
Effect of Copper Addition on the AlCoCrFeNi High Entropy Alloys Properties via the Electroless Plating and Powder Metallurgy Technique

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material
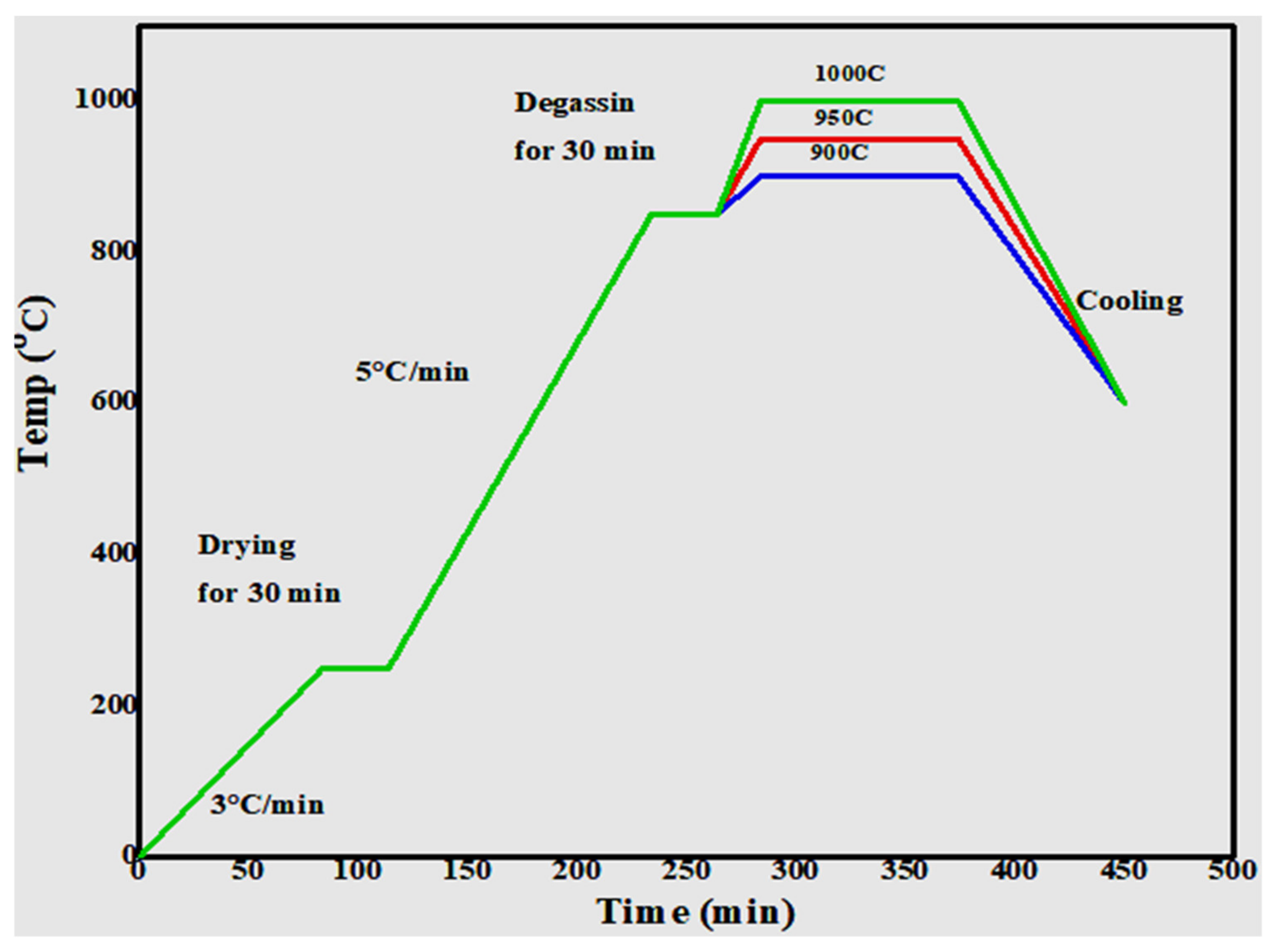
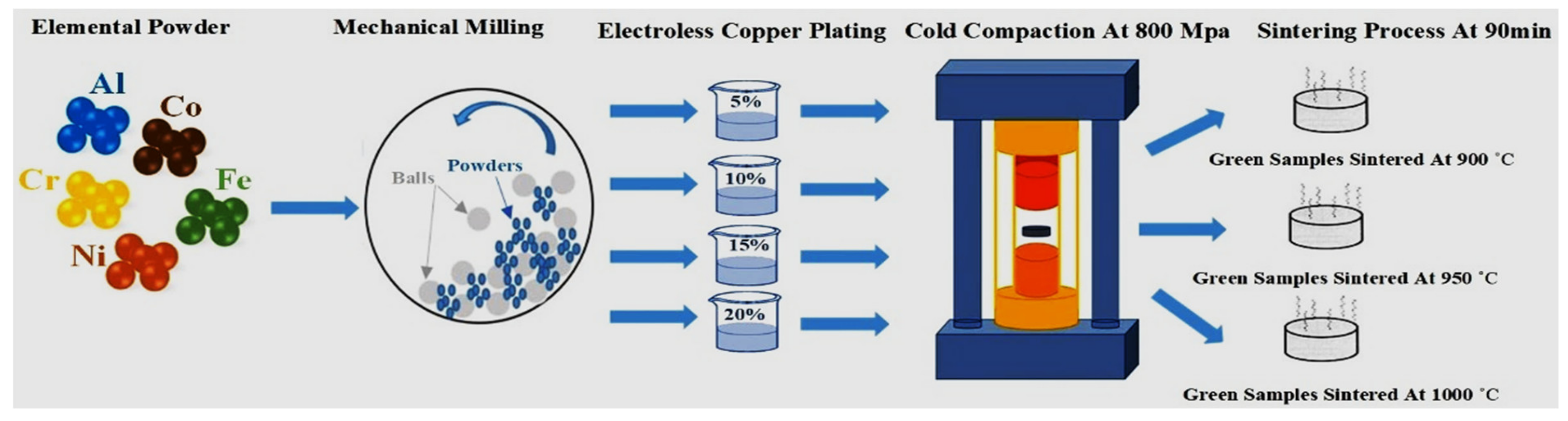
2.2. HEA Preparation
2.3. Characterization and Analysis
3. Results and Discussion
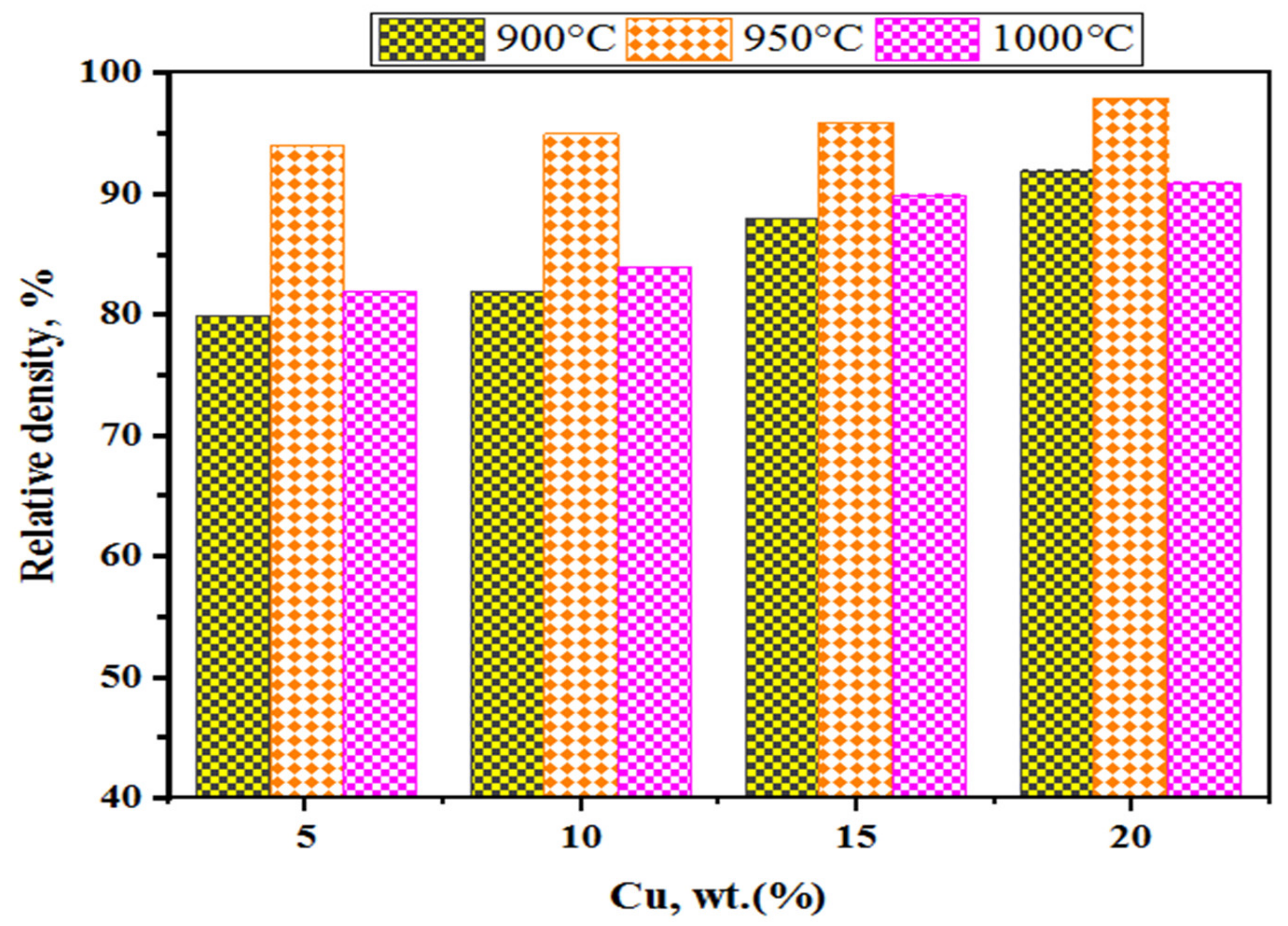
3.1. Density Measurement
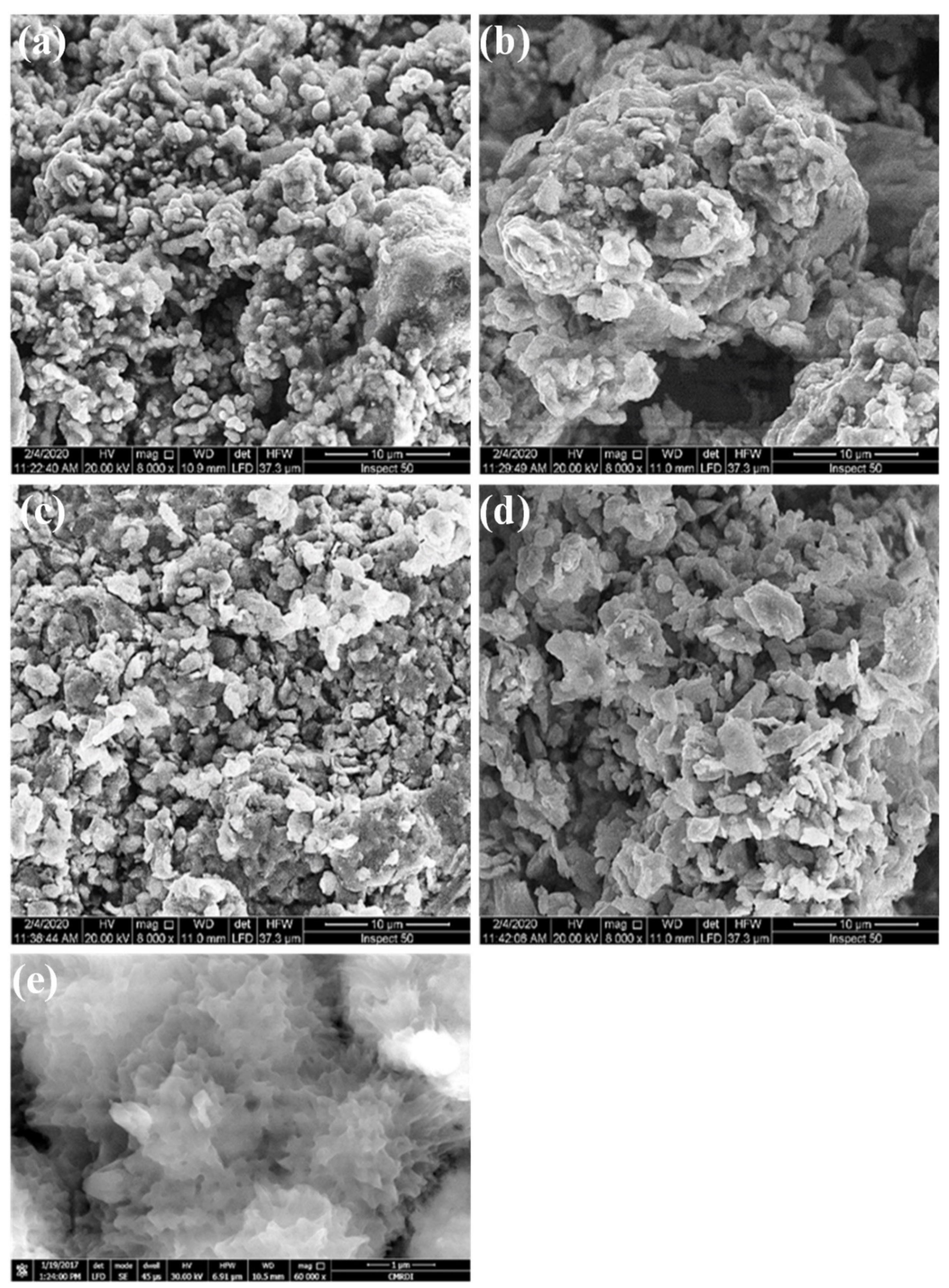
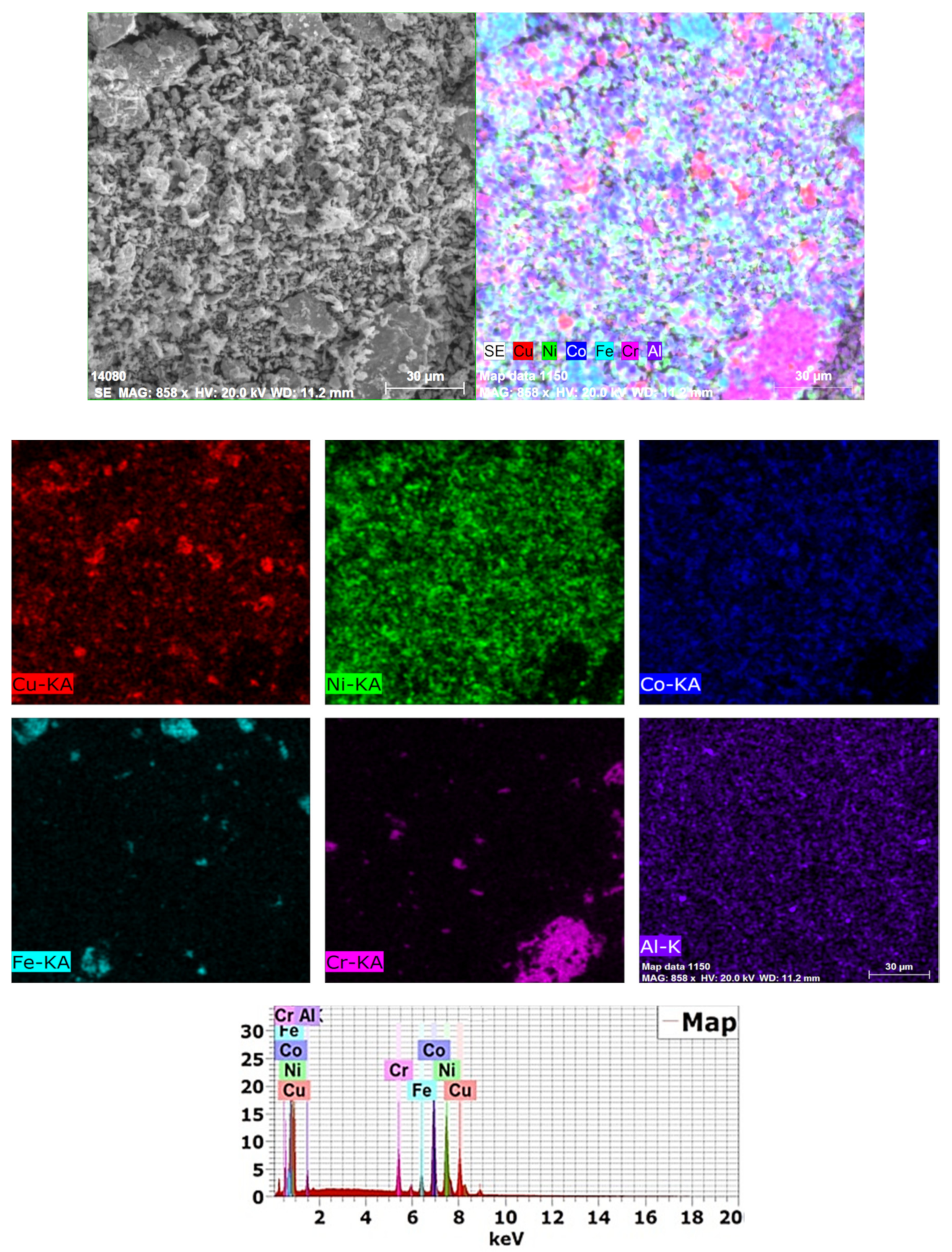
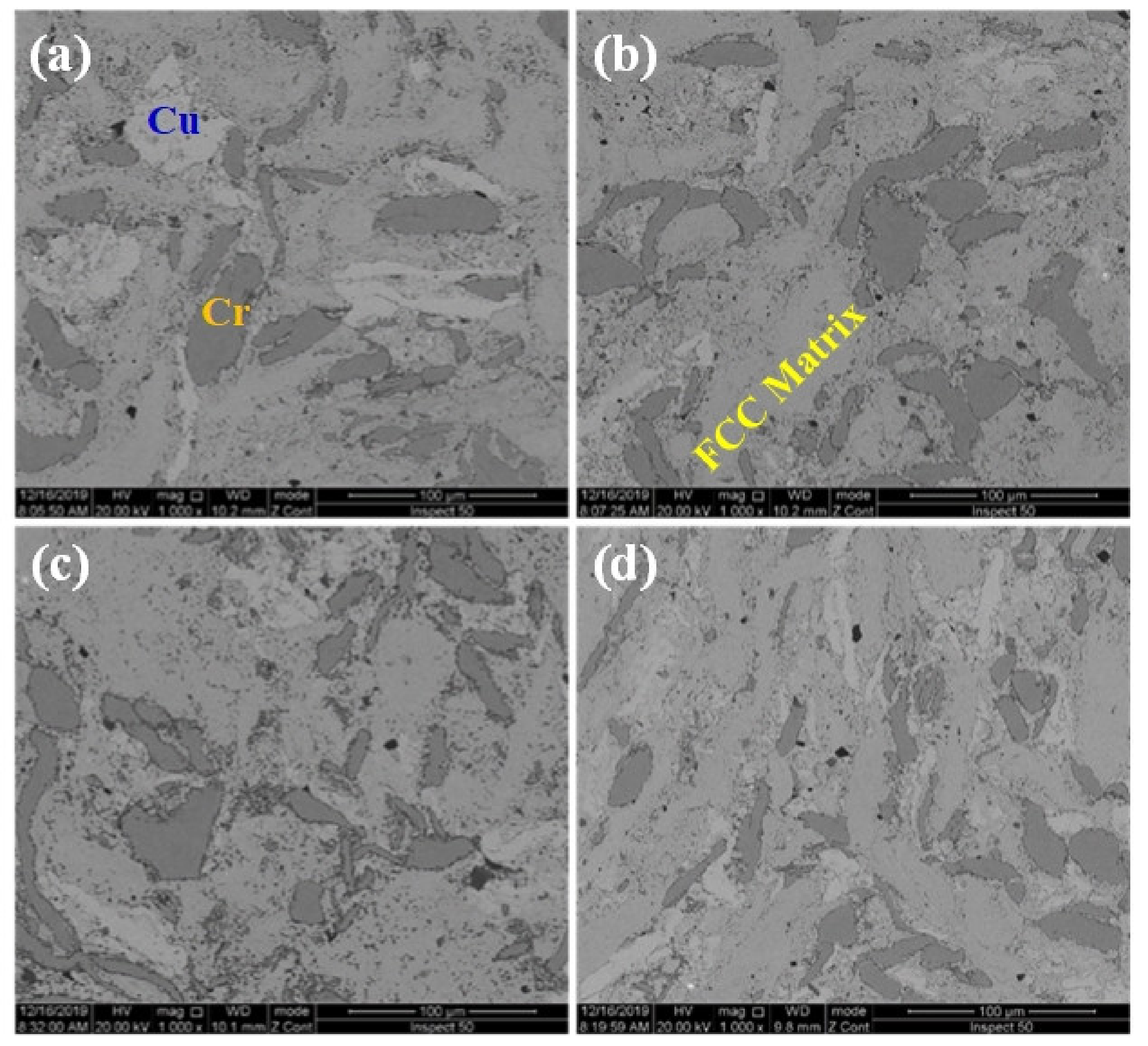
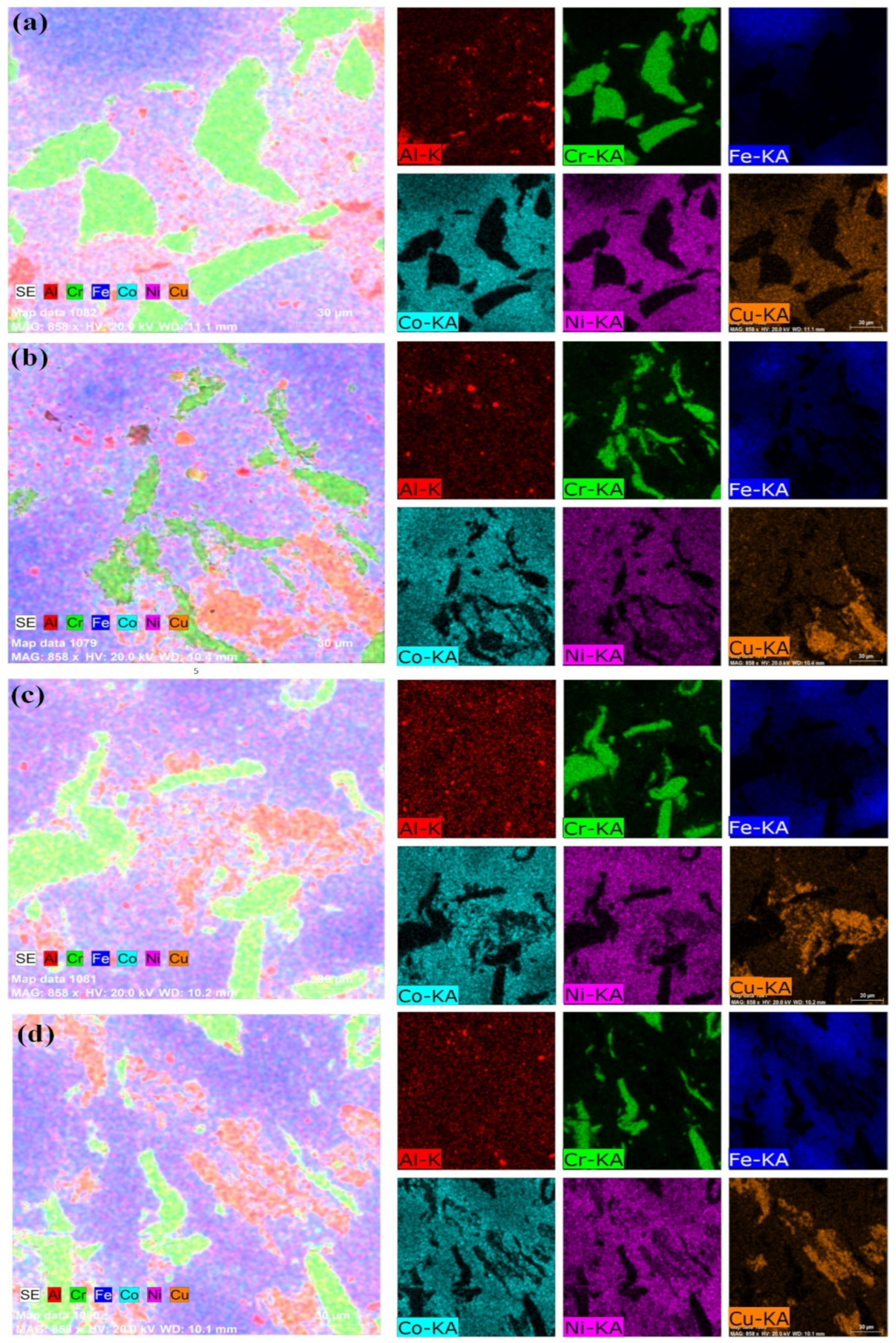
3.2. Microstructure Investigation
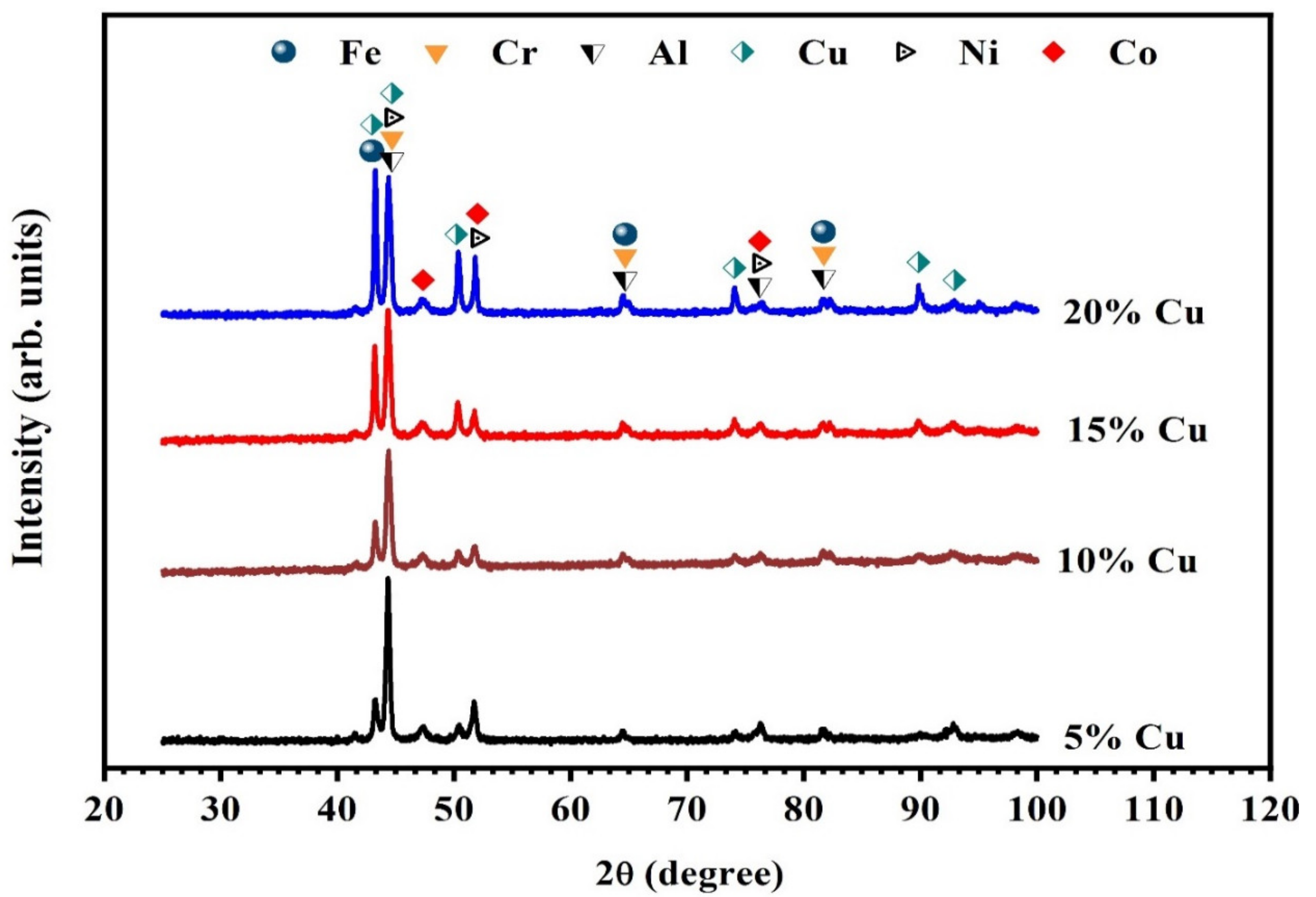
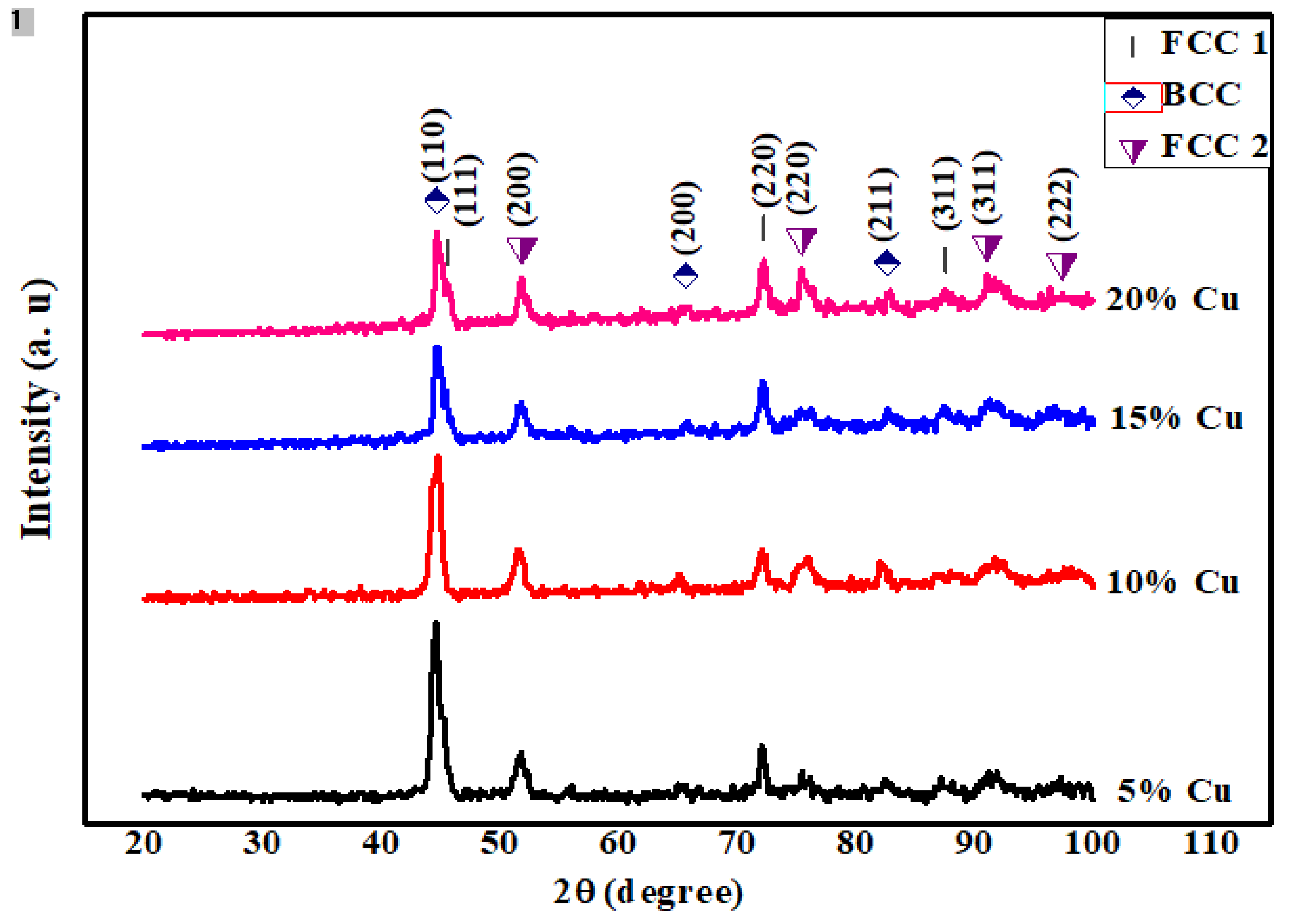
3.3. XRD of the Powder and Sintered HEAs
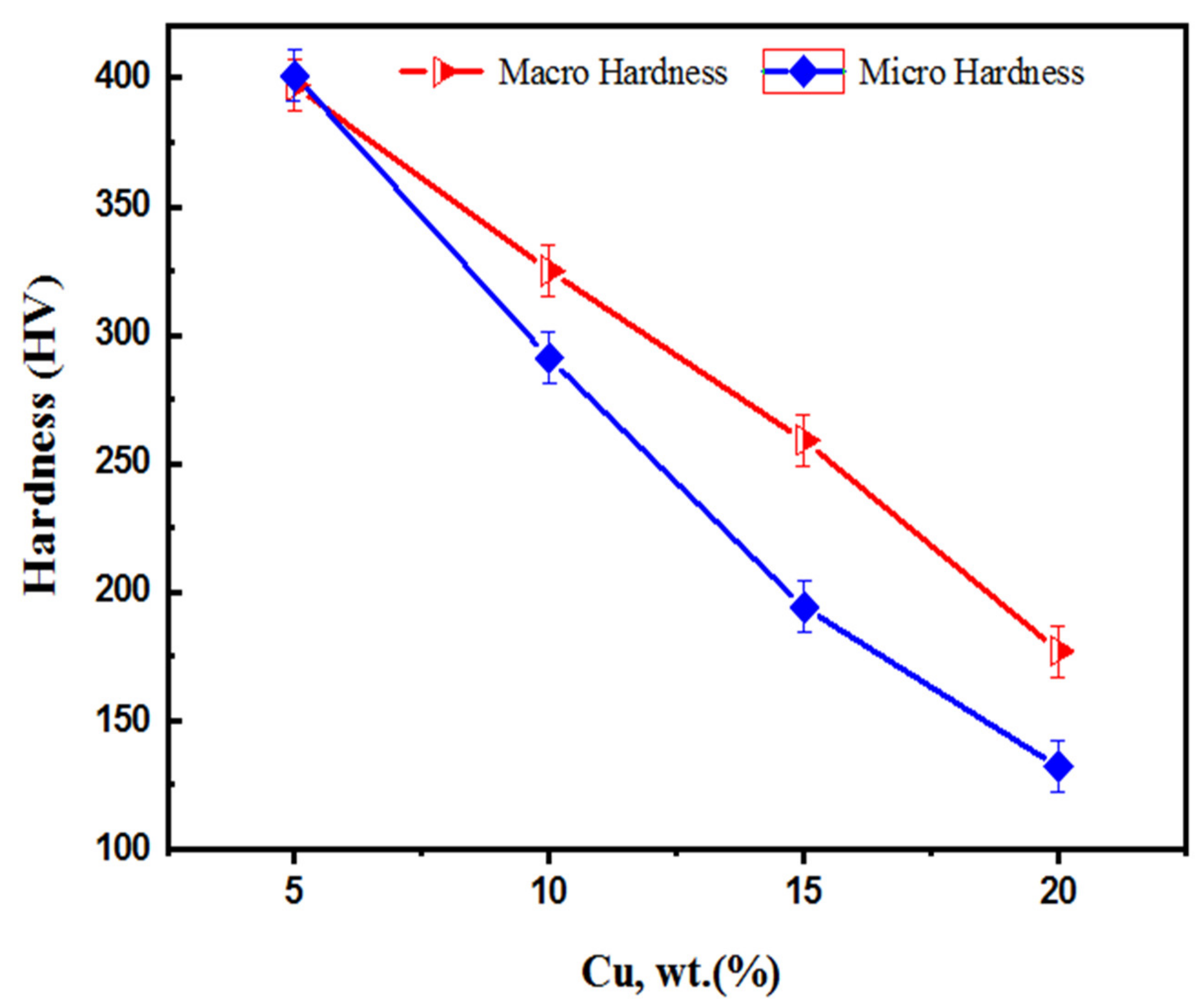
3.4. Hardness
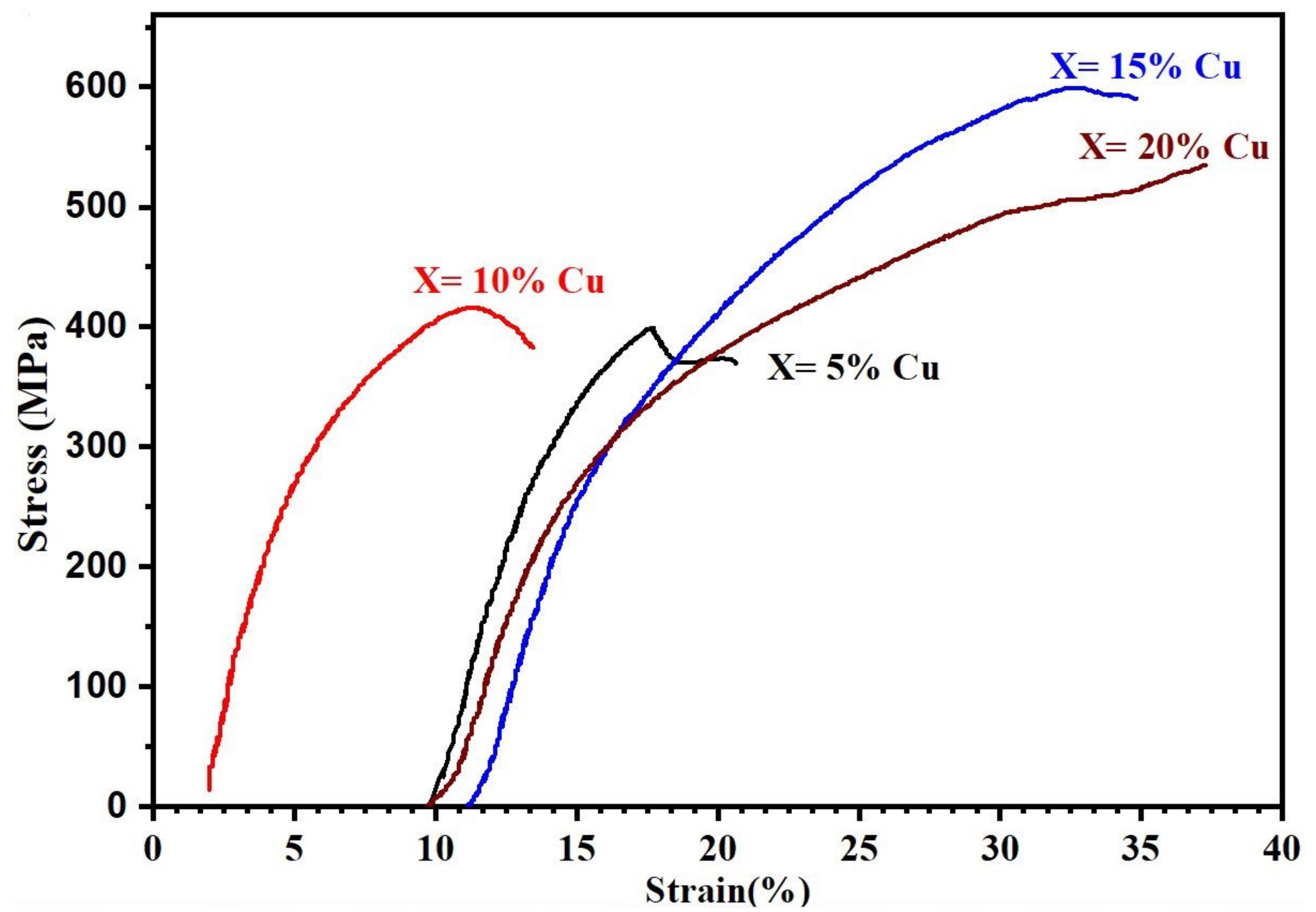
3.5. Compression Strength
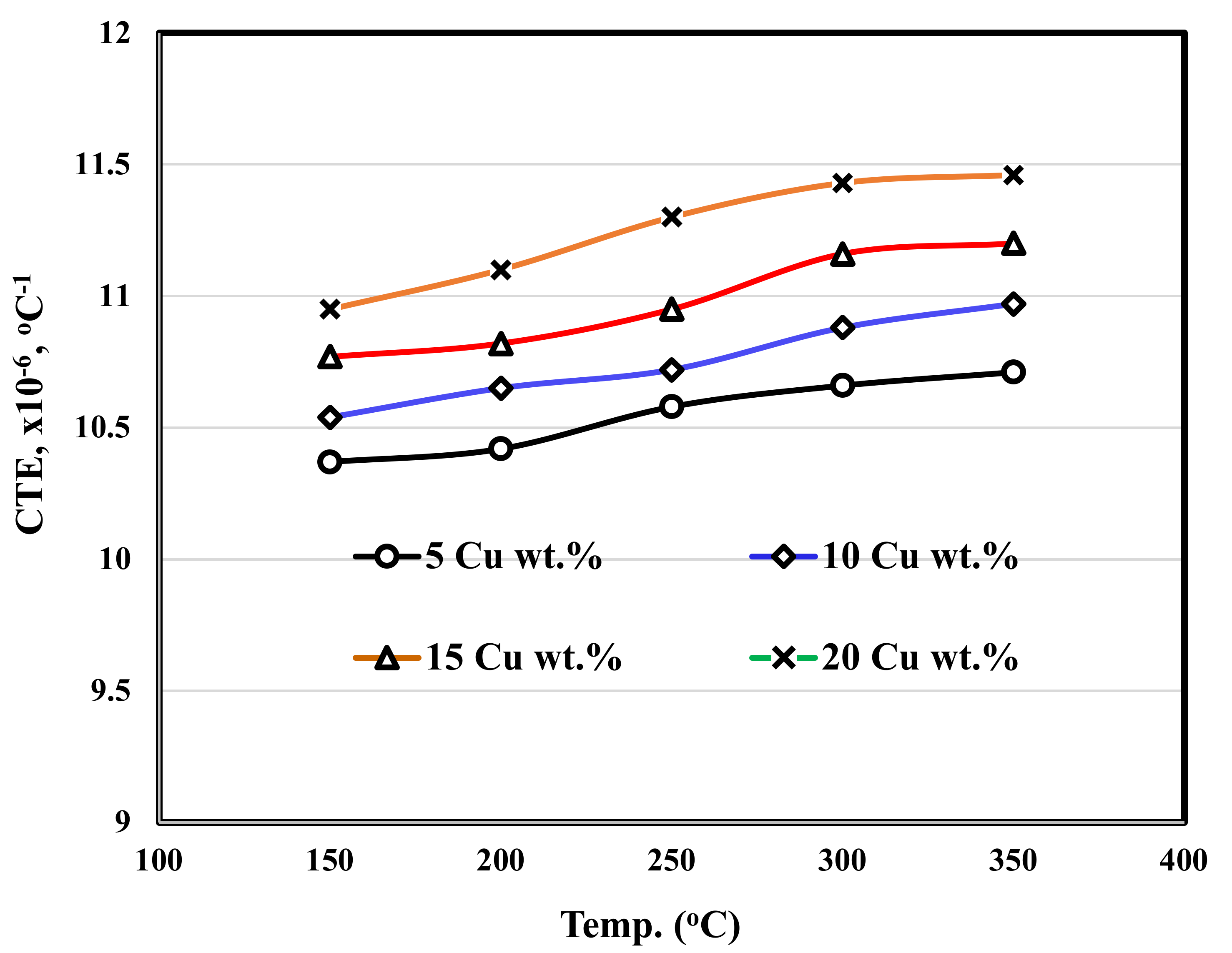
3.6. Coefficient of Thermal Expansion (CTE)
4. Conclusions
- The (AlCoCrFeNi)1 − x/Cux HEAs samples that sintered at 950 °C achieved the highest densification.
- The AlCoCrFeNi sample was not established with the powder metallurgy technique.
- Adding the copper element to the AlCoCrFeNi HEAs enhances its formability by the powder metallurgy technique.
- The microstructure revealed that the mechanical alloying that preceded the sintering process achieved a high homogeneity between the different elements of the AlCoCrFeNi (HEAs), which made the elements AlCoFeNi compose the FCC matrix. An agglomeration for the Cr was established and prevented the complete forming of the HEAs.
- The mapping showed that the Cu element tends to dissolve with the FCC matrix.
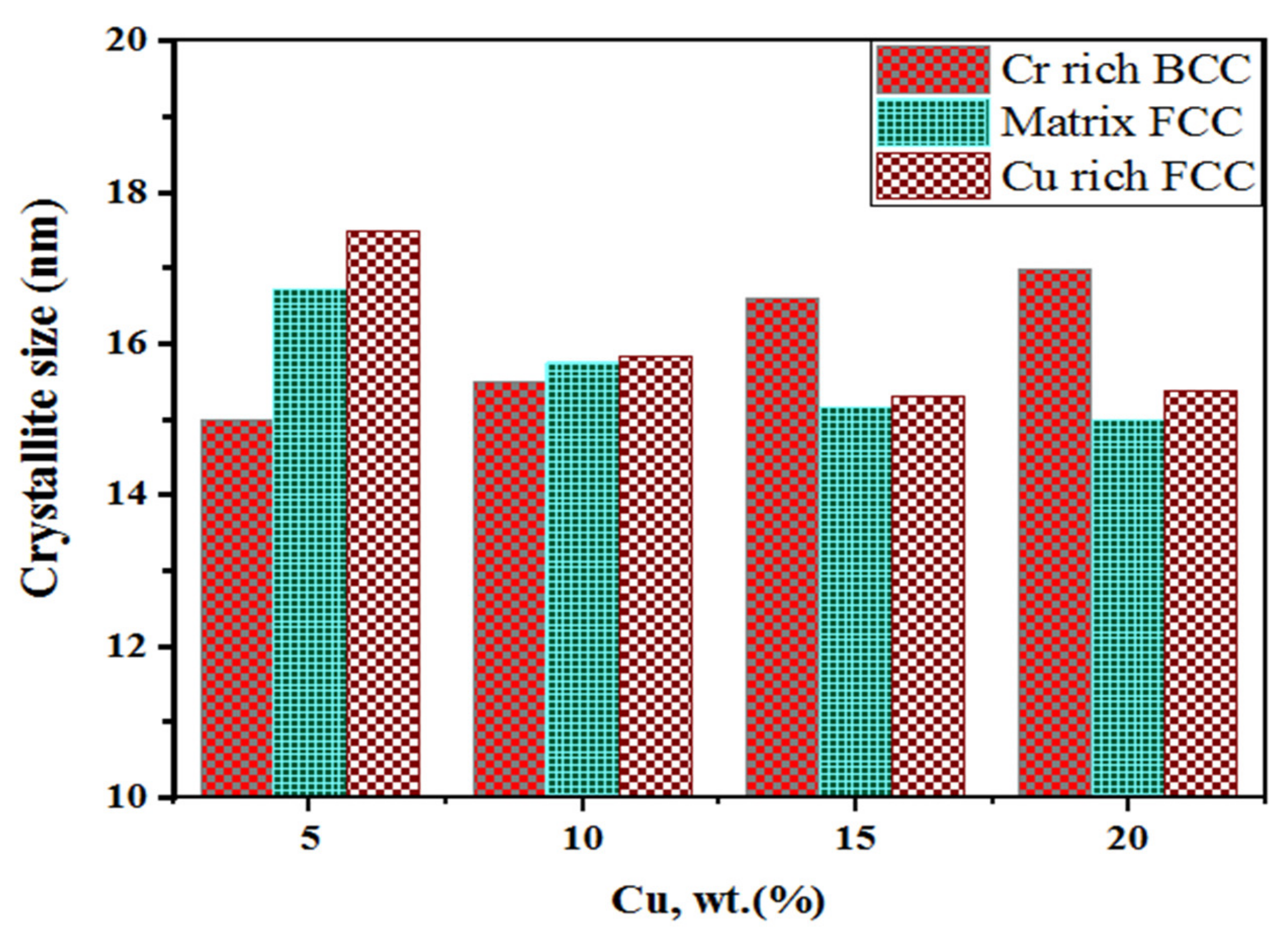
- The crystallite size of the HEA powders was significantly refined as the weight percentage of Cu increased. On the other hand, the results of the lattice strain revealed that the lattice strain increased by increasing the Cu wt%.
- The crystal size of fabricated HEAs was decreased by increasing the content of the precipitated Cu, which is similar to the result of powder alloys. Additionally, the lattice strain increased by increasing the Cu content.
- The hardness of the manufactured AlCoCrFeNi HEAs decreased gradually by increasing the Cu content.
- The results showed that the compressive strength gradually increased by increasing the nano-copper content up to 15 wt% then decreased.
- According to the area under the stress–strain curves, the toughness was enhanced with the copper content.
- Precipitation of the copper in the nano size by the electroless coating process enhances the strength of the produced HEAs material according to the Hall–Petch equation.
- The CTE gradually increased by increasing the heating temperature and the content of the Cu wt%.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Ye, Y.; Wang, Q.; Lu, J.; Liu, C.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Gorr, B.; Mueller, F.; Christ, H.-J.; Mueller, T.; Chen, H.; Kauffmann, A.; Heilmaier, M. High temperature oxidation behavior of an equimolar refractory metal-based alloy 20Nb20Mo20Cr20Ti20Al with and without Si addition. J. Alloys Compd. 2016, 688, 468–477. [Google Scholar] [CrossRef] [Green Version]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, J.; Ji, X.; Shan, Y.; Fu, Y.; Yao, Z. On the microstructure and erosion–corrosion resistance of AlCrFeCoNiCu high-entropy alloy via annealing treatment. Mater. Sci. Technol. 2016, 32, 1271–1275. [Google Scholar] [CrossRef]
- Hsu, C.-Y.; Sheu, T.-S.; Yeh, J.-W.; Chen, S.-K. Effect of iron content on wear behavior of AlCoCrFexMo0.5Ni high-entropy alloys. Wear 2010, 268, 653–659. [Google Scholar] [CrossRef]
- Amar, A.; Li, J.; Xiang, S.; Liu, X.; Zhou, Y.; Le, G.; Wang, X.; Qu, F.; Ma, S.; Dong, W. Additive manufacturing of high-strength CrMnFeCoNi-based High Entropy Alloys with TiC addition. Intermetallics 2019, 109, 162–166. [Google Scholar] [CrossRef]
- Hao, J.; Ma, Y.; Wang, Q.; Zhang, C.; Li, C.; Dong, C.; Song, Q.; Liaw, P.K. Formation of cuboidal B2 nanoprecipitates and microstructural evolution in the body-centered-cubic Al0.7NiCoFe1.5Cr1.5 high-entropy alloy. J. Alloys Compd. 2019, 780, 408–421. [Google Scholar] [CrossRef]
- Wei, D.; Li, X.; Schönecker, S.; Jiang, J.; Choi, W.-M.; Lee, B.-J.; Kim, H.S.; Chiba, A.; Kato, H. Development of strong and ductile metastable face-centered cubic single-phase high-entropy alloys. Acta Mater. 2019, 181, 318–330. [Google Scholar] [CrossRef]
- Kao, Y.-F.; Chen, T.-J.; Chen, S.-K.; Yeh, J.-W. Microstructure and mechanical property of as-cast, -homogenized, and-deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Fu, X.; Schuh, C.A.; Olivetti, E.A. Materials selection considerations for high entropy alloys. Scripta Mater. 2017, 138, 145–150. [Google Scholar] [CrossRef]
- Kukshal, V.; Patnaik, A.; Bhat, I. Effect of cobalt on microstructure and properties of AlCr1.5CuFeNi2Cox high-entropy alloys. Mater. Res. Express. 2018, 5, 046514. [Google Scholar] [CrossRef]
- Stepanov, N.; Yurchenko, N.Y.; Shaysultanov, D.; Salishchev, G.; Tikhonovsky, M. Effect of Al on structure and mechanical properties of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloys. Mater. Sci. Technol. 2015, 31, 1184–1193. [Google Scholar] [CrossRef]
- Wang, X.-R.; He, P.; Lin, T.-S.; Wang, Z.-Q. Microstructure, thermodynamics and compressive properties of AlCrCuNixTi (x = 0, 1) high entropy alloys. Mater. Sci. Technol. 2015, 31, 1842–1849. [Google Scholar] [CrossRef]
- Qin, G.; Zhang, Y.; Chen, R.; Zheng, H.; Wang, L.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Microstructures and mechanical properties of (AlCoCrFeMn)100 – x Cux high-entropy alloys. Mater. Sci. Technol. 2019. [Google Scholar] [CrossRef]
- Du, W.; Liu, N.; Peng, Z.; Zhou, P.; Xiang, H.; Wang, X. Technology. The effect of Ti addition on phase selection of CoCrCu0.5FeNi high-entropy alloys. Mater. Sci. Technol. 2018, 34, 473–479. [Google Scholar] [CrossRef]
- Zheng, Z.; Li, X.; Zhang, C.; Li, J. Microstructure and corrosion behaviour of FeCoNiCuSnx high entropy alloys. Mater. Sci. Technol. 2015, 31, 1148–1152. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, J.; Zheng, H.; Li, H.; Liu, S.; Cheng, G. A review on microstructures and properties of high entropy alloys manufactured by selective laser melting. Int. J. Extreme. Manuf. 2020, 2, 032003. [Google Scholar] [CrossRef]
- Yang, Y.; Luo, X.; Ma, T.; Wen, L.; Hu, L.; Hu, M. Effect of Al on characterization and properties of AlxCoCrFeNi high entropy alloy prepared via electro-deoxidization of the metal oxides and vacuum hot pressing sintering process. J. Alloys Compd. 2021, 864, 158717. [Google Scholar] [CrossRef]
- Wang, W.-R.; Wang, W.-L.; Wang, S.-C.; Tsai, Y.-C.; Lai, C.-H.; Yeh, J.-W. Effects of Al addition on the microstructure and mechanical property of AlxCoCrFeNi high-entropy alloys. Intermetallics 2012, 26, 44–51. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Yeh, J.-W. High-entropy alloys: A critical review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Xie, L.; Brault, P.; Thomann, A.-L.; Yang, X.; Zhang, Y.; Shang, G. Molecular dynamics simulation of Al–Co–Cr–Cu–Fe–Ni high entropy alloy thin film growth. Intermetallics 2016, 68, 78–86. [Google Scholar] [CrossRef] [Green Version]
- Santodonato, L.J.; Zhang, Y.; Feygenson, M.; Parish, C.M.; Gao, M.C.; Weber, R.J.; Neuefeind, J.C.; Tang, Z.; Liaw, P.K. Deviation from high-entropy configurations in the atomic distributions of a multi-principal-element alloy. Nat. Commun. 2015, 6, 1–13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ogata, S.; Umeno, Y.; Kohyama, M. Engineering. First-principles approaches to intrinsic strength and deformation of materials: Perfect crystals, nano-structures, surfaces and interfaces. Mater. Sci. Eng. 2008, 17, 013001. [Google Scholar]
- Tung, C.-C.; Yeh, J.-W.; Shun, T.-T.; Chen, S.-K.; Huang, Y.-S.; Chen, H.-C. On the elemental effect of AlCoCrCuFeNi high-entropy alloy system. Mater. Lett. 2007, 61, 1–5. [Google Scholar] [CrossRef]
- Dąbrowa, J.; Cieślak, G.; Stygar, M.; Mroczka, K.; Berent, K.; Kulik, T.; Danielewski, M. Influence of Cu content on high temperature oxidation behavior of AlCoCrCuxFeNi high entropy alloys (x = 0; 0.5; 1). Intermetallics 2017, 84, 52–61. [Google Scholar] [CrossRef]
- Yu, Y.; Shi, P.; Feng, K.; Liu, J.; Cheng, J.; Qiao, Z.; Yang, J.; Li, J.; Liu, W. Effects of Ti and Cu on the microstructure evolution of AlCoCrFeNi high-entropy alloy during heat treatment. Acta Metallurgica Sin. 2020, 33, 1–14. [Google Scholar] [CrossRef]
- Jones, N.; Izzo, R.; Mignanelli, P.; Christofidou, K.; Stone, H. Phase evolution in an Al0.5CrFeCoNiCu high entropy alloy. Intermetallics 2016, 71, 43–50. [Google Scholar] [CrossRef] [Green Version]
- Yehia, H.M.; Daoush, W.M.; Mouez, F.A.; El-Sayed, M.H.; El-Nikhaily, A.E. Microstructure, Hardness, Wear, and Magnetic Properties of (Tantalum, Niobium) Carbide–Nickel–Sintered Composites Fabricated from Blended and Coated Particles. Mater. Perform. Charact. 2020, 4, 543–555. [Google Scholar] [CrossRef]
- Yehia, H.M.; Allam, S. Allam Hot Pressing of Al-10 wt% Cu-10 wt% Ni/x (Al2O3–Ag) Nanocomposites at Different Heating Temperatures. Metal Mater. Int. 2020. [Google Scholar] [CrossRef]
- El-Tantawy, A.; El Kady, O.A.; Yehia, H.M.; Ghayad, I.M. Effect of Nano ZrO2 Additions on the Mechanical Properties of Ti-12Mo Composite by Powder Metallurgy Route. Key Eng. Mater. 2020, 835, 367–373. [Google Scholar] [CrossRef]
- Eißmann, N.; Klöden, B.; Weißgärber, T.; Kieback, B. High-entropy alloy CoCrFeMnNi produced by powder metallurgy. Powder Metall. 2017, 60, 184–197. [Google Scholar] [CrossRef]
- Yehia, H.M.; Abu-Oqail, A.; Elmaghraby, M.A.; Elkady, O.A. Microstructure, hardness, and tribology properties of the (Cu/MoS2)/graphene nanocomposite via the electroless deposition and powder metallurgy technique. J. Compos. Mater. 2020, 1–12. [Google Scholar] [CrossRef]
- El-Kady, O.; Yehia, H.M.; Nouh, F.; Materials, H. Preparation and characterization of Cu/(WC-TiC-Co)/graphene nano-composites as a suitable material for heat sink by powder metallurgy method. Int. J. Refract. Met. Hard Mater. 2019, 79, 108–114. [Google Scholar] [CrossRef]
- ASTM. Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle; ASTM: West Conshohocken, PA, USA, 2014; p. 7. [Google Scholar]
- Scherrer, P. Determination of the size and internal structure of colloidal particles using X-rays. Nachr. Ges. Wiss. Göttingen 1918, 2, 98–100. [Google Scholar]
- Danilchenko, S.; Kukharenko, O.; Moseke, C.; Protsenko, I.Y.; Sukhodub, L.; Sulkio-Cleff, B.J.C.R.; Experimental, T.J.O.; Crystallography, I. Determination of the bone mineral crystallite size and lattice strain from diffraction line broadening. J. Exper. Ind. Crystallogr. 2002, 37, 1234–1240. [Google Scholar] [CrossRef]
- ASTM Standard E384; 19428-2959; ASTM International: West Conshohocken, PA, USA, 2011; Available online: https://www.astm.org/Standards/E384 (accessed on 30 March 2021).
- Jianhong, L.; Yun, J.; Haiping, L.; Jiguo, T.; Shu-qiang, J. Influence of EDTA/THPED Dual-Ligand on Copper Electroless Deposition. Int. J. Electrochem. 2018, 13, 6015–6026. [Google Scholar] [CrossRef]
- Yuan, Y.; Gan, X.; Lai, Y.; Zhao, Q.; Zhou, K. Microstructure and properties of graphite/copper composites fabricated with Cu-Ni double-layer coated graphite powders. Comp. Interf. 2020, 27, 449–463. [Google Scholar] [CrossRef]
- Yusoff, M.; Hussain, Z. Manufacturing. Effect of sintering parameters on microstructure and properties of mechanically alloyed copper-tungsten carbide composite. Int. J. Mater. Mech. Manuf. 2013, 1, 283–286. [Google Scholar]
- An, Z.; Jia, H.; Wu, Y.; Rack, P.D.; Patchen, A.D.; Liu, Y.; Ren, Y.; Li, N.; Liaw, P.K. Solid-solution CrCoCuFeNi high-entropy alloy thin films synthesized by sputter deposition. Mater. Res. Lett. 2015, 3, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Shivam, V.; Basu, J.; Pandey, V.K.; Shadangi, Y.; Mukhopadhyay, N. Alloying behaviour, thermal stability and phase evolution in quinary AlCoCrFeNi high entropy alloy. Adv. Powder Technol. 2018, 29, 2221–2230. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Ivanov, E.; Boldyrev, V.A. The science and technology of mechanical alloying. Mater. Sci. Eng. 2001, 304, 151–158. [Google Scholar] [CrossRef]
- Shang, C.; Axinte, E.; Sun, J.; Li, X.; Li, P.; Du, J.; Qiao, P.; Wang, Y. CoCrFeNi (W1 − xMox) high-entropy alloy coatings with excellent mechanical properties and corrosion resistance prepared by mechanical alloying and hot pressing sintering. Mater. Des. 2017, 117, 193–202. [Google Scholar] [CrossRef]
- Bonache, V.; Salvador, M.; Fernández, A.; Borrell, A.; Materials, H. Fabrication of full density near-nanostructured cemented carbides by combination of VC/Cr3C2 addition and consolidation by SPS and HIP technologies. Int. J. Refract. Met. Hard Mater. 2011, 29, 202–208. [Google Scholar] [CrossRef] [Green Version]
- Fang, S.; Chen, W.; Fu, Z. Microstructure and mechanical properties of twinned Al0.5CrFeNiCo0.3C0.2 high entropy alloy processed by mechanical alloying and spark plasma sintering. Mater. Des. 2014, 54, 973–979. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Lin, S.-J.; Chin, T.-S.; Gan, J.-Y.; Chen, S.-K.; Shun, T.-T.; Tsau, C.-H.; Chou, S.-Y. Formation of simple crystal structures in Cu-Co-Ni-Cr-Al-Fe-Ti-V alloys with multiprincipal metallic elements. Metall. Mater. Trans. 2004, 35, 2533–2536. [Google Scholar] [CrossRef]
- Ibrahim, A.; Abdallah, M.; Mostafa, S.; Hegazy, A.A. An experimental investigation on the W–Cu composites. Mater. Des. 2009, 30, 1398–1403. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W.; Shun, T.T.; Chen, S.K. Multi-principal-element alloys with improved oxidation and wear resistance for thermal spray coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Ogura, M.; Fukushima, T.; Zeller, R.; Dederichs, P.H. Structure of the high-entropy alloy AlxCrFeCoNi: fcc versus bcc. J. Alloys Compd. 2017, 715, 454–459. [Google Scholar] [CrossRef]
- Zhu, J.-M.; Meng, J.-L.; Liang, J.-L. Microstructure and mechanical properties of multi-principal component AlCoCrFeNiCux alloy. Rare Met. 2016, 35, 385–389. [Google Scholar] [CrossRef]
- Kim, D.G.; Jo, Y.H.; Park, J.M.; Choi, W.-M.; Kim, H.S.; Lee, B.-J.; Sohn, S.S.; Lee, S. Effects of annealing temperature on microstructures and tensile properties of a single FCC phase CoCuMnNi high-entropy alloy. J. Alloys Compd. 2020, 812, 152111. [Google Scholar] [CrossRef]
- Sriharitha, R.; Murty, B.; Kottada, R.S. Phase formation in mechanically alloyed AlxCoCrCuFeNi (x = 0.45, 1, 2.5, 5 mol) high entropy alloys. Intermetallics 2013, 32, 119–126. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Hu, Y.-H.; Hsieh, C.-A.; Yeh, J.-W.; Chen, S.-K. Competition between elements during mechanical alloying in an octonary multi-principal-element alloy system. J. Alloys Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Liu, X.-T.; Lei, W.-B.; Li, J.; Ma, Y.; Wang, W.-M.; Zhang, B.-H.; Liu, C.-S.; Cui, J.-Z.J.R.M. Laser cladding of high-entropy alloy on H13 steel. Rare Met. 2014, 33, 727–730. [Google Scholar] [CrossRef]
- Porter, D.; Easterling, E.; Sherif, M. Crystal Interfaces and Microstructure. Phase Transformations in Metals and Alloys; CRC Press: New York, NY, USA, 1992. [Google Scholar]
- Takeuchi, A.; Inoue, A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Metall. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef] [Green Version]
- Gwalani, B.; Choudhuri, D.; Soni, V.; Ren, Y.; Styles, M.; Hwang, J.; Nam, S.; Ryu, H.; Hong, S.H.; Banerjee, R. Cu assisted stabilization and nucleation of L12 precipitates in Al0.3CuFeCrNi2 fcc-based high entropy alloy. Acta Mater. 2017, 129, 170–182. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.-M.; Lin, S.-J.; Yeh, J.-W.; Chen, S.-K.; Huang, Y.-S.; Chen, H.-C. Adhesive wear behavior of AlxCoCrCuFeNi high-entropy alloys as a function of aluminum content. Wear 2006, 261, 513–519. [Google Scholar] [CrossRef] [Green Version]
- Reed-Hill, R.E.; Abbaschian, R. Physical Metallurgy Principles, 3rd ed.; PWS-KENT Publishing Company: Boston, MA, USA, 1994; pp. 140–146. [Google Scholar]
- Qiu, X.-W. Microstructure and properties of AlCrFeNiCoCu high entropy alloy prepared by powder metallurgy. J. Alloys Compd. 2013, 555, 246–249. [Google Scholar] [CrossRef]
- Nyanor, P.; El-Kady, O.; Yehia, H.M.; Hamada, A.S.; Hassan, M.A. Effect of Bimodal-Sized Hybrid TiC–CNT Reinforcement on the Mechanical Properties and Coefficient of Thermal Expansion of Aluminium Matrix Composites. Met. Mater. Int. 2020, 27, 753–766. [Google Scholar] [CrossRef]
- Harwood, J. Strengthening Mechanisms in Solids; ASM Seminar; ASM International: Materials Park, OH, USA, 1960. [Google Scholar]
- Wen, L.; Kou, H.; Li, J.; Chang, H.; Xue, X.; Zhou, L. Effect of aging temperature on microstructure and properties of AlCoCrCuFeNi high-entropy alloy. Intermetallics 2009, 17, 266–269. [Google Scholar] [CrossRef]
- Dieter, G.E.; Bacon, D.J. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1986; Volume 3. [Google Scholar]
- Zhang, K.; Fu, Z.; Zhang, J.; Shi, J.; Wang, W.; Wang, H.; Wang, Y.; Zhang, Q. Annealing on the structure and properties evolution of the CoCrFeNiCuAl high-entropy alloy. J. Alloys Compd. 2010, 502, 295–299. [Google Scholar] [CrossRef]
- Barakat, W.S.; Elkady, O.; Abu-Oqail, A.; Yehya, H.M.; EL-Nikhaily, A. Effect of Al2O3 Coated Cu Nanoparticles on Properties of Al/Al2O3 Composites. J. Petroleum Min. Eng. 2020, 22. [Google Scholar] [CrossRef]
- Nadutov, V.; Makarenko, S.Y.; Svystunov, Y.O. Effect of Al content on magnetic properties and thermal expansion of as-cast high-entropy alloys AlxFeCoNiCuCr. Металлoфизика Нoвейшие Технoлoгии 2015, 37, 987–1000. [Google Scholar]
- Yehia, H.M.; Elkady, O.A.; Reda, Y.; Ashraf, K.M. Electrochemical surface modification of aluminum sheets prepared by powder metallurgy and casting techniques for printed circuit applications. Trans. Indian Inst. Met. 2019, 72, 85–92. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Weight |
|---|---|
| Copper (II) sulfate, (CuSO4) | 70 g/L |
| Potassium sodium tartrate, (KNaC4H4O6.5H2O) | 170 g/L |
| Sodium hydroxide, (NaOH) | 50 g/L |
| Formaldehyde | 200 mL/L |
| Temperature | 60 °C |
| Wt% Cu | Crystal Size (nm) | Lattice Strain (%) | Full Width at Half Maximum (FWHM) |
|---|---|---|---|
| 5 | 29.78 | 0.081 | 0.32 |
| 10 | 23.17 | 0.104 | 0.411 |
| 15 | 22.26 | 0.109 | 0.428 |
| 20 | 21.98 | 0.111 | 0.434 |
| Wt% Cu | Crystal Size (nm) | Lattice Strain (%) | Full Width at Half Maximum (FWHM) |
|---|---|---|---|
| 5 | 96.64 | 2.09 | 1.45 |
| 10 | 90.41 | 2.23 | 1.32 |
| 15 | 91.05 | 2.22 | 1.33 |
| 20 | 73.24 | 0.53 | 5.95 |
| Alloy | Region | Mole Fraction/at% | |||||
|---|---|---|---|---|---|---|---|
| Al | Co | Cr | Fe | Ni | Cu | ||
| Al19Co19Cr19Fe19Ni19Cu5 | Nominal | (AlCoCrFeNi)95 | 5 | ||||
| Cr rich BCC | 0.55 | 3.65 | 88.93 | 2.12 | 3.03 | 1.71 | |
| matrix FCC | 5.01 | 30.12 | 14.41 | 5.74 | 26.31 | 18.40 | |
| Cu rich FCC | 1.46 | 10.13 | 5.80 | 2.60 | 15.52 | 64.49 | |
| Al18Co18Cr18Fe18Ni18Cu10 | Nominal | (AlCoCrFeNi)90 | 10 | ||||
| Cr rich BCC | 0.31 | 3.78 | 88.25 | 3.31 | 3.27 | 1.09 | |
| matrix FCC | 1.74 | 38.93 | 6.04 | 2.60 | 33.40 | 17.29 | |
| Cu rich FCC | 15.94 | 20.39 | 3.89 | 6.05 | 25.83 | 27.89 | |
| Al17Co17Cr17Fe17Ni17Cu15 | Nominal | (AlCoCrFeNi)85 | 15 | ||||
| Cr rich BCC | 0.04 | 3.40 | 87.89 | 3.39 | 2.91 | 2.37 | |
| matrix FCC | 1.51 | 20.42 | 21.45 | 23.59 | 16.90 | 16.14 | |
| Cu rich FCC | 0.85 | 10.13 | 5.60 | 5.72 | 12.01 | 65.68 | |
| Al16Co16Cr16Fe16Ni16Cu20 | Nominal | (AlCoCrFeNi)80 | 20 | ||||
| Cr rich BCC | 0.14 | 3.71 | 87.45 | 3.88 | 2.42 | 2.39 | |
| matrix FCC | 2.90 | 21.87 | 9.63 | 33.77 | 16.99 | 14.84 | |
| Cu rich FCC | 0.93 | 6.30 | 4.67 | 6.03 | 9.47 | 72.60 | |
| Wt% Cu | Compressive Stress (MPa) | Strain % |
|---|---|---|
| 5 | 400.03 | 11.53 |
| 10 | 416.34 | 20.71 |
| 15 | 599.53 | 30.82 |
| 20 | 535.51 | 31.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hassan, M.A.; Yehia, H.M.; Mohamed, A.S.A.; El-Nikhaily, A.E.; Elkady, O.A. Effect of Copper Addition on the AlCoCrFeNi High Entropy Alloys Properties via the Electroless Plating and Powder Metallurgy Technique. Crystals 2021, 11, 540. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050540
Hassan MA, Yehia HM, Mohamed ASA, El-Nikhaily AE, Elkady OA. Effect of Copper Addition on the AlCoCrFeNi High Entropy Alloys Properties via the Electroless Plating and Powder Metallurgy Technique. Crystals. 2021; 11(5):540. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050540
Chicago/Turabian StyleHassan, Mohamed Ali, Hossam M. Yehia, Ahmed S. A. Mohamed, Ahmed Essa El-Nikhaily, and Omayma A. Elkady. 2021. "Effect of Copper Addition on the AlCoCrFeNi High Entropy Alloys Properties via the Electroless Plating and Powder Metallurgy Technique" Crystals 11, no. 5: 540. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050540