
Characterization of Mortars Made with Coal Ashes Identified as a Way Forward to Mitigate Climate Change



1
The Eduardo Torroja Institute for Construction Science, Spanish National Research Council, CSIC, C/Serrano Galvache, 4, 28033 Madrid, Spain
2
Civil Engineering School, Technical University of Madrid (UPM), C/Profesor Aranguren, 3, Ciudad Universitaria, 28040 Madrid, Spain
3
Spanish Institute of Cement and Its Applications (IECA), C/José Abascal, 53, 28003 Madrid, Spain
*
Author to whom correspondence should be addressed.
Crystals 2022, 12(4), 557; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040557
Submission received: 28 February 2022
/
Revised: 4 April 2022
/
Accepted: 11 April 2022
/
Published: 15 April 2022
Abstract
:Portland cement production is an energy-intensive process that releases carbon dioxide into the atmosphere. To reach carbon neutrality by 2050, it would be necessary to implement innovative measures in the cement industry to deliver carbon neutrality. In this respect, it is striking that the new cement types made with high contents of industrial by-products will act as a lever to combat climate change. Accordingly, the purpose of this study is to assess coal–ash blended cements in light of climate change mitigation. In particular, ground coal bottom ash could be considered as a novel constituent for common cement production. The performance of these coal–ash mortars was assessed by measuring pozzolanic reactivity, mechanical strength gain, and microstructural characteristics. Mortars were made with 10%, 25%, or 35% of coal ash (fly ash and/or bottom ash). Therefore, by considering an emission intensity factor of 830 kgCO2/kg of clinker, a reduction in carbon dioxide emissions for all coal fly ash cements is expected, which will be about 83 kgCO2/kg of cement, 208 kgCO2/kg of cement, and 290 kgCO2/kg of cement, respectively. Ground coal bottom ash presented similar characteristics to the coal fly ash. Consequently, ground coal bottom ash is a promising Portland cement constituent with properties comparable to coal fly ash, and its increased usage can contribute to the climate change mitigation.
1. Introduction
Portland cement mortar and concrete are the most widely used construction materials worldwide. Indeed, mortar is composed by a mixture of fine aggregate sand, Portland cement, and water. Portland cement production is an energy-intensive process that results in the release of carbon dioxide into the atmosphere [1]. Portland cement manufacture accounts for 7.4% of the world’s carbon dioxide emission, i.e., about 2.9 Gtons in 2016 [1]. The greenhouse effect makes the Earth warmer than it should naturally be. Currently, Earth is about 1.1 °C warmer than it was 125,000 years ago [2]. Therefore, the cement industry should take steps in establishing effective measures to reduce its impact. New cement types with a high content of by-products or industrial wastes will be more green than grey. In this respect, coal ash cements can play an important role in mitigating climate change [1].
Accordingly, product engineers or architects can help to prevent the worst consequences by defining concrete mix designs made with low-carbon cements. The world’s future relies upon the choices that regulators, civil engineers, and architects, among other stakeholders, make today [2]. In consequence, a firm commitment to tackling climate change, which is one of the severest challenges facing mankind today, is necessary.
For instance, several action plans for critical raw materials, circular economy, and other topics are being produced and developed within the European Green Deal context to achieve the carbon neutrality by 2050 [3]. The cement industry expects to reach such climate change targets through the entire cement and concrete value chain [4].
One of the measures undertaken by the cement industry to minimize its impact on the climatic change is the production of low-carbon cements. Coal fly ash and bottom ash are by-products generated in coal-fired electrical power stations. They can be used to produce mentioned cements with a low amount of clinker and with a new cement constituent: ground coal bottom ash. In addition, the disposal of coal combustion by-products, such as fly ash and bottom ash, i.e., industrial residues in landfill, is avoided. Their use as Portland cement constituents will contribute to a more sustainable cement production by lowering energy and raw material consumption. Accordingly, coal ash blended cement production is a part of the sustainable development strategy carried out by the Portland cement sector.
Currently, coal fly ash is utilized as a constituent in Portland cements and as a supplementary cementitious material (SCM) in concrete. By contrast, coal bottom ash is employed as a fine aggregate in concretes [5]. Furthermore, it is well known by scientists that durable properties of the concrete made with coal fly ash cements [6] or coal bottom ash cements [7] are enhanced due to their pozzolanic characteristics. Consequently, their use will be promoted. During the pozzolanic reaction, silica-rich precursors with no cementing properties, such as coal ashes, are converted to a calcium silicate, with good cementing properties. Fineness is one of the most significant parameters affecting coal fly ash pozzolanicity [8] and compressive strength gain [9,10], rather than the chemical composition. Consequently, it is expected that ground fly ash and/or bottom ash mortars present higher early strength than mortars made with coarse coal ashes.
Alkali-activated coal fly ash is also known to be an environmentally friendly alternative to Portland cement because it can reduce carbon dioxide emissions and re-use industrial wastes. From the microstructural point of view, hardened coal ash Portland cement pastes can be defined as composite materials filled with unreacted particles; similarly, hardened alkali-activated coal fly ash is formed by unreacted and crystalline coal fly ash constituents, which are held together by the gel N-A-S-H [11]. The microstructure formation process is based on the fact that the vitreous part of coal fly ash is alkali-attacked. Accordingly, coal fly ash aluminosilicate glass is transformed into amorphous alkaline aluminosilicate hydrate, i.e., N-A-S-H gel, and secondary reaction products, i.e., zeolites [12]. The microstructure is determined by the Si/Al ratio, which increases with time, thus increasing the degree of polymerization.
The control factors for the strength gain of this binder and the coal ash Portland cement are the coal fly ash–binder and water–binder ratios. Nevertheless, alkali-activated coal fly ash strength development also depends on the Na2O–binder and SiO2–Na2O ratios [11,12,13]. Typically, the optimal values of the SiO2–Na2O and Na2O–binder ratios are between 0.6 and 1, and between 7 and 10%, respectively [11,12,13].
Alkali-activated coal fly ash is formed by the alkali activation of silica and alumina-rich coal fly ash after adding alkaline activators, while coal fly ash Portland cement uses the Ca(OH)2 formed in the Portland cement hydration process as an activator. Alkaline activators are primarily composed of alkali components, such as OH−, SiO32−, and CO32−, as well as Na+, K+, and Ca2+. Among all, NaOH and Na2SiO3 are the most normally utilized. These activators exhibit different reaction mechanisms; therefore, they lead to various compressive strength development. Coal fly ash-based alkali-activated materials are characterized by slow strength development at ambient temperatures [14]. However, based on previous research, it is possible to achieve desirable compressive strength for alkali-activated coal fly ash concrete when cured at 20 °C. Furthermore, the addition of ground-granulated blast furnace slag results in long-term strength [15].
The reaction process for alkali-activated coal fly ash by using NaOH could be divided into four stages [11,13]. In the first one, the OH− breaks the Si-O-Si and Si-O-Al bonds into Si-OH, and the sodium in the solution acts as a catalyzer. The second stage is associated with an induction period. In the third stage, more ions are dissolved, and polycondensation begins on the coal fly ash surface. In the fourth stage, the reaction products form shells on the coal fly ash surface, which prevents further OH− diffusion on the unreacted coal fly ash. Therefore, the reaction stops. The reaction rate of Na2SiO3 with the coal fly ash is much faster than that of NaOH since the soluble Si capture released more Al monomers in the solution, thus producing polymers.
The research significance of this study relies on the fact that the clinker factor must be reduced in the following years. Cement manufacturers have committed to the goal of achieving carbon neutrality throughout the clinker–cement–concrete–construction–carbonation value chain by 2050, and the production of blended cements is one of the best ways to achieve net carbon neutrality [1].
In this paper, the physical, microstructural, reactivity, and mechanical properties of coal–ash mortars were assessed. The main characteristics of mortars made with coal fly ash and/or coal bottom ash were compared to Portland cement mortars. Finally, the use of ground bottom ash was evaluated as a potential Portland cement constituent. The novelty of this paper relies on the assessment of coal fly ash–coal bottom ash mixes as main constituent of Portland cements in a similar way as silicious fly ash.
2. Materials and Methods
2.1. Materials
The reference Portland cement was a CEM I 42.5 N according to the EN 197-1:2011 [16] produced in the factory located at Villaluenga, Toledo, Spain (Lafarge España, SAU). Both coal ashes (fly and bottom) were produced in the same coal-fired power plant at Carboneras, Almería, Spain. Their chemical characteristics are shown in Table 1 [17], and the raw materials used to produce the cement mixes are given in Table 2.
The Portland cement CEM I 42.5 N was mixed with the coal ashes in the proportions shown in Table 2 to obtain CEM II/A-V, CEM II/B-V, and CEM IV/A (V) cements, where “V” stands for the γ, δ, λ, and Ω coal fly ash–coal bottom ash mixes presented in Table 2.
Al these new cements were used to make mortars with a cement–sand ratio of 1:3 and a water–cement ratio of 0.5, with distilled water and CEN standard sand [18]. The procedure of mortar mixing, molding, and curing is detailed in the European Standard EN 196-1:2016 [18].
Three mortar prims were made for each testing time. The test specimens were 4 cm × 4 cm × 16 cm prisms. Compressive strength was carried out on halves of the prism broken by using a suitable device.
2.2. Testing
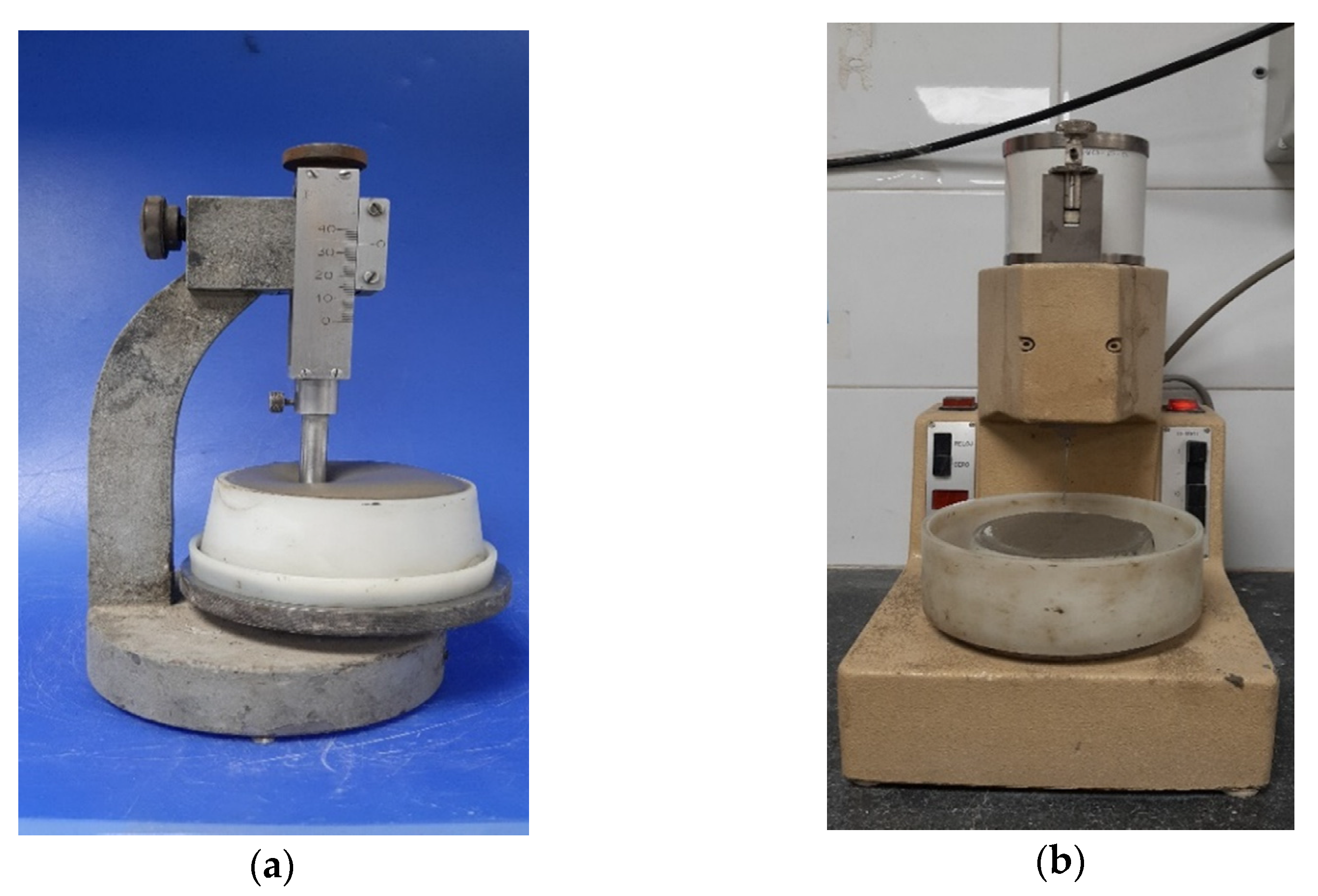
Water demands for normal consistency, soundness, initial setting time, and final setting time of mortars (Figure 1) were determined according to the European Standard EN 196-3:2016 [19], whereas compressive strength testing (Figure 2) was performed according to the European Standard EN 196-1:2016 [18]. The pozzolanicity test for cements was assessed by means of the European Standard EN 196-5:2016 [20].
The total accessible porosity is defined as the ratio of connected pores, and it was measured by water intrusion in mortar samples cured for 28 and 90 days of wet curing according to the method defined in the Spanish Standard UNE 83.980 [21]. In addition, mercury intrusion porosimetry (MIP) tests were performed to determine the pore size distribution (Figure 3).
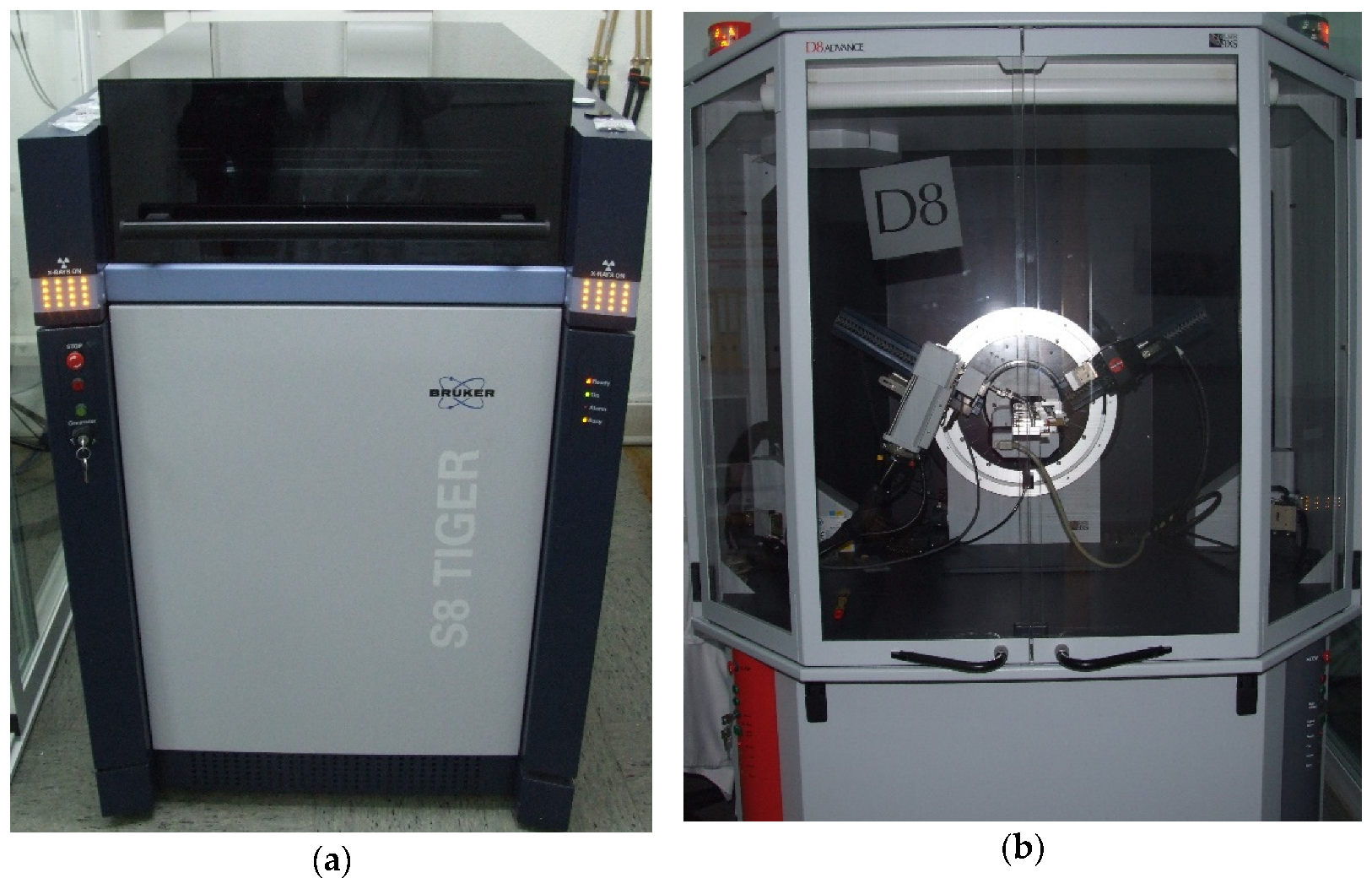
The chemical analyses were performed by XRF with a S8 Tigger 4 kW model instrument (Bruker, Billerica, MA, USA), (Figure 4a). Loss on ignition (LOI) and chloride ion contents were determined according to the European Standard EN 196-2 [17].
The samples used in the XRD tests were cast mortars, which were then ground into powder to be used as test samples for the current test. We then made recordings using a D8 Advance powder crystal X-ray diffractometer (Bruker) with a 2.2 KW Cu anode ceramic X-ray tube (Figure 4b).
Crystalline compounds were identified with DIF-FRAC.EVA v4.2.1 software which supports a reference pattern database derived from the Crystallography Open Database (COD) for phase identification.
Mortar prisms were sectioned using a water-cooled diamond saw to obtain mortar samples. Later, sample sections were further reduced in size for examination by scanning electron microscopy (SEM) using backscattered electron imaging contrast, using a low-speed saw with propanol lubricant to produce approximately 10 mm × 10 mm × 10 mm mortar specimens. Then, they were impregnated with a low-viscosity epoxy using a vacuum system, oven-cured at 55 °C, polished, sputter-coated with gold, and examined using a JSM-5400 system (JEOL, Akishima, Tokyo, Japan) equipped with three detectors (secondary electrons, backscattered electrons, and an EDX Oxford EDS Link energy-dispersive X-ray spectrometer (Oxford Instruments Industrial Products Limited, Oxon, UK)).
3. Results and Discussion
3.1. Physical Properties
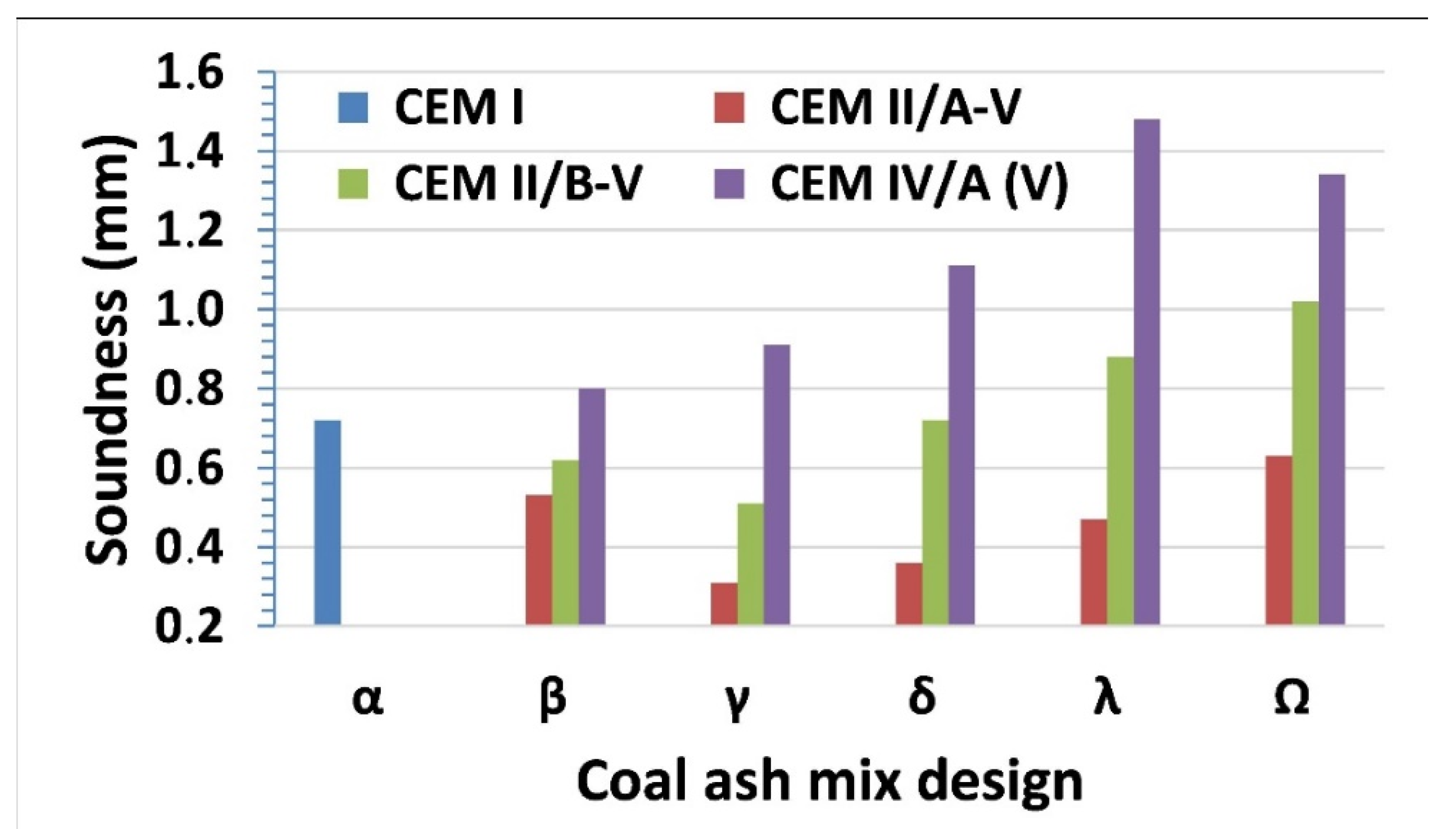
Figure 5, Figure 6 and Figure 7 show the main physical properties of the cement pastes, i.e., soundness, water demand for normal consistency, and initial and final setting times, respectively.
Figure 5 shows that, in general, the higher the bottom ash content, the higher the soundness result. By contrast, cement pastes made with 10% of coal ash (CEM II/A-V) had similar soundness values than the CEM I or even lower results. Furthermore, the higher the coal ash amount in the mortar, the higher the soundness. Accordingly, the lowest soundness was found in the CEM I.
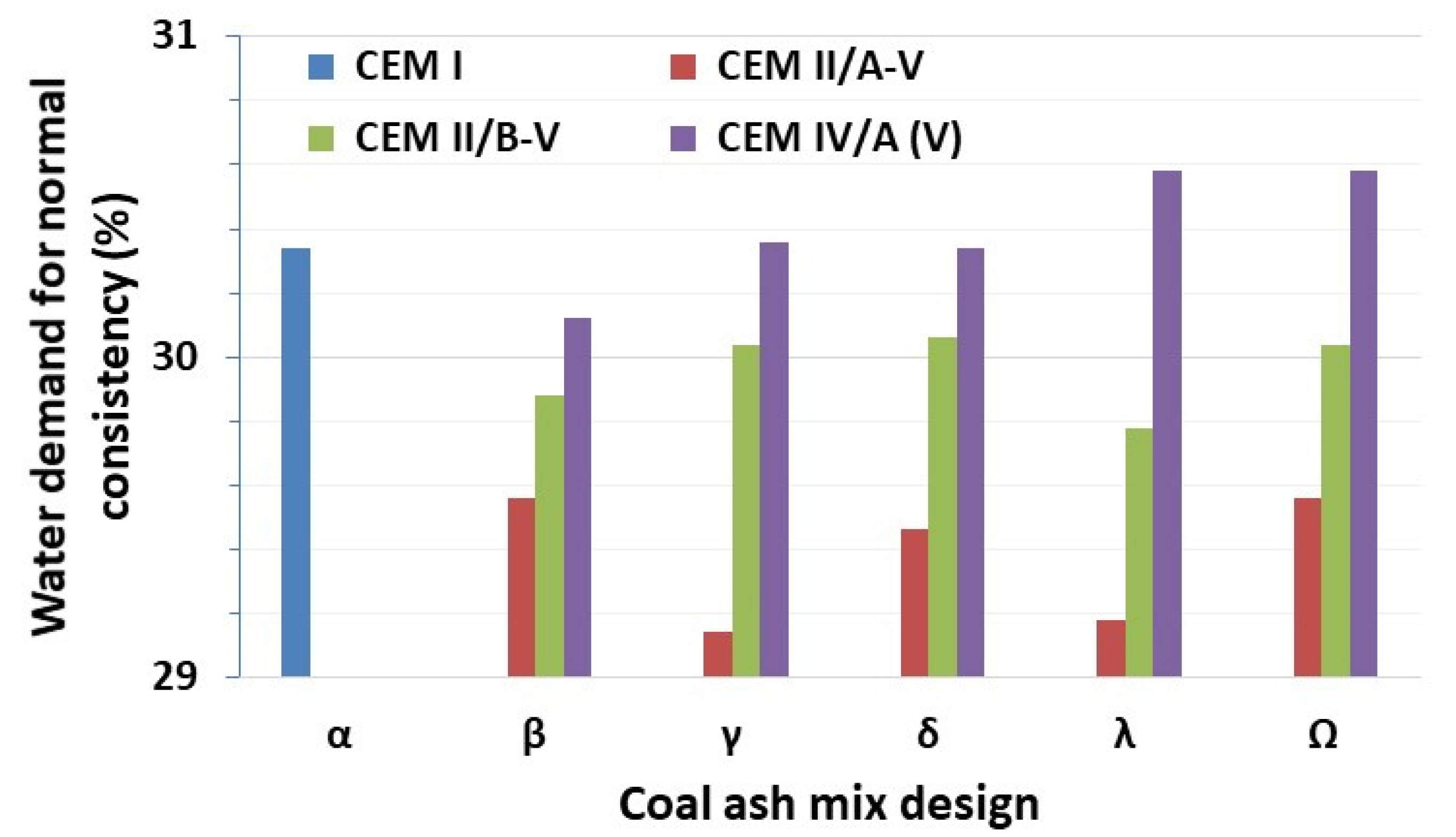
With regards to the water demand for normal consistency (Figure 6), CEM II/A-V and CEM II/B-V cements provided lower results than CEM I indistinctly of the type of coal ash employed. Nevertheless, CEM IV/A (V) made with coal bottom ash had higher water demand for normal consistency than CEM IV/A (V) made with coal fly ash.
Thorstensen and Fidjestol [22] reported that coal fly ash minimizes water demand and reduces bleeding pores. Therefore, it yields cement-based materials with low-permeability internal pores. Furthermore, through the pozzolanic reactions, coal fly ash combines with calcium hydroxide, producing additional cementitious constituents which result in a denser microstructure [22].
More fineness of coal bottom ash demands higher water than coal fly ash due to the higher surface area. Carbon content, estimated by the loss on ignition, also affects water demand, since the carbon absorbs more water [23]. Loss-on-ignition is lower for coal bottom ash (1.8%) than for coal fly ash (3.6%). Accordingly, fineness is the controlling factor in evaluating water demand for normal consistency.
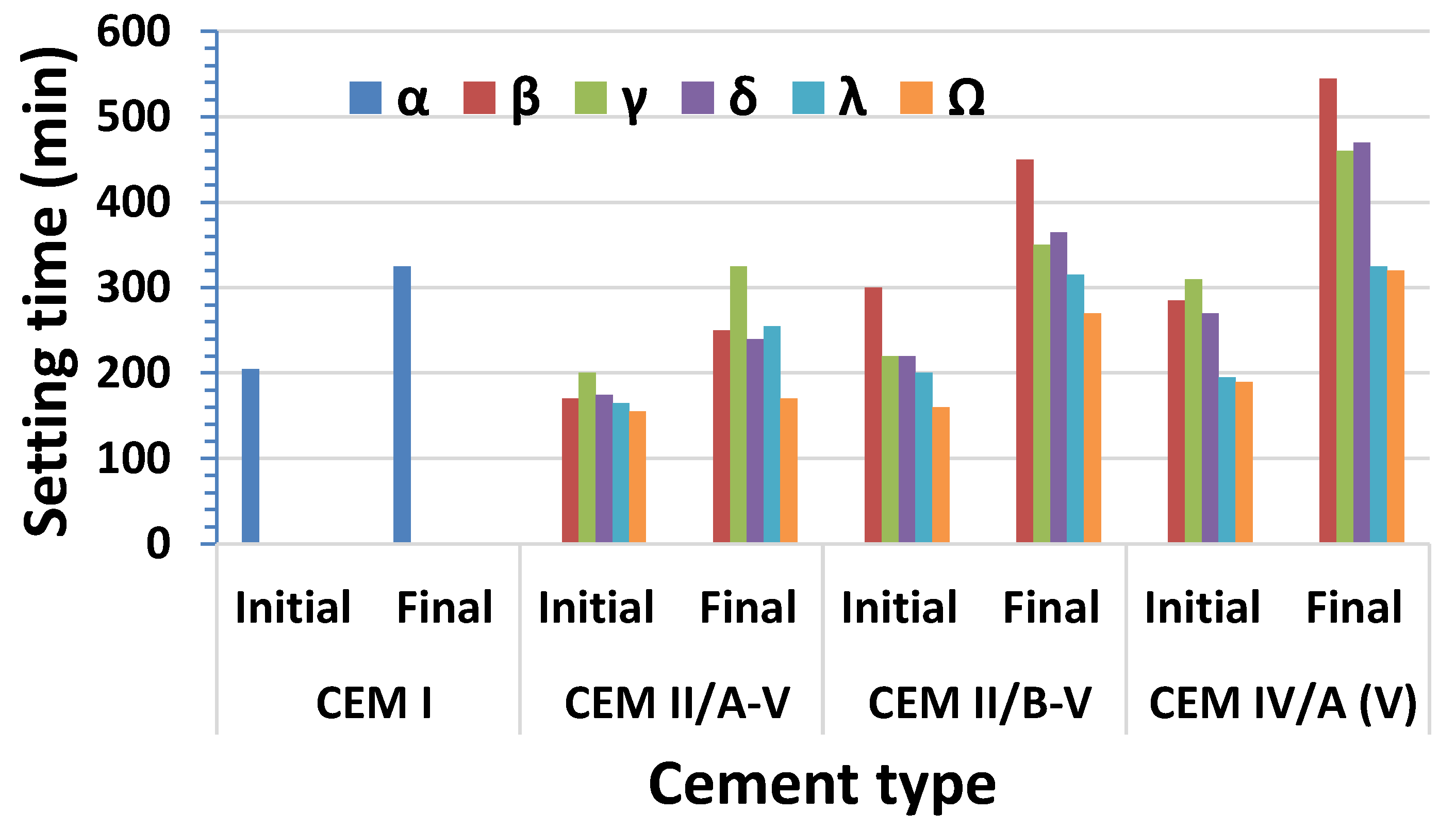
As expected, the more the coal ash content in the mortar, the longer the setting time [24], as shown in Figure 7. This is due to the pozzolanic reaction, which is the physicochemical reaction that occurs in Portland cement upon the addition of coal ashes as silica-rich precursors. This reaction proceeds after the Portland cement hydration; therefore, this slows down the compressive strength development [10].
The setting time relies upon the amount and characteristics of coal fly ash employed in cement-based material [24]. Consequently, the setting time is faster in coal bottom ash cements than in coal fly ash cements. This fact could be explained because coal bottom ash has rougher surfaces than those found in coal fly ash [6].
3.2. Mechanical Properties
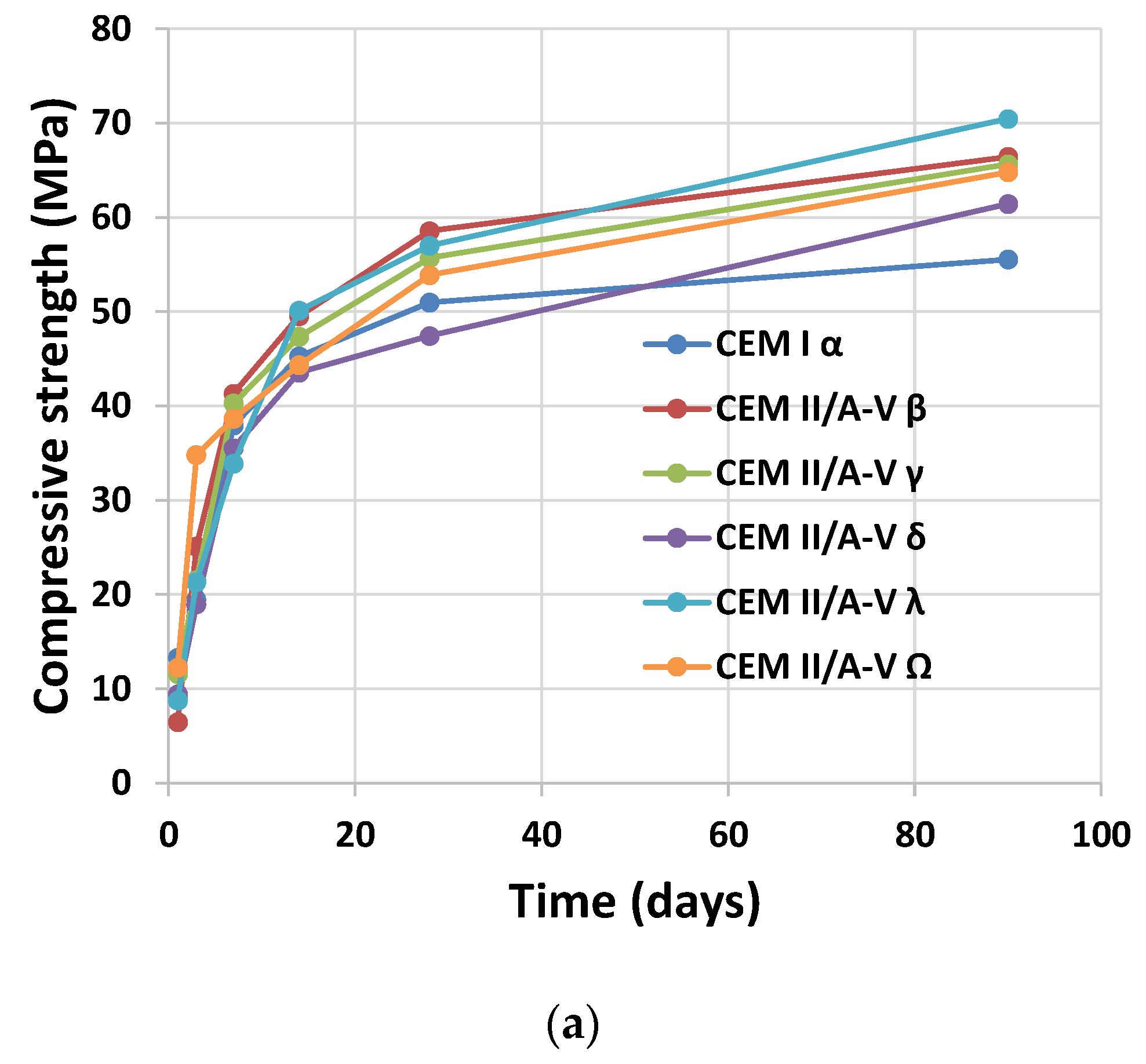
Compressive strength gain from 1 to 90 days is presented in Figure 8. The pozzolanic reaction between calcium hydroxide and coal ashes was also studied by means of compressive strength. Coal fly and bottom ashes are pozzolanic materials that react with calcium hydroxide, which results in significant performance of cement-based materials [9].
The compressive strength compared to the control specimen with various percentages of coal ash (0%, 10%, 25%, and 35%) is presented in Figure 8. It was observed that mortar compressive strength was not developed with coal ashes at early ages in agreement with the results reported in the literature [25].
Compressive strength of mortars made with CEM I or CEM II/A-V with a coal ash content of 10% is quite similar at 28 days. Nevertheless, the pozzolanic reaction continues, leading to higher compressive strength of mortars with coal ash at 90 days [9]. The reason for the low increase in the compressive strength at early ages is the slow pozzolanic reactions of coal ashes, which need a longer period to complete their interactions. Both types of ashes in CEM II/A-V presented quite a similar compressive strength gain (α and Ω in Figure 8a). By contrast, mortar specimens made with mixes of both ashes (γ, δ, λ) exhibited lower performances. In particular, the 50:50 mixture (λ) presented the lowest value in CEM II/A-V.
The greatest compressive strength in CEM II/B-V and CEM IV/A (V) mortars was found in the coal fly ash specimens (β in Figure 8b,c, respectively). This cannot be attributed to the fineness because the Blaine specific surface of the coal fly ash is lower (3463 cm2/g) than that of the coal bottom ash (3976 cm2/g). Nevertheless, mechanical grinding accelerates the reaction of the coal bottom ash with Portland cement, i.e., they bind within a short period. Mechanical activation of coal bottom ash is essential to gain better performance in both durable and mechanical characteristics.
3.3. Cement Mixes Reactivity
A characteristic advantage of utilizing coal ashes in blended cements is their pozzolanic reaction. They have active aluminosilicates which react with calcium hydroxide formed during the Portland cement hydration to produce additional C–S–H gel. This reaction is time-consuming, and the blended mortar can fail to deliver early-age strength (Figure 8). Nevertheless, the initial strength is achieved by clinker hydration, while delayed strength gain by coal ashes helps to reduce the requirement of clinker in cement.
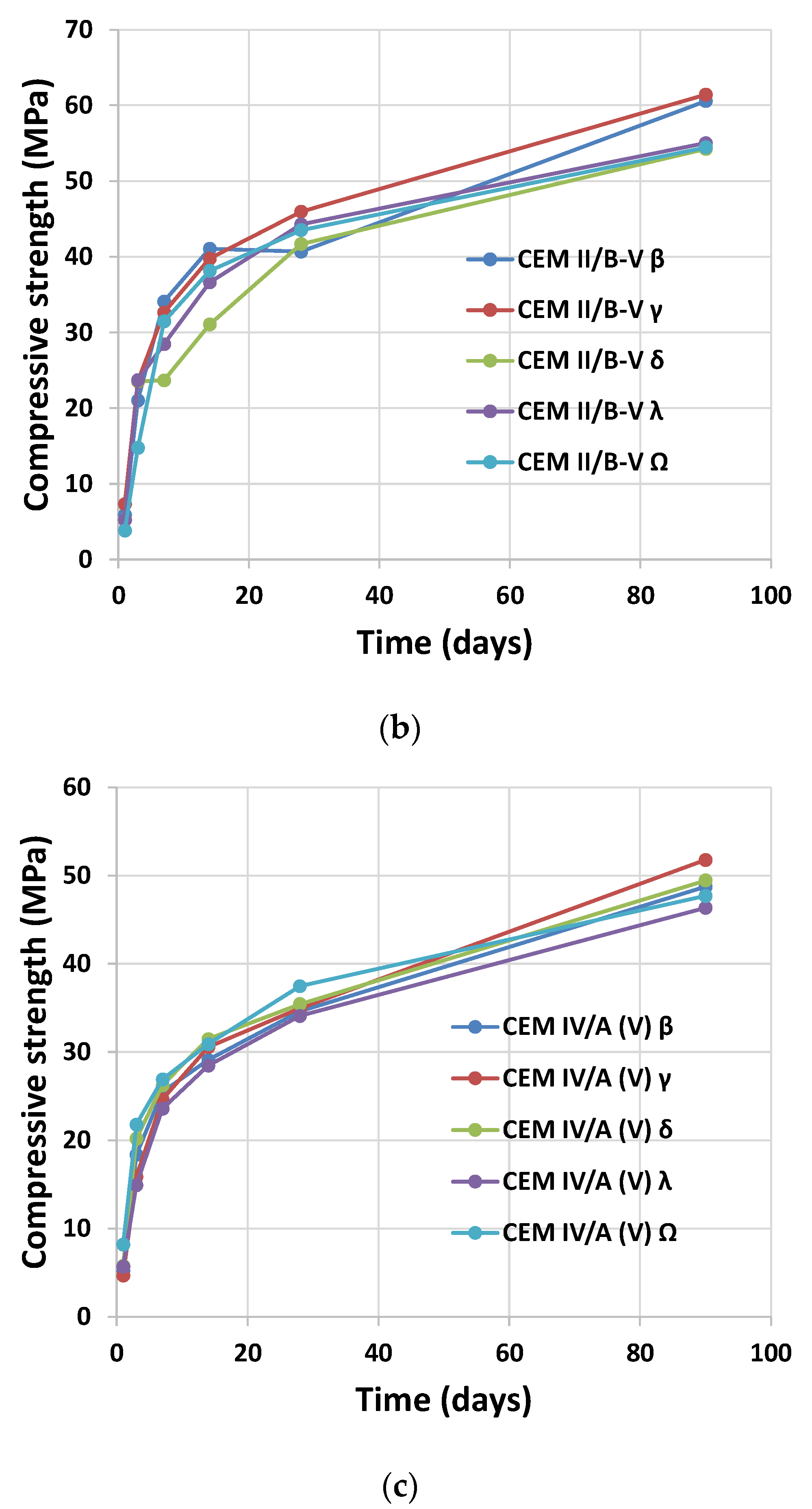
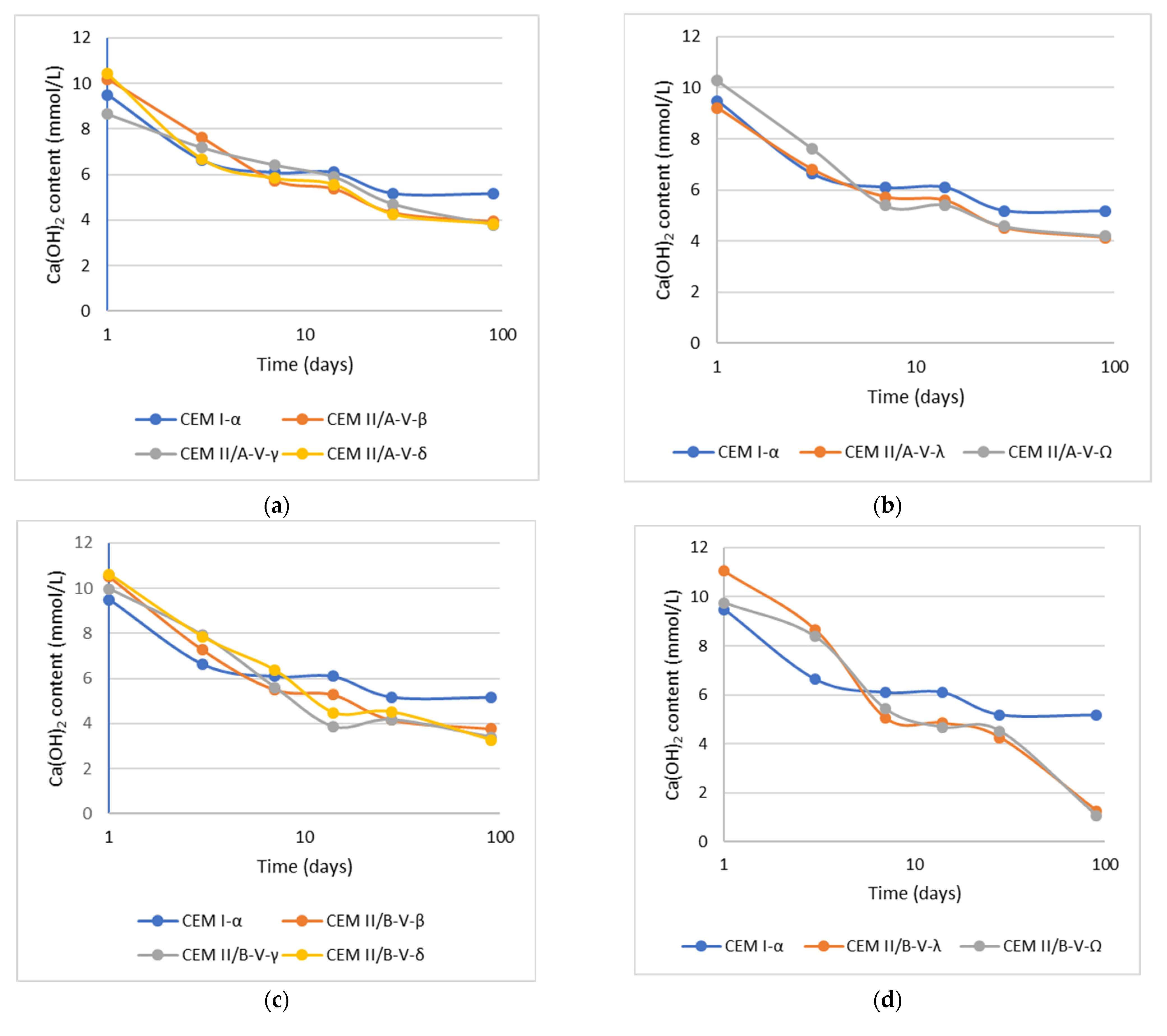
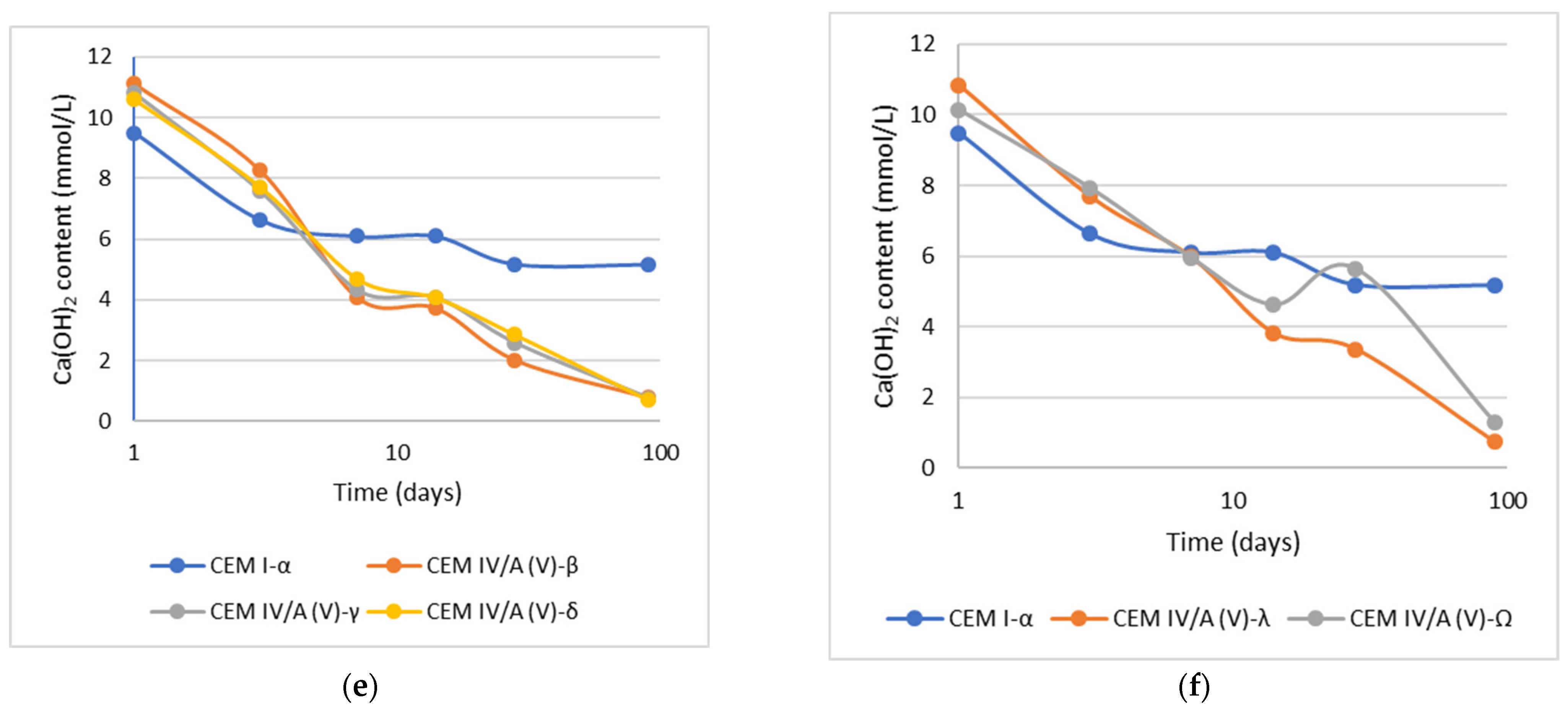
Figure 9 shows the calcium hydroxide content of mortars made with cements CEM I, CEM II/A-V, CEM II/B-V, and CEM IV/A (V), where V is a mixture of fly ash and/or bottom ash. Accordingly, both coal ashes contain active aluminosilicates which react with calcium-based compounds to form additional C–S–H gel. This chemical process is time-consuming; therefore, these mixes cannot deliver early-age strength (Figure 8). By contrast, the compressive strength gain at 28 days may decrease the requirement of clinker in Portland cement.
The lowest calcium hydroxide content is found in the reference cement CEM I followed by the CEM II/A-V, no matter the type of coal ash mix (Figure 9a,b). The greater the ash content, the greater the calcium hydroxide content in the pozzolanic reaction. CEM II/B-V (25% V) draws a clear distinction between the pozzolanicity of coal fly ash and coal bottom ash mixes (Figure 9c,d). Higher calcium hydroxide content was found in the mix made with bottom ash (CEM II/B-V-Ω), whereas the mix made with fly ash (CEM II/B-V-β) showed the lowest calcium hydroxide depletion. The higher specific surface of the coal bottom ash (3976 m2/kg) enhances the reactivity of the blended cement in comparison with the coal fly ash cement (3463 m2/kg) [7,26]. Borrachero et al. [27] found a greater reactivity towards water when the fineness was increased by grinding.
By contrast, CEM IV/A (V) mixes present a strong convergence towards an average value of 1 mmol/L (Figure 9e,f). This is due to the pozzolanic reaction, which is the physicochemical reaction that occurs in Portland cement upon the addition of coal ashes as silica-rich precursors [28]. This reaction proceeds after the hydration of Portland cement; therefore, this slows down the compressive strength development. The pozzolanic reaction occurs over long-time scale [29]. The physicochemical mechanism involves the calcium hydroxide transportation via a pore solution, which is present in mortars and concretes, to react with silicate and/or aluminate phases to form calcium silicates and aluminate hydrates, i.e., hydrated gels of C-S-H and C-A-S-H [6].
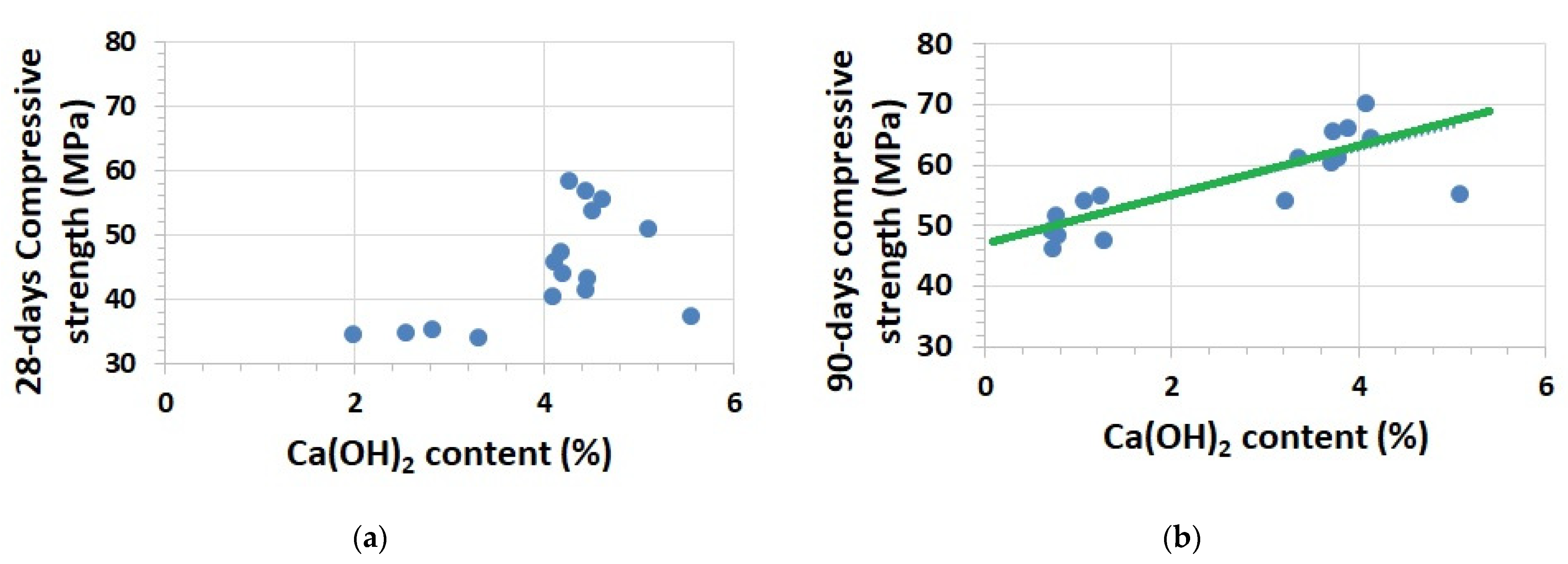
A consequence of the pozzolanic reactions is the gradual hardening of mortars containing coal ashes and lime. Thus, compressive strength increases as the content of combined calcium hydroxide increases. However, as shown in Figure 10a, there is no general relationship between compressive strength and combined calcium hydroxide at 28 days, although the empirical study shows that there is only a slight correlation (R2 = 0.627) between the two parameters after 90 days (Equation (1)), because of the hardening of a coal ash–calcium hydroxide mortar, which is slow at early ages but continues to progress over long periods.
Ca(OH)2 content (%) = 3.7482 × Compressive strength (MPa) + 47.457,
The lack of correlation can be explained by the high capacity to fix calcium hydroxide at 28 days (Figure 9), but mortars do not harden significantly (Figure 8). For this reason, the coal ash mixes assessment requires the measurement of compressive strength development in the mortar, rather than determination of the content of fixed calcium hydroxide.
3.4. Porosity
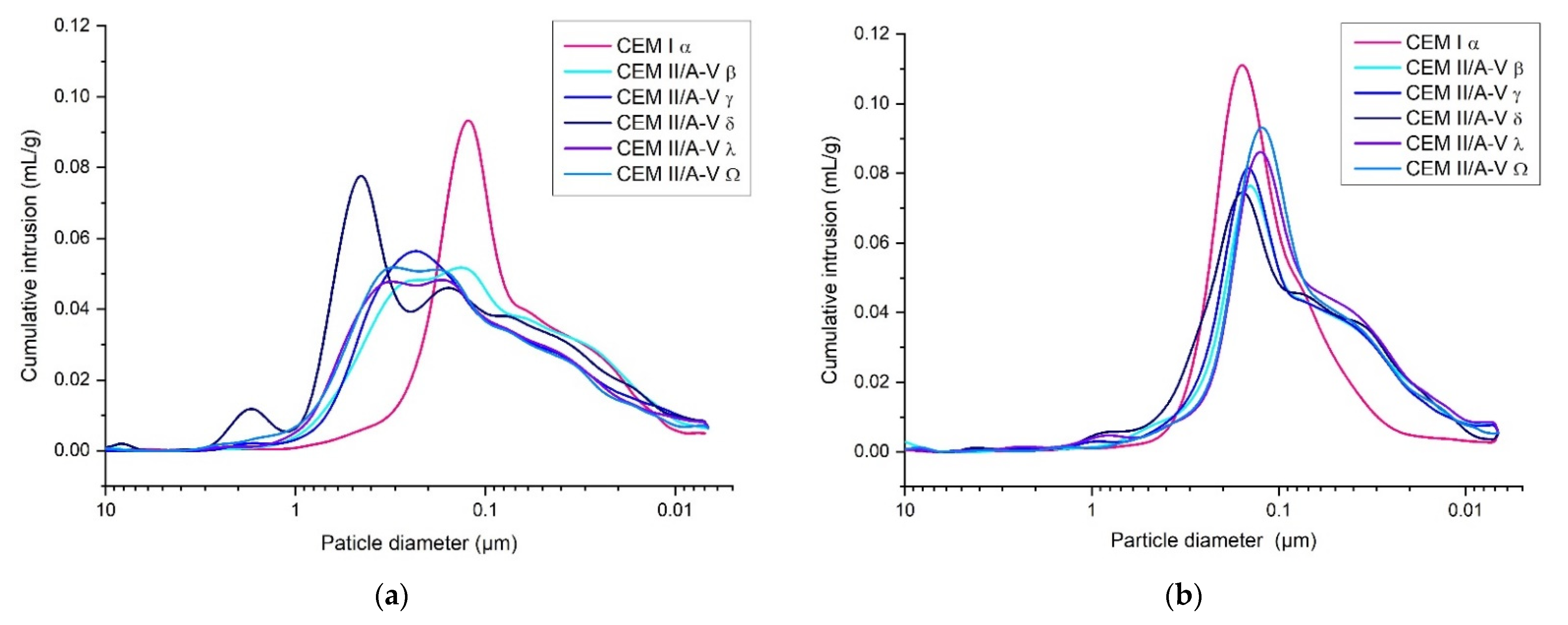
Mercury intrusion porosimetry at 7 days and 28 days was used for the characterization of porous mortars made with CEM I, CEM II/A-V, CEM II/B-V, and CEM IV/A (V). The results of the analysis are shown in Figure 11.
CEM II/A-V mortars at 7 days were more porous than the reference mortar (CEM I) (Figure 10a). However, at 28 days, these mortar mixes reached a similar pore structure than the reference (Figure 11b). CEM II/A-V is more porous at 7 days due to the slow rate of the pozzolanic reaction, which occurs over a long time scale, producing cementitious materials, comprising calcium and aluminate hydrates. Accordingly, the pores will be filled very slowly. Through the pozzolanic reactions, coal fly ash combines with calcium hydroxide, forming additional cementitious materials which result in a denser microstructure [22]. From a structural performance and durability perspective, it is desirable to limit the porosity in cement-based materials; however, it cannot be wholly eliminated. It influences the mass transport processes and compressive strength within mortars.
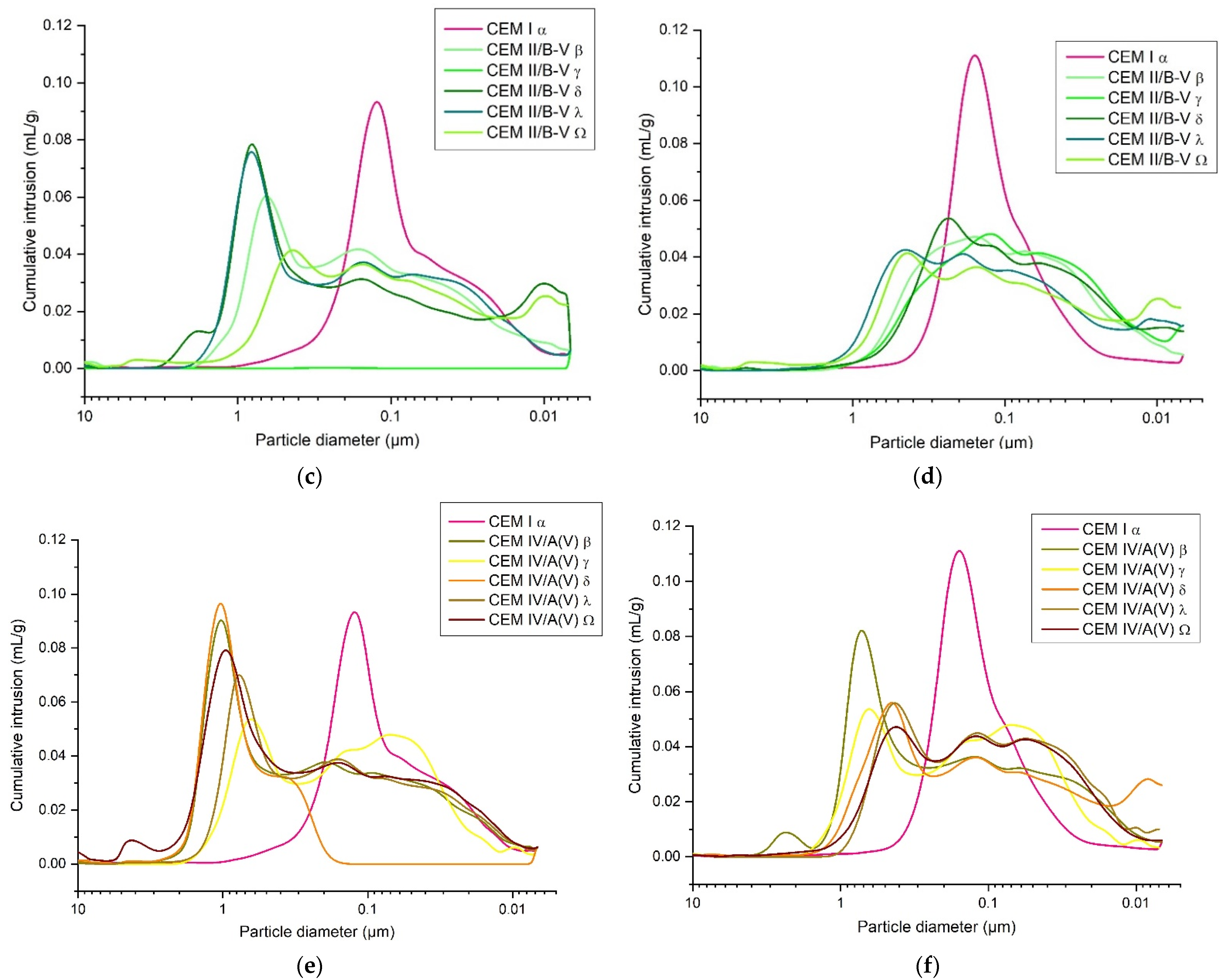
By contrast, mortars with the highest coal ash content, CEM IV/A (V), exhibited more porosity at 7 and 28 days than the reference (Figure 11e,f). Therefore, these mortars need a longer period to reduce the connected pores in mortars.
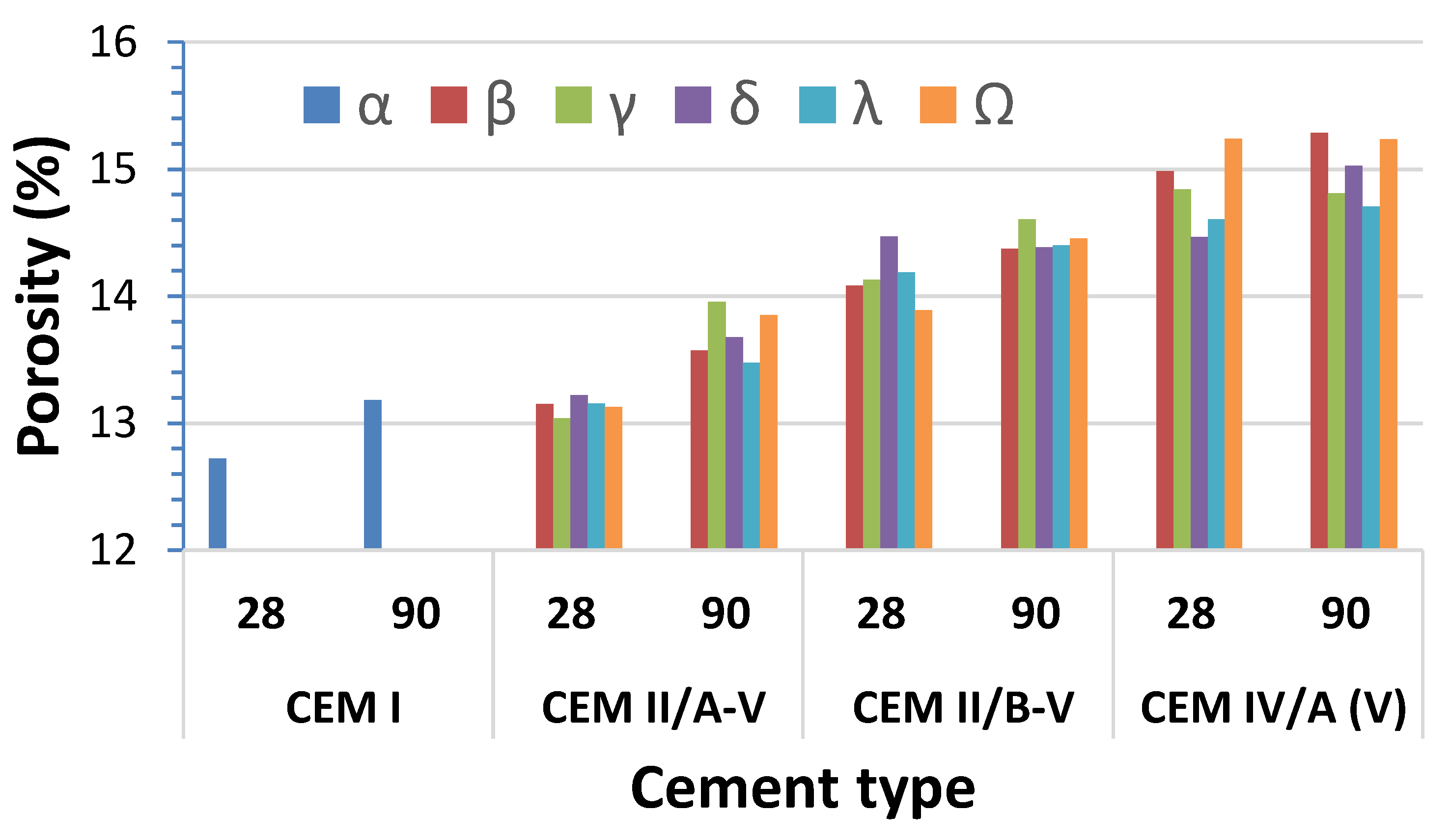
Figure 12 shows the effective or accessible porosity of mortars, which is the ratio of connected pores, through which the pore solution development and ion flow takes place. In general, compressive strength is related to the total porosity (Figure 13), whereas the mass transport processes depend on the pore size distribution and microstructure. Generally speaking, coal ash plays a part in increasing the accessible porosity of mortars.
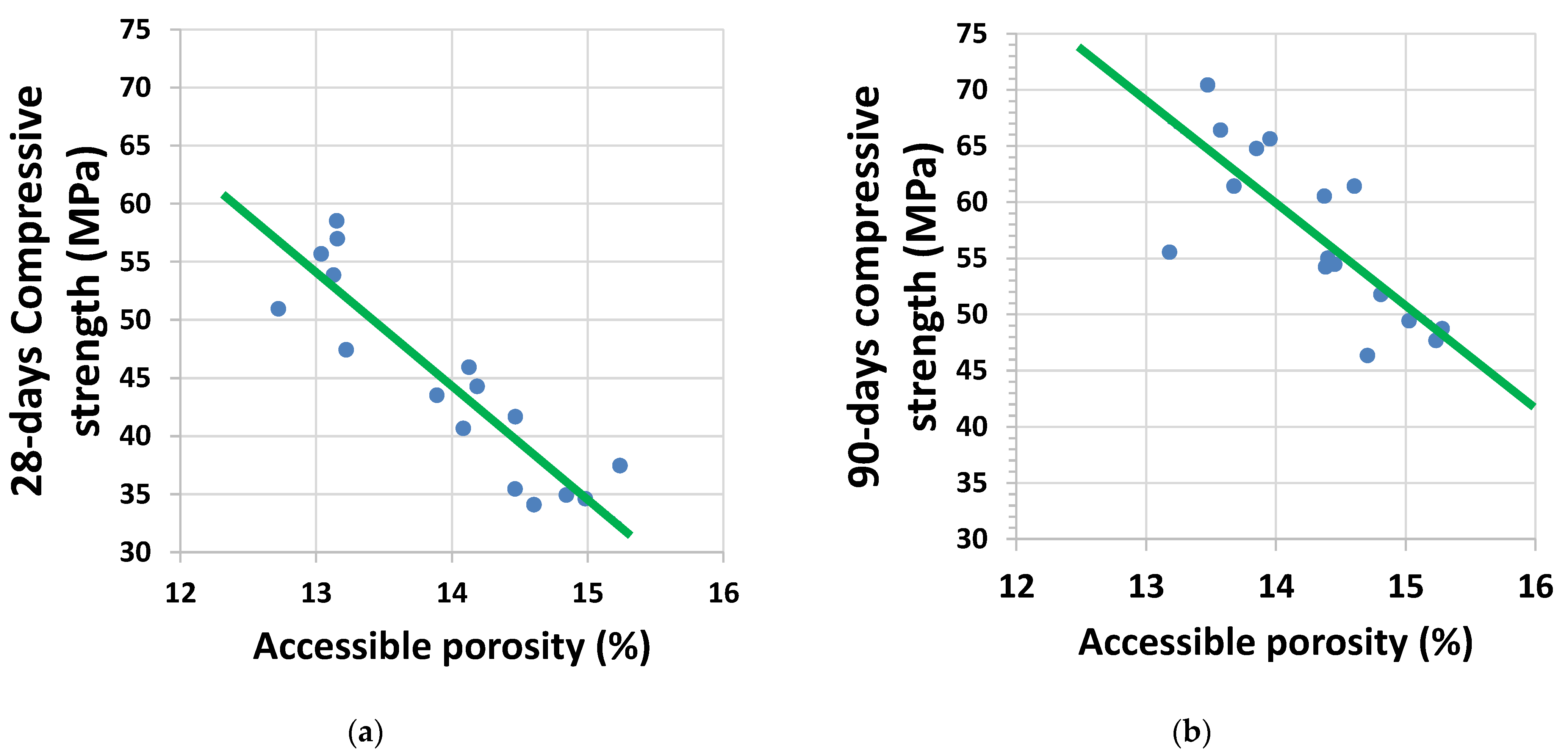
The study shows that there is a relatively good correlation (R2 = 0.8067) between the accessible porosity and compressive strength at 28 days (Equation (2)). However, the correlation over a longer period of 90 days is worse (R2 = 0.5786) (Equation (3)).
Accessible porosity (%) = −9.584 × Compressive strength (MPa) + 178.52,
Accessible porosity (%) = −8.8637 × Compressive strength (MPa) + 183.97,
Accordingly, the compressive strength of the mortar is closely related to the pore characteristic parameters [30]. In addition, no difference between the coal fly ash or coal bottom ash was found with respect to the effective porosity of mortars, either at 28 days or 90 days. The coal ashes can react with the calcium hydroxide, producing additional calcium–silicate–hydrate phases (C–S–H gel), which leads to a refinement of the pore structure [31] and an improvement in the mechanical strength and durability of the cement-based materials [32].
3.5. Microstrural Characteristics
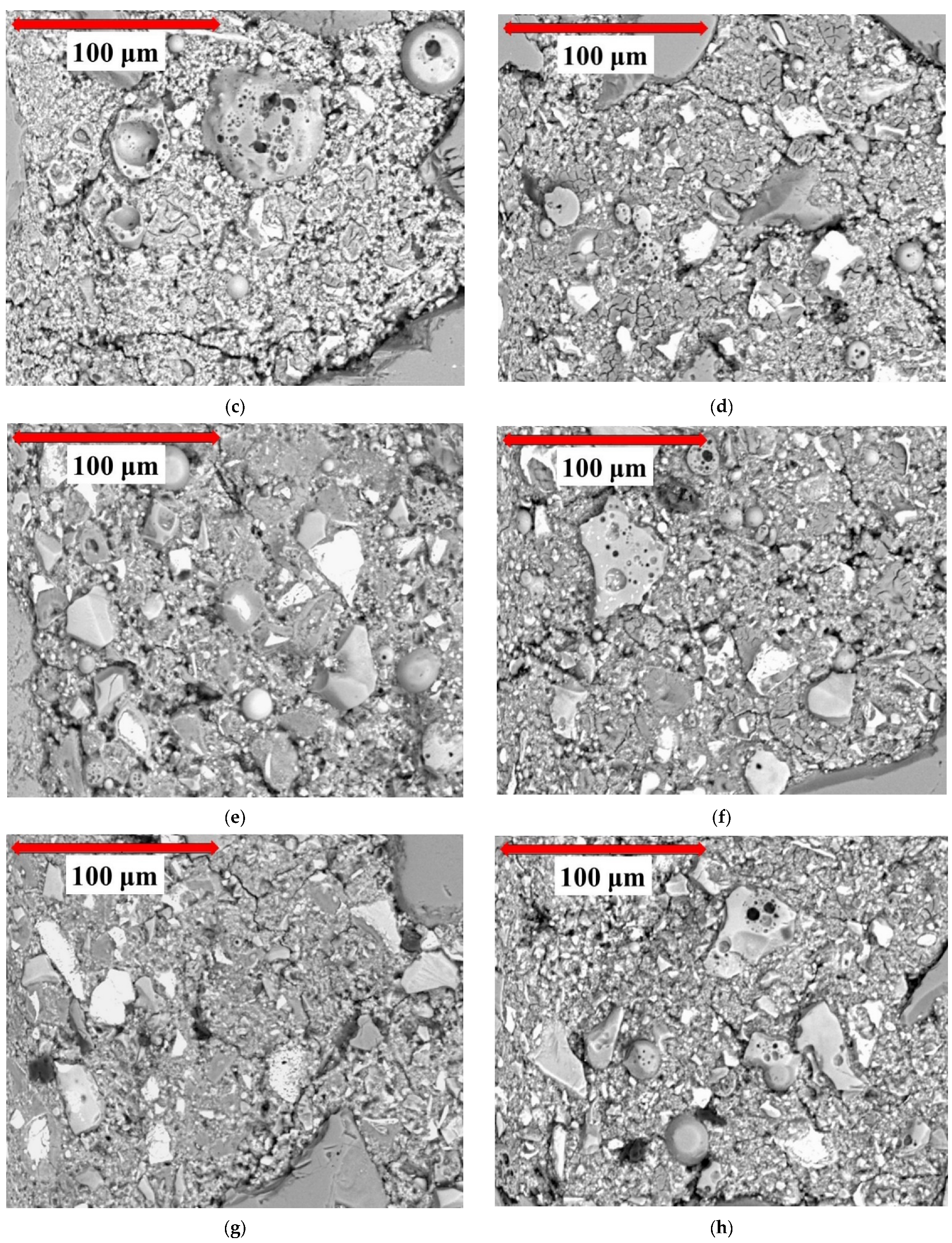
Figure 14 shows scanning electron microscopy (SEM) microphotographs of coal fly ash and ground coal bottom ash, whereas Figure 15 shows the back-scattered electron (BSE) micrographs of mortars either at 28 days or 90 days. Typically, coal bottom ash and coal fly ash present several complex and mixed morphotypes [33]. Among the coal fly ash particles, cenospheres and plerospheres are generally present, to some degree, in mortar samples (Figure 14a). Cenospheres are glassy, hollow spheres, whereas plerospheres contain additional spheres, which are appreciable upon the opening of the outer shell [34].
Ground coal bottom ash has angular particles and a porous texture (Figure 14b); the size of the unground coal bottom ash normally ranges between sand and gravel particles. The original coal bottom ash was ground in a ball mill to achieve a fineness of 3976 cm2/g. This high value is partially due to the presence of intragranular porosity at the powder, as shown in Figure 14b [35].
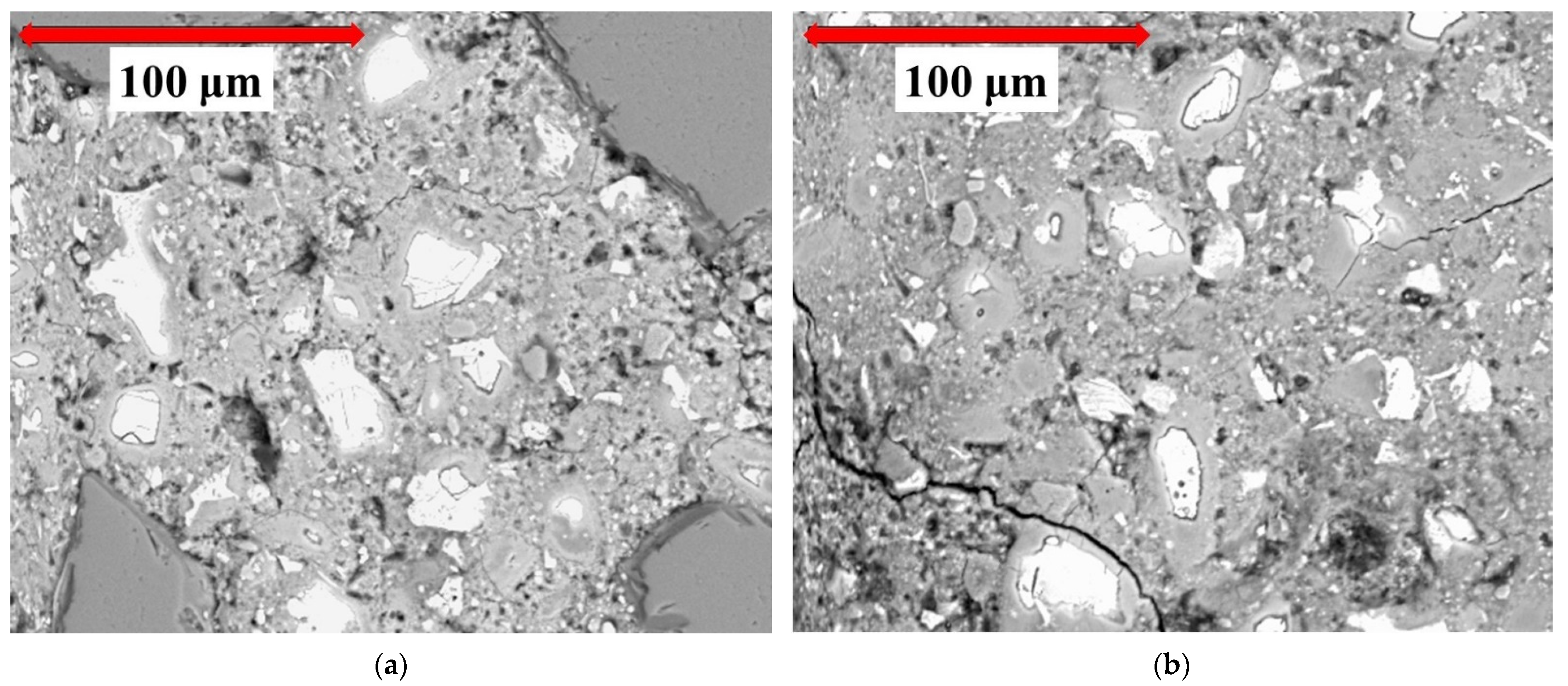
The evolution of the paste composition over time was tested in mortar specimens at different hydration ages. A gradual decrease in the size of the anhydrous phases was observed along the time (Figure 15). This finding was more evident in mortars containing either coal fly ash or coal bottom ash. Through pozzolanic reactions, coal fly ash and coal bottom ash combine with calcium hydroxide, providing a denser microstructure and rendering free lime unavailable for acid or sulphates attacks [26]. In addition, these reactions yield cement-based materials with low-permeability pores and a denser microstructure. The literature reported the promising potential of coal bottom ash as a cement constituent, particularly to improve the microstructural properties of cement-based materials [36]. Abbas et al. reported that specimens incorporating coal bottom ash showed a denser microstructure and no microcracking when testing for alkali–silica reactions [37].
Typically, the pore structure is closely related to the macro-mechanical properties [38,39]. By contrast, the compressive strength decreases with the addition of ground coal bottom ash as a replacement for Portland cement clinker [40], in line with the findings shown in Figure 8.
The mortars without additions showed n homogeneous aspect of the paste with some anhydrous cement particles in white (a) and (b). In the samples, CEM II/A-V-β have only fly ash and anhydrous ceno-spheres (c) and (d). CEM II/B-V-λ have only bottom ash and an anhydrous mix of fly ash and bottom ash (e) and (f). CEM II/A-V-Ω have only bottom ash and anhydrous angular (g) and (h).
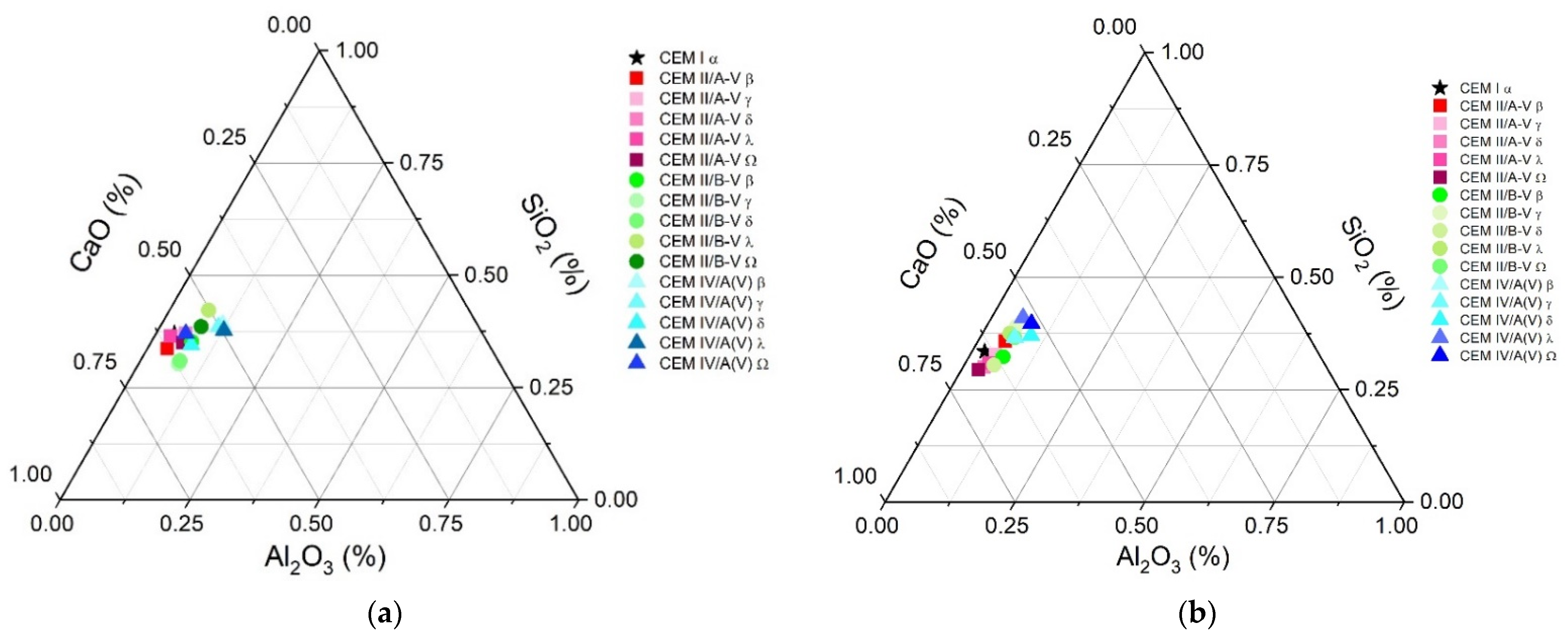
A comparative analysis of the paste composition at 28 and 90 days for several samples is shown in Figure 16. The chemical composition was determined by using an energy-dispersive X-ray spectroscopy (EDX) system based on a Hitachi scanning electron microscope (Bruker). The paste composition is adjusted to express the Al2O3, CaO, and SiO2 content in a triangular pattern at 28 days and 90 days.
The coal geological formation determines its chemical composition. Accordingly, the coal bottom ash and fly ash from the different types of coal generally used in energy generation, i.e., bituminous, sub-bituminous, and lignite, which have varying contents of silicon dioxide (SiO2), alumina oxide (Al2O3), and ferric oxide (Fe2O3) [41].
3.6. X-ray Diffraction
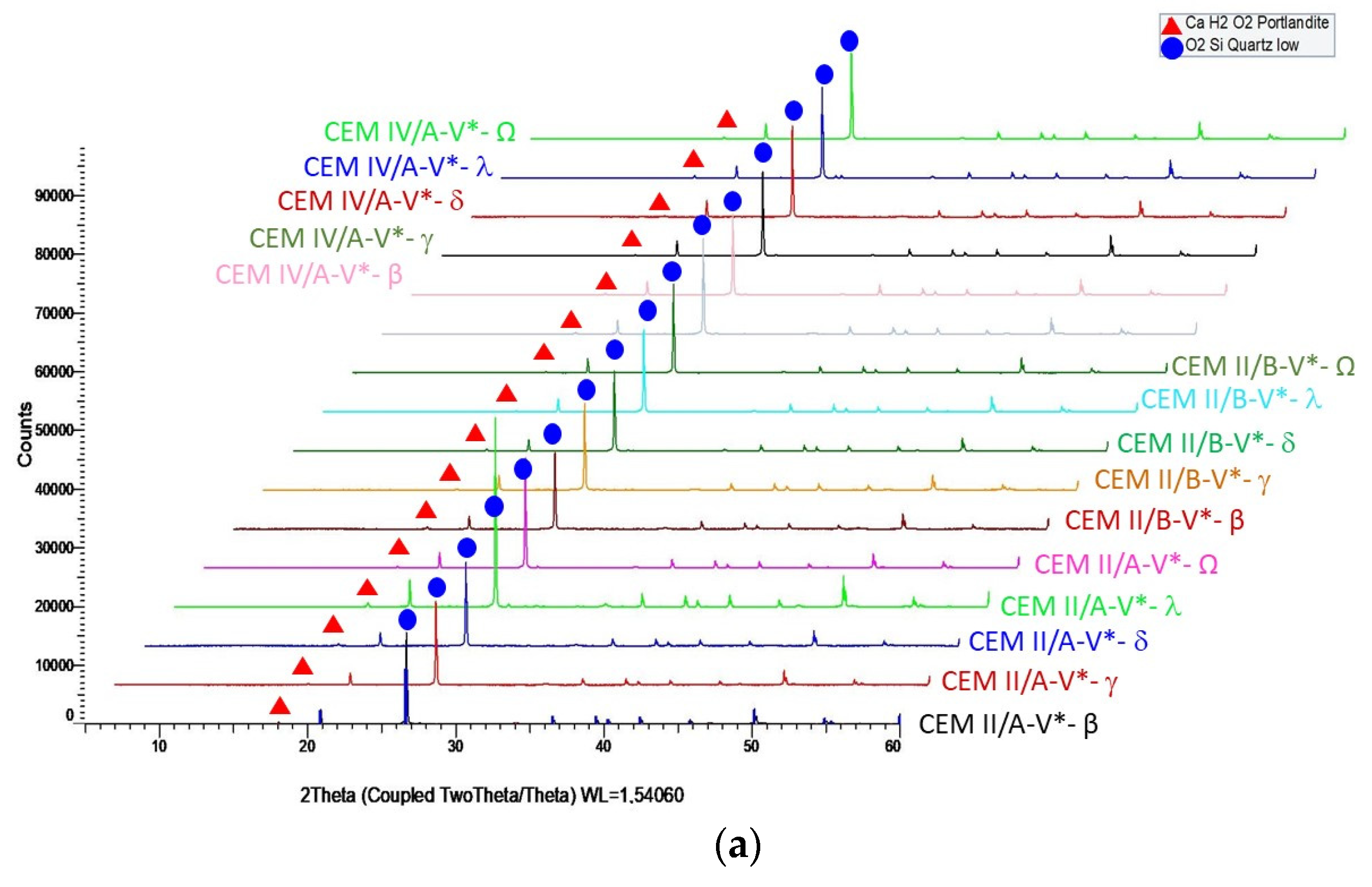
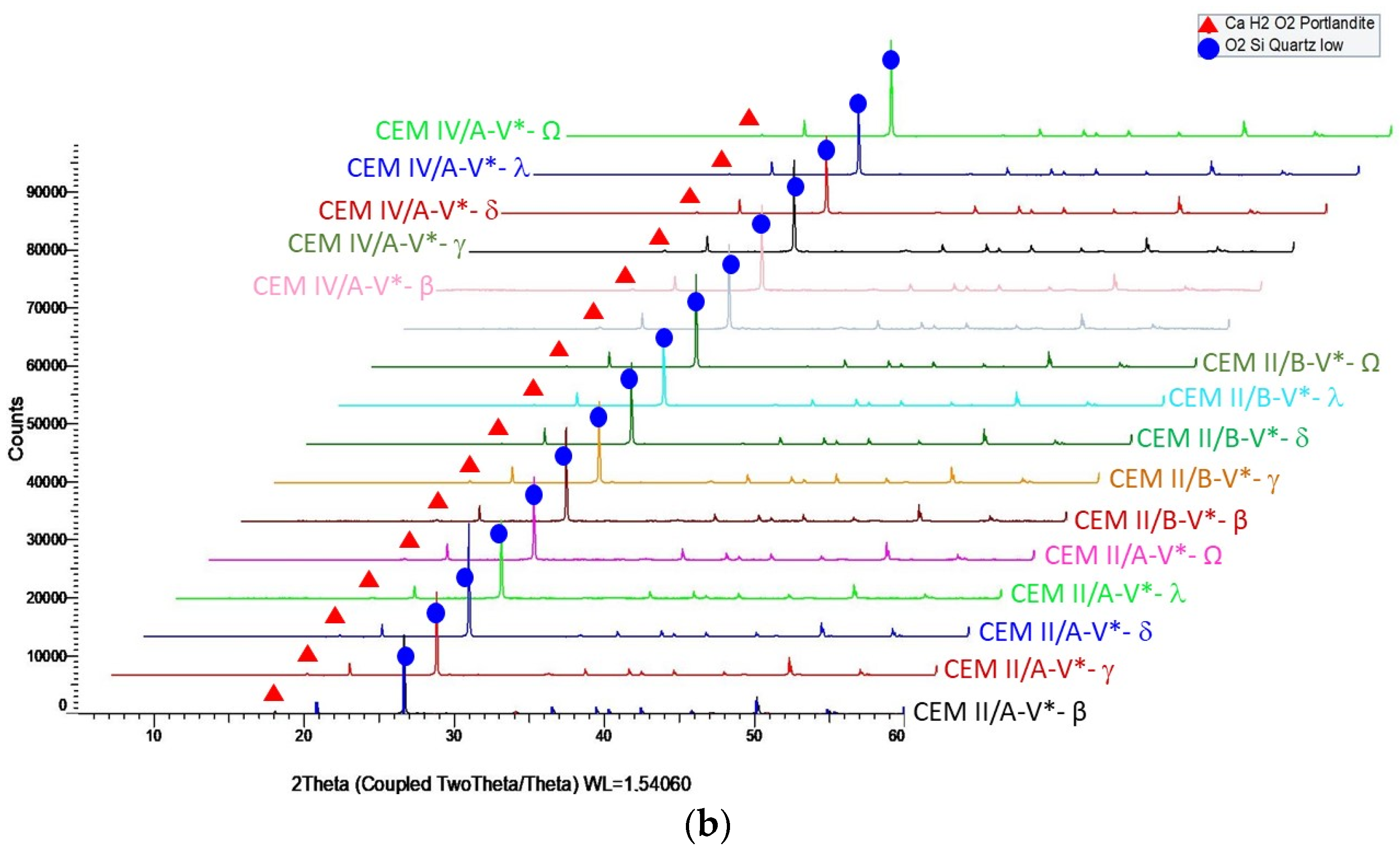
The different mortars are analyzed by X-ray diffraction to analyze and quantify the crystalline component of hydration of cement, i.e., Ca(OH)2. However, the higher crystalline component is the quartz of the sand. These means that the portlandite should be quantified very carefully. Next, in Table 3, the percentage relative of portlandite and the maximum standard deviation is shown. In addition, Figure 17 shows X-ray diffraction spectra of mortars, either at 28 (a) days or 90 days (b).
The quantification of the portlandite addresses several different important issues. For example, there is a clear decrease in portlandite using coal ash as a partial substitution of the cement with respect to the CEM I. The portlandite decreases with time (due to the formation of the C-S-H gel, which is the main product of hydration and is amorphous), and the behavior with the different mixes is similar. The consumption of calcium hydroxide in the case of the CEM I sample is attributed to a slight carbonation of the sample.
3.7. Climate Change Mitigation by Using Coal Ash Cements
Mortars used in this study were made with 10%, 25%, or 35% of coal ash (fly ash and/or bottom ash). Therefore, considering an emission intensity factor of 830 kgCO2/kg of clinker [1], a reduction in carbon dioxide emissions for all coal fly ash cements is expected, which will be about 83 kgCO2/kg of cement, 208 kgCO2/kg of cement, and 290 kgCO2/kg of cement, respectively.
4. Conclusions
The potential for use of ground coal bottom ash as a new Portland cement constituent and a measure to combat climate change is assessed in the present study. The main conclusion is that ground coal bottom ash is a promising Portland cement constituent with properties comparable to coal fly ash, which will contribute to reducing the clinker factor of cements and, therefore, to enhance the climate change mitigation.
Based on the above, the following conclusions have been drawn as practical guidance for architects, engineers, and other stakeholders.
- The compressive strength decreases as the ground coal bottom ash and/or coal fly ash amount increases in the mortar mix because the pozzolanic reactions were not yet completed at 28 days. Considering the results of different mortar mixes, the optimum results were obtained with 10% of coal ashes, independently of the type of coal ash.
- The compressive strength of mortars with different amounts of coal ash and different types of coal ash decreases with the increase in accessible porosity, presenting a good correlation at 28 days. However, at 90 days, the correlation between compressive strength and pore structure is deficient.
- In addition, the influence of ground coal bottom ash and/or coal fly ash mixes on the pozzolanic properties was also investigated. All the coal ash mixes provide similar pozzolanic characteristics.
- Similarly, soundness and water demand of the mortar are also reduced as the content of ground coal bottom ash and/or coal fly ash mixes increased in the mortars.
- As expected, ground or unground coal bottom ash properties, such as compressive strength, pozzolanicity, soundness, and water demand, are quite different. The physical and chemical properties of ground coal bottom ash are similar to those of the coal fly ash. Therefore, ground coal bottom ash at levels of up to 10 to 35% can be safely used to replace Portland cement clinker, resulting in better pozzolanic properties, but also reduces the production of Portland cement clinker, and thereby decreases the greenhouse gas (GHG) effect.
- The greater the replacement of cement by coal ash, the greater the amount of Ca(OH)2 fixed in the cement paste. Therefore, less portlandite is available in the mortar. This increases durability, since Ca(OH)2 is the most attackable compound of the hydration products.
Finally, we demonstrated that ground coal bottom ash and/or coal fly ash mixes have good potential as constituents of Portland cement, which is beneficial to the environment.
Author Contributions
Conceptualization, E.M., C.A. and M.Á.S.; data curation, C.A. and M.Á.S.; formal analysis, M.Á.S.; investigation, E.M. and H.R.; methodology, E.M., C.A., M.Á.S. and H.R.; resources, E.M.; validation, E.M., C.A. and M.Á.S.; writing—original draft, E.M., C.A., M.Á.S. and H.R.; writing—review and editing, E.M., C.A., M.Á.S. and H.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the CSIC (PIE 202060E176).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Authors gratefully acknowledge the valuable contributions of Beatriz Aldea and Esther Puerto.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Cement-Based Materials: A Spanish Case Study. Appl. Sci. 2020, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- IPCC. 2021: Climate Change 2021: The Physical Science Basis. In Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Masson-Delmotte, V., Zhai, P., Pirani, A., Connors, S.L., Péan, C., Berger, S., Caud, N., Chen, Y., Goldfarb, L., Gomis, M.I., et al., Eds.; Cambridge University Press: Cambridge, UK, 2021; Available online: https://www.ipcc.ch/report/ar6/wg1/downloads/report/IPCC_AR6_WGI_Full_Report.pdf (accessed on 20 January 2022).
- European Commission UE. The European Green Deal. Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions. Brussels, Belgium, 11 December 2019. COM (2019) 640 Final. Available online: https://ec.europa.eu/info/sites/info/files/european-green-deal-communication_en.pdf (accessed on 18 January 2022).
- The European Cement Association (CEMBUREAU). European Cement Industry Strives for Carbon Neutral Cement and Concrete Along the Value Chain by 2050, 1st ed.; CEMBUREAU: Brussels, Belgium, 2020; pp. 1–2. Available online: https://cembureau.eu/media/1907/cembureau-press-release-carbon-neutralityallong-the-value-hain-by-2050.pdf (accessed on 18 January 2022).
- Ali, T.; Buller, A.S.; Abro, F.u.R.; Ahmed, Z.; Shabbir, S.; Lashari, A.R.; Hussain, G. Investigation on Mechanical and Durability Properties of Concrete Mixed with Silica Fume as Cementitious Material and Coal Bottom Ash as Fine Aggregate Replacement Material. Buildings 2022, 12, 44. [Google Scholar] [CrossRef]
- Argiz, C.; Menéndez, E.; Moragues, A.; Sanjuán, M.A. Fly ash characteristics of Spanish coal-fired power plants. Afinidad 2015, 72, 269–277. Available online: http://www.raco.cat/index.php/afinidad/article/viewFile/305569/395407 (accessed on 20 January 2022).
- Argiz, C.; Menéndez, E.; Moragues, A.; Sanjuán, M.A. Recent advances in coal bottom ash use as a new common Portland cement constituent. Struct. Eng. Int. 2014, 4, 503–508. [Google Scholar] [CrossRef]
- Kiattikomol, K.; Jaturapitakkul, C.; Songpiriyakij, S.; Chutubtim, S. A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cem. Concr. Compos. 2001, 23, 335–343. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Homwuttiwong, S.; Sirivivatnanon, V. Influence of fly ash fineness on strength, drying shrinkage and sulfate resistance of blended cement mortar. Cem. Concr. Res. 2004, 34, 1087–1092. [Google Scholar] [CrossRef]
- Felekoğlu, B.; Türkel, S.; Kalyoncu, H. Optimization of fineness to maximize the strength activity of high-calcium ground fly ash—Portland cement composites. Constr. Build. Mater. 2009, 23, 2053–2061. [Google Scholar] [CrossRef]
- Palomo, A.; Krivenko, P.; Garcia-Lodeiro, I.; Kavalerova, E.; Maltseva, O.; Fernández-Jiménez, A. A review on alkaline activation: New analytical perspectives. Mater. Construcc. 2014, 64, e022. [Google Scholar] [CrossRef] [Green Version]
- Fernández-Jiménez, A.; Palomo, A. Composition and microstructure of alkali activated fly ash binder: Effect of the activator. Cem. Concr. Res. 2005, 35, 1984–1992. [Google Scholar] [CrossRef]
- Rakhimova, N.R.; Rakhimov, R.Z. Toward clean cement technologies: A review on alkali-activated fly-ash cements incorporated with supplementary materials. J. Non-Cryst. Solids 2019, 509, 31–41. [Google Scholar] [CrossRef]
- Nedeljković, M.; Li, Z.; Ye, G. Setting, Strength, and Autogenous Shrinkage of Alkali-Activated Fly Ash and Slag Pastes: Effect of Slag Content. Materials 2018, 11, 2121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bondar, D.; Basheer, M.; Nanukuttan, S. Suitability of alkali activated slag/fly ash (AA-GGBS/FA) concretes for chloride environments: Characterisation based on mix design and compliance testing. Constr. Build. Mater. 2019, 216, 612–621. [Google Scholar] [CrossRef]
- CEN-CENELEC. European Standard EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. The European Committee for Standardization (CEN): Brussels, Belgium, 2011.
- CEN-CENELEC. EEuropean Standard EN 196-2; Methods of Testing Cement—Part 2: Chemical Analysis of the Cement. The European Committee for Standardization (CEN): Brussels, Belgium, 2013.
- CEN-CENELEC. European Standard EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. The European Committee for Standardization (CEN): Brussels, Belgium, 2005.
- CEN-CENELEC. European Standard EN 196-3; Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness. The European Committee for Standardization (CEN): Brussels, Belgium, 2016.
- CEN-CENELEC. European Standard EN 196-5; Methods of Testing Cement—Part 5: Pozzolanicity Test for Pozzolanic Cement. The European Committee for Standardization (CEN): Brussels, Belgium, 2011.
- Spanish Association for Standardization (UNE). UNE 83980:2014; Concrete Durability. Test Methods. Determination of the Water Absorption, Density and Accessible Porosity for Water in Concrete. UNE: Madrid, Spain, 2014.
- Thorstensen, R.T.; Fidjestol, P. Inconsistencies in the pozzolanic strength activity index (SAI) for silica fume according to EN and ASTM. Mater. Struct. 2015, 48, 3979–3990. Available online: https://0-link-springer-com.brum.beds.ac.uk/article/10.1617/s11527-014-0457-6 (accessed on 20 January 2022). [CrossRef] [Green Version]
- Pedersen, K.H.; Jensen, A.D.; Skjøth-Rasmussen, M.S.; Dam-Johansen, K. A review of the interference of carbon containing fly ash with air entrainment in concrete. Prog. Energy Combust. Sci. 2008, 34, 135–154. [Google Scholar] [CrossRef]
- Siyal, A.A.; Azizli, K.A.; Man, Z.; Ullah, H. Effects of parameters on the setting time of fly ash based geopolymers using Taguchi method. Procedia Eng. 2016, 148, 302–307. [Google Scholar] [CrossRef] [Green Version]
- Mangi, S.A.; Wan Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.F.; Mudjanarko, S.W. Recycling of Coal Ash in Concrete as a Partial Cementitious Resource. Resources 2019, 8, 99. [Google Scholar] [CrossRef] [Green Version]
- Khan, K.; Amin, M.N.; Usman, M.; Imran, M.; Al-Faiad, M.A.; Shalabi, F.I. Effect of Fineness and Heat Treatment on the Pozzolanic Activity of Natural Volcanic Ash for Its Utilization as Supplementary Cementitious Materials. Crystals 2022, 12, 302. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Peris-Mora, E. Mechanical treatment of fly ashes. Part I: Physico-chemical characterization of ground fly ashes. Cem. Concr. Res. 1995, 25, 1469–1479. [Google Scholar] [CrossRef]
- Ramadji, C.; Messan, A.; Sore, S.O.; Prud’homme, E.; Nshimiyimana, P. Microstructural Analysis of the Reactivity Parameters of Calcined Clays. Sustainability 2022, 14, 2308. [Google Scholar] [CrossRef]
- Milović, T.; Šupić, S.; Malešev, M.; Radonjanin, V. The Effects of Natural Zeolite as Fly Ash Alternative on Frost Resistance and Shrinkage of Blended Cement Mortars. Sustainability 2022, 14, 2736. [Google Scholar] [CrossRef]
- Han, Y.; Xia, J.; Yu, L.; Su, Q.; Chen, X. The Relationship between Compressive Strength and Pore Structure of the High-Water Grouting Material. Crystals 2021, 11, 865. [Google Scholar] [CrossRef]
- Bijen, J. Benefits of slag and fly ash. Constr. Build. Mater. 1996, 10, 309–314. [Google Scholar] [CrossRef]
- Ortega, J.M.; Sánchez, I.; Climent, M.A. Durability related transport properties of OPC and slag cement mortars hardened under different environmental conditions. Constr. Build. Mater. 2012, 27, 176–183. [Google Scholar] [CrossRef]
- Valentim, B.; Białecka, B.; Gonçalves, P.A.; Guedes, A.; Guimarães, R.; Cruceru, M.; Całus-Moszko, J.; Popescu, L.G.; Predeanu, G.; Santos, A.C. Undifferentiated Inorganics in Coal Fly Ash and Bottom Ash: Calcispheres, Magnesiacalcispheres, and Magnesiaspheres. Minerals 2018, 8, 140. [Google Scholar] [CrossRef] [Green Version]
- Chepaitis, P.S.; Millette, J.R.; Wood, T.B. A Novel Coal Fly Ash Sphere Reveals a Complete Understanding of Plerosphere Formation. Microscope 2011, 59, 175–180. Available online: https://mvascientificconsultants.com/a-novel-coal-fly-ash-sphere-reveals-a-complete-understanding-of-plereosphere-formation-2011 (accessed on 20 January 2022).
- Savadogo, N.; Messan, A.; Hannawi, K.; Prince Agbodjan, W.; Tsobnang, F. Durability of Mortar Containing Coal Bottom Ash as a Partial Cementitious Resource. Sustainability 2020, 12, 8089. [Google Scholar] [CrossRef]
- Mohammed, S.A.; Koting, S.; Katman, H.Y.B.; Babalghaith, A.M.; Abdul Patah, M.F.; Ibrahim, M.R.; Karim, M.R. A Review of the Utilization of Coal Bottom Ash (CBA) in the Construction Industry. Sustainability 2021, 13, 8031. [Google Scholar] [CrossRef]
- Abbas, S.; Arshad, U.; Abbass, W.; Nehdi, M.L.; Ahmed, A. Recycling Untreated Coal Bottom Ash with Added Value for Mitigating Alkali–Silica Reaction in Concrete: A Sustainable Approach. Sustainability 2020, 12, 10631. [Google Scholar] [CrossRef]
- Sanjuán, M.A.; Argiz, C.; Gálvez, J.C.; Moragues, A. Effect of silica fume fineness on the improvement of Portland cement strength performance. Constr. Build. Mater. 2015, 96, 55–64. [Google Scholar] [CrossRef]
- Huang, L.; Cheng, G.; Huang, S. Effects of Calcination Conditions on the Formation and Hydration Performance of High-Alite White Portland Cement Clinker. Materials 2020, 13, 494. [Google Scholar] [CrossRef] [Green Version]
- Argiz, C.; Menéndez, E.; Sanjuán, M.A. Effect of mixes made of coal bottom ash and fly ash on the mechanical strength and porosity of Portland cement. Mater. Construcc. 2013, 63, 49–64. [Google Scholar] [CrossRef] [Green Version]
- Gooi, S.; Mousa, A.A.; Kong, D. A critical review and gap analysis on the use of coal bottom ash as a substitute constituent in concrete. J. Clean. Prod. 2020, 268, 121752. [Google Scholar] [CrossRef]
Figure 1.
Vicat plunger used for determining standard consistency of the cement (a) and Vicat apparatus used for determining initial and final setting time of cement (b).
Figure 1.
Vicat plunger used for determining standard consistency of the cement (a) and Vicat apparatus used for determining initial and final setting time of cement (b).

Figure 2.
Hydraulic press used to determine compressive strength test.

Figure 3.
Mercury intrusion porosimetry (MIP).

Figure 4.
Instrumental techniques to determinate chemical and mineralogical composition of cement by XRF (a) and XRD methods (b).
Figure 4.
Instrumental techniques to determinate chemical and mineralogical composition of cement by XRF (a) and XRD methods (b).

Figure 5.
Coal ash cement paste properties: soundness.

Figure 6.
Coal ash cement paste properties: water demand for normal consistency.

Figure 7.
Coal ash cement paste properties: initial setting time and final setting time.

Figure 8.
Compressive strength of mortars from one to 90 days: (a) CEM I and CEM II/A-V mortars; (b) CEM II/B-V mortars; and (c) CEM IV/A (V) mortars.
Figure 8.
Compressive strength of mortars from one to 90 days: (a) CEM I and CEM II/A-V mortars; (b) CEM II/B-V mortars; and (c) CEM IV/A (V) mortars.


Figure 9.
Calcium hydroxide (Ca(OH)2) content of mortars: (a) CEM I (α) and CEM II/A-V (β, γ, δ); (b) CEM I (α) and CEM II/A-V (λ, Ω); (c) CEM I (α) and CEM II/B-V (β, γ, δ); (d) CEM I (α) and CEM II/B-V (λ, Ω); (e) CEM I (α) and CEM IV/A (V) (β, γ, δ); and (f) CEM I (α) and CEM IV/A (V) (λ, Ω).
Figure 9.
Calcium hydroxide (Ca(OH)2) content of mortars: (a) CEM I (α) and CEM II/A-V (β, γ, δ); (b) CEM I (α) and CEM II/A-V (λ, Ω); (c) CEM I (α) and CEM II/B-V (β, γ, δ); (d) CEM I (α) and CEM II/B-V (λ, Ω); (e) CEM I (α) and CEM IV/A (V) (β, γ, δ); and (f) CEM I (α) and CEM IV/A (V) (λ, Ω).


Figure 10.
Calcium hydroxide content versus compressive strength at: (a) 28 days; (b) 90 days.

Figure 11.
Mercury intrusion porosimetry (MIP) of mortars: (a) CEM I and CEM II/A-V at 7 days; (b) CEM I and CEM II/A-V at 28 days; (c) CEM I and CEM II/B-V at 7 days; (d) CEM I and CEM II/B-V at 28 days; (e) CEM I and CEM IV/A (V) at 7 days; and (f) CEM I and CEM IV/A (V) at 28 days.
Figure 11.
Mercury intrusion porosimetry (MIP) of mortars: (a) CEM I and CEM II/A-V at 7 days; (b) CEM I and CEM II/A-V at 28 days; (c) CEM I and CEM II/B-V at 7 days; (d) CEM I and CEM II/B-V at 28 days; (e) CEM I and CEM IV/A (V) at 7 days; and (f) CEM I and CEM IV/A (V) at 28 days.


Figure 12.
Effective or accessible porosity of mortars.

Figure 13.
Accessible porosity of mortars versus compressive strength at: (a) 28 days; (b) 90 days.

Figure 14.
Scanning electron microscopy (SEM) microphotographs: (a) Fly ash; (b) Bottom ash.

Figure 15.
Back-scattered electron (BSE) micrographs of mortars either at 28 days or 90 days: (a) CEM I (α) 28 days; (b) CEM I (α) 90 days; (c) CEM II/A-V-β 28 days; (d) CEM II/A-V-β 90 days; (e) CEM II/B-V-λ 28 days; (f) CEM II/B-V-λ 90 days; (g) CEM IV/A (V)-Ω 28 days; and (h) CEM IV/A (V)-Ω 90 days.
Figure 15.
Back-scattered electron (BSE) micrographs of mortars either at 28 days or 90 days: (a) CEM I (α) 28 days; (b) CEM I (α) 90 days; (c) CEM II/A-V-β 28 days; (d) CEM II/A-V-β 90 days; (e) CEM II/B-V-λ 28 days; (f) CEM II/B-V-λ 90 days; (g) CEM IV/A (V)-Ω 28 days; and (h) CEM IV/A (V)-Ω 90 days.


Figure 16.
Energy-dispersive X-ray spectroscopy (EDX) paste composition: (a) 28 days; (b) 90 days.

Figure 17.
X-ray diffraction of mortars at 28 days (a) and 90 days (b).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of raw materials: coal bottom ash, coal fly ash, and cement (%).
| Chemical Composition (%) | Cement | Fly Ash | Bottom Ash | Physical Properties of Cement | |
|---|---|---|---|---|---|
| SiO2 | 20.9 | 50.5 | 52.2 | Specific gravity (g/cm3) | 3.10 |
| Al2O3 | 4.3 | 28.9 | 27.5 | Initial setting time (min) | 205 |
| Fe2O3 | 3.5 | 4.7 | 6.0 | Final setting time (min) | 325 |
| CaO | 62.7 | 5.0 | 5.9 | Volume expansion (mm) | 0.70 |
| MgO | 1.9 | 1.8 | 1.7 | Specific surface Blaine (m2/kg) | 4050 |
| SO3 | 3.4 | 0.21 | 0.13 | Compressive strength (MPa) | |
| K2O | 0.9 | 0.80 | 0.57 | 1 days | 13.30 |
| Ti2O5 | 0.25 | 1.56 | 1.53 | 3 days | 19.45 |
| P2O5 | 0.10 | 0.76 | 0.74 | 7 days | 37.95 |
| LOI | 3.69 | 3.6 | 1.8 | 14 days | 45.25 |
| I.R. 1 | 1.04 | 71.3 | 75.7 | 28 days | 50.98 |
| CI− | 0.023 | 0.00 | 0.001 | 90 days | 55.55 |
1 Insoluble residue.
Table 2.
Bottom ash (BA) with fly ash (FA) and cement (CEM I 42.5 N) mixes.
| CEMENT MIX | % Material | Coal Fly Ash + Coal Bottom Ash Mix Codification | ||||||
|---|---|---|---|---|---|---|---|---|
| α | β | γ | δ | λ | Ω | |||
| CEM I | Fly ash | 0% | 0% | |||||
| Bottom ash | 0% | |||||||
| Cement | 100% | 100% | ||||||
| CEM II/A-V | Fly ash | 10% | 10% | 9% | 8% | 5% | 0% | |
| Bottom ash | 0% | 1% | 2% | 5% | 10% | |||
| Cement | 90% | 90% | 90% | 90% | 90% | 90% | ||
| CEM II/B-V | Fly ash | 25% | 25% | 22.5% | 20% | 12.5% | 0% | |
| Bottom ash | 0% | 2.5% | 5% | 12.5% | 25% | |||
| Cement | 75% | 75% | 75% | 75% | 75% | 75% | ||
| CEM IV/A (V) | Fly ash | 35% | 35% | 31.5% | 28% | 17.5% | 0% | |
| Bottom ash | 0% | 3.5% | 7% | 17.5% | 35% | |||
| Cement | 65% | 65% | 65% | 65% | 65% | 65% | ||
Table 3.
Portlandite content determined by XRD.
| Cement Mix | Portlandite | |
|---|---|---|
| 28 Days | 90 Days | |
| CEM I-α | 6.5% | 3.4% |
| CEM II/A-V-β | 2.9% | 1.5% |
| CEM II/A-V-γ | 2.5% | 1.4% |
| CEM II/A-V-δ | 2.9% | 1.5% |
| CEM II/A-V-λ | 2.7% | 1.6% |
| CEM II/A-V-Ω | 2.8% | 1.7% |
| CEM II/B-V-β | 2.8% | 1.8% |
| CEM II/B-V-γ | 2.9% | 1.3% |
| CEM II/B-V-δ | 2.8% | 1.9% |
| CEM II/B-V-λ | 2.8% | 1.6% |
| CEM II/B-V-Ω | 2.4% | 1.6% |
| CEM IV/A (V)-β | 2.4% | 1.8% |
| CEM IV/A (V)-γ | 2.3% | 1.6% |
| CEM IV/A (V)-δ | 2.8% | 1.6% |
| CEM IV/A (V)-λ | 2.2% | 1.4% |
| CEM IV/A (V)-Ω | 2.6% | 1.7% |
| Maximum standard deviation | ±0.2% | |
| V→FA, BA and mixes of FA + BA | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Menéndez, E.; Argiz, C.; Recino, H.; Sanjuán, M.Á. Characterization of Mortars Made with Coal Ashes Identified as a Way Forward to Mitigate Climate Change. Crystals 2022, 12, 557. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040557
AMA Style
Menéndez E, Argiz C, Recino H, Sanjuán MÁ. Characterization of Mortars Made with Coal Ashes Identified as a Way Forward to Mitigate Climate Change. Crystals. 2022; 12(4):557. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040557
Chicago/Turabian StyleMenéndez, Esperanza, Cristina Argiz, Hairon Recino, and Miguel Ángel Sanjuán. 2022. "Characterization of Mortars Made with Coal Ashes Identified as a Way Forward to Mitigate Climate Change" Crystals 12, no. 4: 557. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040557
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.