
Nanocellulose Bulk Material Prepared by Steam Treatment and Hot Press Molding: Material Processing and Machining Test


Abstract
:1. Introduction
2. Experiment
2.1. Materials
2.2. Methods
2.2.1. Processing of NC Bulk Material
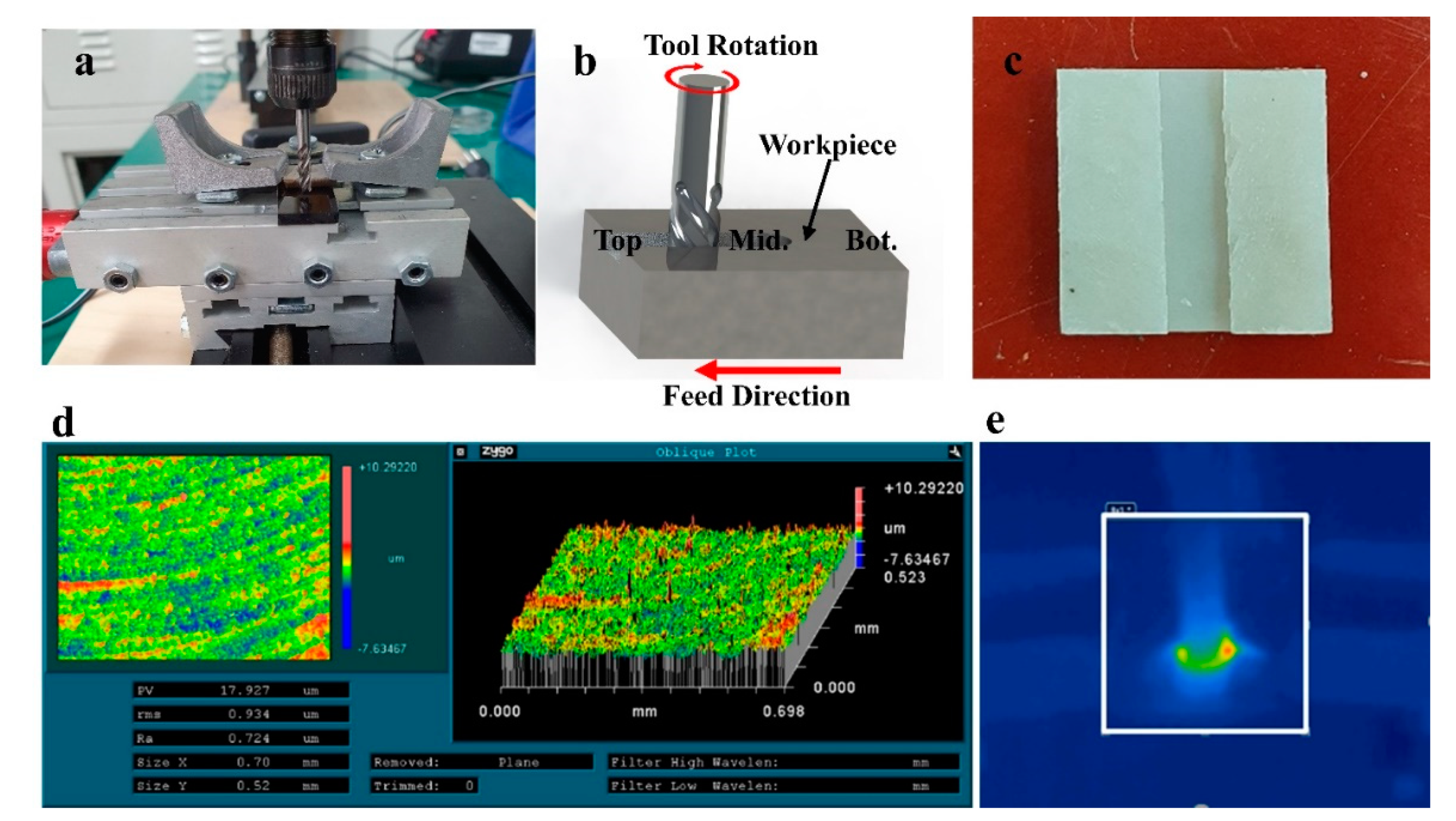
2.2.2. Machining of NC Bulk Material
2.2.3. Characterization
3. Results and Discussion
3.1. NC Bulk Material Characterization
3.2. Machining Characteristics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Van, V.L.H.; Balise, P.L.; Van, V.L.H.; Balise, P.L. Elements of materials science. Phys. Today 1959, 12, 52–53. [Google Scholar] [CrossRef]
- Eriksen, M.; Lebreton, L.C.; Carson, H.S.; Thiel, M.; Moore, C.J.; Borerro, J.C.; Galgani, F.; Ryan, P.G.; Reisser, J. Plastic pollution in the world’s oceans: More than 5 trillion plastic pieces weighing over 250,000 tons afloat at sea. PLoS ONE 2014, 9, e111913. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meier, M.A.R. Renewable resources for polymer chemistry: A sustainable alternative? Macromol. Rapid Commun. 2011, 17, 1297–1298. [Google Scholar] [CrossRef]
- Hamad, W.Y. Cellulose Nanocrystals: Properties, Production and Applications; Wiley: Chichester UK, 2017. [Google Scholar]
- Roman, M. Toxicity of cellulose nanocrystals: A review. Ind. Biotechnol. 2015, 11, 25–33. [Google Scholar] [CrossRef]
- Wu, Z.; Xu, J.; Gong, J.; Li, J.; Mo, L. Preparation, characterization and acetylation of cellulose nanocrystal allomorphs. Cellulose 2018, 25, 4905–4918. [Google Scholar] [CrossRef]
- Moud, A.A.; Arjmand, M.; Liu, J.; Yang, Y.; Sanati-Nezhad, A.; Hejazi, S.H. Cellulose nanocrystal structure in the presence of salts. Cellulose 2019, 26, 9387–9401. [Google Scholar] [CrossRef]
- Asadi, A.; Miller, M.; Sultana, S.; Moon, R.J.; Kalaitzidou, K. Introducing cellulose nanocrystals in sheet molding compounds (SMC). Compos. Part A Appl. Sci. Manuf. 2016, 88, 206–215. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crops. Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Yao, Y.; Tao, J.; Zou, J. Light management in plastic–paper hybrid substrate towards high-performance optoelectronics. Energy Environ. Sci. 2016, 9, 2278–2285. [Google Scholar] [CrossRef]
- Li, T.; Zhai, Y.; He, S.; Gan, W.; Wei, Z.; Heidarinejad, M.; Dalgo, D.; Mi, R.; Zhao, X.; Song, J.; et al. A radiative cooling structural material. Science 2019, 364, 760–763. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, D.; Xing, Y.; Tantratian, K.; Wang, X.; Ma, Y.; Mukhopadhyay, A.; Cheng, Z.; Zhang, Q.; Jiao, Y.; Chen, L.; et al. 3D printed high-performance lithium metal microbatteries enabled by nanocellulose. Adv. Mater. 2019, 31, 1807313. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhang, L.; Cui, K.; Ge, S.; Cheng, X.; Yan, M.; Yu, J.; Liu, H. Flexible Electronics Based on Micro/Nanostructured Paper. Adv. Mater. 2018, 30, 1801588. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Yao, Q.; Liu, J.; Sun, J.; Zhu, Q.; Chen, H. Processing nanocellulose to bulk materials: A review. Cellulose 2019, 26, 7585–7617. [Google Scholar] [CrossRef]
- Dufresne, A. Processing of nanocellulose-based materials. In Nanocellulose; De Gruyter: Boston, MA, USA, 2017; pp. 351–418. [Google Scholar] [CrossRef]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. High Pressure Compression-Molding of α-Cellulose and Effects of Operating Conditions. Materials 2013, 6, 2240–2261. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rol, F.; Rouilly, A.; Bras, J. Thermo-compression of cellulose nanofibrils. Cellulose 2020, 27, 25–40. [Google Scholar] [CrossRef]
- Kam, D.; Layani, M.; BarkaiMinerbi, S.; Orbaum, D.; BenHarush, S.A.; Shoseyov, O.; Magdassi, S. Additive Manufacturing of 3D Structures Composed of Wood Materials. Adv. Mater. Technol. 2019, 4, 1900158. [Google Scholar] [CrossRef]
- Startsev, O.V.; Salin, B.N.; Skuridin, Y.G.; Utemesov, R.M.; Nasonov, A.D. Physical properties and molecular mobility of the new wood composite plastic “thermobalite”. Wood Sci. Technol. 1999, 33, 73–83. [Google Scholar] [CrossRef]
- Kajikawa, S.; Iizuka, T. Influence of Steaming and Boiling at 180 °C Plus on the Injectability of Bamboo Powder. Key Eng. Mater. 2013, 554, 1856–1863. [Google Scholar] [CrossRef]
- Berglund, L.A.; Peijs, T. Cellulose Biocomposites—From Bulk Moldings to Nanostructured Systems. MRS Bull. 2010, 35, 201–207. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; El-Gizawy, A.S.; Okafor, A.C. An approach for development of damage-free drilling of carbon fiber reinforced thermosets. Int. J. Mach. Tools Manuf. 2001, 41, 1795–1814. [Google Scholar] [CrossRef]
- Bilyk, S.R.; Scheidler, M.J. Mechanical Response and Shear Initiation of Double-Base Propellants. In Proceedings of the 13th International Detonation Symposium, Norfolk, VA, USA, 23–28 July 2006. [Google Scholar]
- Chandrasekhar, M.; Kumar, P. Processing and characterizations of BNT-KNN ceramics for actuator applications. Process Appl. Ceram. 2016, 10, 73–77. [Google Scholar] [CrossRef]
- Konneh, M.; Izman, S.; Dzahi Padil, M.E.; Roszat, R. Surface Roughness Study of Milled Carbon Fiber Reinforced Polymer (CFRP) Composite Using 4 mm 2-Flute Titanium Aluminum Nitride (TiAlN) Coated Carbide End Mills. Adv. Mater. Res. 2014, 887, 1101–1106. [Google Scholar] [CrossRef]
- Geier, N.; Pereszlai, C. Analysis of Characteristics of Surface Roughness of Machined CFRP Composites. Period Polytech. Mech. Eng. 2020, 64, 67–80. [Google Scholar] [CrossRef] [Green Version]
- Ridwan, F.; Havendri, R.; Susanti, O. Analysis cutting forces and surface roughness of fibre reinforced polymer for end mill processes. IOP Conf. Ser. Mater. Sci. Eng. 2019, 602, 12083. [Google Scholar] [CrossRef]
- Tomadi, S.H.; Ghani, J.A.; Haron, C.H.C.; Ayu, H.M.; Daud, R. Effect of Cutting Parameters on Surface Roughness in End Milling of AlSi/AlN Metal Matrix Composite. Procedia Eng. 2017, 184, 58–69. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Press Molding Condition | Without Steam Process | With Steam Process | |||||
|---|---|---|---|---|---|---|---|
| 80 °C | 90 °C | 100 °C | 80 °C | 90 °C | 100 °C | ||
| Hand pressing | Time | 8 h | 7 h | 6 h | 8 h | 7 h | 6 h |
| Max. pressure | 20 MPa | ||||||
| Hot pressing | Time | 20 h | 24 h | ||||
| Max. pressure | 60 MPa | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-W.; Kim, H.-C.; Zhai, L.; Agumba, D.O.; Kim, J. Nanocellulose Bulk Material Prepared by Steam Treatment and Hot Press Molding: Material Processing and Machining Test. Crystals 2021, 11, 853. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11080853
Kim J-W, Kim H-C, Zhai L, Agumba DO, Kim J. Nanocellulose Bulk Material Prepared by Steam Treatment and Hot Press Molding: Material Processing and Machining Test. Crystals. 2021; 11(8):853. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11080853
Chicago/Turabian StyleKim, Jung-Woong, Hyun-Chan Kim, Lindong Zhai, Dickens Owino Agumba, and Jaehwan Kim. 2021. "Nanocellulose Bulk Material Prepared by Steam Treatment and Hot Press Molding: Material Processing and Machining Test" Crystals 11, no. 8: 853. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11080853