
Investigation of the Wear Behavior of Surface Welding AZ91 and AZ91+Gd Alloys under Variable Loading Conditions


Abstract
:1. Introduction
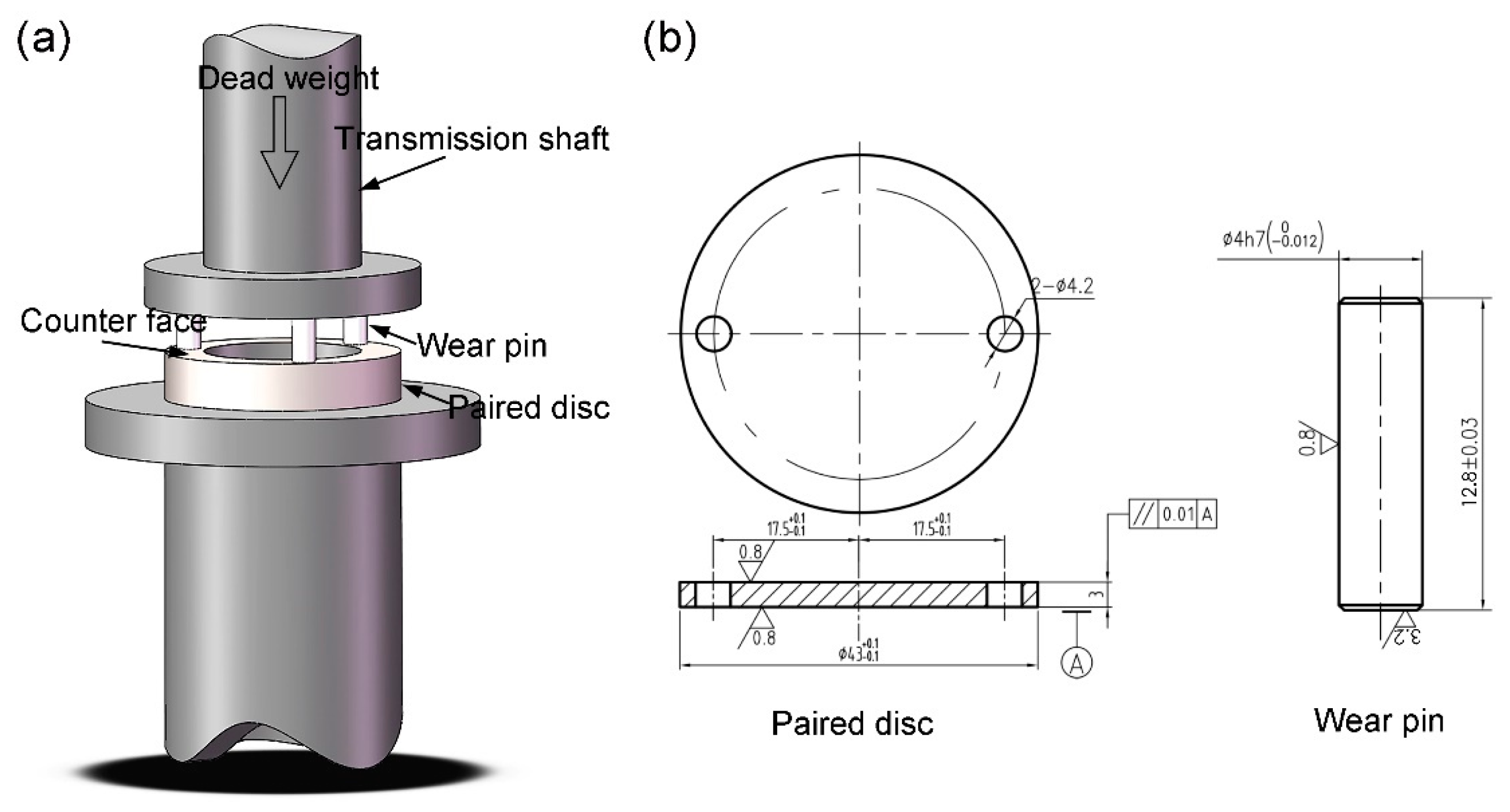
2. Materials and Methods
3. Results
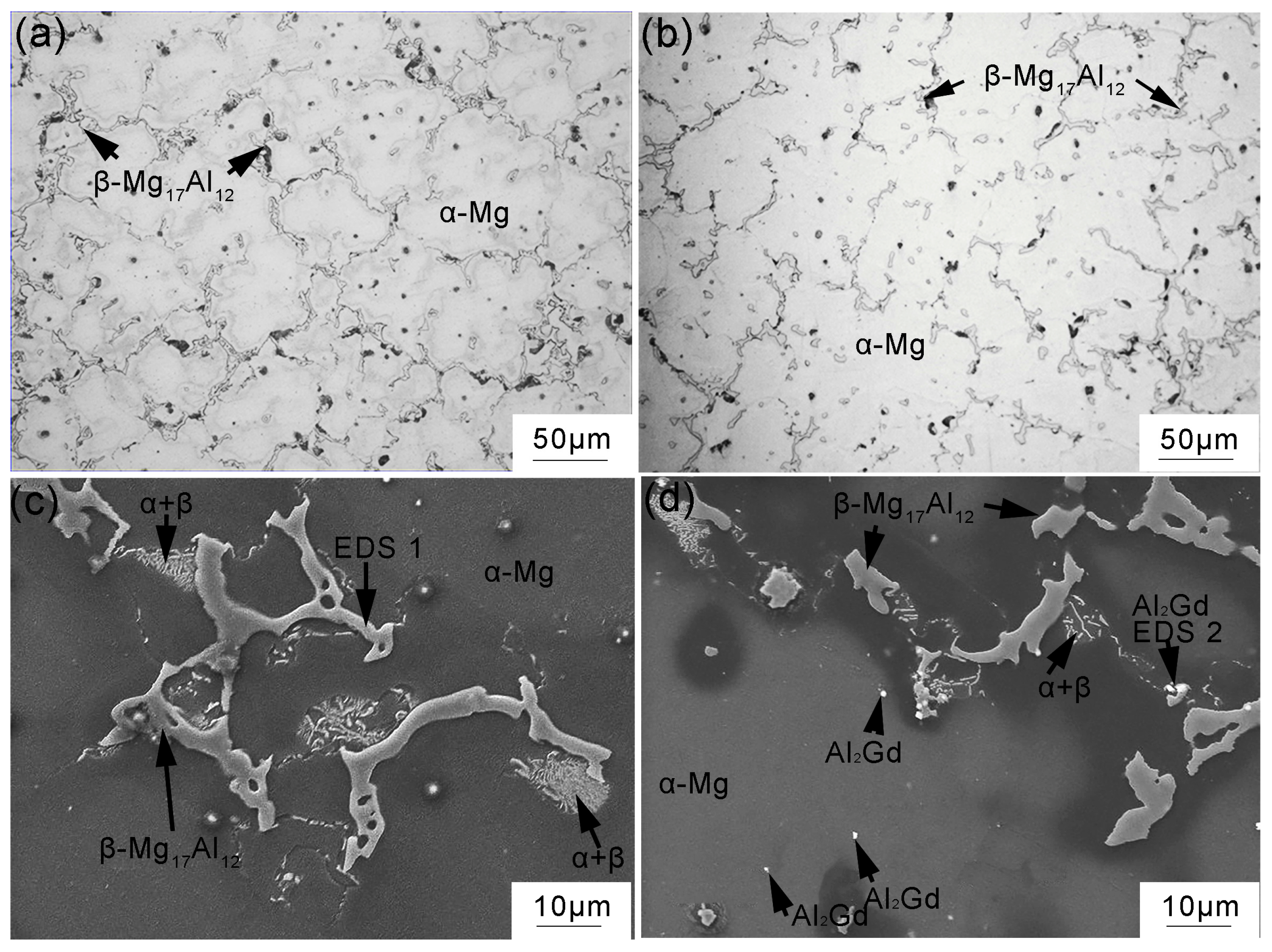
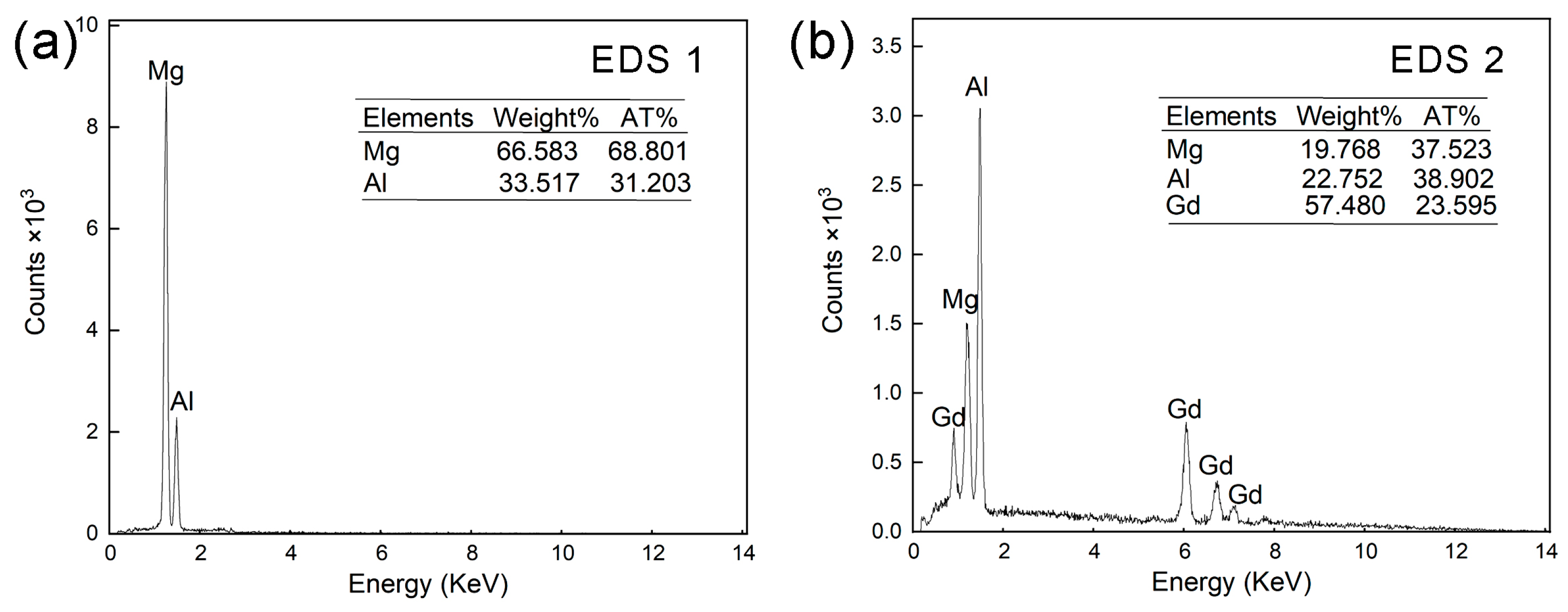
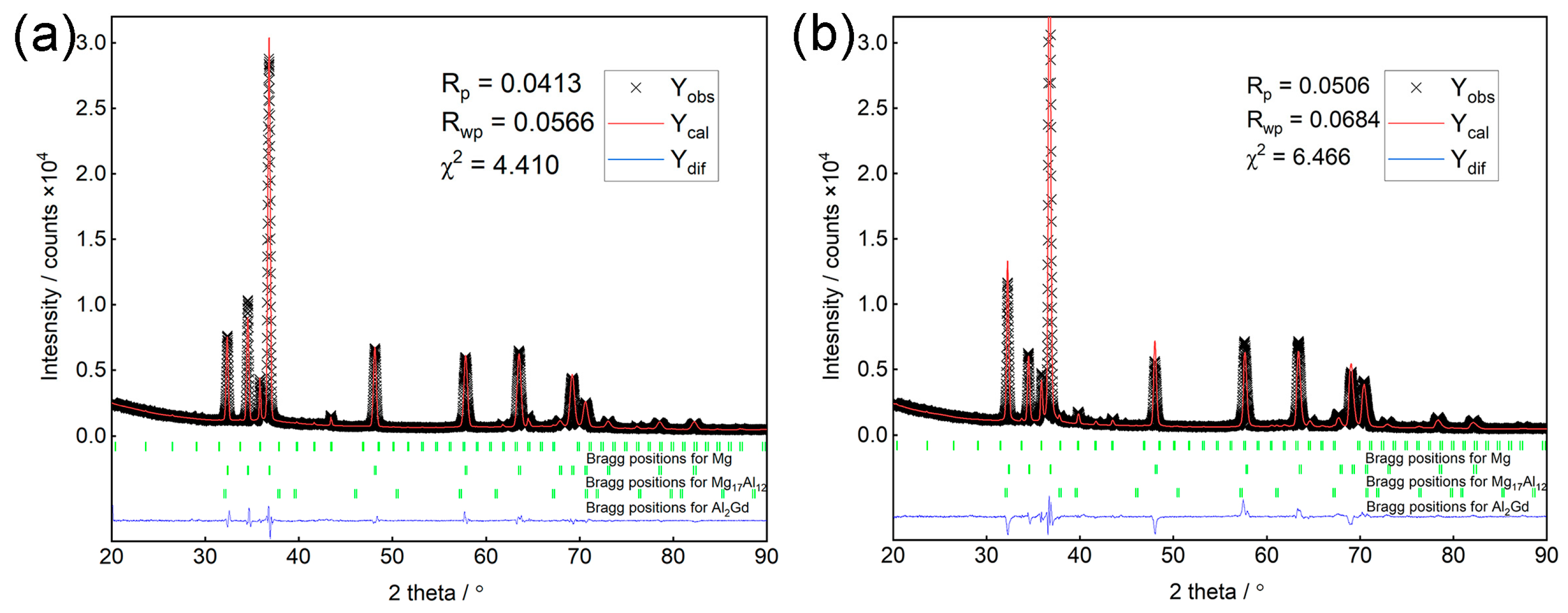
3.1. Microstructure of Surfacing Magnesium Alloy
3.2. Tribological Behavior of Surfacing Magnesium Alloys
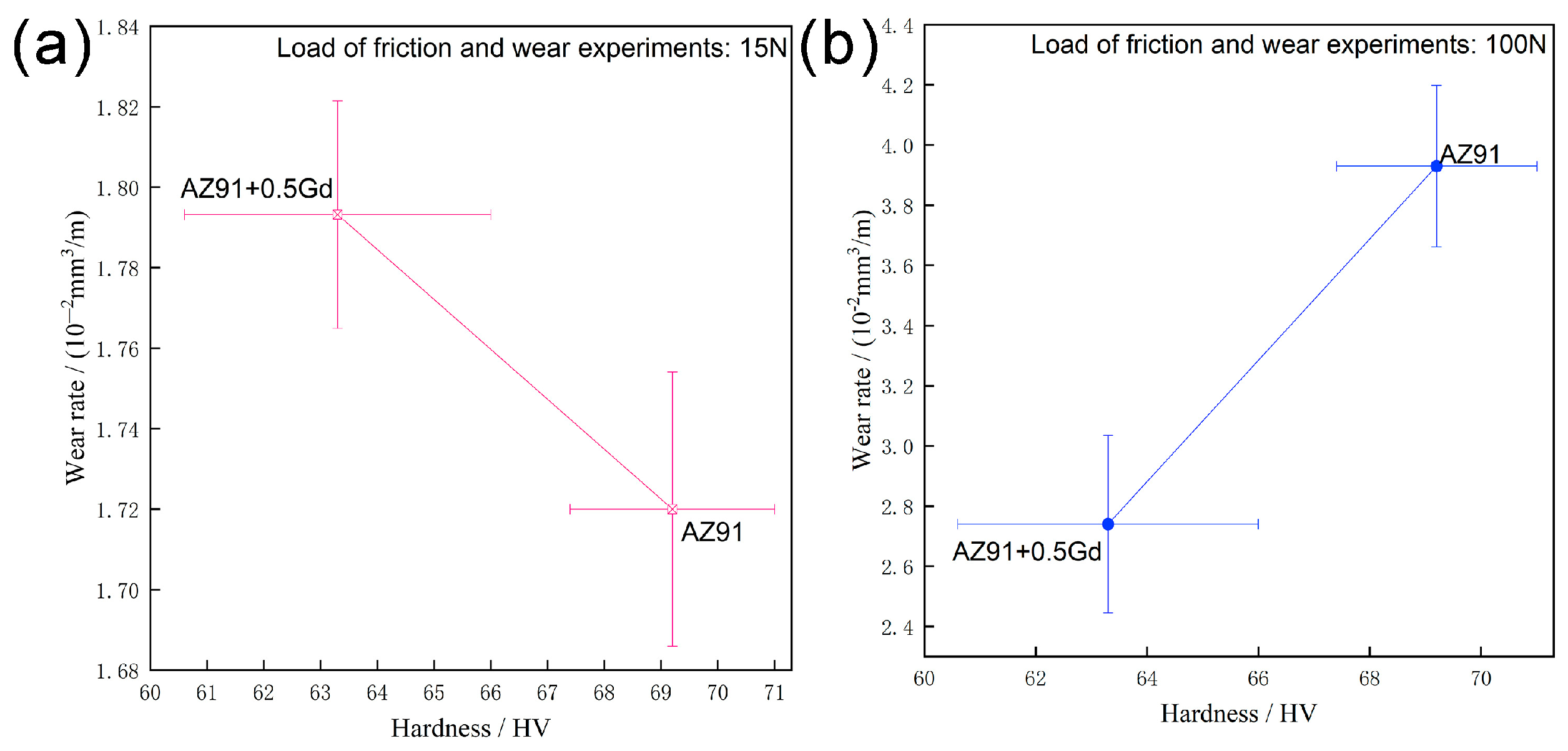
3.2.1. Wear Rate and Friction Coefficient
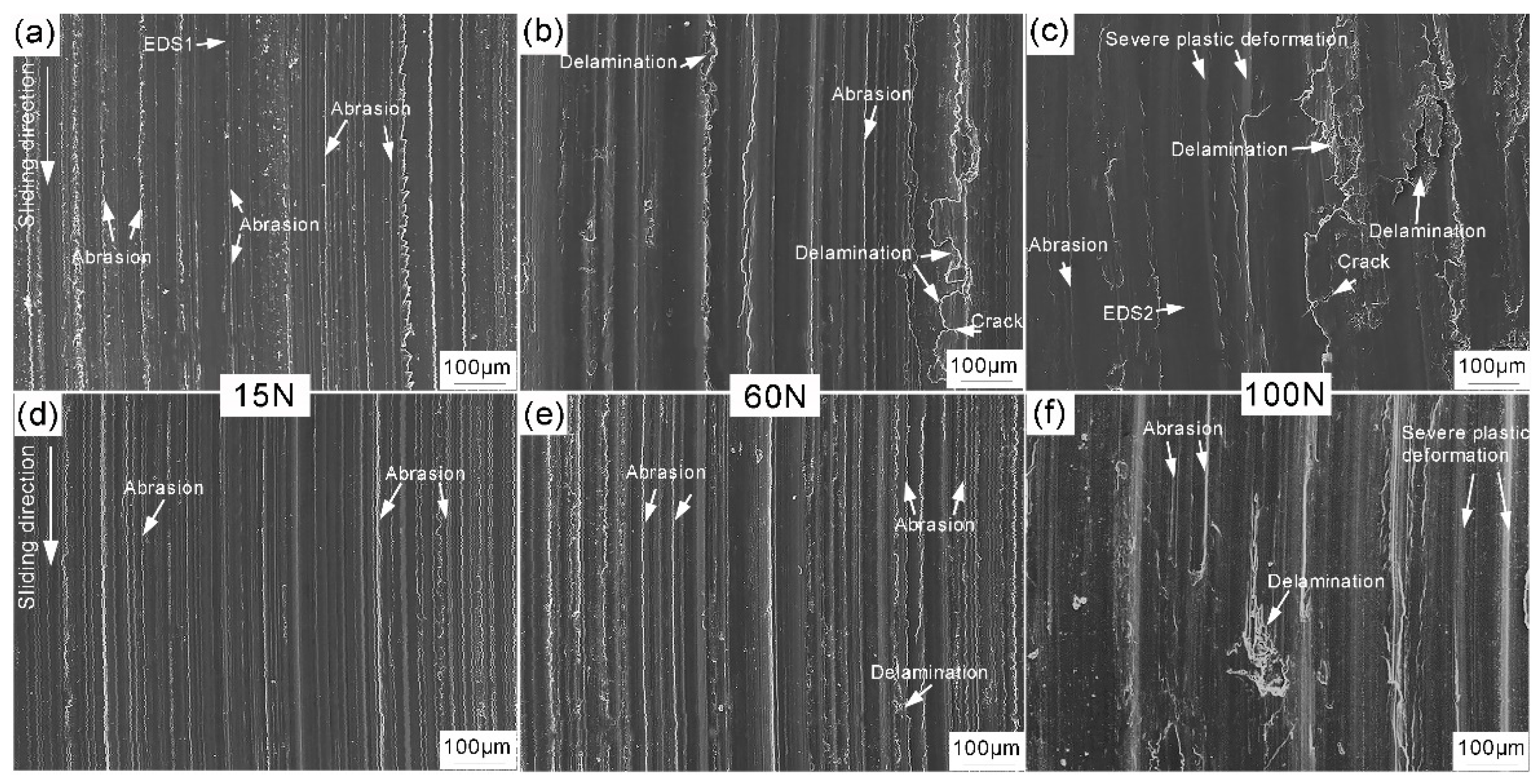
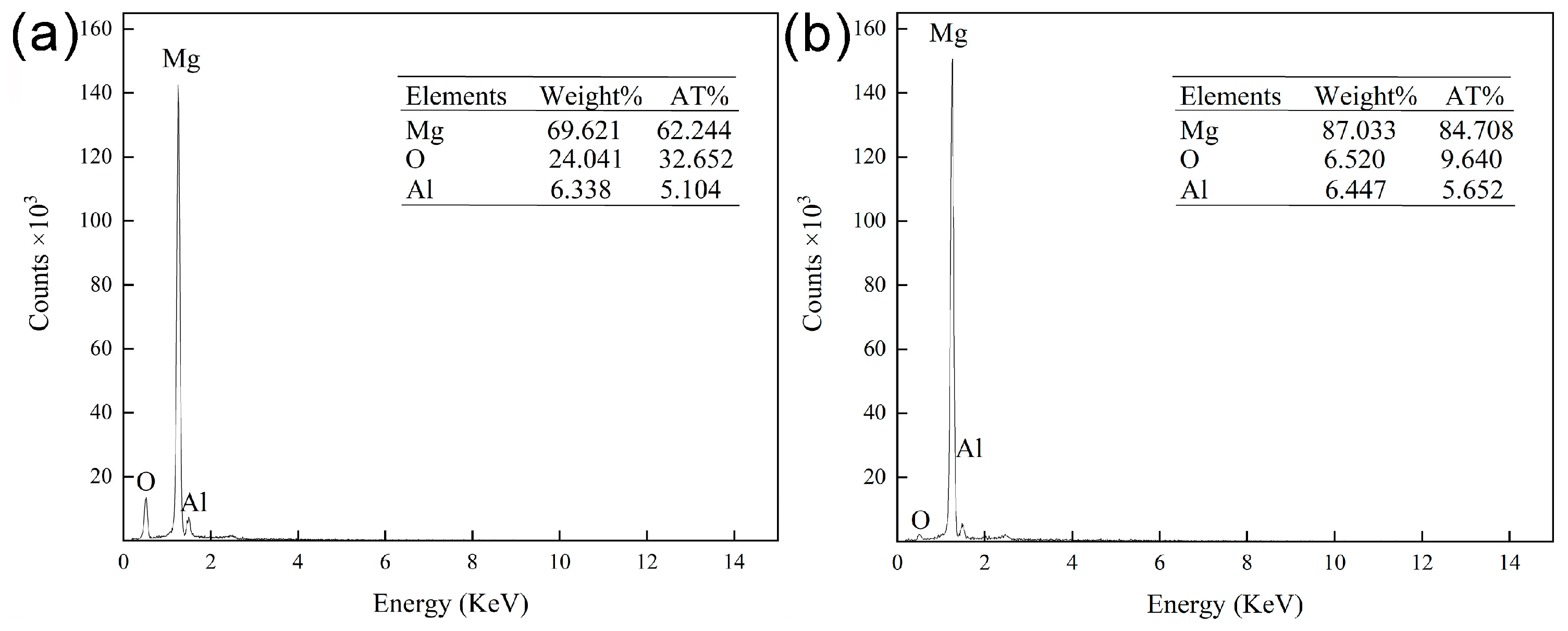
3.2.2. Wear Mechanism
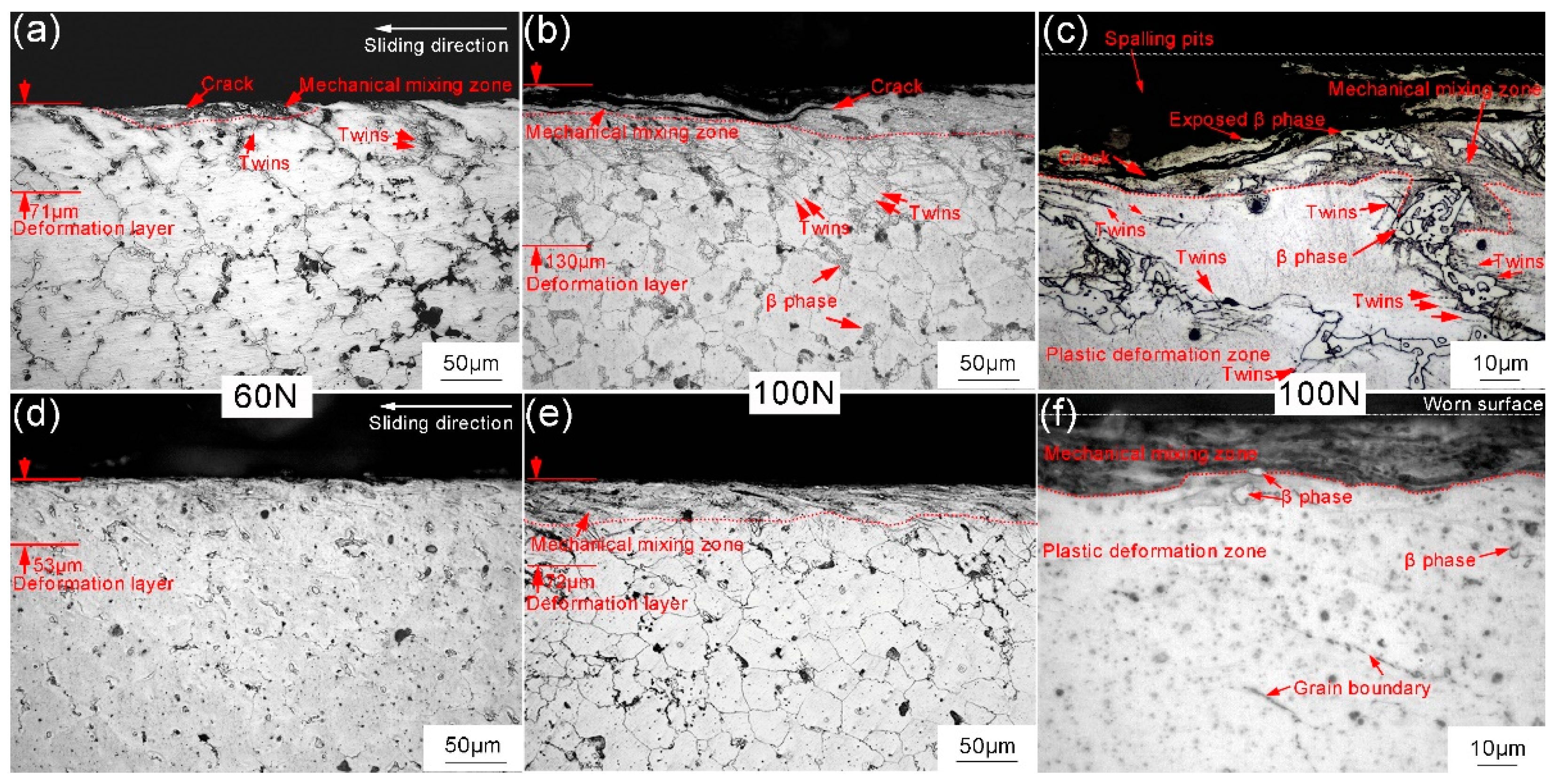
3.2.3. Effect of Friction on Deformation Behavior of the Subsurface Layer
3.3. Macro Hardness of Surfacing Magnesium Alloys
4. Discussion
4.1. Influence of Load on the Wear Mechanism of Surfacing Magnesium Alloys
4.1.1. Influence of Load on Oxidative Wear Mechanism
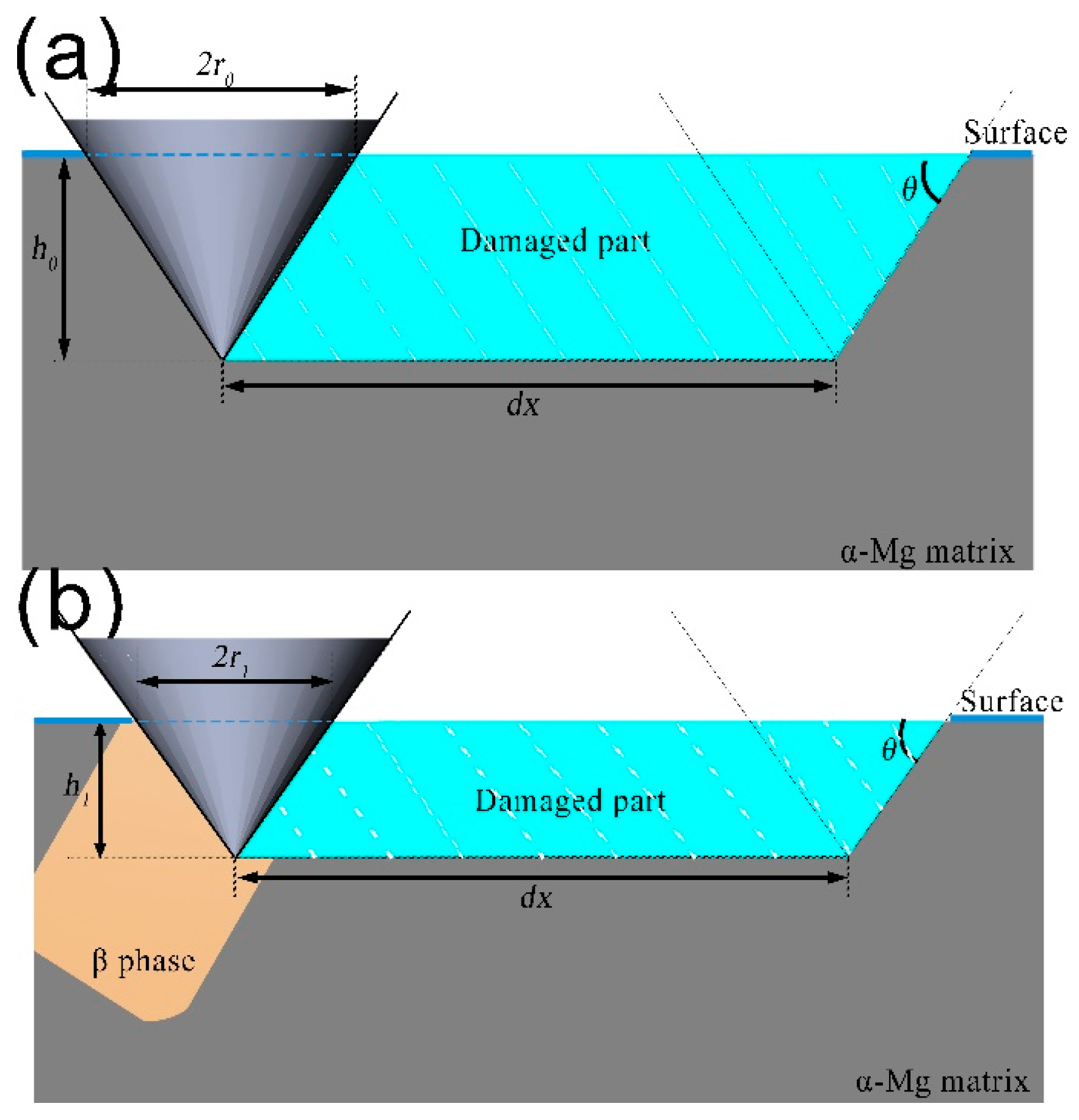
4.1.2. Influence of Load on Abrasive Wear Mechanism
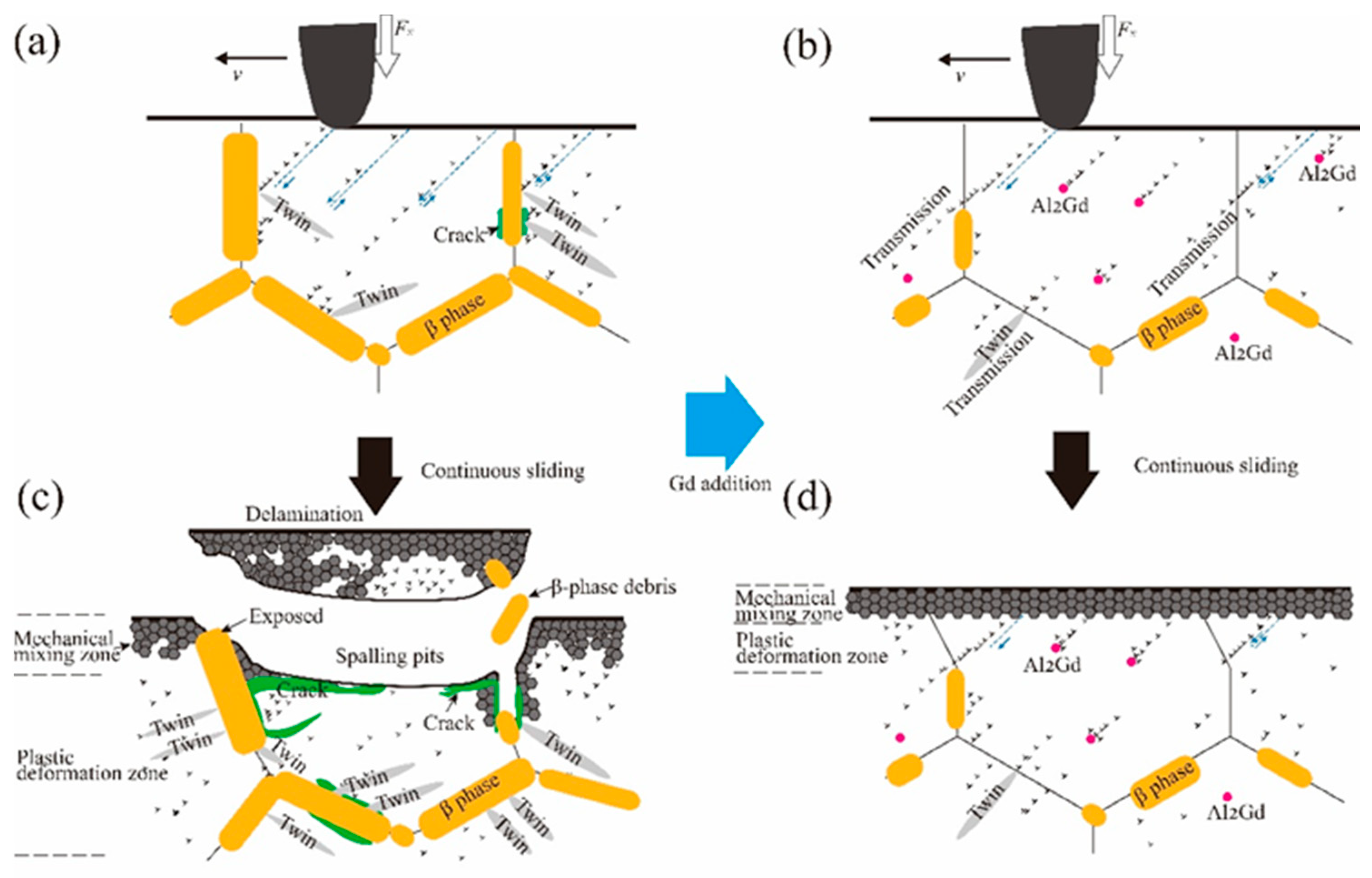
4.1.3. Influence of Load on Delamination Wear Mechanism
4.1.4. Influence of Load on Severe Plastic Deformation Mechanism
4.2. Effect of Gd Addition on the Wear Mechanism of Surfacing Magnesium Alloys
4.2.1. Effect of Gd Addition on Oxidative Wear Mechanism
4.2.2. Effect of Gd Addition on Abrasive Wear Mechanism
4.2.3. Effect of Gd Addition on Delamination Wear Mechanism
4.2.4. Effect of Gd Addition on Severe Plastic Deformation Mechanism
5. Conclusions
- (1)
- Within the scope of the experiment, the friction coefficient of the surfacing AZ91 alloy gradually decreased with increasing normal load and the wear rate gradually increased. The mild–severe wear transition occurred under a load of 100 N. The addition of Gd slightly increased the wear rate of the alloy under the 15 N load. The wear rate significantly decreased under loads between 30–100 N. Moreover, a mild–severe wear transition was avoided.
- (2)
- Four wear mechanisms can be defined for the surfacing AZ91 magnesium alloy: oxidative wear, abrasive wear, delamination wear, and severe plastic deformation. Among them, the main wear mechanism under the low load (15 N) was abrasive wear, followed by oxidative wear; under medium loads (30–60 N), the main wear mechanisms were abrasive wear and delamination wear; under the high load (100 N), the main wear mechanisms became delamination wear and severe plastic deformation.
- (3)
- The effect of Gd on the wear mechanism of the surfacing magnesium alloy can be mainly attributed to the evolution behavior of the subsurface microstructure during friction. Under medium and high loads (30–100 N), the addition of Gd reduces the size and amount of coarse irregular-shaped β-phase, thereby reducing the adverse effects of the delamination processes. However, the decrease in net-like β-phase also weakens the abrasive wear resistance of the alloy, which negatively affects its overall wear resistance under low loads (15 N).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Tolnai, D. Processing and Characterization of Magnesium-Based Materials. Crystals 2021, 11, 96. [Google Scholar] [CrossRef]
- Zhu, S.; Wang, Q.W.; Yin, F.L.; Liang, Y.Y.; Chen, L. Influence of Alternative Magnetic Field Frequency on Microstructure and Properties of Surfacing Welding Layer of Aluminum Alloy. Mater. Sci. Forum 2011, 697–698, 351–355. [Google Scholar] [CrossRef]
- Zhu, S.; Li, C.; Shen, C.D.; Liu, J. Microstructure and Micro Mechanical Property of Part Formed by GMAW Surfacing Rapid Prototyping. Key Eng. Mater. 2009, 419–420, 853–856. [Google Scholar] [CrossRef]
- Reisgen, U.; Oechsner, M.; Sharma, R.; Ellermeier, J.; Andersohn, G.; Engler, T.; Zokoll, E.; Heider, B.; Gonzalez Olivares, E. Influence of Preheating on Lamellar Gray Cast Iron for Surface Layer Welding applications with Plasma-Transferred Arc Powder and Metal Inert Gas Welding Processes with Duplex Steel as Filler Material. J. Therm. Spray Technol. 2020, 29, 724–740. [Google Scholar] [CrossRef] [Green Version]
- Vakis, A.I.; Yastrebov, V.A.; Scheibert, J.; Nicola, L.; Dini, D.; Minfray, C.; Almqvist, A.; Paggi, M.; Lee, S.; Limbert, G.; et al. Modeling and simulation in tribology across scales: An overview. Tribol. Int. 2018, 125, 169–199. [Google Scholar] [CrossRef]
- Li, Q.; Lu, H.; Li, D.Y. Effect of recovery treatment on the wear resistance of surface hammered AZ31 Mg alloy. Wear 2019, 426–427, 981–988. [Google Scholar] [CrossRef]
- Chelliah, N.M.; Kumar, R.; Singh, H.; Surappa, M.K. Microstructural evolution of die-cast and homogenized AZ91 Mg-alloys during dry sliding condition. J. Magnes. Alloy. 2017, 5, 35–40. [Google Scholar] [CrossRef]
- Ramesh, S.; Anne, G.; Nayaka, H.S.; Sahu, S.; Ramesh, M.R. Investigation of dry sliding wear properties of multi-directional forged Mg-Zn alloys. J. Magnes. Alloy. 2019, 7, 444–455. [Google Scholar] [CrossRef]
- Li, L.; Feng, J.; Liang, C.; An, J. Dry Sliding Wear Behavior and Mild-Severe Wear Transition of Mg97Zn1Y2 Alloy at Elevated Temperatures. Materials 2018, 11, 1735. [Google Scholar] [CrossRef] [Green Version]
- Athul, K.R.; Srinivasan, A.; Pillai, U.T.S. Investigations on the microstructure, mechanical, corrosion and wear properties of Mg-9Al-xGd (0, 0.5, 1, and 2 wt%) alloys. J. Mater. Res. 2017, 32, 3732–3743. [Google Scholar] [CrossRef]
- Meshinchi Asl, K.; Masoudi, A.; Khomamizadeh, F. The effect of different rare earth elements content on microstructure, mechanical and wear behavior of Mg-Al-Zn alloy. Mater. Sci. Eng. A 2010, 527, 2027–2035. [Google Scholar] [CrossRef]
- Zafari, A.; Ghasemi, H.M.; Mahmudi, R. An investigation on the tribological behavior of AZ91 and AZ91+3wt% RE magnesium alloys at elevated temperatures. Mater. Design 2014, 54, 544–552. [Google Scholar] [CrossRef]
- Chen, Q.Q.; Zhao, Z.H.; Zhu, Q.F.; Wang, G.S.; Tao, K. Cerium Addition Improved the Dry Sliding Wear Resistance of Surfacing Welding AZ91 Alloy. Materials 2018, 11, 250. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rietveld, H.M. The Rietveld method. Phys. Scripta 2014, 89, 098002. [Google Scholar] [CrossRef]
- Toby, B.H. EXPGUI, a graphical user interface for GSAS. J. Appl. Crystallogr. 2001, 34, 210–213. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Lu, J.; Huo, W.; Zhang, Y.; Wei, Q. Microstructural evolution of AZ31 magnesium alloy subjected to sliding friction treatment. Philos. Mag. 2018, 17, 1576–1593. [Google Scholar] [CrossRef]
- Liang, C.; Li, C.; Lv, X.X.; An, J. Correlation between friction-induced microstructural evolution, strain hardening in subsurface and tribological properties of AZ31 magnesium alloy. Wear 2014, 312, 29–39. [Google Scholar] [CrossRef]
- Rupert, T.J.; Schuh, C.A. Sliding wear of nanocrystalline Ni-W: Structural evolution and the apparent breakdown of Archard scaling. ACTA Mater. 2010, 58, 4137–4148. [Google Scholar] [CrossRef]
- Archard, J.F.; Irst, W.H. The wear of metals under unlubricated conditions. Proc. R. Soc. Lond. Ser. A 1956, 236, 397–410. [Google Scholar]
- Zhang, X.; Xu, H.; Chang, W.; Xi, H.; Pei, S.; Meng, W.; Li, H.; Xu, S. A dynamic contact wear model of ball bearings without or with distributed defects. J. Mech. Eng. Sci. 2020, 24, 4827–4843. [Google Scholar] [CrossRef]
- Dey, A.; Pandey, K.M. Wear behaviour of Mg alloys and their composites-a review. Int. J. Mater. Res. 2018, 109, 1050–1070. [Google Scholar]
- Niu, X.D.; An, D.Q.; Han, X.; Sun, W.; Su, T.F.; An, J.; Li, R.G. Effects of Loading and Sliding Speed on the Dry Sliding Wear Behavior of Mg-3Al-0.4Si Magnesium Alloy. Tribol. Trans. 2017, 60, 238–248. [Google Scholar] [CrossRef]
- Li, L.; Feng, C.; Zhao, W.; Liang, C.; An, J. Effect of test temperature on dry sliding wear behavior and mild-severe wear transition of Mg97Zn1Y2 alloy. Mater. Res. Express 2019, 6, 46545. [Google Scholar] [CrossRef]
- Ilo, S.; Tomala, A.; Badisch, E. Oxidative wear kinetics in unlubricated steel sliding contact. Tribol. Int. 2011, 44, 1208–1215. [Google Scholar] [CrossRef]
- Garbar, I.I. Gradation of oxidational wear of metals. Tribol. Int. 2002, 35, 749–755. [Google Scholar] [CrossRef]
- Gupta, N.; Luong, D.D.; Rohatgi, P.K. A method for intermediate strain rate compression testing and study of compressive failure mechanism of Mg-Al-Zn alloy. J. Appl. Phys. 2011, 109, 103512. [Google Scholar] [CrossRef]
- Zhao, Y.; Maietta, D.M.; Chang, L. An Asperity Microcontact Model Incorporating the Transition from Elastic Deformation to Fully Plastic Flow. J. Tribol. 2000, 122, 86–93. [Google Scholar] [CrossRef]
- Machado, M.; Moreira, P.; Flores, P.; Lankarani, H.M. Compliant contact force models in multibody dynamics: Evolution of the Hertz contact theory. Mech. Mach. Theory 2012, 53, 99–121. [Google Scholar] [CrossRef]
- Koike, J.; Sato, Y.; Ando, D. Origin of the Anomalous {10–12} Twinning during Tensile Deformation of Mg Alloy Sheet. Mater. Trans. 2008, 49, 2792–2800. [Google Scholar] [CrossRef] [Green Version]
- An, J.; Li, R.G.; Lu, Y.; Chen, C.M.; Xu, Y.; Chen, X.; Wang, L.M. Dry sliding wear behavior of magnesium alloys. Wear 2008, 265, 97–104. [Google Scholar] [CrossRef]
- Quinn, T.F.J. The oxidational wear of low alloy steels. Tribol. Int. 2002, 35, 691–715. [Google Scholar] [CrossRef]
- Wilson, J.E.; Stott, F.H.; Wood, G.C. The development of wear-protective oxides and their influence on sliding friction. Proc. R. Soc. Lond. A Math. Phys. Sci. 1997, 369, 557–574. [Google Scholar]
- Quinn, T.F.J. The Effect of "Hot-Spot" Temperatures on the Unlubricated Wear of Steel. ASLE Trans. 1967, 10, 158–168. [Google Scholar] [CrossRef]
- Tan, Q.; Atrens, A.; Mo, N.; Zhang, M. Oxidation of magnesium alloys at elevated temperatures in air: A review. Corros. Sci. 2016, 112, 734–759. [Google Scholar] [CrossRef] [Green Version]
- Tan, Q.; Yin, Y.; Mo, N.; Zhang, M.; Atrens, A. Recent understanding of the oxidation and burning of magnesium alloys. Surf. Innov. 2019, 7, 71–92. [Google Scholar] [CrossRef]
- Czerwinski, F. The reactive element effect on high-temperature oxidation of magnesium. Int. Mater. Rev. 2015, 60, 264–296. [Google Scholar] [CrossRef]
- Min, X.G.; Du, W.W.; Xue, F. Analysis of EET on Ca increasing the melting point of Mg17Al12 phase. Chin. Sci. Bull. 2002, 47, 1082–1084. [Google Scholar] [CrossRef]
- Ashrafizadeh, S.M.; Mahmudi, R. Effects of Gd, Y, and La Rare-Earth Elements on the Microstructural Stability and Elevated-Temperature Mechanical Properties of AZ81 Magnesium Alloy. Metall. Mater. Trans. A 2019, 50, 5957–5968. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Zn | Mn | Gd | Fe | Si | Ni | Cu | Mg |
|---|---|---|---|---|---|---|---|---|---|
| AZ91 | 9.30 | 0.82 | 0.64 | — | 0.0051 | 0.0140 | 0.0057 | ≤0.0020 | Bal. |
| AZ91 + 0.5Gd | 9.28 | 0.79 | 0.21 | 0.56 | 0.0018 | 0.0980 | 0.0050 | ≤0.0020 | Bal. |
| Welding substrate | 8.95 | 0.71 | 0.33 | — | 0.0169 | 0.0107 | 0.0051 | ≤0.0020 | Bal. |
| Alloy | Mg17Al12 | Al2Gd | Mg |
|---|---|---|---|
| AZ91 | 5.7 | 0 | 94.3 |
| AZ91 + 0.5 Gd | 4.5 | 0.5 | 95.0 |
| Material | Macrohardness/HV |
|---|---|
| AZ91 | 69.2 |
| AZ91 + 0.5Gd | 63.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Yu, Y.; Sun, J.; Jing, C.; Zhao, Y.; Wang, J. Investigation of the Wear Behavior of Surface Welding AZ91 and AZ91+Gd Alloys under Variable Loading Conditions. Crystals 2021, 11, 554. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050554
Chen Q, Yu Y, Sun J, Jing C, Zhao Y, Wang J. Investigation of the Wear Behavior of Surface Welding AZ91 and AZ91+Gd Alloys under Variable Loading Conditions. Crystals. 2021; 11(5):554. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050554
Chicago/Turabian StyleChen, Qingqiang, Yalei Yu, Jie Sun, Cainian Jing, Yanhua Zhao, and Jia Wang. 2021. "Investigation of the Wear Behavior of Surface Welding AZ91 and AZ91+Gd Alloys under Variable Loading Conditions" Crystals 11, no. 5: 554. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11050554