2.1. Simulations of Temperature Distribution and Fluid Flow
Numerical models of an ammonothermal setup were set up using the commercial software Phoenics (Concentration, Heat and Momentum Limited (CHAM)), which uses the SIMPLEST (SIMPLE ShorTened) algorithm. Simulations were conducted effectively in 2D. Although there is a literature work suggesting that 3D simulations may be necessary for accurately modeling heat and mass transfer in ammonothermal systems [
14], 2D simulations were deemed appropriate for the purpose of this study. Since the focus of this study is on boundary conditions at the outer autoclave wall and their effect on temperature and flow field inside the autoclave, short-term fluctuations due to three-dimensional flow are not expected to have a major effect on the results of this study. Similarly, also the effects of non-axisymmetric solids, namely the seeds, are not expected to be negligible for a detailed study of internal fluid flow. However, the global effects of their lack of symmetry are thought to be rather small. In particular, neither short-term fluctuations in fluid flow nor the cuboid shape of the seeds are expected to affect the main goal of this study, which is to identify suitable types of boundary conditions at the outer autoclave wall or at the active part of the heaters. On the other hand, a large amount of computational time is saved by using 2D simulations, given the large domain size that is necessary for studying the heat transfer in the furnace and its surroundings.
Note that for the finite-volume numerical solution method employed in Phoenics CFD software, a nonzero volume is required also for a 2D simulation. Therefore, a nonzero third dimension is required, although the choice of this dimension (in which only one mesh cell exists) is of no fundamental significance. It is, however, important to note that absolute quantities related to the volume or surface area of objects depend on this third dimension. For this reason, heater powers needed to maintain certain temperatures in the here presented simulations cannot directly be compared to experimentally used heater powers. The third dimension was set to 1 mm; therefore, the simulation domain represents a 1 mm thick slice through half of the experimental setup (approximating the experimental setup as axially symmetric). Accordingly, the powers required to keep the simulation domain at a given temperature are small compared to the heater output required to maintain the same temperatures in the complete volume of an experimental setup.
The geometry was based on ammonoacidic literature assuming retrograde solubility [
21,
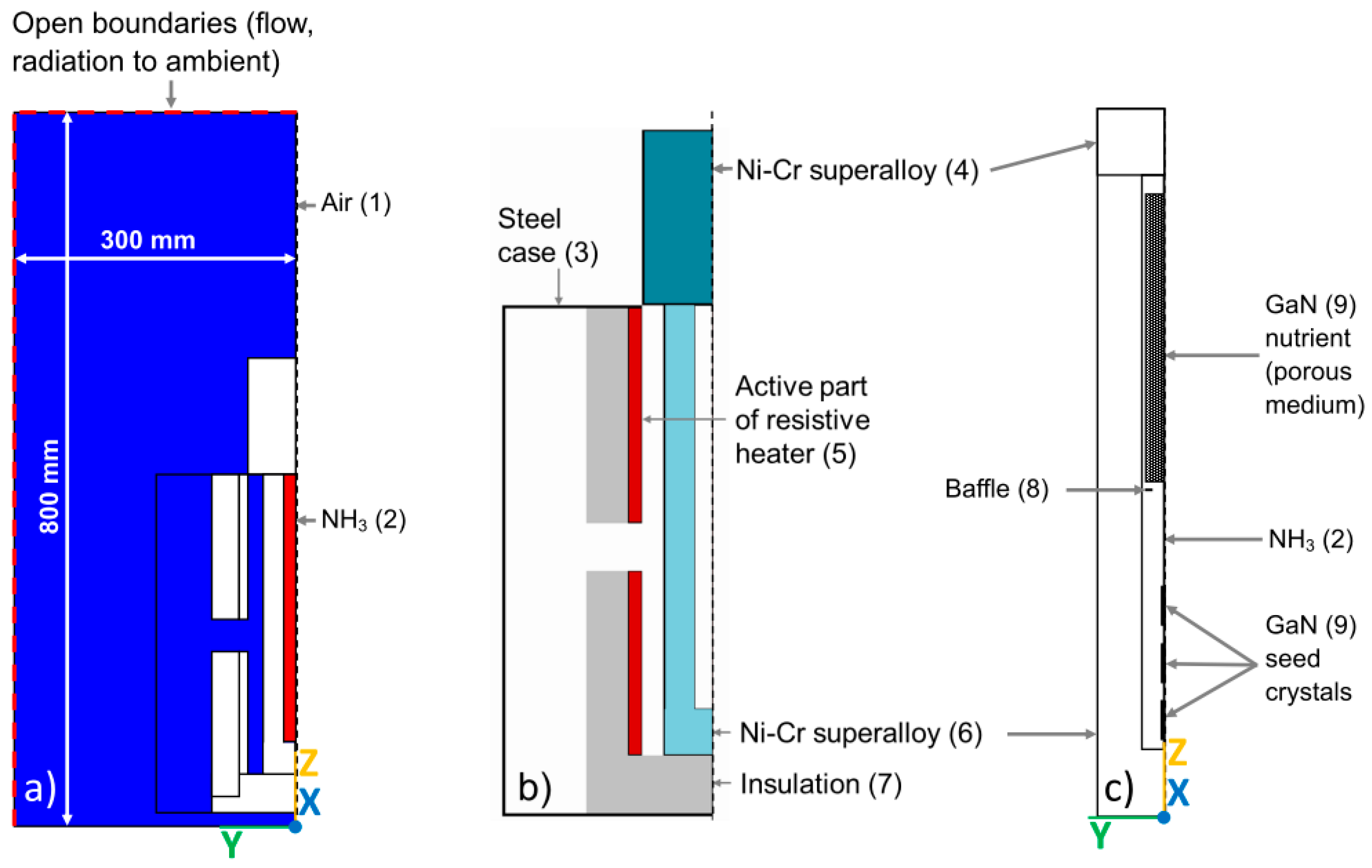
22] for the placement of seeds and nutrient. Three types of simulation cases were used in this study. They will be termed A, B, and C. Cases of type A include the entire setup including the furnace and its surrounding. The geometry of type A cases is depicted in
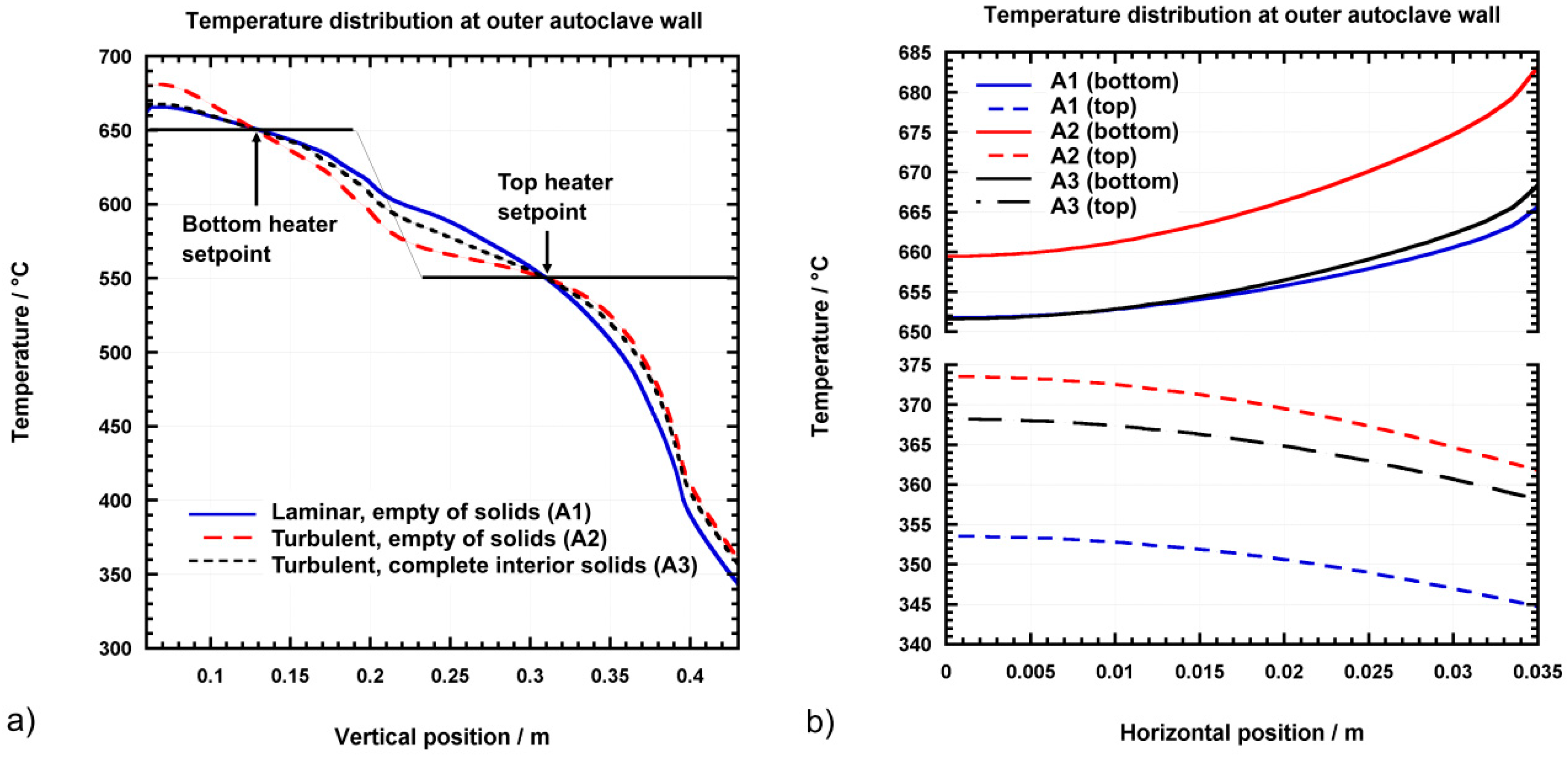
Figure 1a,b. The locations of control temperature measurement (corresponding to thermocouple locations in experimental work) were 310 mm and 130 mm above the bottom domain boundary of the type A cases. The lateral position of the control temperature measurement locations was 32 mm, which is 3 mm inwards from the surface of the outer autoclave wall and ensures evaluation of stable autoclave wall temperatures that are not significantly affected by short-term fluctuations in convective flow of the surrounding air inside the furnace. Fluid flow was considered both inside the autoclave and in air-filled spaces of the furnace, i.e., in both the blue and red regions in
Figure 1a. Dimensions and materials of the autoclave and furnace are given in
Figure 1b. Note that these dimensions also apply to cases of types B and C, of which the simulation domain and geometry is shown in
Figure 1c. Vice versa, the materials and dimensions of the solids inside the autoclave that are indicated in
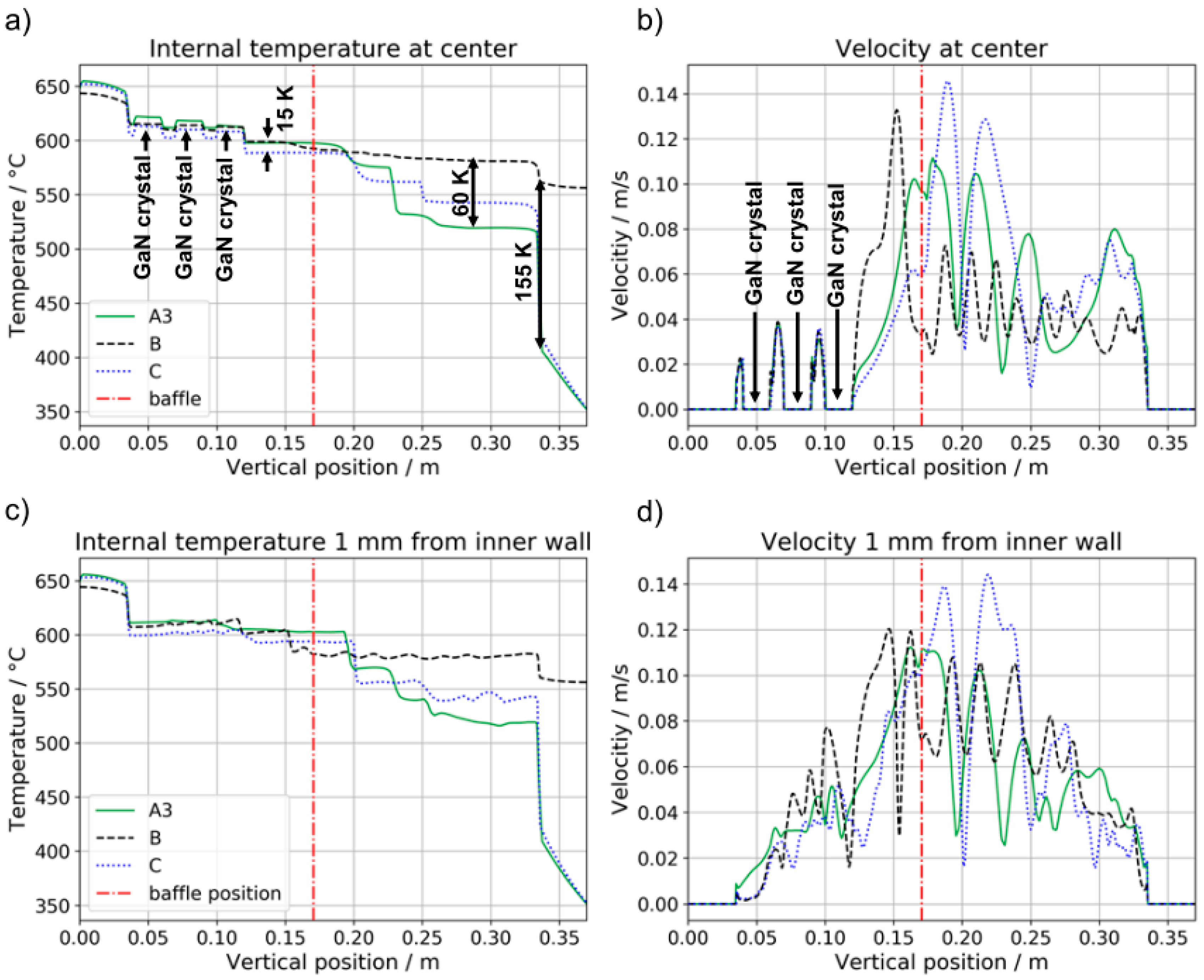
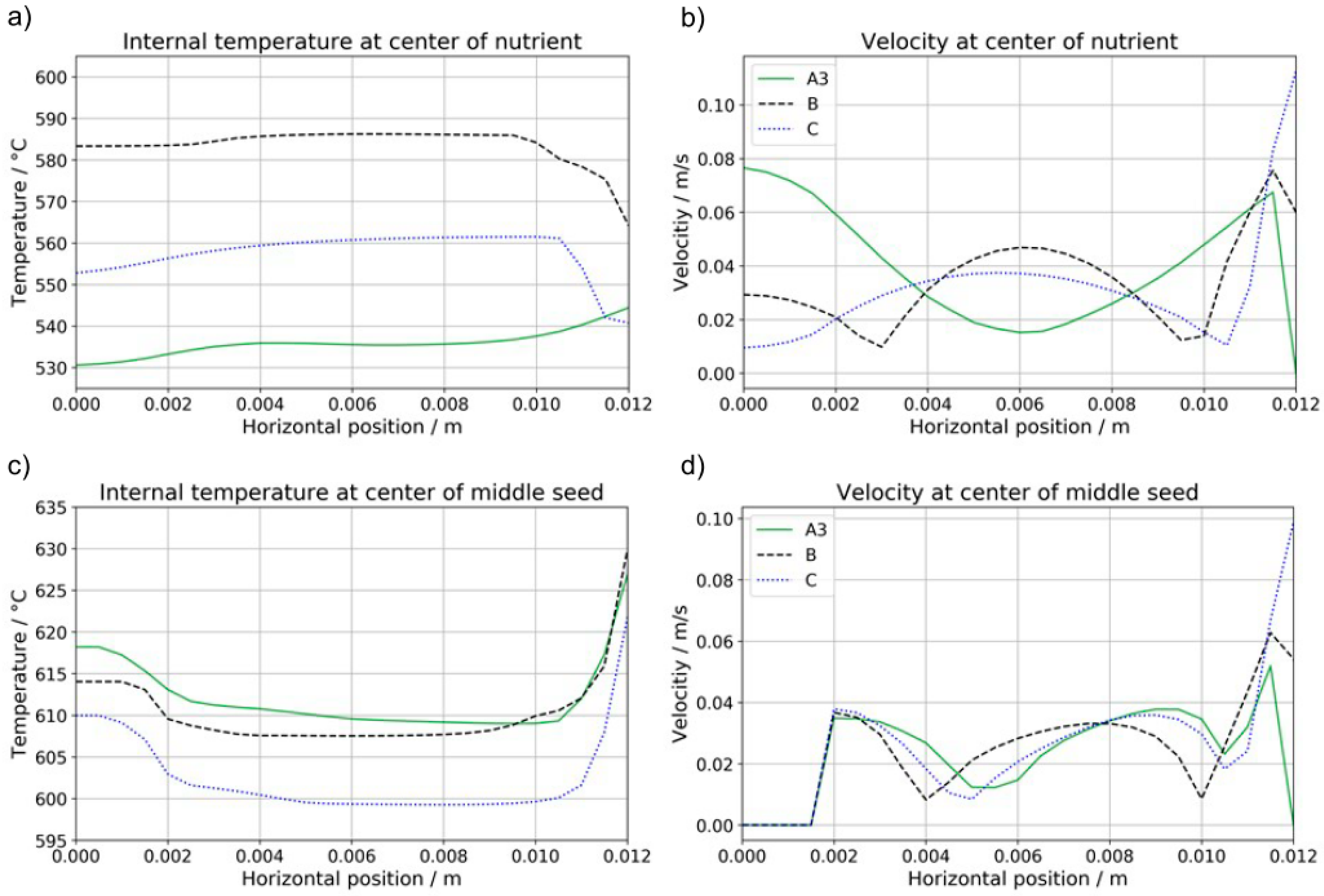
Figure 1c also apply to type A cases if interior solids were present therein. The vertical length of each seed was 20 mm, and the lateral width was 3 mm (of which 1.5 mm were inside the simulation domain). The center of the seeds was positioned 75 mm, 45 mm, and 15 mm above the bottom inner wall, respectively. The ring-shaped baffle had an inner radius of 6.6 mm and an outer radius of 10 mm, resulting in and open space ratio (OSR) of 30.25%. The thickness of the baffle was 1 mm. The center of the baffle was located 135 mm above the bottom inner wall. The radius of the nutrient was 10 mm, and the height of the nutrient was 150 mm. The center of the nutrient was placed 215 mm above the bottom inner wall.
In order to investigate how different fixed-temperature boundary conditions at the outer autoclave wall can yield similarly accurate results at lower computational cost, a simplified model containing only the autoclave was set up. Depending on the fixed-temperature boundary condition used, this simplified model will be termed type B and C, respectively. Type B represents cases with heater-long fixed temperatures and otherwise adiabatic walls whereas type C uses the temperature distribution determined for the outer autoclave wall by an analogous type A simulation. (A complete list of conducted simulation cases and the motivation for the choice of conditions will be given in Table 4 and the corresponding text section.)
An overview of the materials used is given in
Table 1. The numbers in brackets are used in subsequent tables as well as
Figure 1 to refer to the materials.
The materials properties used are given in
Table 2 for fluids and
Table 3 for solids, respectively. To account for the temperature dependency of density as a driving force for buoyancy, Boussinesq approximation was used to model natural convection. This implies assuming that density variations are negligibly small everywhere except in the gravitational term, and that density is a linear function of temperature T1. In this case, density variations do not appear explicitly in the momentum equations. Density variations are thus described as a function of temperature T1 as follows (Equation (1)) [
23]:
The reference density is a constant density chosen as the density of air at ambient conditions. represents the volumetric thermal expansion coefficient. Multiplying the term with gravity g yields the buoyancy force.
The energy equation was formulated in terms of temperature (Equation (2)) [
23]:
Therein, the subscripts (+/−) refer to the neighbor cells in positive/negative direction. Subscript t refers to the current time-step whereas subscript t−1 refers to the previous time-step. Thus, for instance, is the mass of fluid in the cell described by equation 2, at the previous time-step. The mass in-flow rate is denoted as m. A represents the cell-face area and dX the distance between cell centers. The thermal conductivity is denoted as k. Conservation of mass is implied. The energy source term is an effective specific heat capacity and defined as . Therein, H refers to the enthalpy, is the enthalpy of the material at absolute zero, and is the temperature on an absolute scale (i.e., in Kelvin).
Radiative heat transfer was implemented using Immersol model [
25] because a significant contribution of radiation to the heat transfer from heaters to autoclave is expectable at growth temperatures. Immersol model uses the grey-medium approximation (i.e., neglects wavelength dependence). It is valid independently of the mean free path of radiation, i.e., for optically-thin and optically-thick gaps filled with transparent medium but also in-between those limits [
23].
The radiosity
Je, i.e., the sum of all radiation fluxes traversing the volume (regardless of direction and wavelength) is defined by Equation (3):
In Equation (2),
σ is the Stefan–Boltzmann constant and
T3 is the radiosity temperature in Kelvin, which is a separate variable in Phoenics. At the boundaries of transparent medium and solids, as well as within solids, the radiosity temperature is equal to the first phase temperature
T1. The radiant flux at such boundaries, however, depends not only on the gradient of
T3 in the medium near the wall but also on the emissivity of the wall. The differential equation for
T3 is as follows (Equation (4)):
Therein, λ
3 represents the thermal conductivity pertaining to the radiosity temperature
T3 described by Equation (5):
Therein,
is the emissivity per unit length and
is the scattering coefficient per unit length, both referring to the phase in the space that is transparent to radiation.
Wgap represents the gap between nearby solid walls. The source term
is related to the first phase temperature
T1 and the radiosity temperature
T3 by Equation (6):
An in-depth description and rationalization of Immersol model can be found in [
25].
Thermal losses were implemented through heat conduction, through natural convection and through radiation to the ambient. Air exchange was allowed at the top and side walls of the domain (domain walls at
Y = + 300 mm and
Z = + 800 mm in
Figure 1a). Only natural convection was considered. However, note that thermal losses to the air surrounding the furnace would be higher if forced convection was considered in addition (this may be relevant in practice in some laboratories if there are high air turnovers, for example as a result of lab safety measures).
The fluid was treated as a clear fluid. Note, however, that transparency changes under ammonothermal process conditions have been reported for visible light for the GaN-NH
4Cl-NH
3-system [
26] and that it is unknown whether the fluid remains clear to infrared radiation under process conditions.
Both laminar and turbulent flow were considered, as it seems not fully clarified what to expect inside the autoclave. For estimating dimensionless numbers, a flow speed maximum of 0.2 m/s as reported by Erlekampf et al. [
14] was considered. Furthermore, one tenth of the maximum flow speed was also considered to account for regions of slower flow as well as uncertainty due to a lack of experimental data. Flow velocities in the order of 0.01 m/s occur in simulation results in literature (e.g., Chen et al. up to 0.06 m/s in the center gap of the baffle [
27]). The definition by Lin and Akins is applied for determining the characteristic length for the calculation of dimensionless numbers, as they have proposed an approach specifically geared towards natural convection in enclosures [
28]. For the considered fluid density of 233.95 kg/m
3 and using linear extrapolation of NIST [
24] data on viscosity to 550 °C (i.e., a dynamic viscosity of about 4.01 × 10
−5 Pa∙s), the Reynolds number
R is about 2.02 × 10
3 for 0.02 m/s to 2.02 × 10
4 for 0.2 m/s. Therefore, a transition from laminar to turbulent flow is expected to occur depending on the location inside the cavity. Prantl and Rayleigh numbers are about 1.04 and 2.51 × 10
9, respectively, which strongly suggests turbulent flow (for the given Prantl number, a transition to turbulent flow can be expected at Rayleigh numbers around 2.5 × 10
4 [
29]). However, there are doubts as to how precisely extrapolated viscosity of pure ammonia matches the viscosity of the actual, solute-containing fluid [
30]. A higher viscosity, as suspected based on in-situ x-ray monitoring of the diffusion of Ga-containing solutes [
30], could push the Reynolds and Rayleigh numbers back to the laminar range, especially for small autoclave diameters. It may be worth noting that a significant increase of viscosity due to mineralizer addition is assumed for hydrothermal using KOH mineralizer [
31]. Masuda et al. identify this increase of viscosity due to mineralizer addition as the most significant deviation from pure solvent properties [
31]. Though not verified by measurements under process conditions, this assumption is based on a viscosity increase of up to five times at 44 wt% at room temperature [
31]. Masuda et al. expect the results of their study be applicable also to ammonothermal growth of GaN [
31]. In conclusion, both the experimental ammonothermal observation in [
30] as well as the knowledge on mineralizer-containing hydrothermal solutions at ambient conditions support suspecting a non-negligibly increased viscosity. However, quantitative knowledge is missing, possible differences between the effects of different mineralizers remain unknown, and a possible influence of Ga-containing solutes beyond the effect of the mineralizer itself remains unclear.
Most studies in literature have assumed the flow to be turbulent [
14,
32,
33,
34,
35], whereas Mirzaee et al. appear to use a laminar flow model but give no reasoning for doing so [
16,
36]. Internal fluid temperature measurements showing irregular fluctuations on a short time-scale [
37] support the occurrence of turbulences.
In summary, turbulent flow appears to be more likely to be the correct assumption, though both are considered at this stage to see if there is a significant effect on the results of this study of wall temperature distribution. Turbulent flow was modeled using LVEL model, a prescribed effective viscosity model based on a work by D. Spalding [
38], which was originally developed for channel and pipe flows but can be expected to be approximately accurate also for more complex interactions between solids and fluids. It is suitable in particular for transitional Reynolds numbers (as expected in the case of ammonothermal growth) and well-suited for conjugate-heat-transfer problems in complex geometries while being computationally less expensive than Lam-Bremhorst-Yap and 2-layer-k-epsilon models [
23].
The equations used in LVEL model are as follows (see [
23] and [
38] for an extensive description). The dimensionless distance from the wall,
y+, is defined as described in Equation (7):
Therein, y represents the distance from the wall, τ the shear stress in the fluid, ρ the density of the fluid and µmolecular the absolute viscosity of the fluid in laminar motion.
The dimensionless quantity
u+ is defined as
u∙(
ρ/
τ)
1/2. The two dimensionless quantities
y+ and
u+ are related by a differentiable formula known as
Spalding’s law of the Wall (Equation (8)).
Differentiation of Equation (2) yields a universal relationship between the dimensionless effective viscosity
ν+ and the local Reynolds number
R. This dimensionless viscosity is used in the momentum equations, thus LVEL model is a form of zero-equation turbulence model. The dimensionless effective viscosity
ν+ is described as follows (Equation (9)):
The local Reynolds number
R is defined as the product of the local value of the absolute velocity of the fluid and the distance from the nearest wall divided by the laminar viscosity. Since the product of
u+ and
y+ equals the local Reynolds number
R, it can be computed using Equation (10) for every location:
At every point in the flow, u+ is computed by an iterative Newton–Raphson procedure. Consequently, the dimensionless effective viscosity ν+ and the effective viscosity can also be computed for every point in the flow, which permits accounting for the effects of turbulences.
The governing equations can be described in the following generalized form for continuity (Equation (11)), conservation of momentum (Equation (12)), and energy equation in the temperature form (Equation (13)):
Therein, represents the porosity. The binary parameter D quals 0 for (i.e., anywhere outside a porous medium) and 1 for (i.e., inside a porous medium). The permeability of the porous medium is with . The Forchheimer coefficient F of the porous medium is ). It should be noted that the viscosity µ in equation 12 is modified by the turbulence model for cases A2, A3, B, and C. In those cases, an effective viscosity is used. Information on the calculation of the dimensionless effective viscosity has been given in Equation (9).
The energy equation in temperature form is described in Equation (13):
The energy source term depends on the simulation case, which is due to the differences in thermal boundary conditions. In case of type A cases, is nonzero and comprises the source terms introduced by the heaters per area, 1/A and 2/A. Moreover, in the case of type A cases, there is an additional energy equation as stated above in equation 4 for the radiosity temperature T3.
For case B, the boundary conditions were as follows:
For 175 mm ≤ Z ≤ 335 mm, Y = −35 mm (region of top heater):
For 0 mm ≤ Z ≤ 137.5 mm, Y = −35mm (region of bottom heater):
For 137.5 mm < Z < 175 mm and 335 mm < Z < 370 mm, Y = −35 mm: (adiabatic boundary).
For Z = 0 mm and 0 mm ≥ Y ≥ −35 mm: (adiabatic boundary)
For Z = 370 mm and 0 mm ≥ Y ≥ −35 mm: (adiabatic boundary)
For case C, temperatures at all domain boundaries were fixed to the value of that had been obtained as a result of case A3 at the equivalent position.
For type A cases, the initial values were defined as follows: Pressure p = 1.01325 × 105 Pa everywhere outside the ammonia-filled cavity and p = 1.0 × 108 Pa inside the ammonia-filled cavity, velocity components v = 1.0 × 10–10 m/s and w = 1.0 × 10−10 m/s in all fluid-filled regions, T1 = T3 = 20 °C.
For cases B and C, initial values were: Pressure p = 1.01325 × 105 Pa everywhere outside the ammonia-filled cavity and p = 1.0 × 108 Pa inside the ammonia-filled cavity; velocity components v = 1.0 × 10−10 m/s and w = 1.0 × 10−10 m/s in all fluid-filled regions; T1 = 20 °C within the autoclave head (335 mm ≤ Z ≤ 370 mm). At the wall sections corresponding to the position of the heaters, the set temperatures were used as initial conditions in type B and C cases, i.e.: For 175 mm ≤ Z ≤ 335 mm and Y = −35 mm (region of top heater): ; for 0 mm ≤ Z ≤ 137.5 mm and Y = −35 mm (region of bottom heater): . Outside the mentioned locations, the initial temperature for cases B and C was T1 = 500 °C.
The following combination of solver types were used: AMG (BoomerAMG from HYPRE, does not use a preconditioner) for pressure P1 (
p), CGRS (Conjugate-Gradient-Residual Solver) with PBP (Point-By-Point preconditioner) for velocity components
vz and
vy as well as for the scalar variable LTLS and T3. The use of Conjugate-Gradient-Residual Solver is known to be often advantageous for pressure P1 (
p) when modeling buoyancy-driven flows with complex geometry [
39]. The same holds for TEM1 (temperature
T1), which denotes the first-phase temperature in Phoenics, in complex conjugate heat transfer cases [
39]. The variable LTLS is an auxiliary variable needed for the calculation of the distance to the nearest solid wall and the gap width between two nearest solid walls [
23]. T3 represents the radiosity temperature used by IMMERSOL radiation model [
23]. For TEM1, CGRS solver with AMG preconditioner was used. For the density
ρ (or DEN1 in Phoenics), the STONE solver (the default solver in Phoenics that is based on Stone’s Strongly Implicit method [
39]) was used.
For all simulations, the double-precision version of the solver was employed, which reduces the accumulation of round-off errors by changing accuracy from 7 to 15 significant digits. The use of double precision had been found to facilitate convergence in initial experiments with similar simulations, which is common in natural convection cases.
Since a lack of (precise) reproducibility can occur in numerical simulations under certain technical circumstances [
40] and a non-deterministic behavior of simulations could cause “learning difficulties” for the machine learning model, simulation A3 was re-run five times to confirm reproducibility. The resulting wall temperatures at the locations corresponding to the location of control thermocouples in the experimental setup were found to be fully reproducible up to at least seven significant digits (no effort was made to check repeatability beyond seven digits).
All simulations were implemented as transient cases because the fluid flow inside the autoclave is most likely not stable over time. This assumption is in accordance with a numerical study of 3D flow inside ammonothermal autoclaves that reports fluctuations of flow velocities and temperatures [
14], further numerical studies [
15,
16,
17], and experimentally observed temperature fluctuations [
37,
41] that originate from flow velocity fluctuations [
37]. As expected based on those considerations, convergence appeared to be difficult to impossible when attempting to find a stationary solution. Recognizing the possibility of multiple solutions for the flow field and the possibility that initial conditions can influence which one of those solutions develop in the system [
20], room temperature was consistently used as initial value for the entire domain for type A cases. As expectable from these considerations in conjunction with the high density and volumetric heat capacity of the fluid, type A cases were found to be sensitive to the time grid in the sense that a change in time grid would necessitate adapting the power of the heaters in order to maintain set temperatures at the control thermocouple locations at the end of the last time step (final solution). The general characteristics of the solution, however, did not show a pronounced time grid dependence and thus, time grid dependence of the temperature distribution and flow field are expected to be minimal if heater powers were adjusted for each time grid tested. This was beyond the scope of the current study, given that the general results of this study would not change significantly. The time grid was kept constant within this study (except for the mentioned pre-experiments). The first timestep was set to 10 h to ensure sufficient time for the establishment of a stable global temperature field (similar to temperature ramp-up in an experiment). This duration was chosen based on experimental experience and represents a conservative value, given that in an experiment, power is increased gradually. Thereafter, two timesteps on a comparatively short timescale (5 s each) were added in order to allow the flow to develop further. This led to a further decrease in residuals, which is assumed to be due to the flow finalizing its development for the then-established temperatures (especially temperature of slow-reacting high heat capacity components such as autoclave walls).
Regarding discretization in space, regions with smaller cell sizes were defined inside the autoclave and in the air gaps inside the furnace, and the grid was refined so that stable convergence could be observed while keeping computation times reasonable. For the A cases as an example, the average cell size in vertical direction was 1.07 mm and the average cell size y-direction was 1.47 mm. The biggest cell volume divided by the average cell volume was about 4.65 and the smallest cell volume divided by the average cell volume was about 5.05 × 10
−2. For case A3 as an example, the normalized residuals were 4.371 × 10
−2% for P1, 1.564 × 10
−1% for V1, 3.021 × 10
−1% for W1, 1.887 × 10
−2% for LTLS, 2.503 × 10
−2% for TEM1, 3.098 × 10
−5% for DEN1, and 1.340 × 10
−3% for T3, respectively. A grid sensitivity test was conducted by doubling the number of cells in each region of the cartesian grid. However, direct comparison proved to be difficult. With the decreased cell sizes (beyond the previously determined well-converging, approximately optimal grid), the residuals increased, seemingly because convergence deteriorated. The unusual effect that a finer (intermediate) grid size can sometimes produce worse results is mentioned in Phoenics Encyclopedia [
23] in an evaluation that compares LVEL to other turbulence models, albeit no explanation is given for this behavior. Assuming that the cause is the deterioration of convergence, it would be necessary to re-optimize convergence-promoting measures such as relaxation times for each variable in order to present a space grid sensitivity study that does not suffer from convergence issues (but would again not represent a straightforward comparison). We have therefore optimized discretization in space rather for obtaining convergence than for achieving full grid-independence of the solutions. In conclusion, minor deviations due to grid dependence may exist in those cases where solutions with different geometry had to be compared. To minimize this effect, the space grids were designed for type A as well as for type B and C cases with all solids in place. The simulations without internal solids were then performed using the same grids as with internal solids.
Iterations were used as the termination criterion. A maximum number of necessary iterations to obtain a quasi-steady state was determined by monitoring the progress of solution. The case with the highest sum of heater powers was chosen for this estimation because the initial value for temperature was room temperature throughout the domain and thus the necessary number of iterations increases with increasing heater power. Both observed convergence and stabilization of a spot value of outer wall temperatures were considered in order to ensure both reaching of final temperatures and numerical convergence.
An overview of simulation cases presented in this study is given in
Table 4.
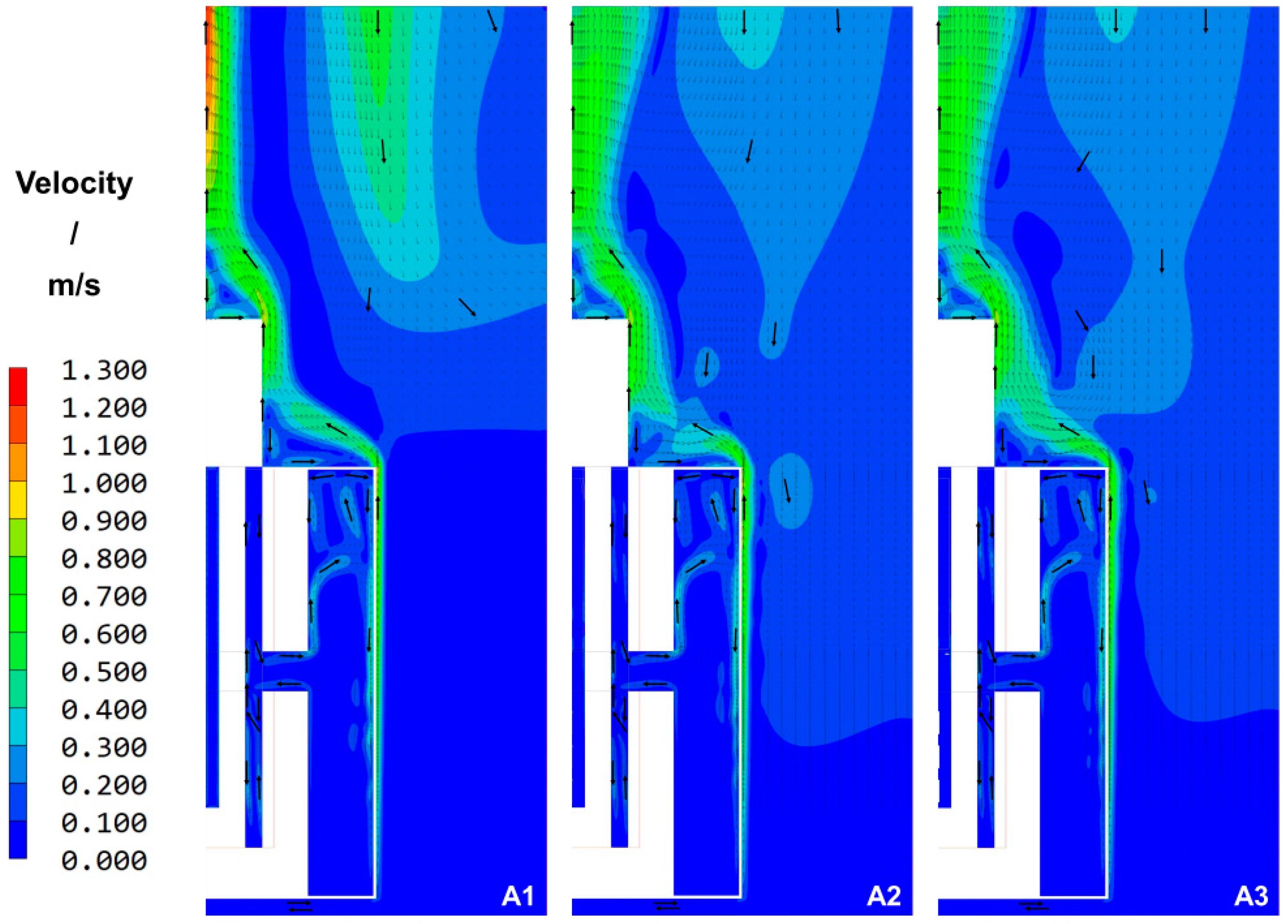
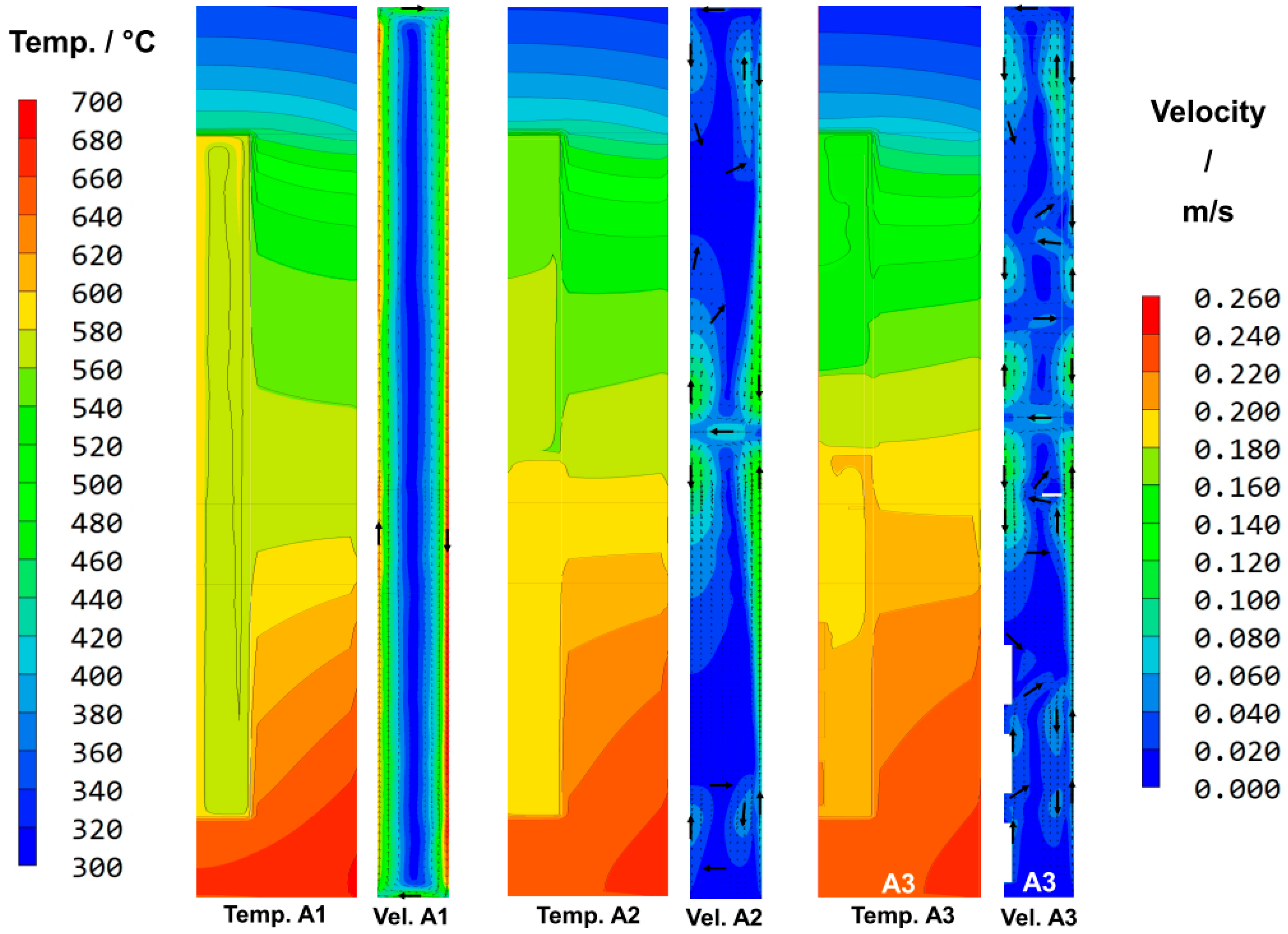
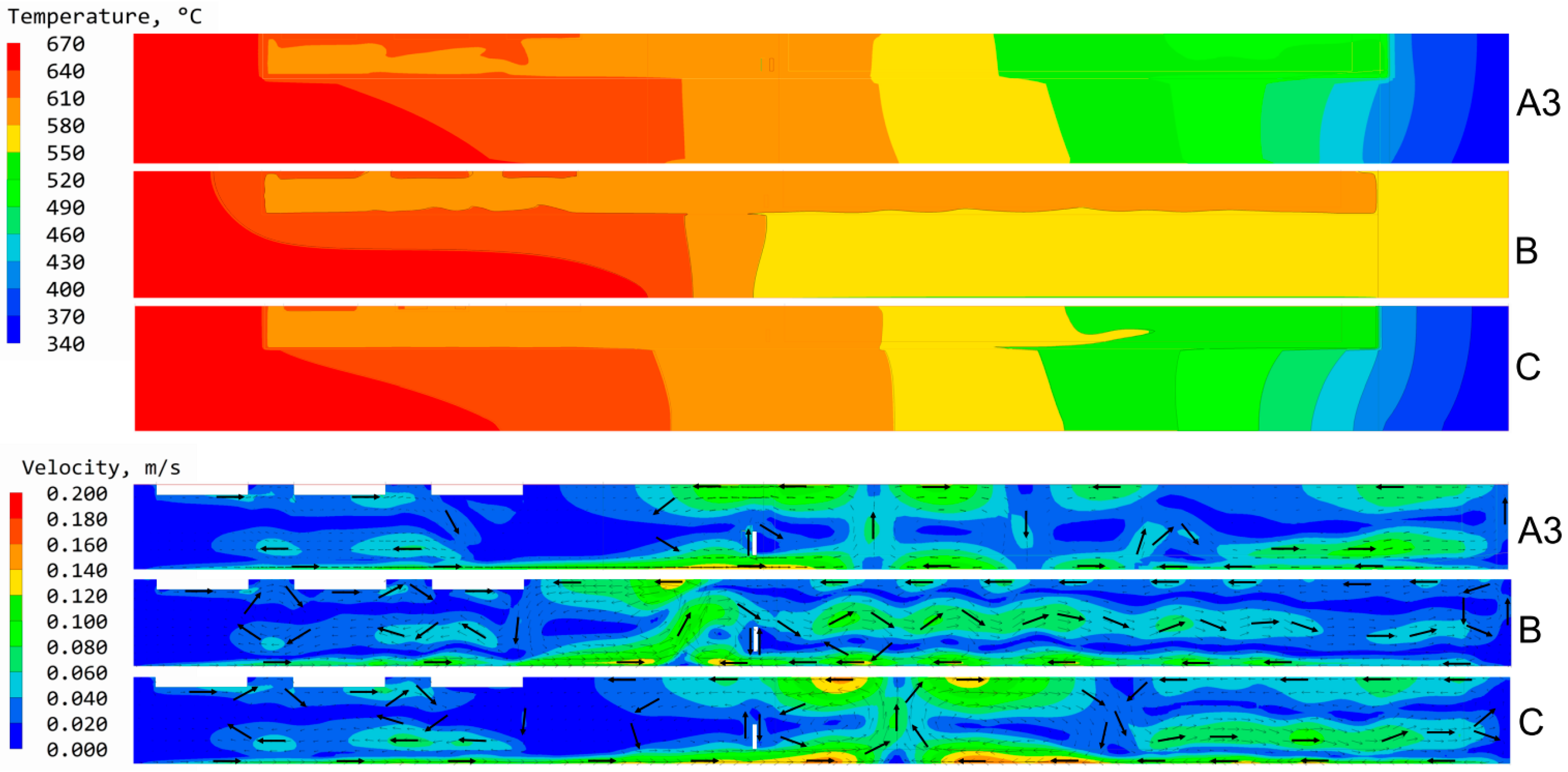
The model including the furnace was solved in three variations to investigate the impact of the flow model and the impact of solids inside the autoclave. The purpose of the geometry variation inside the autoclave was clarify how sensitively the wall temperature distribution reacts on changes in convective heat transfer inside the autoclave.
For comparison, the case closest to growth conditions (A3) was also simulated using the “conventional” method for boundary condition definition, i.e., including only the autoclave and with heater-long fixed temperatures and adiabatic walls elsewhere (B).
Lastly, the wall temperature distribution of case A3 was exported with a resolution of 0.5 mm and used as a boundary condition for an autoclave-only case termed case C. This was done in order to investigate the option of using a less complex geometry for detailed studies based on the wall temperature distribution obtained by the simulation including the furnace.
2.2. Machine Learning for Adjusting Input Parameters of Simulations
A complication for simulations using heater power as boundary condition is that it is difficult to directly simulate a case with specific set temperatures, as it is not known beforehand what power settings need to be used in order to reach (but not exceed) the specified set temperatures. In the following, the rate of heat supply to the heaters (or their output powers) will be termed
1 and
2, for the top and bottom heaters, respectively. Other quantities will carry subscripts 1 and 2 for the top and bottom zones as well. A combination of parametric runs and a machine learning model was used to accelerate the process of determining values for
1 and
2. The idea behind this is that for an otherwise given model, it may be possible to find a sufficiently accurate description of the relationship between heater powers and temperatures at the thermocouple locations that is much simpler and computationally less expensive than a simulation of heat transfer and fluid flow. Machine learning models using simulation results as input data have already been applied for modelling flow velocity and supersaturation in SiC solution growth, aiming at more efficient optimization of growth parameters [
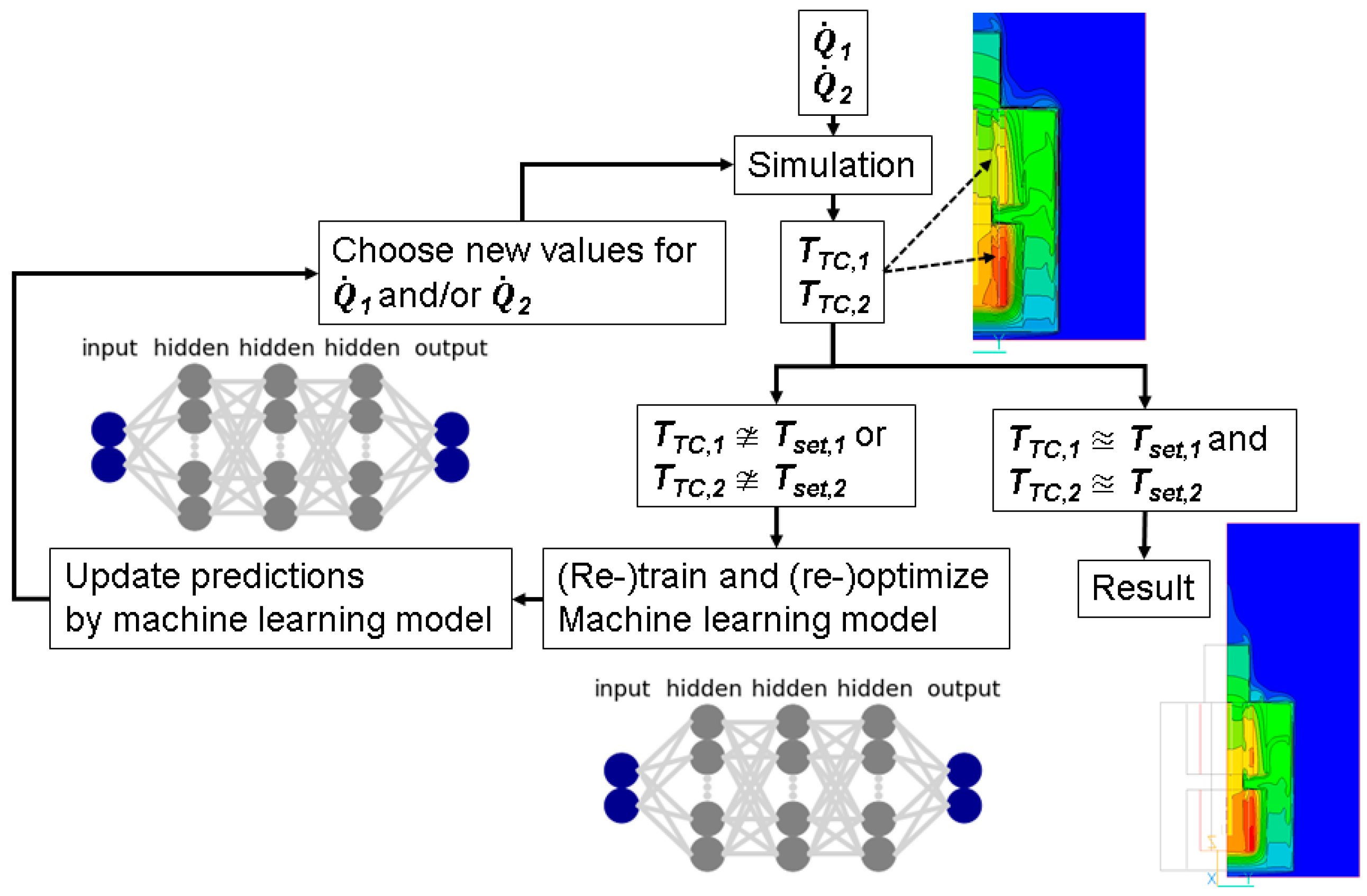
42]. This shows that fluid flow can be modelled relatively accurately using machine learning algorithms, suggesting that our approach for power tuning may also be feasible. Also, a machine learning model may be able to capture the effects of changes to the physical model studied by re-training on a relatively small number of simulations run with these variations as additional features. A flowchart visualizing the workflow of the integrated approach using both physics-based simulations and machine learning is depicted in
Figure 2. The initial values for
1 and
2 need to be guessed well enough to produce a converging simulation while limiting temperatures to a physically reasonable range (20 °C to 3000 °C were used). Therefore, it can be necessary to do (or start and cancel if not converging due to exceeding the upper temperature limit) a few simulations initially. Once a rough estimate of the maximum power had been found, an evenly spaced grid of values was used to obtain more initial training data by conducting parametric runs. New values for
1 and
2 were chosen based on the predictions of the machine learning models. For this purpose, the models were used to predict temperatures
TTC,1 and
TTC,2 for 10,000 different power settings, which were created by generating two sets of random numbers and scaling them to the range of powers that had initially been found to be suitable for keeping temperatures in a reasonable range. From those predictions, 10 to 20 sets of power settings were chosen by searching for those that yield
TTC,1 and
TTC,2 closest to
Tset,1 and
Tset,2. These were then used in the next round of simulations (for technical reasons, the number of simulations that can be conducted within one parametric run depends on the number of digits of the parameters, hence the number had to be decreased when approaching the target values).
Machine learning models were programmed in Python using Tensorflow and scikit-learn software library. Both random forest regressor and a neural network models were tested. Due to the need to predict two temperatures (TTC,1 and TTC,2), MultiOutputRegressor was used when using models that do not natively support multiple outputs (random forest regressor). The number of features can be as low as two (1 and 2) as long as the physics-based simulation considers only one model that does not vary except for the heater power settings. The model was initially trained on a subset of data with heater powers being the only two features, and subsequently re-trained as features had to be added and corresponding data became available.
Additional features (besides heater powers) comprise different open/space ratio of the baffle, number of seeds, nutrient porosity, and flow models. After adding new features, hyperparameters of the models were adapted in order to optimize accuracy. To make the process more time-efficient and also to make results regarding model accuracy more deterministic but keep the procedure efficient, hyperparameters that were found to have a significant influence in initial trials were optimized automatically by randomized search.
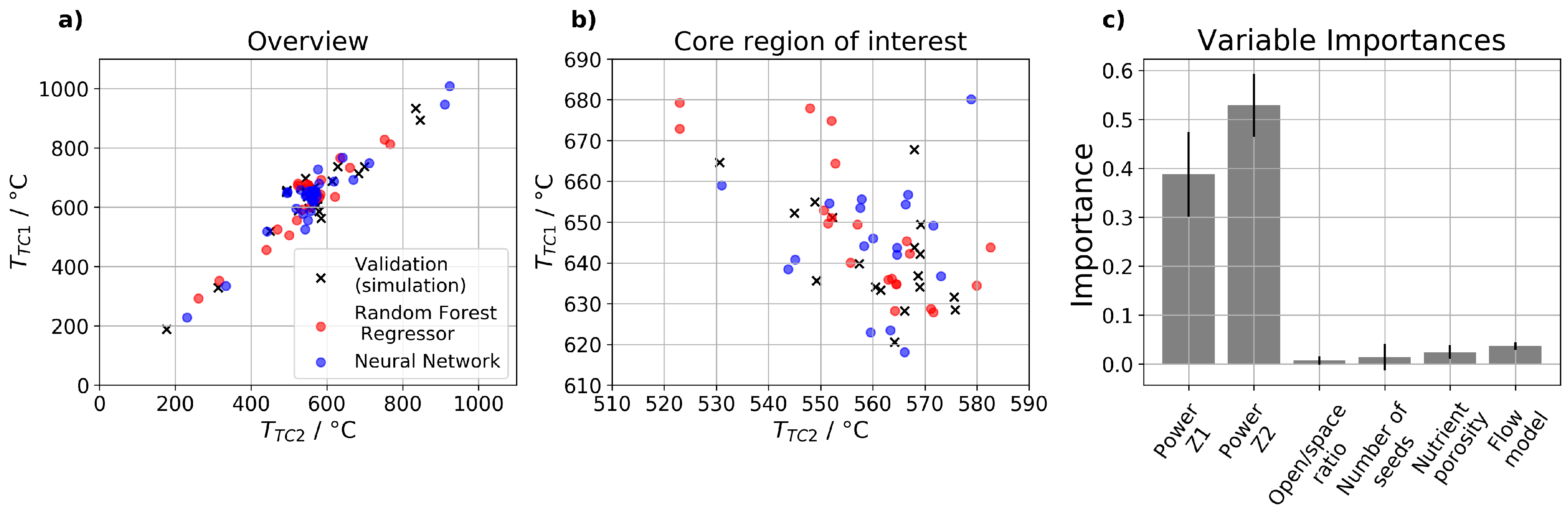
For the random forest regressor, mean absolute error was used as the criterion to evaluate the quality of a split. The most relevant parameters, which were then subject to automated hyperparameter optimization were the number of estimators and the maximum depth of the decision tree. For neural networks, the most relevant hyperparameters were the number and size of hidden layers and activation function, with the former two being the more important ones.
Although an extensive study of the developed machine learning algorithms is beyond the scope of this study, an overview on the performance of the models will be given. For this purpose, hyperparameters of models were optimized for a representative sample of typical datasets and the best obtained models were evaluated regarding their accuracy and training time. For evaluating the performance of the machine learning models as a function of dataset size (dataset group DG1 in
Table 5), the order of the data was randomized prior to training in order to avoid unintentional co-evaluation of other factors affecting accuracy. Such factors could be specific to subsets of data containing only data with constant values for some of the features. An overview of groups of datasets used for evaluation is given in
Table 5.
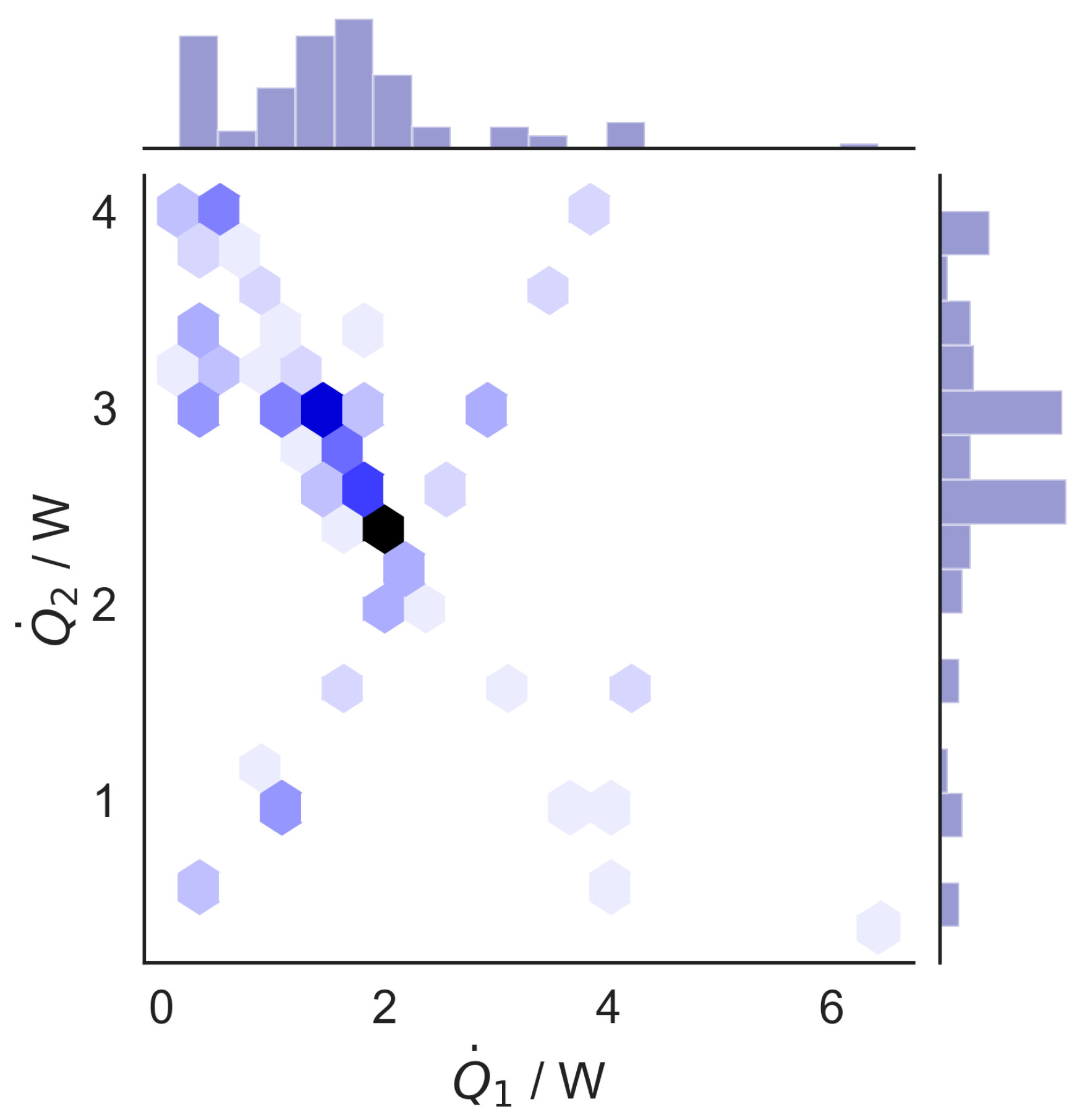
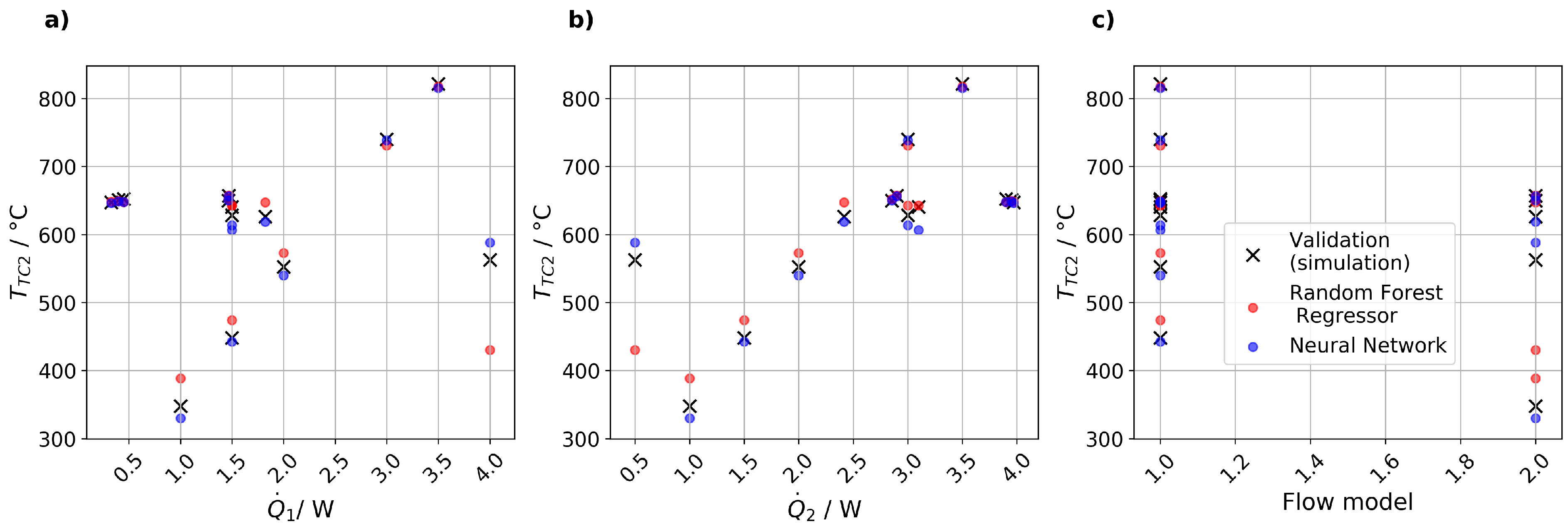
For the evaluation of the models, we will focus mainly on models using the resulting final dataset. This dataset will therefore be described and visualized in the following. An overview on the distribution of tested power settings (regardless of other features) is shown in
Figure 3. The diagonal from low to high powers stems from the initial investigation to determine a suitable range of power settings. Since simulations subsequently focused on power settings resulting in temperatures close to the target values, the vicinity of those power settings is represented by more datapoints. While this may not be optimal for obtaining a model that generalizes well, it was sufficient for the purpose of the models in the current study.
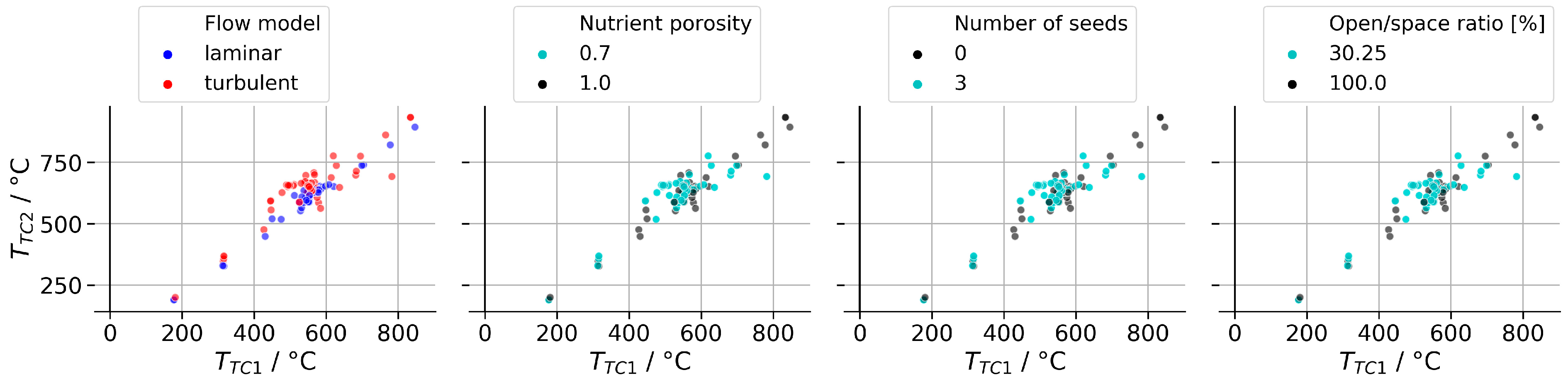
It is important to note that also the additionally features are not represented by equal amounts of data. This is visualized in
Figure 4, which also shows the distribution of data as a function of control thermocouple temperatures. If plotted as a function of temperatures, the distribution of data exclusively follows a diagonal line (different from if plotted as a function of power settings). This indicates that both heaters have a significant effect on both zones. Comparing the subplots in
Figure 4 shows that most simulations with laminar flow were done without internal solids such as nutrient, seeds and baffle. This is for two reasons: Firstly, laminar flow and an autoclave empty of solids were used for initial simulations for simplicity. Secondly, solids act as obstacles to flow and hereby increase the probability for the flow to be turbulent, thus, the combination of laminar flow with internal solids appears less likely to occur in reality. This distribution of data is not ideal from a machine learning perspective because it would be easier for a model to adequately capture the effects of all features if comprehensive data with all features varied independently were available. However, the objective here was to create data that are just good enough to find appropriate power settings reasonably quickly.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}