
Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Zr-4 Alloy Joint

Abstract
:1. Introduction
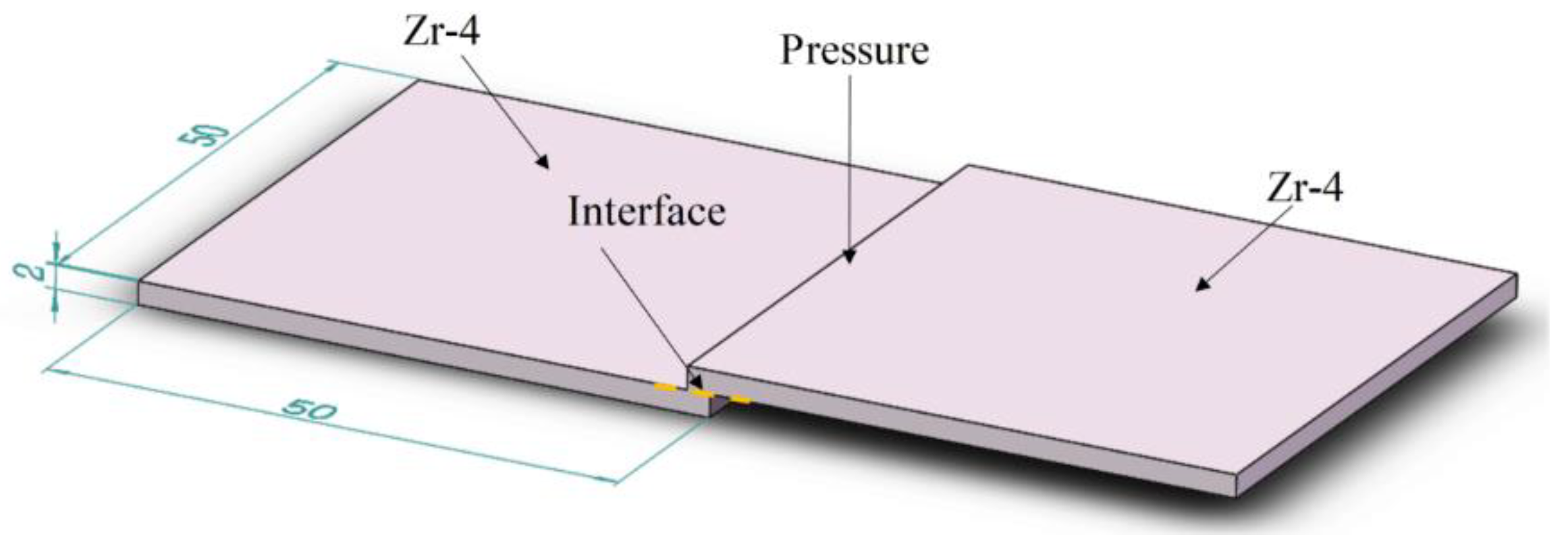
2. Materials and Experimental Procedures
3. Results and Discussion
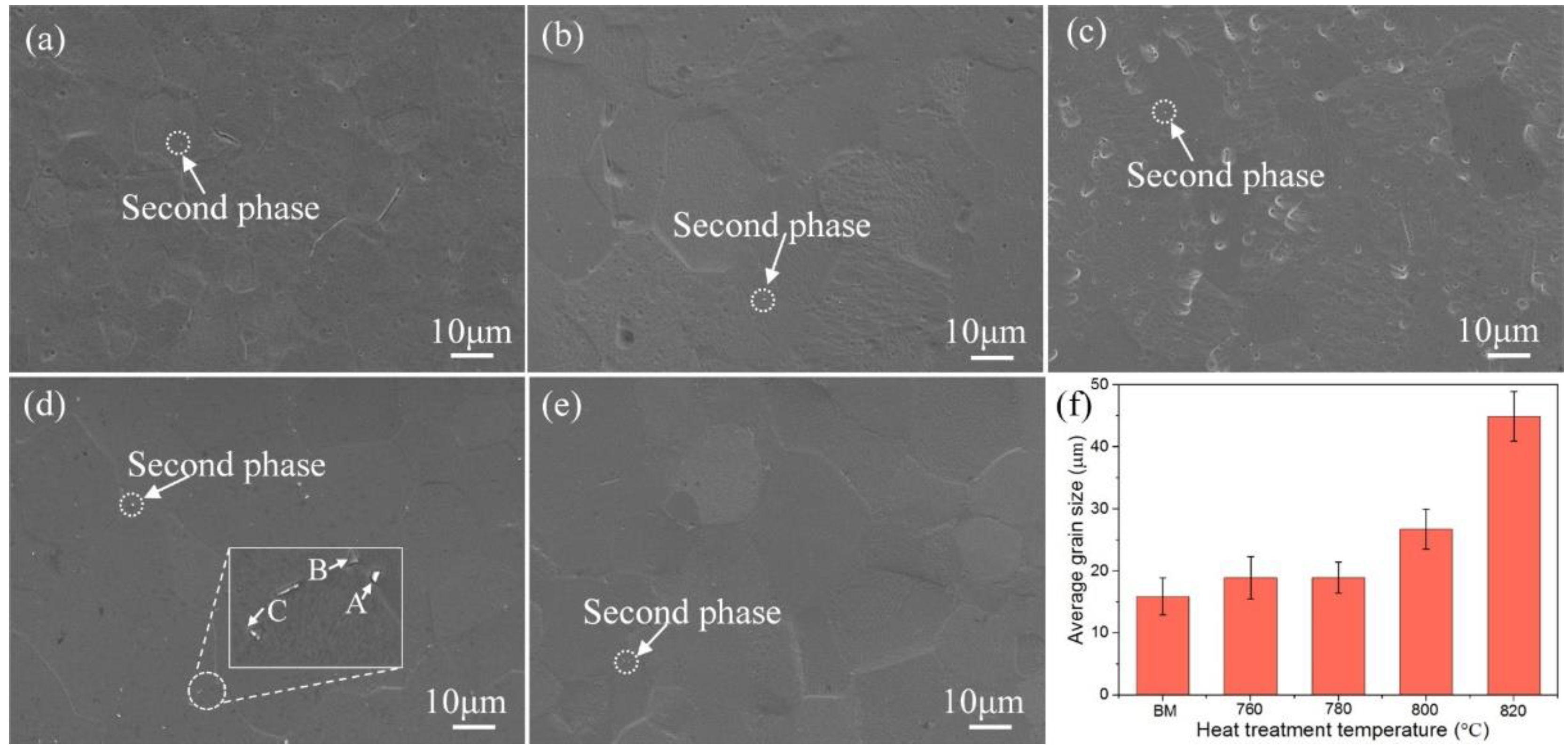
3.1. Effect of Heat Treatment on the Microstructure and Properties of Zr-4 Alloy
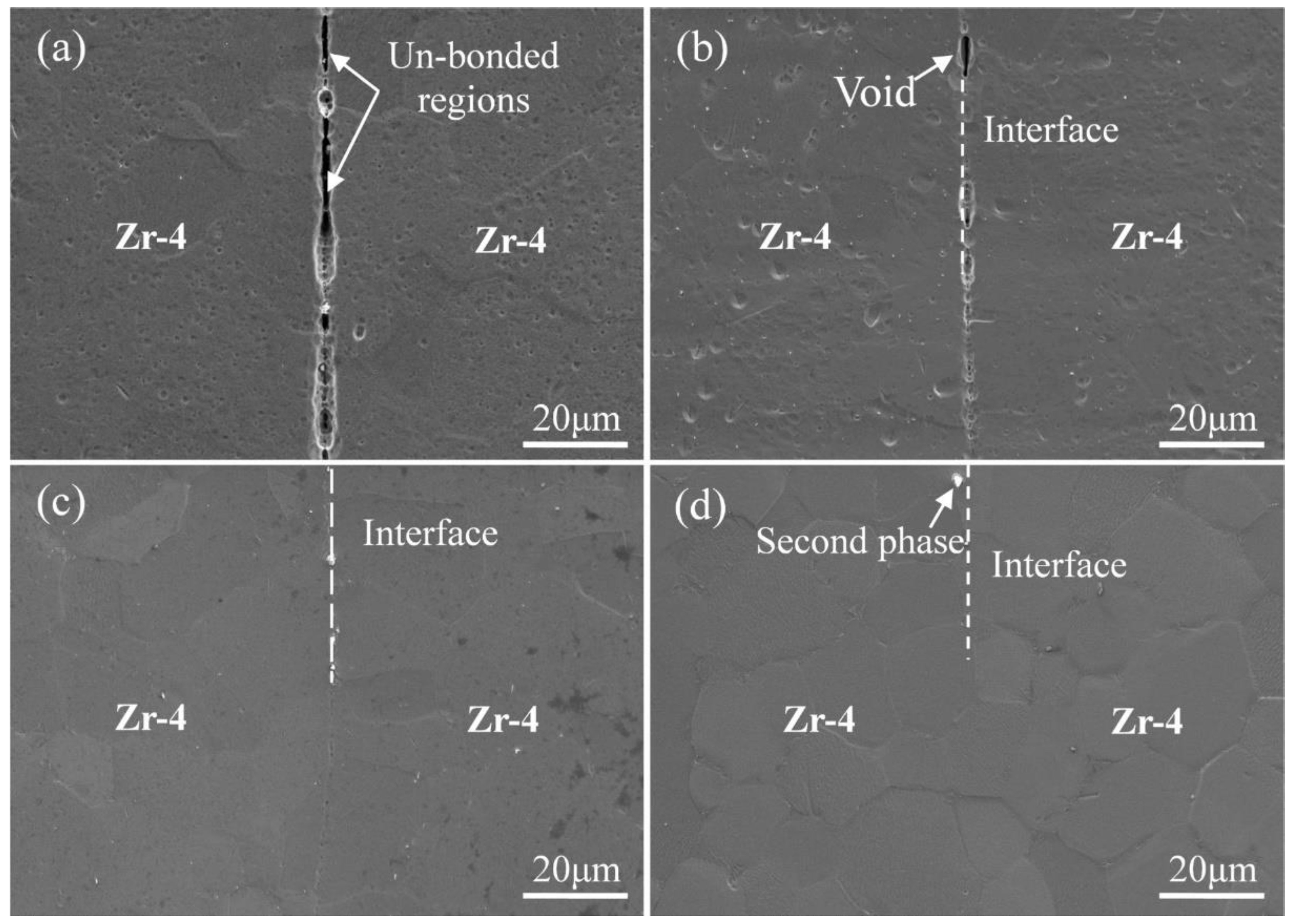
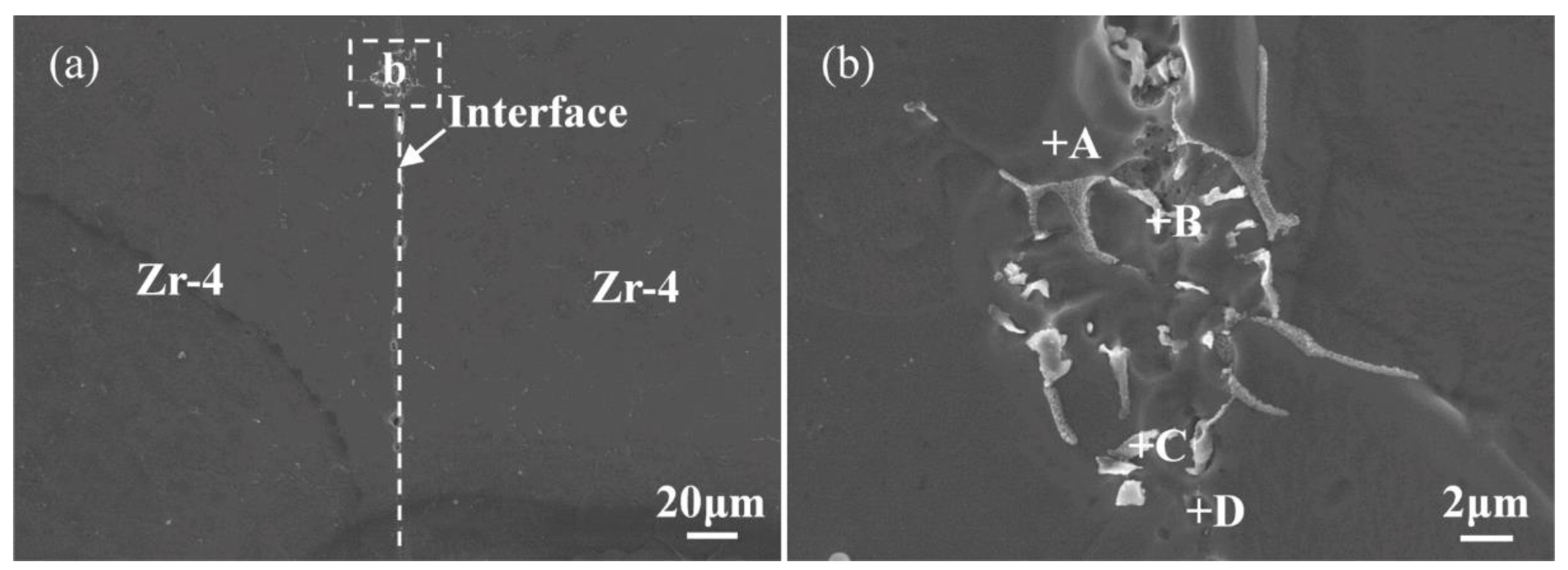
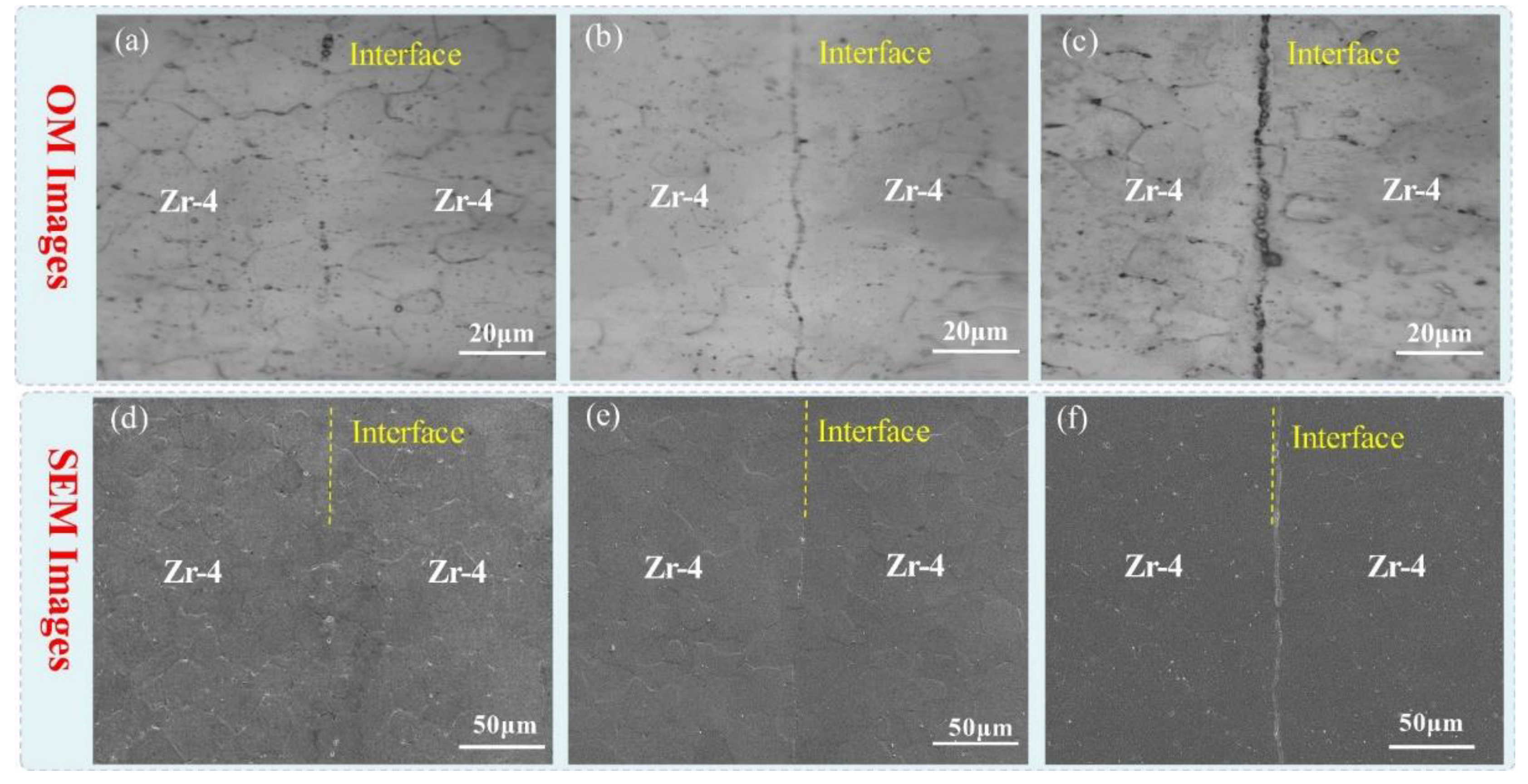
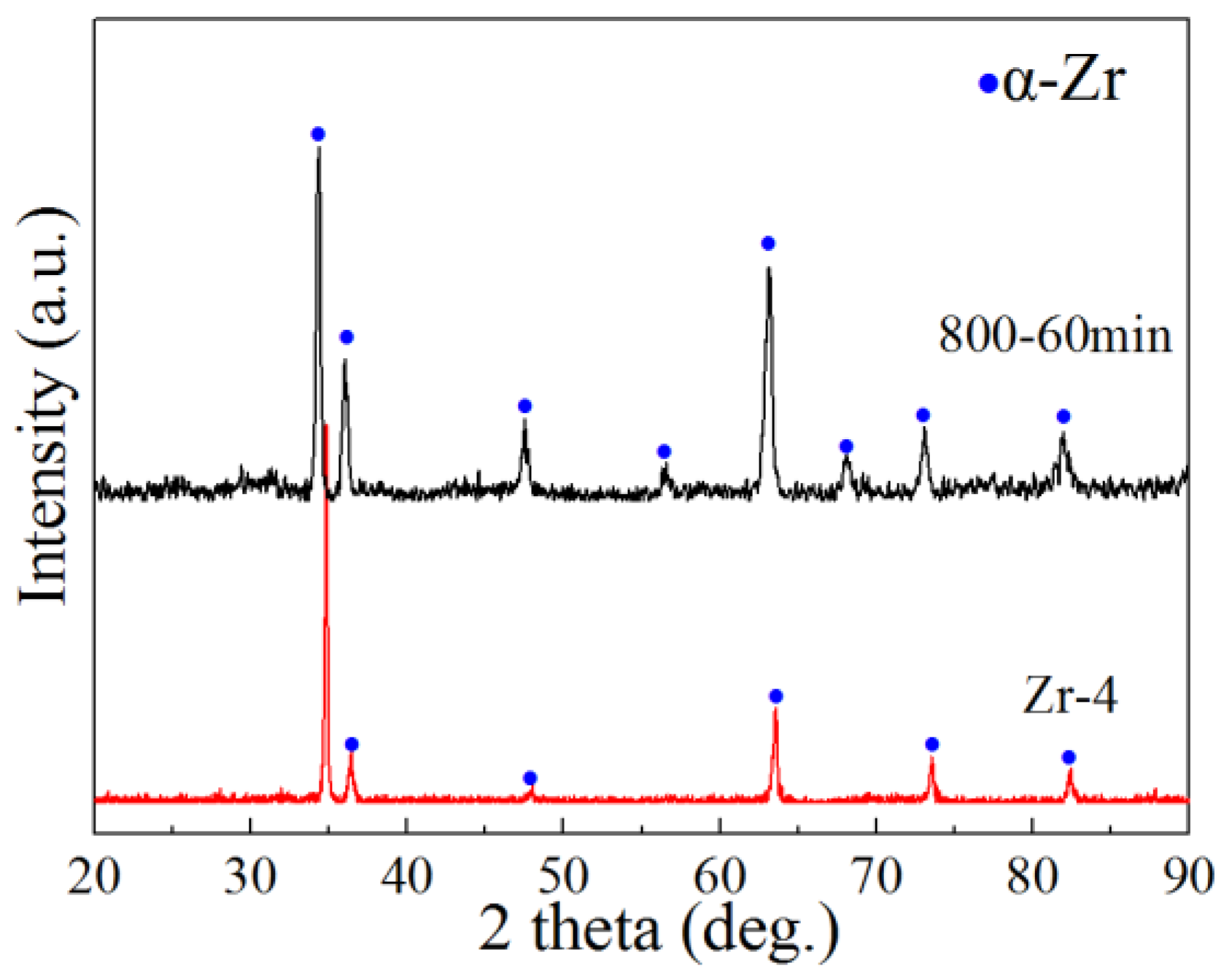
3.2. Analysis of the Interfacial Microstructure of Zr-4 Alloy Diffusion Bonding Joint
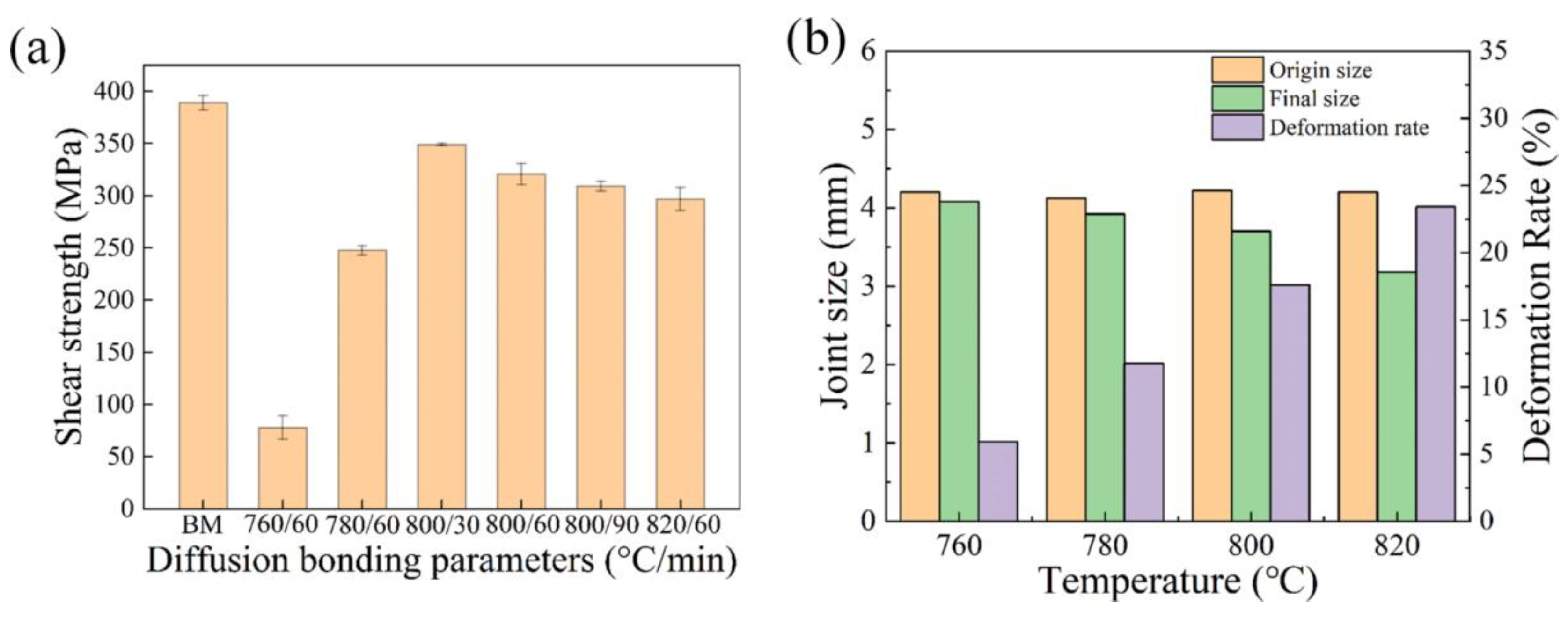
3.3. Influence of Diffusion Bonding Process Parameters on the Mechanical Properties of the Joints
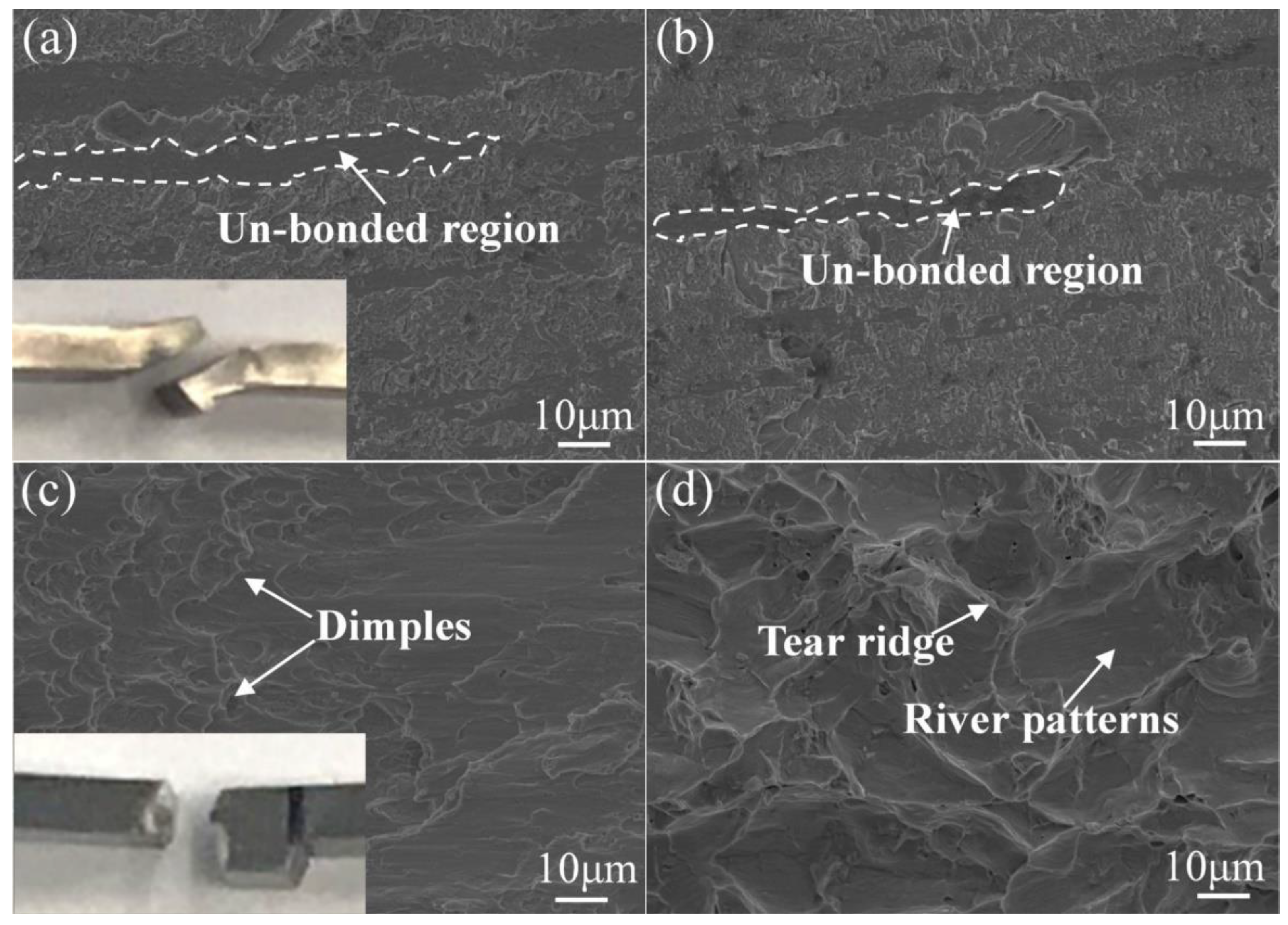
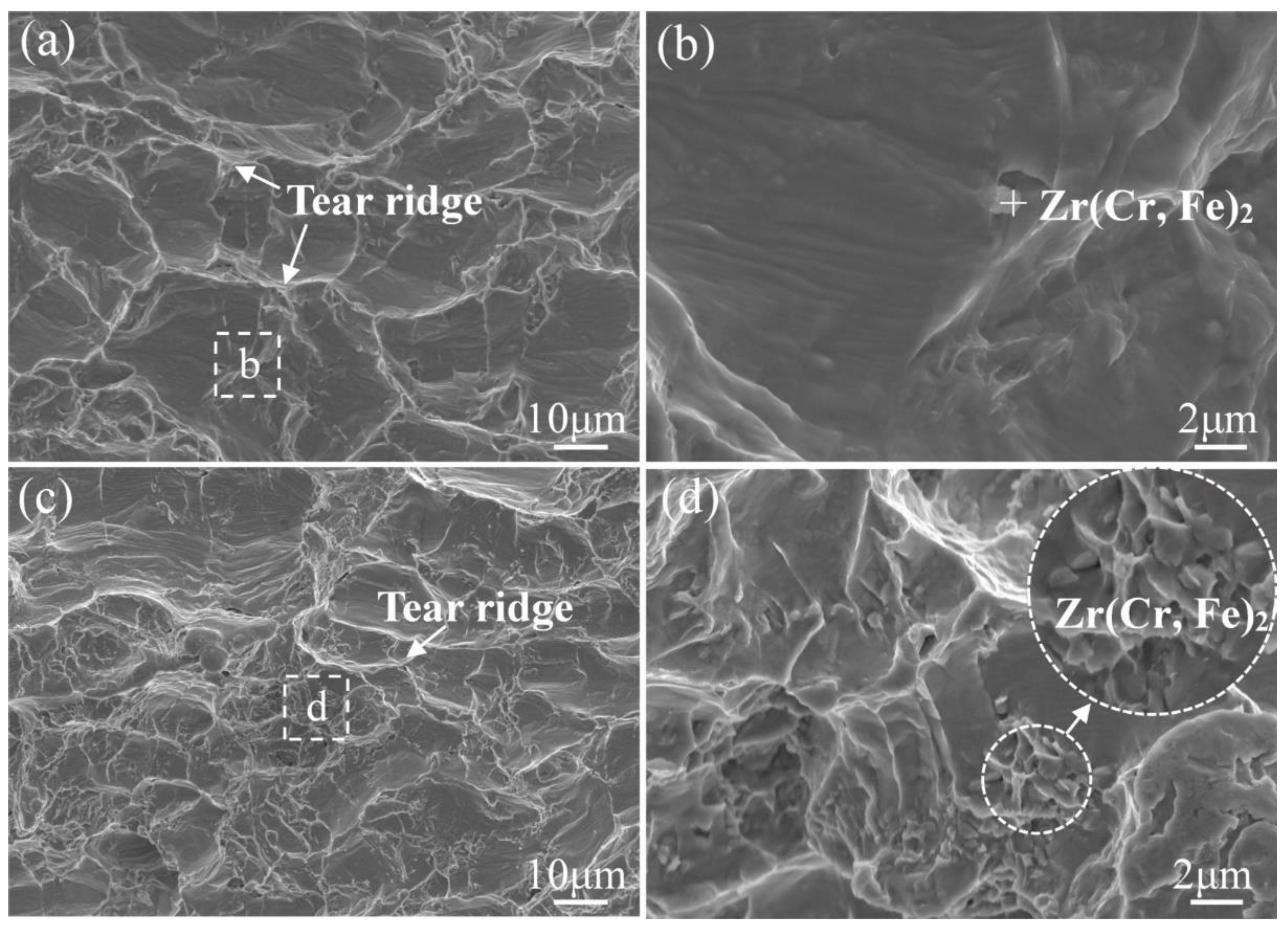
3.4. Analysis of Fracture Morphology of the Diffusion Bonded Joint
4. Conclusions
- The bonding ratio of Zr-4 alloy diffusion joints gradually increases with the increase of bonding temperature and reaches the value of 92% above 800 °C. The shear strength of this diffusion joint reaches the largest value of 349 MPa at 800 °C for 30 min, which reaches 89.7% of the shear strength of Zr-4 alloy (389 MPa).
- The increase of the bonding temperature and the extension of the holding time will contribute to the precipitation of the second phase in the joint. The second phase is mainly Zr(Cr, Fe)2 and eutectic α-Zr + Zr(Fe, Cr)2, which have higher hardness than the Zr-4 base material. It demonstrated that the second phase can reduce the interface bonding ratio and induce the formation of cracks during fracture initiation. Thus, retarding the formation of Zr(Cr, Fe)2 is significant to improving the mechanical properties of the joint.
- Too low (760 °C) and too high (820 °C) bonding temperatures are detrimental to the mechanical properties of the joint. The low temperature will induce the formation of un-bonded regions in the joint, and the high temperature will induce the increase of grain size and the formation of a brittle second phase. Furthermore, the shear strength of the diffusion joint is significantly reduced after the diffusion holding time is extended due to the increase of the Zr(Cr, Fe)2 and eutectic α-Zr + Zr(Fe, Cr)2 phase.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Azam, A.; Rafiq, M.; Shafique, M.; Zhang, H.; Yuan, J. Analyzing the effect of natural gas, nuclear energy and renewable energy on GDP and carbon emissions: A multi-variate panel data analysis. Energy 2021, 219, 119592. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Was, G.S. Materials challenges in nuclear energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Anser, M.K.; Ahmad, M.; Khan, M.A.; Nassani, A.A.; Askar, S.E.; Zaman, K.; Abro, M.M.Q.; Kabbani, A. Progress in nuclear energy with carbon pricing to achieve environmental sustainability agenda: On the edge of one’s seat. Environ. Sci. Pollut. Res. 2021, 28, 34328–34343. [Google Scholar] [CrossRef] [PubMed]
- Ding, S.; Tao, Z.; Zhang, H.; Li, Y. Forecasting nuclear energy consumption in China and America: An optimized structure-adaptative grey model. Energy 2022, 239, 121928. [Google Scholar] [CrossRef]
- Xiao-Ding, L.; Yun-Huan, Q.; Li-Hui, Z.; Yu, G.; Yi-Man, D.; Guang-Hui, L. Forecast of China’s future nuclear energy development and nuclear safety management talents development. IOP Conf. Ser. Earth Environ. Sci. 2021, 691, 12022. [Google Scholar] [CrossRef]
- Zhan, L.; Bo, Y.; Lin, T.; Fan, Z. Development and outlook of advanced nuclear energy technology. Energy Strat. Rev. 2021, 34, 100630. [Google Scholar] [CrossRef]
- Terrani, K.A. Accident tolerant fuel cladding development: Promise, status, and challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Schino, A.D. Manufacturing and applications of stainless steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef] [Green Version]
- Bailly-Salins, L.; Borrel, L.; Jiang, W.; Spencer, B.W.; Shirvan, K.; Couet, A. Modeling of high-temperature corrosion of zirconium alloys using the extended finite element method (X-FEM). Corros. Sci. 2021, 189, 109603. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, H.; Song, X. Expansion deformation behavior of zirconium alloy claddings with different hydrogen concentrations. J. Nucl. Mater. 2021, 554, 153082. [Google Scholar] [CrossRef]
- Yun, D.; Lu, C.; Zhou, Z.; Wu, Y.; Liu, W.; Guo, S.; Shi, T.; Stubbins, J.F. Current state and prospect on the development of advanced nuclear fuel system materials: A review. Mater. Rep. Energy 2021, 1, 100007. [Google Scholar] [CrossRef]
- Ahmad, M.; Akhter, J.; Shaikh, M.; Akhtar, M.; Iqbal, M.; Chaudhry, M. Hardness and microstructural studies of electron beam welded joints of Zircaloy-4 and stainless steel. J. Nucl. Mater. 2002, 301, 118–121. [Google Scholar] [CrossRef]
- Lee, J.G.; Lim, C.H.; Kim, K.H.; Park, S.S.; Lee, M.K.; Rhee, C.K. Brazing characteristics of a Zr-Ti-Cu-Fe eutectic alloy filler metal for Zircaloy-4. J. Nucl. Mater. 2013, 441, 431–438. [Google Scholar] [CrossRef]
- Lee, M.K.; Lee, J.G.; Kim, K.H.; Lim, C.H.; Rhee, C.K.; Park, C.H. Amorphous sputter coating of a multi-component Zr-Ti-Ni-Cu alloy as a filler for brazing Zircaloy-4. J. Nucl. Mater. 2012, 426, 9–15. [Google Scholar] [CrossRef]
- Ahmad, M.; Akhter, J.I.; Akhtar, M.; Iqbal, M. Microstructure and characterization of phases in TIG welded joints of Zircaloy-4 and stainless steel 304L. J. Mater. Sci. 2007, 42, 328–331. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, Y.; Ren, L.; Quan, G.; Liu, Y.; Pan, H. Effect of bonding temperature on microstructure and mechanical properties of 304L/Zircaloy-4 diffusion-bonded joints with Ni/Ta hybrid interlayer. Adv. Eng. Mater. 2021, 2100555. [Google Scholar] [CrossRef]
- Parga, C.; van Rooyen, I.; Coryell, B.; Lloyd, W.; Valenti, L.; Usman, H. Room temperature mechanical properties of electron beam welded zircaloy-4 sheet. J. Mater. Process. Technol. 2017, 241, 73–85. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, D.; Panakkal, J.P. Interaction between SS-302 and Zircaloy during fuel pin welding. J. Mater. Sci. Lett. 1995, 14, 1383–1385. [Google Scholar] [CrossRef]
- Rodriguez, N.; Dickinson, T.; Nguyen, D.H.; Park, E.; Foyos, J.; Sutherlin, R.; Sparkowich, S.; Hogue, F.; Stoyanov, P.; Ogren, J.; et al. On the bimodal grain growth in zirconium grade 702 alloy. Eng. Fail. Anal. 2008, 15, 440–444. [Google Scholar] [CrossRef]
- Liu, X.; Cinbiz, M.N.; Kombaiah, B.; He, L.; Teng, F.; Lacroix, E. Structure of the pellet-cladding interaction layer of a high-burnup Zr-Nb-O nuclear fuel cladding. J. Nucl. Mater. 2021, 556, 153196. [Google Scholar] [CrossRef]
- Raj, B.; Vijayalakshmi, M.; Rao, P.V.; Rao, K. Challenges in materials research for sustainable nuclear energy. MRS Bull. 2008, 33, 327–337. [Google Scholar] [CrossRef] [Green Version]
- Was, G.; Petti, D.; Ukai, S.; Zinkle, S. Materials for future nuclear energy systems. J. Nucl. Mater. 2019, 527, 151837. [Google Scholar] [CrossRef]
- Li, C.; Si, X.; Bian, S.; Dong, Z.; Huang, Y.; Qi, J.; Feng, J.; Cao, J. Diffusion bonding of Ti and Zr at ultra-low temperature via surface nano-crystallization treatment. Mater. Sci. Eng. A 2020, 785, 139413. [Google Scholar] [CrossRef]
- Yang, Z.; Chen, Y.; Niu, S.; Wang, Y.; Han, Y.; Cai, X.; Wang, D. Phase transition, microstructural evolution and mechanical properties of Ti-6Al-4V and Ti-6.5Al-3.5Mo-1.5Zr-0.3Si joints brazed with Ti-Zr-Ni-Cu filler metal. Arch. Civ. Mech. Eng. 2020, 20, 88. [Google Scholar] [CrossRef]
- Taouinet, M.; Kamel, N.E.; Lebaili, S. Diffusion bonding between Zircaloy-4 and 304L stainless steel in the presence of a eutectic. Mater. Manuf. Process. 2013, 28, 1327–1334. [Google Scholar] [CrossRef]
- Taouinet, M.; Lebaili, S.; Souami, N. Characterization of the interface to diffusion bonding of zircaloy-4 and stainless steel. Phys. Procedia 2009, 2, 1231–1239. [Google Scholar] [CrossRef] [Green Version]
- Chemelle, P.; Knorr, D.; Van Der Sande, J.; Pelloux, R. Morphology and composition of second phase particles in zircaloy-2. J. Nucl. Mater. 1983, 113, 58–64. [Google Scholar] [CrossRef]
- Okamoto, H. Supplemental literature review of binary phase diagrams: B-Fe, Cr-Zr, Fe-Np, Fe-W, Fe-Zn, Ge-Ni, La-Sn, La-Ti, La-Zr, Li-Sn, Mn-S, and Nb-Re. J. Phase Equilibria Diffus. 2016, 37, 621–634. [Google Scholar] [CrossRef]
- Stein, F.; Sauthoff, G.; Palm, M. Experimental determination of intermetallic phases, phase equilibria, and invariant reaction temperatures in the Fe-Zr system. J. Phase Equilibria Diffus. 2002, 23, 480–494. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | Zr | Sn | Cr | Fe | Possible Phase |
|---|---|---|---|---|---|
| A | 37.52 | 00.38 | 18.63 | 43.47 | Zr(Cr, Fe)2 |
| B | 31.09 | 0.23 | 23.24 | 45.44 | Zr(Cr, Fe)2 |
| C | 43.20 | 0.47 | 17.61 | 38.72 | Zr(Cr, Fe)2 |
| Bonding Temperature (°C) | 760 | 780 | 800 | 820 |
|---|---|---|---|---|
| Interface Bonding ratio | 74% | 83% | 92% | 95% |
| Point | Zr | Sn | Cr | Fe | Possible Phase |
|---|---|---|---|---|---|
| A | 92.52 | 01.76 | 01.66 | 04.06 | α-Zr |
| B | 47.87 | 00.78 | 12.72 | 38.63 | Eutec. α-Zr + Zr(Fe, Cr)2 |
| C | 43.70 | 00.75 | 12.69 | 42.86 | Zr(Cr, Fe)2 |
| D | 95.01 | 02.29 | 01.01 | 01.69 | α-Zr |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Yang, X.; Wang, J.; Xiao, Z.; Qi, F.; Sun, K.; Wang, Y.; Yang, Z. Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Zr-4 Alloy Joint. Crystals 2021, 11, 1437. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111437
Wang Z, Yang X, Wang J, Xiao Z, Qi F, Sun K, Wang Y, Yang Z. Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Zr-4 Alloy Joint. Crystals. 2021; 11(11):1437. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111437
Chicago/Turabian StyleWang, Zeming, Xu Yang, Jing Wang, Zhonglin Xiao, Fugong Qi, Kongbo Sun, Ying Wang, and Zhenwen Yang. 2021. "Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Zr-4 Alloy Joint" Crystals 11, no. 11: 1437. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111437