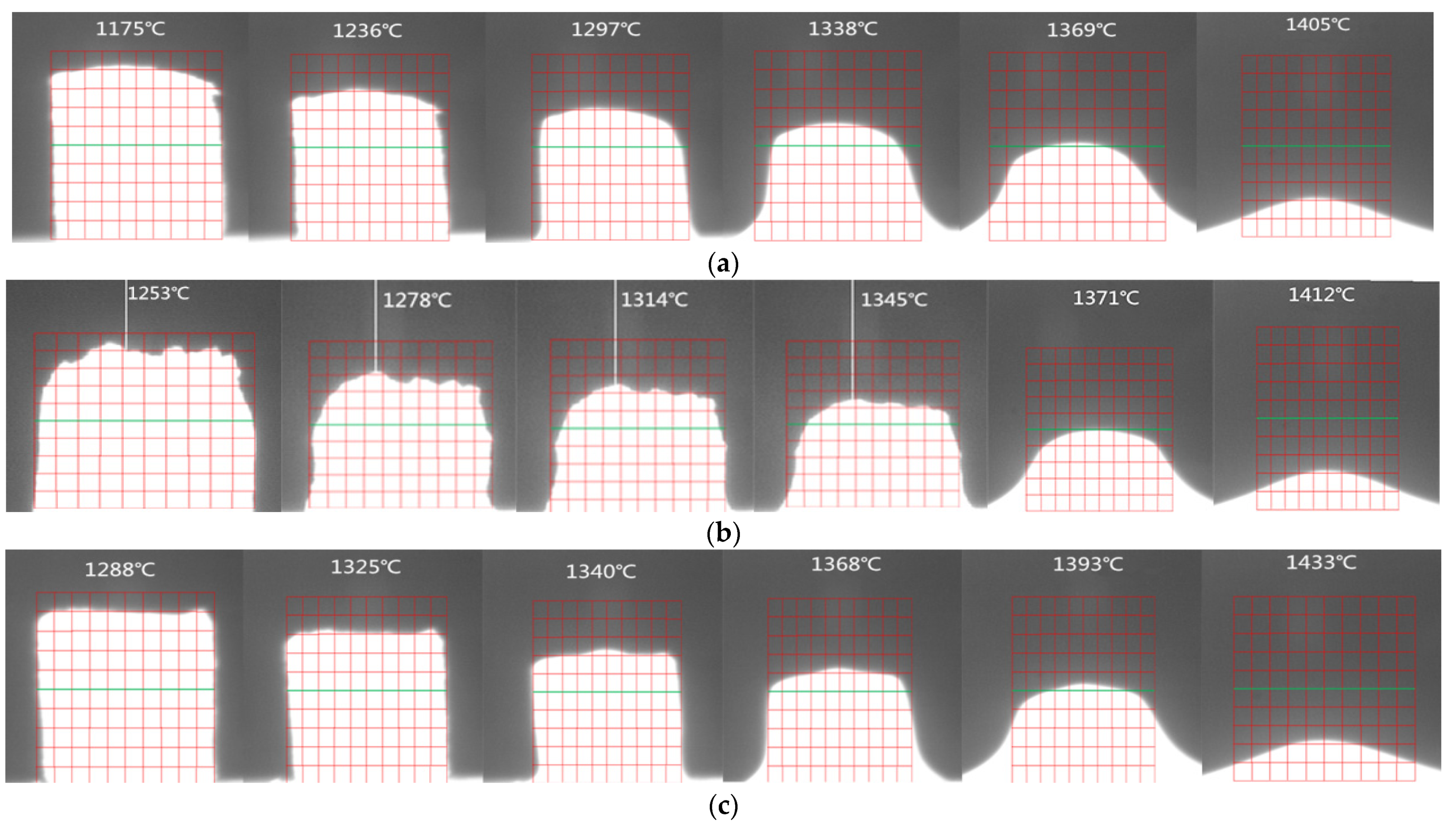
As shown in Figure 8, the T10% increased with the MgO content in the sintering raw material, indicating that the increase in the MgO content improved the initial melting temperature of the sintered mixture. When the shrinkage rate increased to 50%, the shrinkage temperatures for MgO contents of 1.0% and 2.0% in the sintered mixture were similar, indicating that a small amount of MgO inhibited the formation of the low-temperature liquid phase. However, it had little effect on the liquid phase formation ability of the sintered mixture at a higher temperature. When the MgO content increased to 3.0%, the temperature of the sintered mixture increased significantly at each shrinkage height. Measuring the melting properties of sintering raw materials with different MgO contents revealed that the sintering raw materials with a high MgO content could inhibit the formation of the low-temperature liquid phase. The experimental results were consistent with the calculation results obtained using FactSage 7.1.
3.3. Effect of Al2O3 Content on Liquid Amount of Sinter
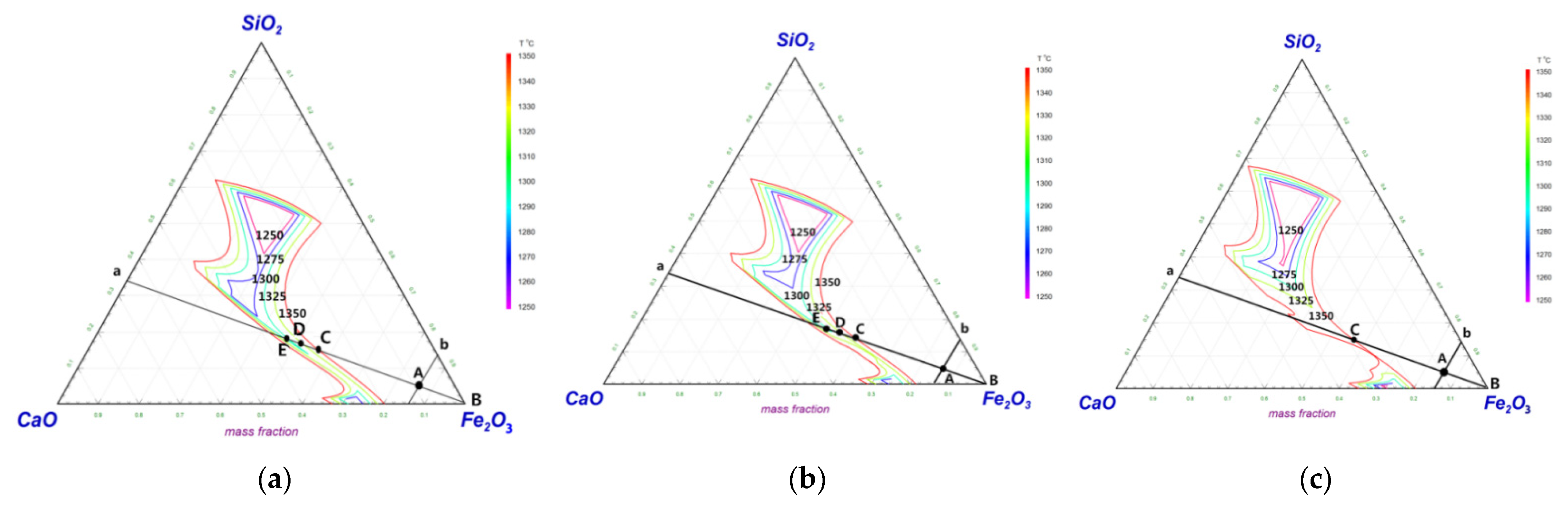
The liquid amount of the sinter with different Al2O3 contents was calculated using the FactSage 7.1. The Al2O3 contents in the sintering raw material increased from 1.5% to 2.1% in Groups 1, 8, and 9 of the experimental scheme, which revealed the effect of the Al2O3 content on the liquid amount of the sinter. The calculation results are shown in Figure 9.
As shown in Figure 9, with an increase in the Al2O3 content in the sintering material, the liquid region of the system moved toward the CaO-SiO2 line. When the Al2O3 content increased to 1.8%, the liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system at a low temperature expanded, and that at a high temperature shrank. When the Al2O3 content increased to 2.1%, the liquid phase region near the CaO-Fe2O3 line expanded, but it shrank near isobaric line a and disappeared at a low temperature (<1350 °C). Line a is the isobaric line of 1.9, and point A is the corresponding point of the sintering material. Point C (D and E) is the intersection point of the isobaric line and liquid line. The liquid amount of the sinter with different Al2O3 contents was compared using the phase diagram lever principle. With an increase in the Al2O3 content, the length of AB remained essentially unchanged. When the Al2O3 content increased to 1.8%, the length variation of AC (D and E) was not obvious by comparing Figure 9a,b. When the Al2O3 content reached 2.1%, the liquid region of the isobaric line shrank, and the length of line AC increased. Owing to the lever principle, the increase in the Al2O3 content from 1.8% to 2.1% inhibited the liquid formation of the sinter.
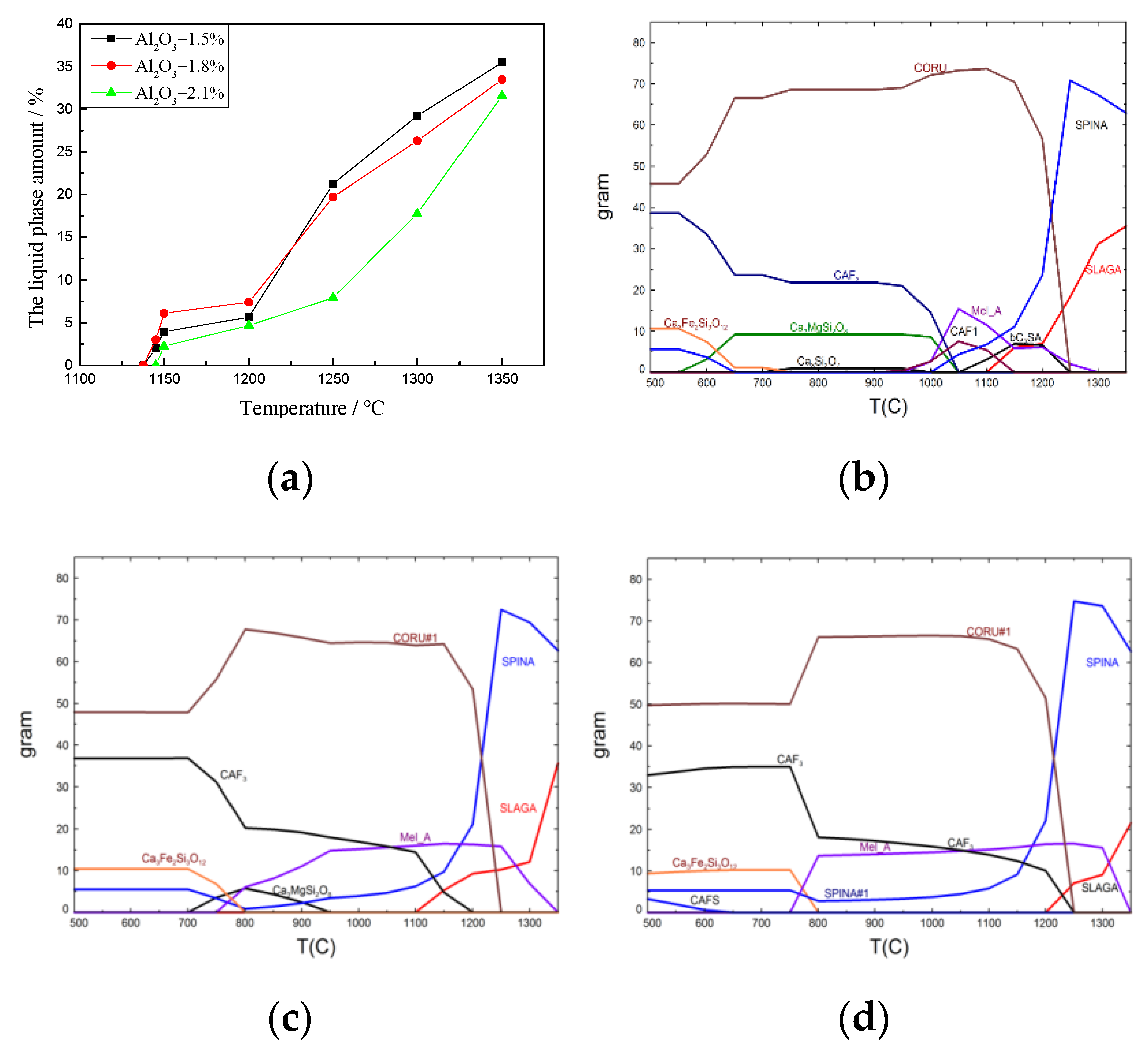
To precisely determine the effects of the Al2O3 content on the mineral composition and liquid phase amount of the sinter, the mineral composition and liquid phase amount were calculated using the Equilibrium module of the FactSage 7.1. The calculation results are shown in Figure 10.
As shown in Figure 10, when the Al2O3 content increased from 1.5% to 1.8%, the liquid-formation temperature of the sinter did not change to 1137.7 °C, and the liquid amount of the sinter increased at a low temperature but decreased at a high temperature (>1250 °C). When the Al2O3 content increased from 1.8% to 2.1%, the liquid phase formation temperature of the sinter increased from 1137.7 to 1145.1 °C, and the liquid phase amount decreased significantly. The calculation results of the Equilibrium module were consistent with those of the Phase Diagram module. An appropriate Al2O3 content in the sinter material can promote the formation of the liquid phase; however, excess Al2O3 can inhibit the formation of the liquid phase. Therefore, when iron ore is sintered with biomass fuel, the amount of biomass fuel can be increased by adding an appropriate amount of Al2O3 to the sintering material.
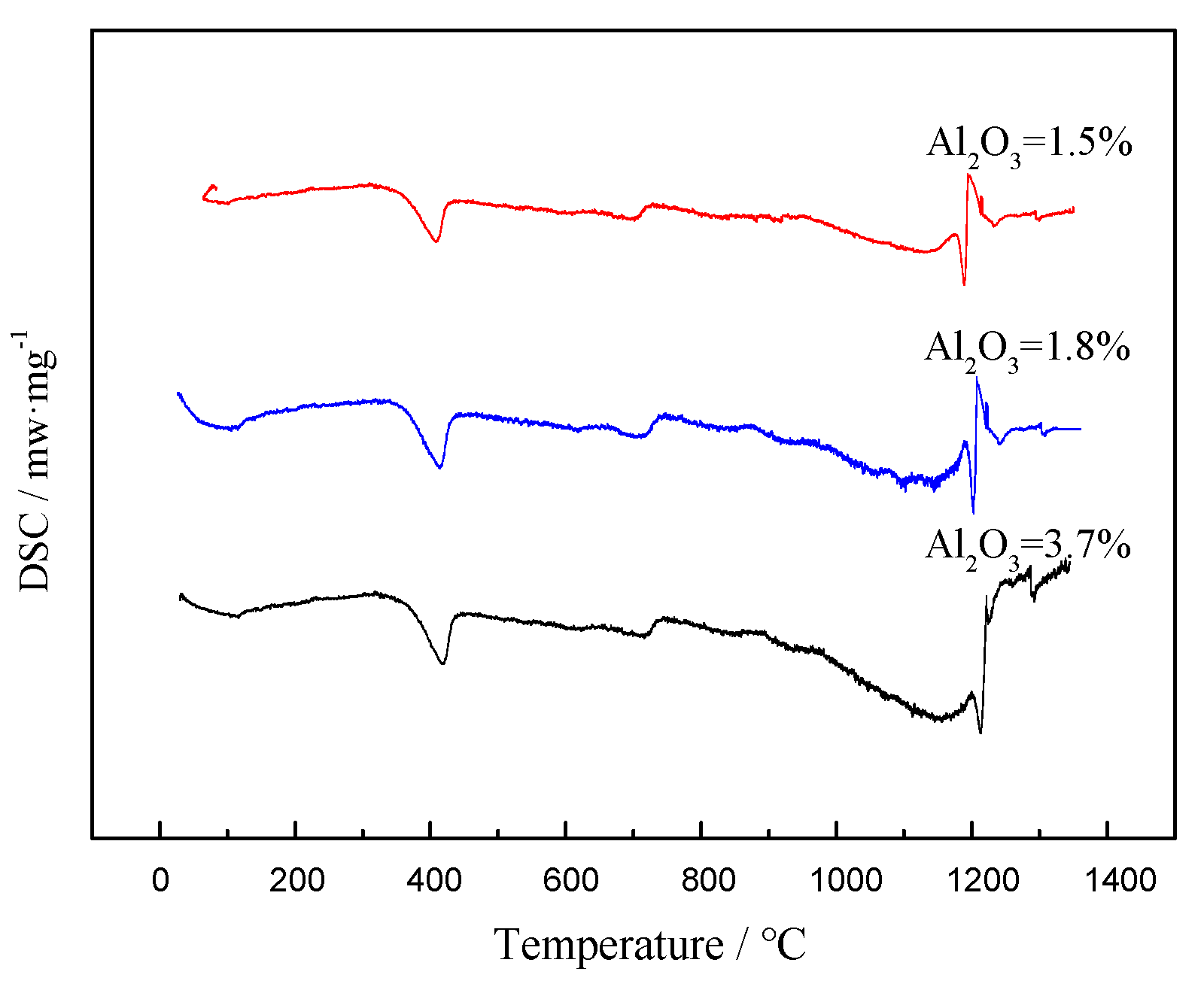
As indicated by Figure 11 and Table 4, two endothermic peaks were observed for the sintering materials with different Al2O3 contents at 450 and 1200 °C, corresponding to Ca(OH)2 decomposition and the calcium ferrite formation phase, respectively. Comparing the peak endothermic temperatures and areas of the sintering raw material with different Al2O3 contents at approximately 1200 °C reveals that when the Al2O3 content increased to 1.8%, the peak temperature of the calcium ferrite formation phase in the sintering raw material remained essentially unchanged, and the peak area increased slightly. When the Al2O3 content increased to 2.1%, the peak area of the sintering material at 1200 °C decreased, indicating a decrease in the amount of the liquid phase. The DSC results were consistent with the FactSage 7.1 calculations. Increasing the Al2O3 content in the sintering raw material could increase the amount of the liquid phase; however, an excessive amount of Al2O3 was not conducive to the formation of the liquid phase. Therefore, the Al2O3 content in the sintering raw material should be adjusted appropriately under the condition of low-temperature sintering.
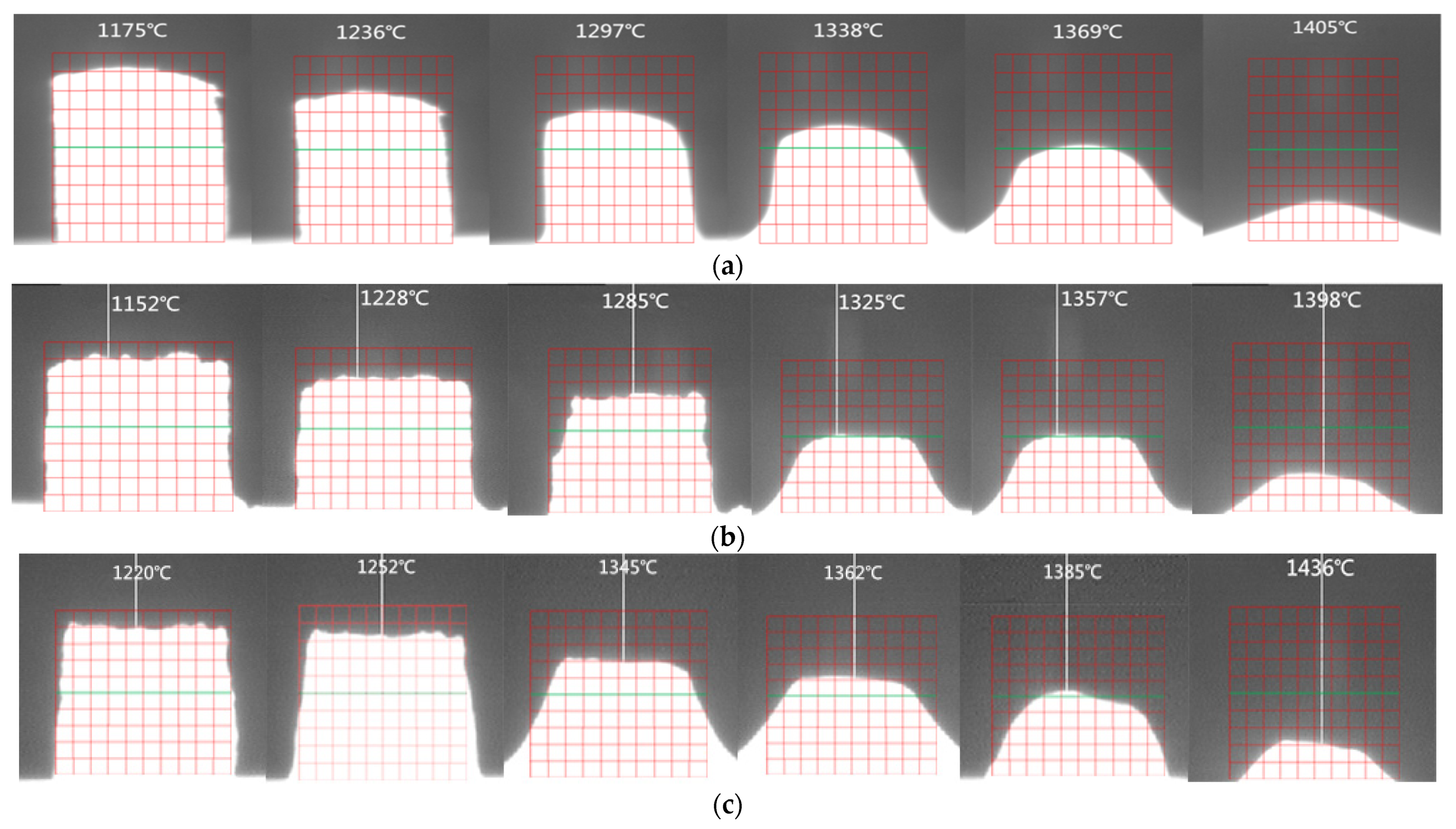
According to the experimental scheme described in Table 1, the melting properties of the sintering raw materials were tested using a high-temperature melting property tester. The melting property can reflect the influence of the Al2O3 content on the liquid phase formation ability of a sintered mixture. Additionally, the simulation results were verified.
As shown in Figure 12, when the Al2O3 content in the sintering raw materials increased from 1.5% to 1.8%, the T10% decreased, indicating that the increase in the Al2O3 content reduced the initial melting temperature of the sintering raw material. When the Al2O3 content in the sintering materials increased to 2.1%, the shrinkage temperature increased significantly. Measuring the melting properties of sintering raw materials with different Al2O3 contents at a high temperature revealed that a certain amount of Al2O3 promoted the melting of the sintering raw materials at a low temperature, but excessive Al2O3 inhibited the melting of the sintering raw materials. The experimental results differed slightly from the calculation results obtained using FactSage 7.1 for an Al2O3 content of 1.8% in the sintering raw materials. Thermodynamic calculations indicated that the liquid phase formation of the raw material with an Al2O3 content of 1.8% was greater than that of the raw material with an Al2O3 content of 1.5% only when the temperature was below 1250 °C. However, the melting properties of the raw materials with an Al2O3 content of 1.8% were poorer than those of the raw materials with an Al2O3 content of 1.5% under all the shrinkage rates. This may be due to the strong liquid phase formation ability and low viscosity of the raw material with 1.8% Al2O3 at a low temperature, which caused a continuous reduction in the shrinkage temperature owing to the rapid shrinkage in the melting property experiment. Although there was a gap between the results of the thermodynamic calculations and the melting-property experiment, the accuracy of the FactSage 7.1 calculation for predicting the liquid phase formation ability was verified.
4. Conclusions
The effects of the basicity and MgO and Al2O3 contents on the liquid phase formation ability of a sintering material were investigated using the thermodynamic software FactSage 7.1, DSC experiments, and melting property experiments. The following conclusions are drawn.
An increase in the basicity can increase the Ca2+ content in the sinter material, which promoted the precipitation of calcium ferrite minerals and inhibited the higher melting point of calcium magnesium olivine minerals, which promote the formation of the liquid phase in the sinter.
An increase in the MgO content promote more free Mg2+, and Mg2+ in the mono-minerals, calcium ferrite phase, and CaSiO3, promoting the formation of spinel minerals. Hence, it was not conducive to the formation of the sintered liquid phase.
Within a certain range of Al2O3 content in the sinter material, the liquid phase increase with increasing Al2O3 content; however, excess Al2O3 content can inhibit the formation of the liquid phase, hence appropriate Al2O3 content can promote the formation of the liquid phase.
According to the effects of the basicity and the MgO and Al2O3 contents on the liquid phase formation ability of the sinter, the suitable low-temperature sintering conditions are as follows: a basicity of 2.0, and MgO and Al2O3 contents of 1.0% and 1.8%, respectively.
Author Contributions
C.L. participated in experiments and drafted the manuscript. Y.K. and H.X. participated in calculation. Y.Z. and H.W. modified the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (Grant Number 51874139), the Science and Technology Plan project of Tangshan (Grant Number 20150214C).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhu, Y.Y.; Liu, Q.; Li, Y.R. Emission Characterics of Multiple Pollutants from Iron-Steel Sintering Flue Gas and Review of Controlling Technologies. Sci. Technol. Rev. 2014, 32, 51–56. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Chen, X. Reduction of pollutant emission in iron ore sintering process by applying biomass fuels. ISIJ Int. 2012, 52, 1574–1578. [Google Scholar] [CrossRef] [Green Version]
- Norgate, T.; Haque, N.; Somerville, M. Biomass as a source of renewable carbon for iron and steelmaking. ISIJ Int. 2012, 52, 1472–1481. [Google Scholar] [CrossRef] [Green Version]
- Ji, Z.; Fan, X.; Gan, M.; Chen, M.; Li, Q.; Jiang, T. Assessment on the Application of Commercial Medium-Grade Charcoal as a Substitute for Coke Breeze in Iron Ore Sintering. Energy Fuels 2016, 30, 10448–10457. [Google Scholar] [CrossRef]
- Fan, X.; Ji, Z.Y.; Gan, M.; Chen, X.; Yin, L. Characteristics of Prepared Coke–biochar Composite and Its Influence on Reduction of NOx Emission in Iron Ore Sintering. Trans. Iron Steel Inst. Jpn. 2015, 55, 521–527. [Google Scholar] [CrossRef] [Green Version]
- Jha, G.; Soren, S.; Mehta, K.D. Partial substitution of coke breeze with biomass and charcoal in metallurgical sintering. Fuel 2020, 278, 118350. [Google Scholar] [CrossRef]
- Gan, M.; Ji, Z.; Fan, X.; Zhao, Y.; Chen, X.; Fan, Y. Insight into the high proportion application of biomass fuel in iron ore sintering through CO-containing flue gas recirculation. J. Clean. Prod. 2019, 232, 1335–1347. [Google Scholar] [CrossRef]
- Niesler, M.; Stecko, J.; Stelmach, S. Biochars in Iron Ores Sintering Process: Effect on Sinter Quality and Emission. Energies 2021, 14, 3749. [Google Scholar] [CrossRef]
- Qie, J.M.; Zhang, C.X.; Guo, Y.H.; Wang, H.F.; Wu, S.L. Reducing the Sintering Flue Gas Pollutants Emissions Based on the Accumulation Heat Effect in Iron Ore Sintering Process. Trans. Indian Inst. Met. 2019, 72, 581–589. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.Z.; Zhao, K. Modified biomass fuel instead of coke for iron ore sintering. Ironmak. Steelmak. 2020, 47, 188–194. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.Z.; Zhao, K. Effect of biomass on reaction performance of sintering fuel. J. Mater. Sci. 2019, 54, 3262–3272. [Google Scholar] [CrossRef]
- Lovel, R.; Vining, K. Dell, Iron ore sintering with charcoal. Miner. Process. Extr. 2017, 116, 85–91. [Google Scholar] [CrossRef]
- Cheng, Z.L.; Yang, J.; Wei, S.S. Experimental Study of Gaseous Fuel Injection Method for Controlling Heated Pattern of Melting Zone in Iron Ore Sintering. J. Eng. Thermophys. 2017, 5, 140–145. [Google Scholar]
- Cheng, Z.L.; Yang, J.; Zho, L.U. Study on Replacement of Coke with Charcoal and Methane in Iron-ore Sintering. J. Eng. Thermophys. 2017, 1, 190–194. [Google Scholar]
- Cheng, Z.; Yang, J.; Zhou, L.; Liu, Y.; Wang, Q. Characteristics of charcoal combustion and its effects on iron-ore sintering performance. Appl. Energy 2016, 161, 364–374. [Google Scholar] [CrossRef]
- Li, P.F.; Tang, S.Y.; Guo, L. Research and production practice on optimization of ore proportioning according to the sintering characteristics of iron powder. Sinter. Pelletizing 2021, 46, 15–20. [Google Scholar] [CrossRef]
- Kang, Y.; Liu, C.; Zhang, Y.Z.; Xing, H.W. Flue Gas Circulating Sintering Based on Biomass Fuel on Reduction of NOx and SO2 Emission. ISIJ Int. 2020, 60, 1633–1640. [Google Scholar] [CrossRef]
- Fan, X.H.; Wang, Y.N.; Gan, M.; Ji, Z.Y.; Yang, Z.; Chen, X.L. Thermodynamic analysis and reaction behaviors of alkali metal elements during iron ore sintering. J. Iron Steel Res. Int. 2019, 26, 558–566. [Google Scholar] [CrossRef]
- Liu, X.R.; Qiu, G.Z.; Cai, R.Y. Effect of Al2O3/SiO2 ratio mineralizing laws for low-temperature sintering. Iron Steel 2001, 36, 5–8. [Google Scholar]
- Jiang, X.; Pei, Y.D.; Han, Y.L. Progress of Iron Ore Sintering Technology. Sci. Technol. Rev. 2011, 29, 70–74. [Google Scholar] [CrossRef]
- Huang, X.J.; Guo, Y.F.; Zhang, J. Efect of oxygen partial pressure on the sintering process of iron ores. J. Univ. Sci. Technol. Beijing 2013, 35, 1565–1568. [Google Scholar]
- Zhang, J.; Guo, X.M.; Huang, X.J. Effects of Temperature and Atmosphere on Sintering Process of Iron Ores. J. Iron Steel Res. Int. 2012, 19, 1–6. [Google Scholar] [CrossRef]
- Hsieh, L.H.; Whiteman, J.A. Effect of Raw Material Composition on the Mineral Phases in Lime-fluxed Iron Ore Sinter. Trans. Iron Steel Inst. Jpn. 1993, 33, 462–473. [Google Scholar] [CrossRef]
Figure 1.
Liquid region of the CaO-SiO2-Fe2O3-Fe3O4-Al2O3-MgO system.

Figure 2.
Mineral composition and liquid phase amount with different basicity values. (a) Liquid phase amount of sinter (b) R = 1.7 (c) R = 1.8 (d) R = 1.9 (e) R = 2.0 (f) R = 2.1.
Figure 2.
Mineral composition and liquid phase amount with different basicity values. (a) Liquid phase amount of sinter (b) R = 1.7 (c) R = 1.8 (d) R = 1.9 (e) R = 2.0 (f) R = 2.1.

Figure 3.
DSC curves of raw materials with different basicity values.

Figure 4.
Melting process for samples with different basicity values. (a) R = 2.1; (b) R = 2.0; (c) R = 1.9; (d) R = 1.8; (e) R = 1.7.
Figure 4.
Melting process for samples with different basicity values. (a) R = 2.1; (b) R = 2.0; (c) R = 1.9; (d) R = 1.8; (e) R = 1.7.

Figure 5.
Liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system. (a) MgO content of 1.0%; (b) MgO content of 2.0%; (c) MgO content of 3.0%.
Figure 5.
Liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system. (a) MgO content of 1.0%; (b) MgO content of 2.0%; (c) MgO content of 3.0%.

Figure 6.
Mineral composition and liquid phase amount with different MgO contents. (a) Liquid phase amount of sinter; (b) MgO content of 1.0%; (c) MgO content of 2.0%; (d) MgO content of 3.0%.
Figure 6.
Mineral composition and liquid phase amount with different MgO contents. (a) Liquid phase amount of sinter; (b) MgO content of 1.0%; (c) MgO content of 2.0%; (d) MgO content of 3.0%.

Figure 7.
DSC curves of raw materials with different MgO contents.

Figure 8.
Melting process for samples with different MgO contents. (a) MgO content of 1.0%; (b) MgO content of 2.0%; (c) MgO content of 3.0%.
Figure 8.
Melting process for samples with different MgO contents. (a) MgO content of 1.0%; (b) MgO content of 2.0%; (c) MgO content of 3.0%.

Figure 9.
Liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system. (a) Al2O3 content of 1.5%; (b) Al2O3 content of 1.8%; (c) Al2O3 content of 2.1%.
Figure 9.
Liquid region of the CaO-SiO2-FeOx-Al2O3-MgO system. (a) Al2O3 content of 1.5%; (b) Al2O3 content of 1.8%; (c) Al2O3 content of 2.1%.

Figure 10.
Mineral composition and liquid phase amount of the sinter material with different Al2O3 contents. (a) Liquid phase amount of sinter; (b) Al2O3 content of 1.5%; (c) Al2O3 content of 1.8%; (d) Al2O3 content of 2.1%.
Figure 10.
Mineral composition and liquid phase amount of the sinter material with different Al2O3 contents. (a) Liquid phase amount of sinter; (b) Al2O3 content of 1.5%; (c) Al2O3 content of 1.8%; (d) Al2O3 content of 2.1%.

Figure 11.
DSC curves of the raw material with different Al2O3 contents.

Figure 12.
Melting process for samples with different Al2O3 contents. (a) Al2O3 content of 1.5%; (b) Al2O3 content of 1.8%; (c) Al2O3 content of 2.1%.
Figure 12.
Melting process for samples with different Al2O3 contents. (a) Al2O3 content of 1.5%; (b) Al2O3 content of 1.8%; (c) Al2O3 content of 2.1%.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental ore blending scheme (mass percent, %).
| Groups | Variable | Fe2O3 | Fe3O4 | SiO2 | CaO | MgO | Al2O3 |
|---|---|---|---|---|---|---|---|
| 1 | R = 1.9 | 16.02 | 68.42 | 4.16 | 7.90 | 2.00 | 1.50 |
| 2 | R = 1.8 | 15.98 | 68.23 | 4.39 | 7.90 | 2.00 | 1.50 |
| 3 | R = 1.7 | 15.93 | 68.03 | 4.65 | 7.90 | 2.00 | 1.50 |
| 4 | R = 2.0 | 15.94 | 68.08 | 4.16 | 8.32 | 2.00 | 1.50 |
| 5 | R = 2.1 | 15.86 | 67.74 | 4.16 | 8.74 | 2.00 | 1.50 |
| 6 | W(MgO) = 1.0% | 16.19 | 69.13 | 4.20 | 7.98 | 1.00 | 1.50 |
| 7 | W(MgO) = 3.0% | 15.85 | 67.71 | 4.12 | 7.82 | 3.00 | 1.50 |
| 8 | W(Al2O3) = 1.8% | 15.97 | 68.20 | 4.15 | 7.87 | 2.00 | 1.80 |
| 9 | W(Al2O3) = 2.1% | 15.92 | 67.97 | 4.13 | 7.85 | 2.00 | 2.10 |
Table 2.
Endothermic peak temperature and heat of materials with different basicity values.
| R | RTpeak1/°C | R△H1/J·g−1 | RTpeak2/°C | R△H2/J·g−1 |
|---|---|---|---|---|
| 2.1 | 449.2 | 26.12 | 1197.9 | 25.33 |
| 2.0 | 451.3 | 25.38 | 1200.1 | 24.19 |
| 1.9 | 450.6 | 26.12 | 1199.6 | 23.55 |
| 1.8 | 450.2 | 24.51 | 1201.4 | 21.32 |
| 1.7 | 451.1 | 24.16 | 1200.3 | 19.88 |
Table 3.
Endothermic peak temperature and heat of materials with different MgO contents.
| MgO/% | MTpeak1/°C | MΔH1/J·g−1 | MTpeak2/°C | MΔH2/J·g−1 |
|---|---|---|---|---|
| 1.0 | 450.7 | 26.33 | 1198.5 | 25.35 |
| 2.0 | 450.6 | 26.12 | 1199.6 | 23.55 |
| 3.0 | 451.2 | 26.03 | 1121.3 | 20.13 |
Table 4.
Peak temperature and heat of materials with different Al2O3 contents.
| Al2O3/% | ATpeak1/°C | AΔH1/J·g−1 | ATpeak2/°C | AΔH2/J·g−1 |
|---|---|---|---|---|
| 1.5 | 450.6 | 26.12 | 1199.6 | 23.55 |
| 1.8 | 451.2 | 25.97 | 1195.3 | 25.22 |
| 2.1 | 450.1 | 26.15 | 1120.7 | 21.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kang, Y.; Liu, C.; Zhang, Y.; Xing, H.; Wang, H. Analysis of Rational Proportion of Raw Materials Based on Biomass. Crystals 2021, 11, 1410. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111410
AMA Style
Kang Y, Liu C, Zhang Y, Xing H, Wang H. Analysis of Rational Proportion of Raw Materials Based on Biomass. Crystals. 2021; 11(11):1410. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111410
Chicago/Turabian StyleKang, Yue, Chao Liu, Yuzhu Zhang, Hongwei Xing, and Hui Wang. 2021. "Analysis of Rational Proportion of Raw Materials Based on Biomass" Crystals 11, no. 11: 1410. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111410
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.