
The Influence of Ni-Added Fe-Based Pre-Alloy on Microstructure Evolution and Lifetime Extension of Diamond Tools

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Process
2.3. Performance Testing and Microstructural Analysis
3. Results and Discussion
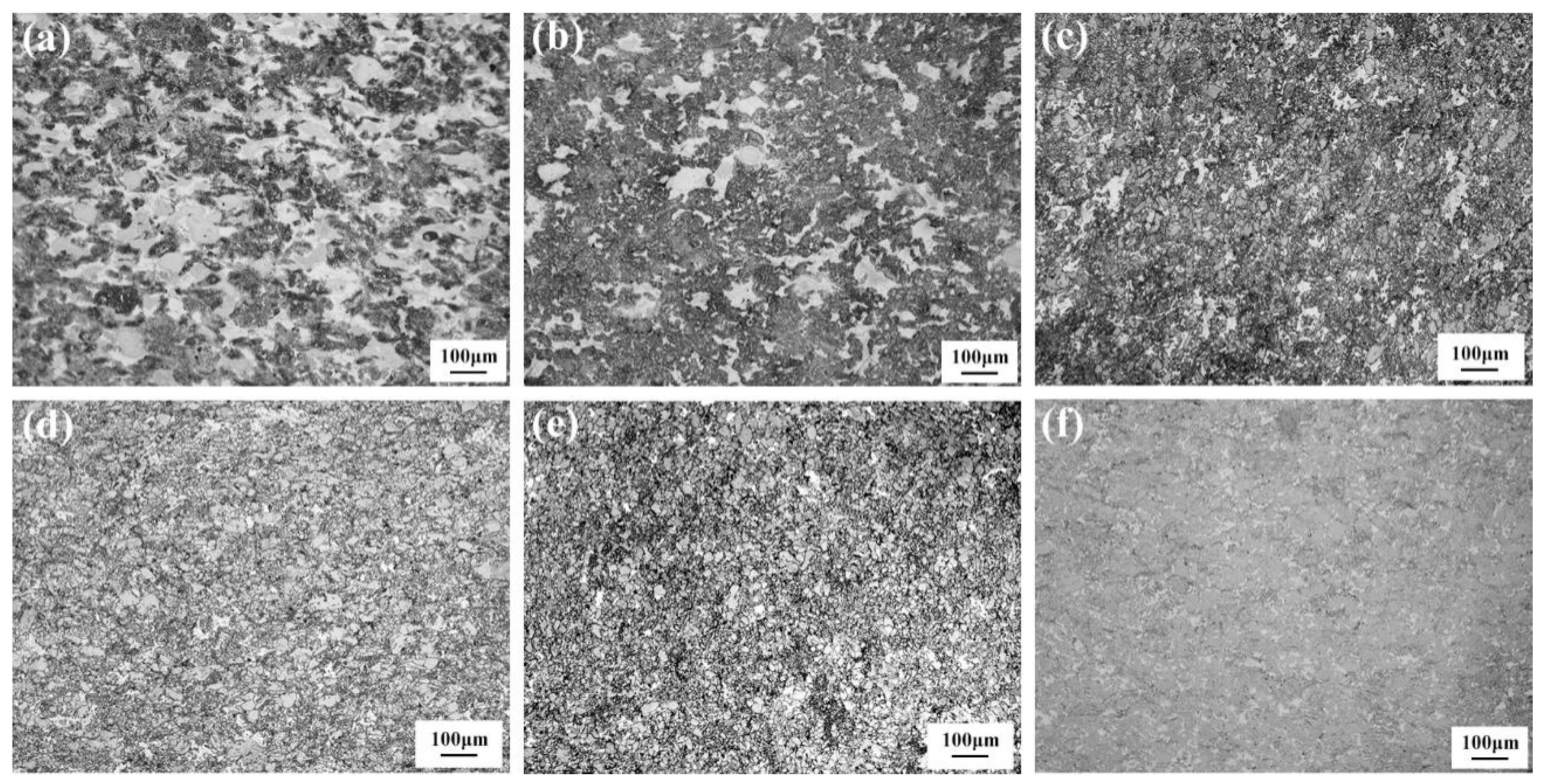
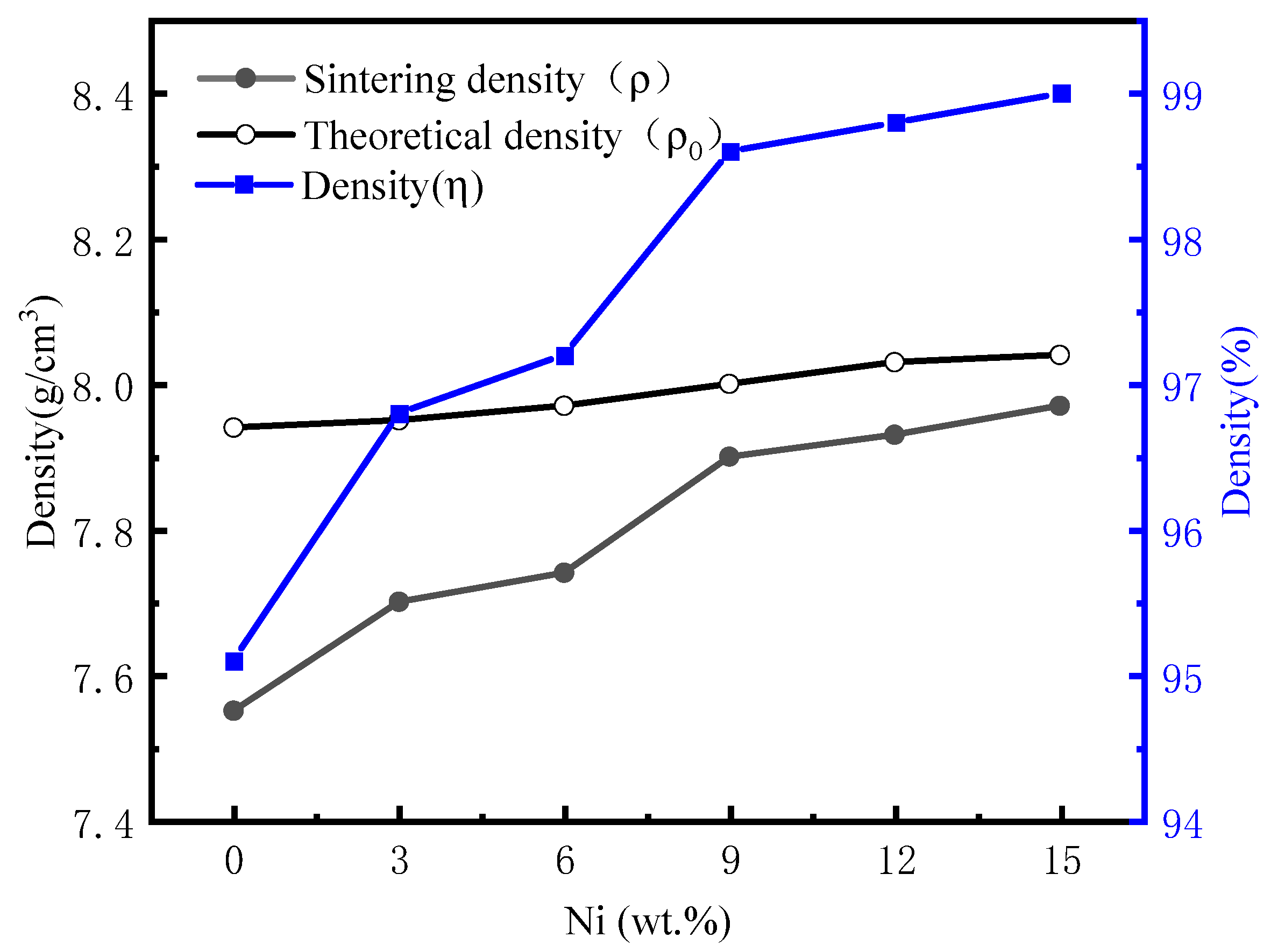
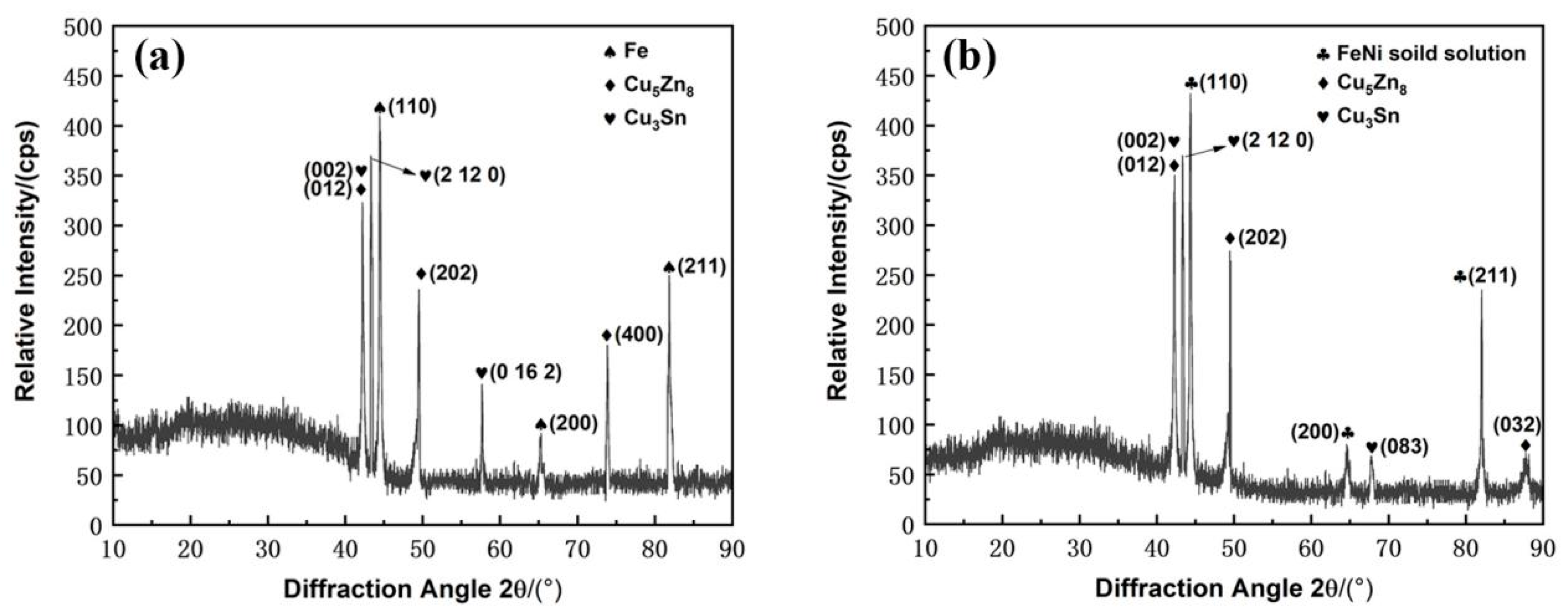
3.1. Effect of Ni Content on the Microstructure
3.2. Lifetime Extension of Ni-Added Fe-Based Pre-Alloy Brazing Coating in Diamond Tools
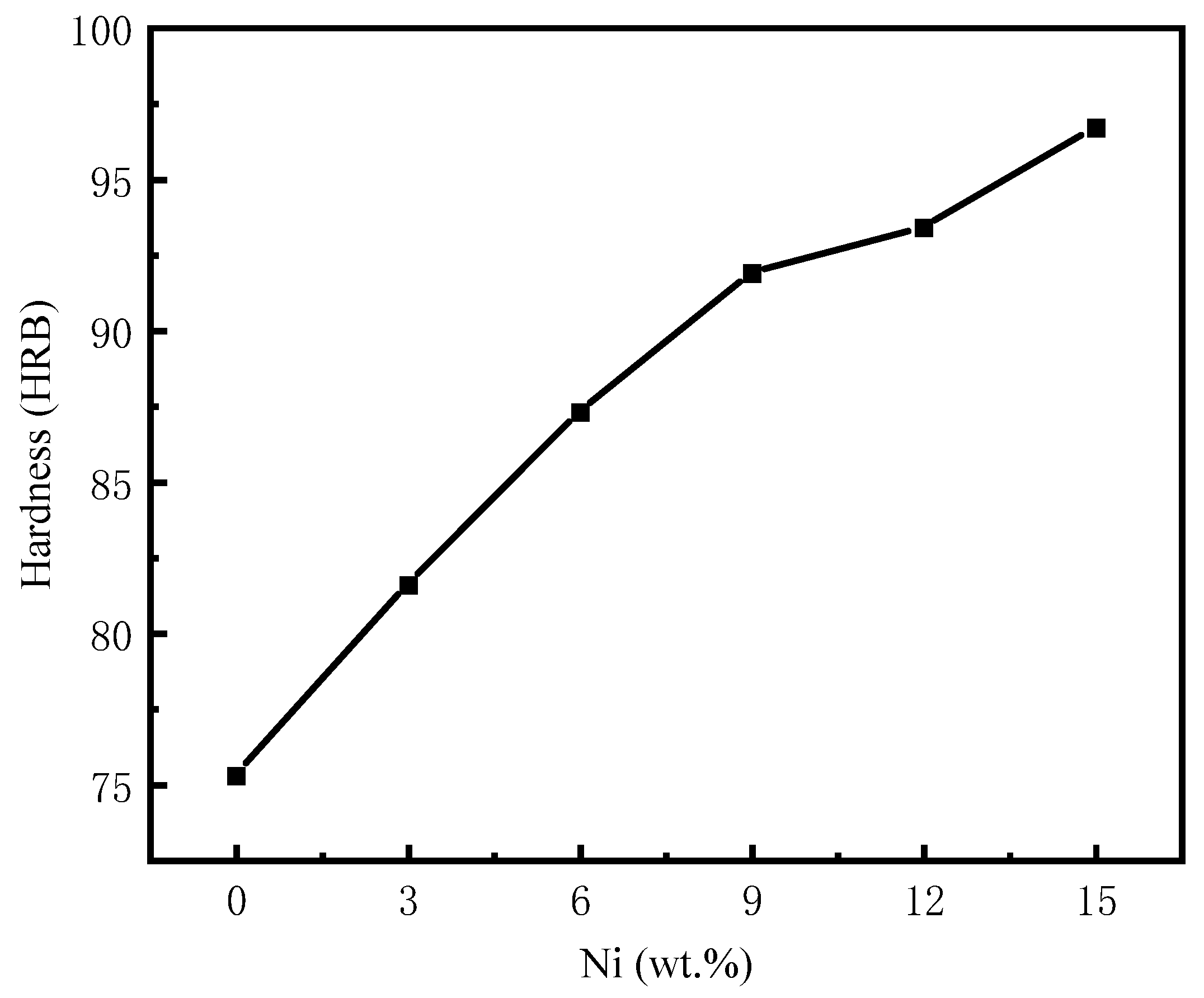
3.2.1. Effect of Ni Content on Hardness of Matrix
3.2.2. Effect of Ni Content on Shearing Strength and Bending Strength of Matrix
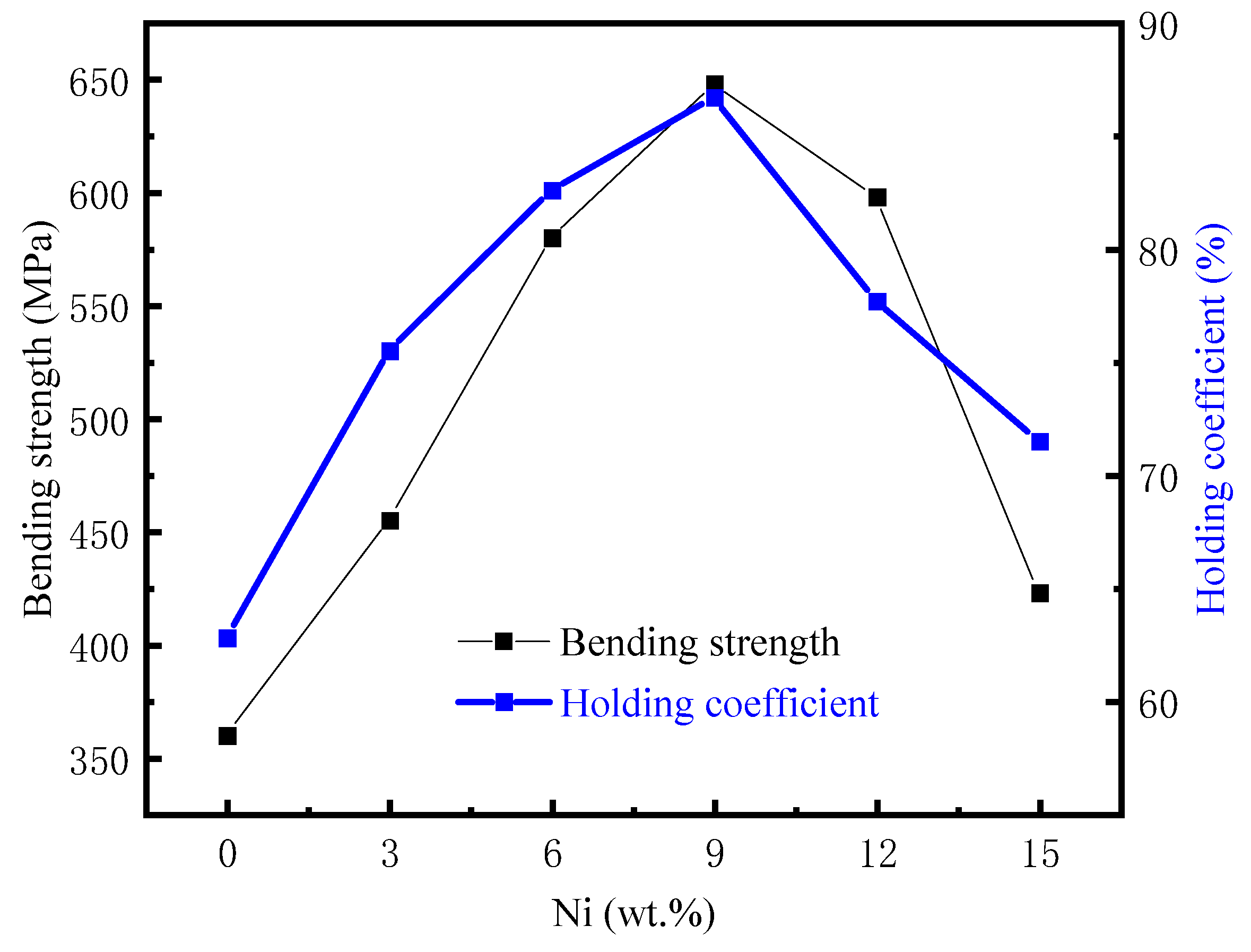
3.2.3. Influence of Ni on Bending Strength of Cutter Head of Diamond Tools
4. Conclusions
- With the increase of Ni content in the pre-alloyed powders, the microstructure of the matrix is refined and becomes more uniform; the hardness of the matrix increases.
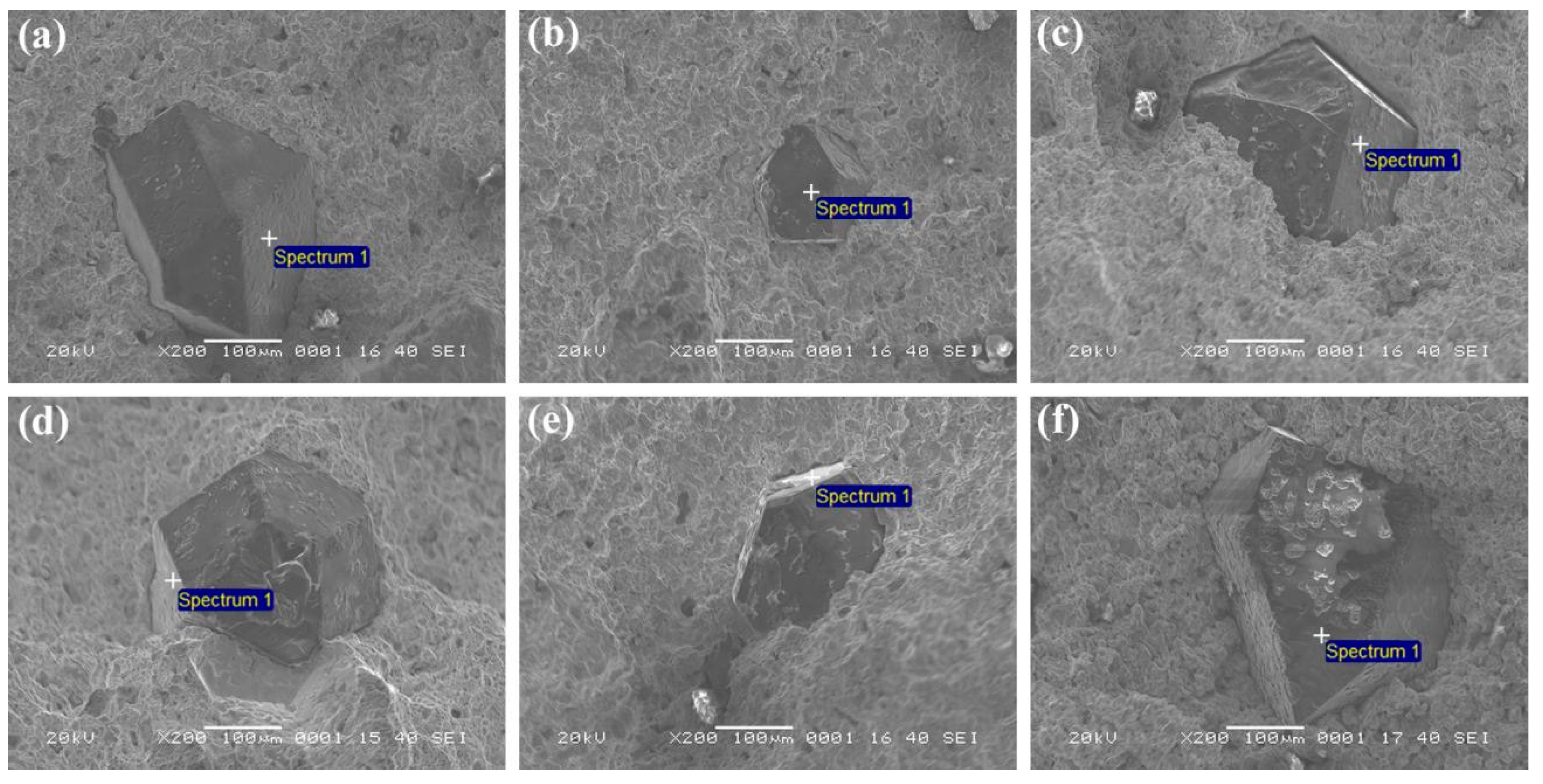
- When the content of Ni increased from 0 to 15 wt.%, the bending strength and the shearing strength both increased firstly, then reached the optimal value with the Ni content of 9 wt.% and decreased finally. The fracture morphologies of the matrix changed from brittle fracture into brittle-ductile fracture, then ductile fracture (with the Ni content of 9 wt.%), brittle-ductile mixed fracture and brittle fracture.
- With the increase of Ni content in the pre-alloyed powders, the bending strength of diamond tools and the holding coefficient of the sintered matrix to diamond increased firstly, then reached up to the maximum with the Ni content of 9 wt.% and decreased finally.
- The service life of diamond tools was greatly prolonged when adding the Ni content of 9 wt.% into the pre-alloyed powder.
Author Contributions
Funding
Conflicts of Interest
References
- Fang, Y.C.; Luo, X.Y.; Li, X.Y. Development of pre-alloyed powders for diamond tools and their characteristics. Mat. Sci. Forum 2007, 539–543, 2675–2680. [Google Scholar] [CrossRef]
- Barbosa, A.d.P.; Bobrovnitchii, G.S.; Skury, A.L.D.; Guimarães, R.d.S.; Filgueira, M. Structure, microstructure and mechanical properties of PM Fe–Cu–Co alloys. Mater. Des. 2010, 31, 522–526. [Google Scholar] [CrossRef]
- Li, W.S.; Zhan, J.; Wang, S.C.; Dong, H.F.; Li, Y.; Liu, Y. Characterizations and mechanical properties of impregnated diamond segment using Cu-Fe-Co metal matrix. Rare Met. 2012, 31, 81–87. [Google Scholar] [CrossRef]
- Zou, Q.H.; Wang, Z.G. Experiment on doping rare earth diamond tools matrix composites with Fe replacing Co. Appl. Mech. Mater. 2014, 692, 200–205. [Google Scholar] [CrossRef]
- Narasimhan, K.S. Sintering of powder mixtures and the growth of ferrous powder metallurgy. Mater. Chem. Phys. 2001, 67, 56–65. [Google Scholar] [CrossRef]
- Wang, Z.Q.; Wan, L.; Liu, X.P.; Hu, W.D.; Zhai, H.C.; Wang, J.S. Effect of iron group metal on the properties of vitrified bond for diamond grinding tool. Acta Mater. Compos. Sin. 2012, 29, 94–98. (In Chinese) [Google Scholar]
- Borowiecka-Jamrozek, J.; Konstanty, J. Microstructure and mechanical properties a new iron-base material used for the fabrication of sintered diamond tools. Adv. Mater. Res. 2014, 1052, 520–523. [Google Scholar] [CrossRef]
- Dai, H.; Wang, L.M.; Zhang, J.G.; Liu, Y.B.; Wang, Y.F.; Wang, L.; Wan, X.L. Iron based partially pre-alloyed powders as matrix materials for diamond tools. Powder Metall. 2015, 58, 83–86. [Google Scholar] [CrossRef]
- Zhao, X.; Li, J.; Duan, L.; Tan, S.; Fang, X. Effect of Fe-based pre-alloyed powder on the microstructure and holding strength of impregnated diamond bit matrix. Int. J. Refract. Met. Hard Mater. 2019, 79, 115–122. [Google Scholar] [CrossRef]
- Del Villar, M.; Muro, P.; Sánchez, J.M.; Iturriza, I.; Castro, F. Consolidation of diamond tools using Cu–Co–Fe based alloys as metallic binders. Powder Metall. 2001, 44, 82–90. [Google Scholar] [CrossRef]
- Long, W.M.; Liu, W.M.; Zhu, K.; Zhong, S.J.; Zou, W.; Li, W.; Zhao, J.T. Brazing effects of pre-alloyed powder in sintering of diamond tool. Weld. Join. 2008, 36–38. (In Chinese) [Google Scholar] [CrossRef]
- Chu, Z.Q.; Guo, X.Y.; Liu, D.H.; Tan, Y.X.; Dong, L.I.; Tian, Q.H. Application of pre-alloyed powders for diamond tools by ultrahigh pressure water atomization. Trans. Nonferrous Met. Soc. China 2016, 26, 2665–2671. [Google Scholar] [CrossRef]
- Chen, Z.W. Research and application of pre-alloyed powders for diamond tools. Diam. Abras. Eng. 2012, 12, 49–51. (In Chinese) [Google Scholar]
- Skury, A.L.D.; Bobrovinitchii, G.S.; De Azevedo, M.G.; Monteiro, S.N. Obtention and characaterization of the Sn-Ni-Fe-Cu alloys applied in diamond saw blade production. Mater. Sci. Forum 2012, 727–728, 305–309. [Google Scholar] [CrossRef]
- Zhang, S.H. Research on quantitative relationship between property of diamond sawblade and formula parameters of segment. Key Eng. Mater. 2004, 259–260, 159–164. [Google Scholar] [CrossRef]
- Lee, K.S.; Jung, S.B. Fabrication process and mechanical properties of Co-based metal bond in diamond impregnated tools. Korean J. Mater. Res. 2000, 10, 532–539. [Google Scholar]
- Liu, D.S.; Long, W.M.; Wu, M.F.; Qi, K.; Pu, J. Microstructure Evolution and Lifetime Extension Mechanism of Sn-Added Fe-Based Pre-Alloy Brazing Coating in Diamond Tools. Coatings 2019, 9, 364. [Google Scholar] [CrossRef] [Green Version]
- Lu, A.J.; Qin, H.Q.; Lei, X.X.; Meng, G.H.; Lin, F.; Cheng, Y. Influence of Ni on the performance of free sintering diamond tool matrix. Superhard Mater. Eng. 2014, 26, 35–38. (In Chinese) [Google Scholar]
- Yin, L.G.; Yin, Y.G.; Zhang, G.T.; Wang, T.; Xie, T.; Tian, M.; Wang, X.; Wu, X.B. The influence of Ni and P on the mechanical properties of iron-based power metallurgy material. Powder Metall. Technol. 2014, 32, 254–258. (In Chinese) [Google Scholar]
- Meng, G.H.; Lei, X.X.; Lu, A.J.; Qin, H.Q.; Lin, F. Effects of CuSn15 and Fe on the properties of pressureless sintered diamond tools matrix. Powder Metall. Technol. 2015, 33, 105–110. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Ratio (wt.%) |
|---|---|
| Ni | 0–15 |
| Sn | 2–10 |
| Cu | 15–25 |
| Zn | 10–15 |
| Fe | Balance |
| Ni Content (wt.%) | Chemical Elements/at.% | |||||
|---|---|---|---|---|---|---|
| C | Fe | Cu | Sn | Ni | Zn | |
| 0 | 98.07 | 1.12 | 0.50 | 0.12 | - | 0.16 |
| 3 | 96.12 | 1.15 | 0.63 | 2.03 | 0.07 | 0 |
| 6 | 96.05 | 2.53 | 0.94 | 0 | 0.29 | 0.18 |
| 9 | 80.69 | 13.72 | 3.46 | 0.99 | 0.45 | 0.69 |
| 12 | 98.59 | 1.27 | 0.09 | 0.01 | 0.01 | 0.04 |
| 15 | 96.34 | 1.21 | 1.32 | 0.55 | 0.47 | 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pu, J.; Sun, Y.; Long, W.; Wu, M.; Liu, D.; Zhong, S.; Xue, S. The Influence of Ni-Added Fe-Based Pre-Alloy on Microstructure Evolution and Lifetime Extension of Diamond Tools. Crystals 2021, 11, 1427. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111427
Pu J, Sun Y, Long W, Wu M, Liu D, Zhong S, Xue S. The Influence of Ni-Added Fe-Based Pre-Alloy on Microstructure Evolution and Lifetime Extension of Diamond Tools. Crystals. 2021; 11(11):1427. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111427
Chicago/Turabian StylePu, Juan, Yubo Sun, Weimin Long, Mingfang Wu, Dashuang Liu, Sujuan Zhong, and Songbai Xue. 2021. "The Influence of Ni-Added Fe-Based Pre-Alloy on Microstructure Evolution and Lifetime Extension of Diamond Tools" Crystals 11, no. 11: 1427. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111427